Изобретение относится к области машиностроения, в частности, к изготовлению заготовок деталей замка бурильной колонны из толстостенных труб, т.е. таких, у которых отношение внутреннего диаметра к внешнему составляет от 0,1 до 0,9 и которые представляют собой негабаритный лом и отходы конструкционных сталей, легированных хромом, никелем, молибденом и ванадием с содержанием углерода в пределах 0,25-0,43%.
Известно, что лом металлов и сплавов - это пришедшие в негодность или утерявшие эксплуатационную ценность металлические изделия, а отходы металлов и сплавов - это отходы при производстве металлических изделий, а также неисправимый брак, возникающий в процессе производства (см., например, ГОСТ 18978-73 «Лом и отходы цветных металлов. Термины и определения»).
Известно, что в процессе эксплуатации металлические детали из легированных сталей подвергаются определенному износу, и в силу этого в дальнейшем такие детали по своему назначению использоваться не могут, однако при этом сам металл в большинстве случаев сохраняет свои потребительские качества и, в принципе, при определенной последующей обработке может служить основой для производства других деталей (см., например, Дмитриев В.Я. и др. «Исследование причин трещинообразования на коленах реактора, работающего при сверхвысоком давлении», Металлообработка. №1(49), 2009, стр.34-43, а также патент РФ №2238832).
Известен способ производства замков бурильной колонны (см., например, патент РФ №2385791), при котором изготовление каждого замка секций бурильной колонны из высокопрочной, ударостойкой стали, имеющего центральное отверстие и состоящего из двух элементов: корпуса и втулки, осуществляют следующим образом: заготовку для каждого из элементов замка сначала изготавливают из двух частей путем их ковки в виде кольца с учетом припусков под термическую и механическую обработки, затем производят механическую обработку кромок будущего сварного соединения путем точения торцов соответствующих заготовок с обеспечением центрирования одного относительно другого и расположения корня сварного шва за пределами чистовых размеров деталей корпуса и втулки, после чего осуществляют сварку этих частей для получения соответствующих заготовок корпуса и втулки, далее полученные заготовки корпуса и втулки подвергают термической обработке: отпуску при температуре от 590°С до 630°С с выдержкой в течение двух часов, и в заключение производят их черновую и чистовую механическую обработку до требуемых чистовых размеров с гарантированным удалением корня сварного шва.
Известно также, что «всякое железо» можно перерабатывать, а изношенные детали восстанавливать (см., например, Кулик Г.Н. «Трубы из нержавеющих сталей: обобщение опыта переработки», Станочный парк, №6(72), 2010, стр.24-27, а также патент РФ №2163175).
Известны также способы и устройства для восстановления различных изношенных деталей методом пластической деформации (см., например, патенты РФ №2371292, 2376121), в которых предлагается восстановление изношенных в процессе эксплуатации деталей методом пластического деформирования, когда осуществляется предварительный нагрев детали до температуры горячей деформации, установление детали в неразъемную матрицу, в которой осуществляют восстановление изношенного элемента детали пуансоном, конфигурацию и размеры которого подбирают с обеспечением требуемого формоизменения, при этом перед горячей деформацией на деталь предварительно надевают два полукольца и закрепляющее кольцо, обеспечивающие, например, сохранение формы канавки на детали. Однако подобные методы восстановления не позволяют «сэкономить» на использовании отработанного лома и отходов конструкционных сталей.
Технический результат заявляемого изобретения заключается в получении возможности использования в качестве металла для заготовок деталей замка бурильной колонны ранее применяемый металл толстостенных труб, представляющих уже собой лом и отходы конструкционной стали.
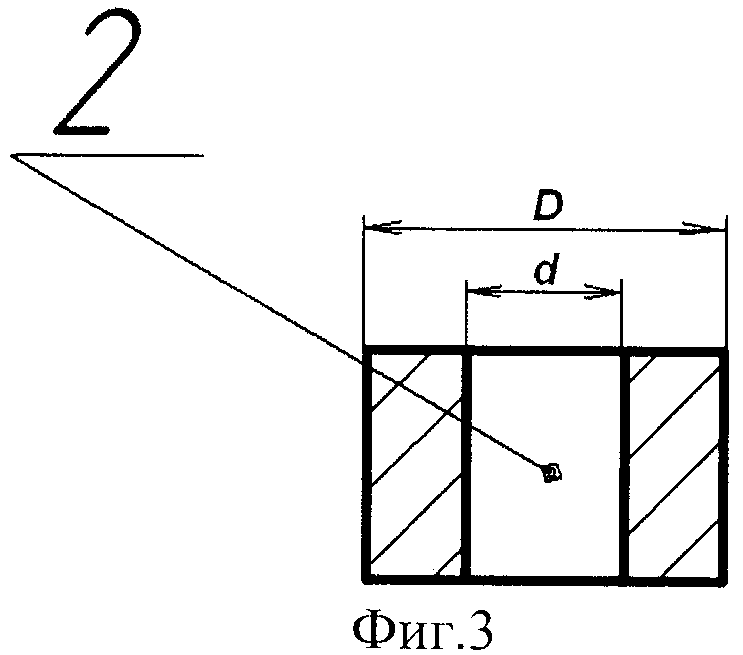
Указанный технический результат достигают тем, что для производства заготовок деталей замка бурильной колонны, при котором необходимо получать кольцевые заготовки, сначала из негабаритного лома и отходов конструкционных сталей, легированных хромом, никелем, молибденом и ванадием с содержанием углерода в пределах от 0,25 до 0,43 процентов, выбирают исходную толстостенную трубу, у которой отношение внутреннего диаметра к внешнему составляет от 0,1 до 0,9, затем подвергают материал этой трубы химическому анализу, а саму трубу визуальному и измерительному контролю, ультразвуковому контролю, после чего при их соответствии показаниям высокопрочности и ударостойкости стали трубу разрезают на части, после чего производят их нагрев и последующую ковку в инструменте с контактными поверхностями до размеров заготовок деталей замка бурильной колонны, увеличенных на припуск под механическую обработку, получая при этом поковки, после чего осуществляют отжиг полученных поковок и последующую черновую механическую обработку, а затем проводят ультразвуковой контроль и термообработку до получения категории прочности 735, после чего производят чистовую механическую обработку до размеров заготовок деталей замка бурильной колонны. При этом в качестве ковки в инструменте с контактными поверхностями могут применять раскатку на оправке, причем в этом случае трубу разрезают на части с высотами, равными высотам будущих заготовок деталей замка бурильной колонны, кроме того, в качестве ковки в инструменте с контактными поверхностями могут применять осадку кольцевой заготовки в плоских бойках с последующей раскаткой на оправке, и в этом случае трубу разрезают на части с высотами, определяемыми по формуле:
где h - высота исходной кольцевой заготовки, Vдет - объем будущей детали с учетом припуска под механическую обработку, D - внешний диаметр исходной трубы; d - внутренний диаметр исходной трубы, причем эта формула для определения высоты исходной кольцевой заготовки может иметь и следующий вид:
где h - высота исходной кольцевой заготовки, Dдет, dдет, hдет - размеры детали замка с учетом припуска под механическую обработку, D - внешний диаметр исходной трубы, d - внутренний диаметр исходной трубы; перед выполнением осадки в плоских бойках условия трения на контактных поверхностях приводят к таким, чтобы они позволяли получить необходимые размеры поковки (см., например, Мастеров В.А. и др. Теория пластической деформации и обработка металлов давлением. М., Металлургия. 1976, стр.126-127); при этом если требуется минимизировать изменения внутреннего диаметра кольцевой заготовки, то в районе предполагаемого прилегания его окружности к плоскости бойков и до середины толщины кольцевой заготовки идентично на обоих бойках наносят риски глубиной до 0,5 мм перпендикулярно предполагаемому радиусу данной кольцевой заготовки и равномерно по всей длине окружности внутреннего диаметра кольцевой заготовки плотностью, равной примерно одной риске на 1 мм толщины, а если требуется минимизировать изменения внешнего диаметра кольцевой заготовки, то в районе предполагаемого прилегания его окружности к плоскости бойков и до середины толщины кольцевой заготовки идентично на обоих бойках наносят риски глубиной до 0,5 мм перпендикулярно предполагаемому радиусу данной кольцевой заготовки и равномерно по всей длине окружности внешнего диаметра кольцевой заготовки плотностью, равной примерно одной риске на 1 мм толщины. Кроме того, в качестве ковки в инструменте с контактными поверхностями могут применять обкатку в радиусных бойках, при этом также трубу разрезают на части с высотами, равными высотам будущих заготовок деталей замка бурильной колонны.
Благодаря наличию приведенных отличительных признаков обеспечивается возможность изготовления заготовок деталей замка бурильной колонны из ранее используемого металла и значительно сокращать расходы на их изготовление. При этом уменьшается отрицательное влияние на экологию, т.к. отсутствует процесс переплава металла и связанные с ним негативные явления, кроме того, происходит меньшая энергоемкость переработки, поскольку затрачивается энергия только на изменение формы и размеров, и меньшая трудоемкость процесса, т.к. исчезают целые переделы: подготовка шихты, трубы должны быть разрезаны по образующей (см., например, ГОСТ 2787-75 Металлы черные, вторичные), выплавка стали, ее разливка, деформация металла и т.д., а также уменьшаются трудозатраты и стоимость деталей, т.к. цена заготовки в виде лома и отходов металла будет в разы меньше цены заготовки в виде проката или поковки.
В заявляемом способе производства заготовок деталей замка бурильной колонны непосредственно процессы последующей ковки в инструменте с контактными поверхностями до размеров заготовок деталей замка бурильной колонны осуществляют ранее известными способами. Так, известны описания ковки в инструменте с контактными поверхностями в виде раскатки на оправке (см., например, Семенов Е.И. и др. «Ковка и объемная штамповка. Учебник для вузов», 1972, стр.83-87 или Вересов В.Н. и др. «Автоматизация проектирования технологических процессов ковки полых поковок», 1971, стр.3-23, а также Гамов Б.И. и др. «Свободная ковка под молотами», 1954, стр.20). Данные об осадке кольцевых заготовок также известны (см., например, следующие источники: Малинин Н.Н. «Ползучесть в обработке металлов», 1986, стр.102-112, Воронцов А.Л. «Технологические расчеты осадки полых заготовок». Кузнечно-штамповочное производство. Обработка металлов давлением, №2, 2007, стр.7-15, Воронцов А.Л. «Пластическое течение при осадке полых заготовок». Кузнечно-штамповочное производство. Обработка металлов давлением, №1, 2007, стр.3-8, а также патент РФ №2311983). Обработка кольцевых заготовок в радиусных бойках также описана (см., например, В.В.Ериклинцева и др. «Теория редуцирования труб: новые исследования процесса», 1970, стр.42, 62).
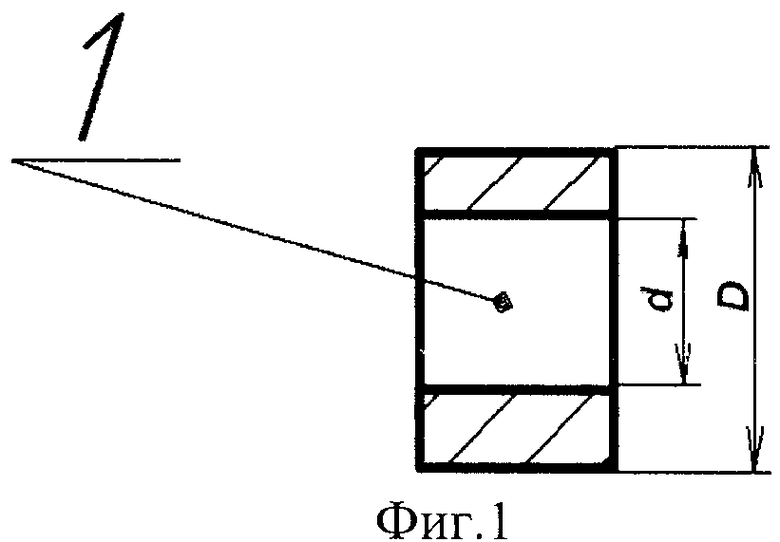
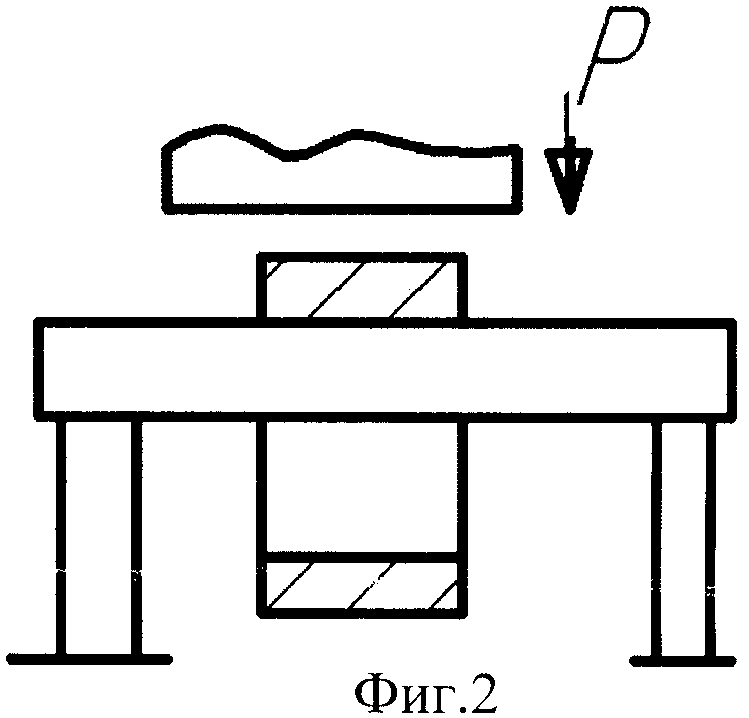
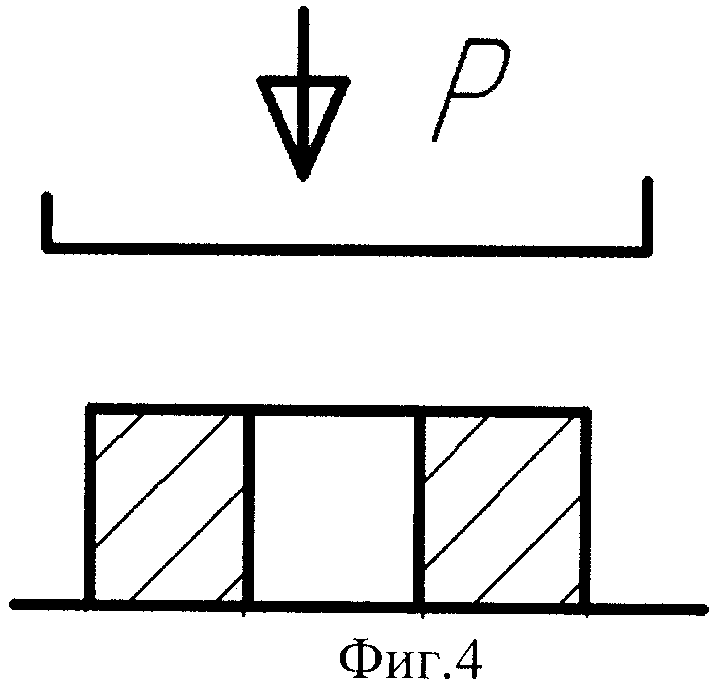
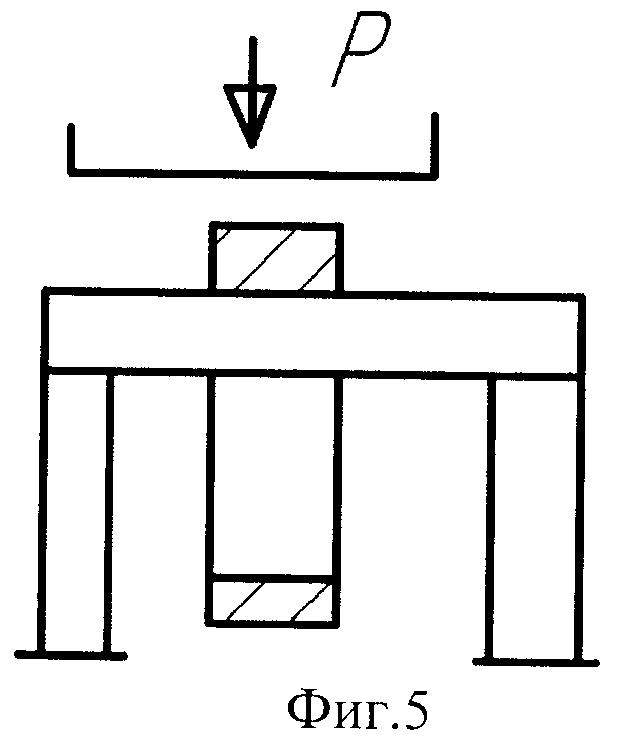
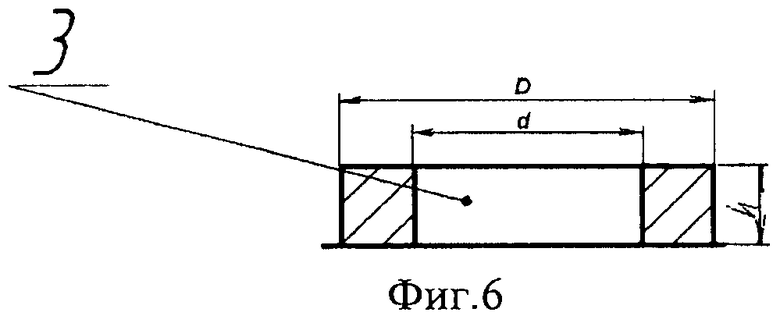
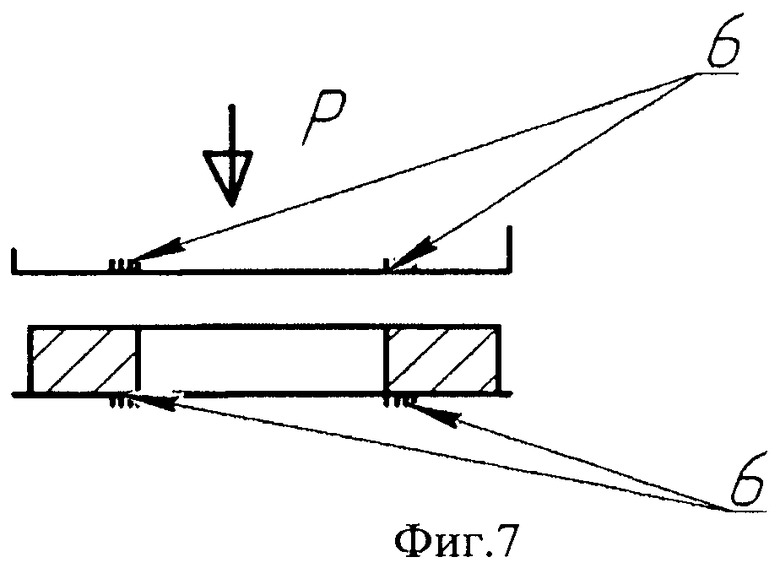
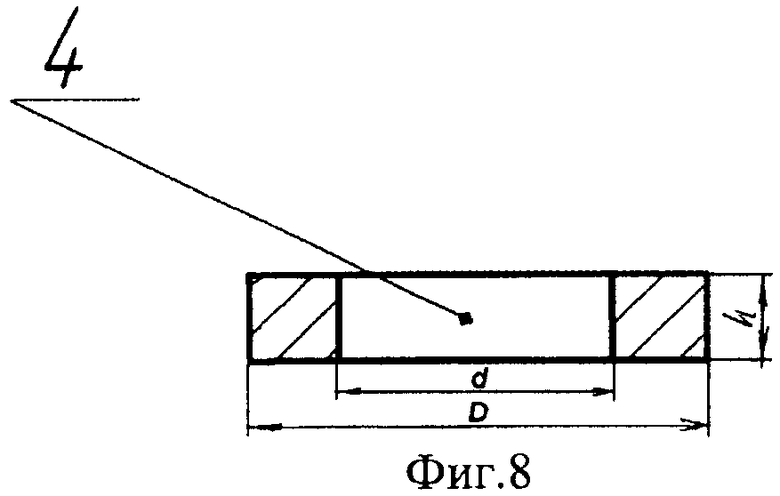
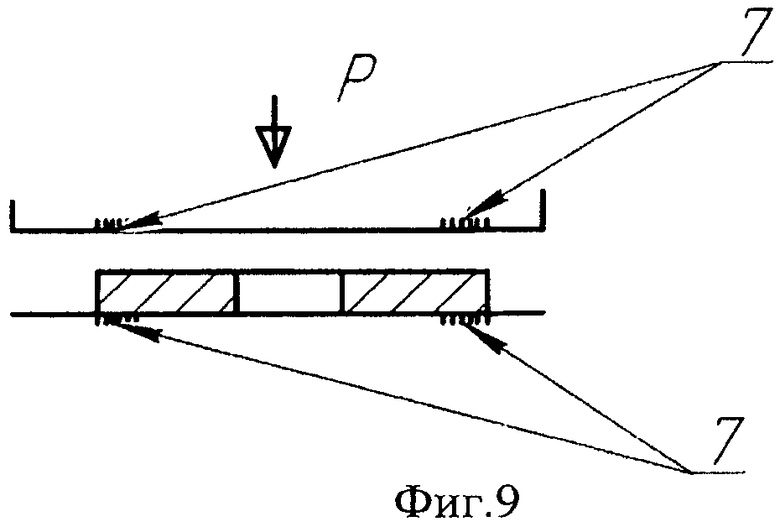
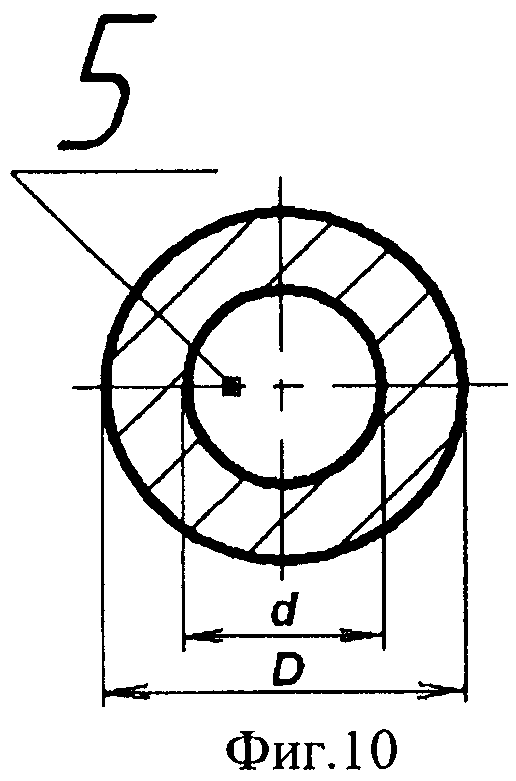
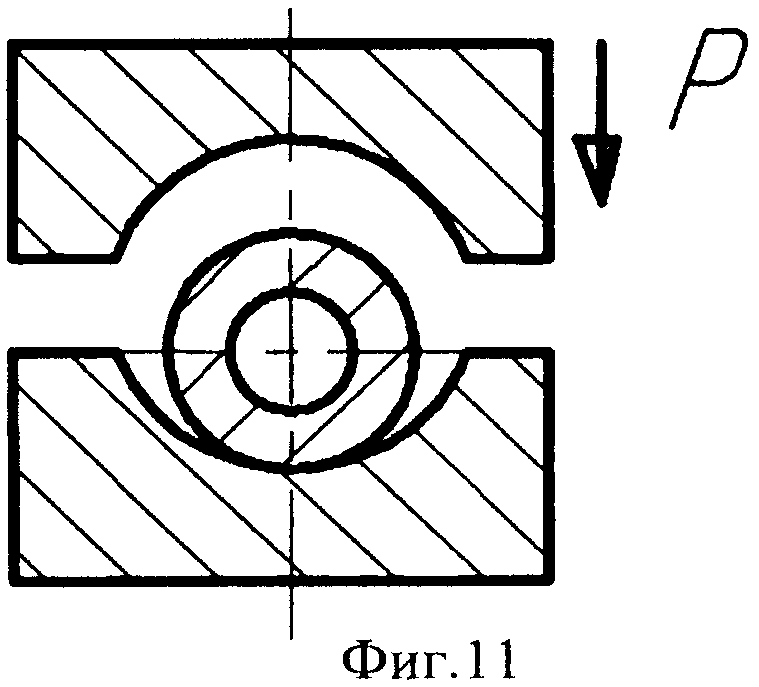
На фиг.1 схематично изображена заготовка поковки, из которой будет изготовлена заготовка детали замка бурильной колонны, на фиг.2 - процесс раскатки на оправке; на фиг.3 - заготовка поковки для заготовки детали замка бурильной колонны, на фиг.4 - осадка под плоскими бойками, на фиг.5 - раскатка на оправке; на фиг.6 - заготовка поковки для заготовки детали замка бурильной колонны, на фиг.7 - осадка под плоскими бойками с минимизацией деформации внутреннего отверстия; на фиг.8 - заготовка поковки для заготовки детали замка бурильной колонны, на фиг.9 - осадка под плоскими бойками с минимизацией деформации внешнего диаметра; на фиг.10 - заготовка поковки для заготовки детали замка бурильной колонны, на фиг.11 - процесс обкатки в радиусных бойках. Заявляемый способ производства заготовок поковок 1, 2, 3, 4, 5 для заготовок деталей замка бурильной колонны заключается в том, что сначала из негабаритного лома и отходов конструкционных сталей, легированных хромом, никелем, молибденом и ванадием с содержанием углерода в пределах от 0,25 до 0,43 процентов, выбирают исходную толстостенную трубу, у которой отношение внутреннего диаметра d к внешнему диаметру D составляет от 0,1 до 0,9. Это связано с тем, что труба должна быть толстостенная, т.к. она имеет металл, который с помощью деформации возможно переместить, изменяя тем самым форму и размеры заготовки детали. Далее материал этой трубы подвергают химическому анализу, а саму трубу визуальному и измерительному контролю, ультразвуковому контролю, после чего при их соответствии показаниям высокопрочности и ударостойкости стали трубу разрезают на патрубки, после чего производят их нагрев и последующую ковку в инструменте с контактными поверхностями различного типа до размеров заготовок поковок 1, 2, 3, 4, 5 для заготовок деталей замка бурильной колонны, увеличенных на припуск под механическую обработку, получая при этом поковки, после чего осуществляют отжиг полученных поковок и последующую черновую механическую обработку, а затем проводят ультразвуковой контроль и термообработку до получения категории прочности 735. После чего производят чистовую механическую обработку до размеров заготовок деталей замка бурильной колонны. При этом в качестве ковки в инструменте с контактными поверхностями, например, могут применять раскатку на оправке, схематично представленную на фиг.2, или могут применять осадку кольцевой заготовки поковки 2 в плоских бойках с последующей раскаткой на оправке, схематично представленную на фиг.4 и 5. Кроме того, в заявляемом способе могут применять осадку кольцевой заготовки поковки 3 или 4 в плоских бойках, схематично представленную на фиг.6, 7, 8 и 9, перед выполнением которой условия трения на контактных поверхностях приводят к таким, чтобы они позволяли получить необходимые размеры поковки, при этом если требуется минимизировать изменения внутреннего диаметра d кольцевой заготовки поковки 3, то в районе предполагаемого прилегания его окружности к плоскости бойков и до середины толщины кольцевой заготовки идентично на обоих бойках наносят риски 6 глубиной до 0,5 мм перпендикулярно предполагаемому радиусу данной кольцевой заготовки и равномерно по всей длине окружности внутреннего диаметра кольцевой заготовки 3 плотностью, равной примерно одной риске 7 на 1 мм толщины, а если требуется минимизировать изменения внешнего диаметра D кольцевой заготовки поковки 4, то в районе предполагаемого прилегания его окружности к плоскости бойков и до середины толщины кольцевой заготовки идентично на обоих бойках наносят риски глубиной до 0,5 мм перпендикулярно предполагаемому радиусу данной кольцевой заготовки поковки 3 и равномерно по всей длине окружности внешнего диаметра D кольцевой заготовки поковки 3 плотностью, равной примерно одной риске на 1 мм толщины. В качестве ковки в инструменте с контактными поверхностями могут применять также и обкатку в радиусных бойках, схематично представленные на фиг.10 и 11.
В качестве примера заявляемого способа можно рассмотреть следующее: на складе металлического лома в засеке для 5Б38 (см., например, ГОСТ 2787-75 Металлы черные, вторичные) обнаружены патрубки, представленные в таблице 1:
После проведения химического анализа обнаружено следующее содержание элементов, представленное в таблице 2:
п/п
Визуальный и ультразвуковой контроль не выявили никаких отклонений, которые могли бы воспрепятствовать изготовлению из перечисленных патрубков деталей замка буровой колонны, так, патрубок №1 разрезан на 11 штук патрубков высотой 270 мм, которые были прокованы путем раскатки на оправке на патрубки ⌀295/⌀235×280 мм; патрубок №2 разрезан на 11 штук патрубков высотой 265 мм и один высотой 40 мм, которые были прокованы путем раскатки на оправке на патрубки ⌀330/⌀240×272 мм и один на размер ⌀330/⌀240×43 мм для заготовки вкладыша; патрубки №3 разрезаны на 22 патрубка высотой 270 мм, которые были прокованы путем обкатки в радиусных бойках на патрубки ⌀335/⌀259×280 мм; патрубок №4 разрезан на 14 штук патрубков высотой 58 мм, которые были прокованы путем осадки кольцевой заготовки до высоты 40 мм и последующей раскатки на оправке на патрубки ⌀302/⌀260×43 мм; патрубок №5 разрезан на 3 патрубка высотой 57 мм, которые были прокованы путем осадки до высоты 41 мм на патрубки ⌀302/⌀260×280 мм с предварительным нанесением рисок 6 на бойки в предполагаемом месте контакта внутреннего диаметра заготовок и поверхности инструмента.
Итак, из патрубков №1 получены заготовки для изготовления одной из частей втулки замка бурильной колонны, №2 - для второй части втулки замка бурильной колонны, №3 - частей корпуса замка бурильной колонны, №4 и №5 - вкладышей замка бурильной колонны, а также одна заготовка вкладыша из патрубка №2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486986C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКОВ СЕКЦИЙ БУРИЛЬНОЙ КОЛОННЫ | 2010 |
|
RU2465112C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКОВ СЕКЦИЙ БУРИЛЬНОЙ КОЛОННЫ ИЗ ВЫСОКОПРОЧНОЙ УДАРОСТОЙКОЙ СТАЛИ | 2009 |
|
RU2385791C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| СПОСОБ КОВКИ ЗАГОТОВОК | 2007 |
|
RU2370334C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
Изобретение относится к области машиностроения, в частности к изготовлению заготовок деталей замка бурильной колонны из толстостенных труб с отношением внутреннего диаметра к внешнему от 0,1 до 0,9. Трубы представляют собой негабаритный лом и отходы конструкционных сталей, легированных хромом, никелем, молибденом и ванадием с содержанием углерода в пределах 0,25-0,43%. Трубу подвергают химическому анализу, визуальному, измерительному и ультразвуковому контролю. Затем трубу, соответствующую показаниям высокопрочности и ударостойкости стали, разрезают на исходные кольцевые заготовки. Производят ковку нагретых исходных заготовок в инструменте с контактными поверхностями до размеров заготовок деталей замка бурильной колонны, увеличенных на припуск под механическую обработку. Далее осуществляют отжиг полученных поковок и последующую черновую механическую обработку. Затем проводят ультразвуковой контроль и термообработку до получения категории прочности 735. Термообработанные поковки подвергают чистовой механической обработке до размеров заготовок деталей замка бурильной колонны. В результате обеспечивается возможность использования лома и отходов конструкционной стали. 4 з.п. ф-лы, 11 ил., 2 табл., 1 пр.
1. Способ производства заготовок деталей замка бурильной колонны, включающий получение исходных кольцевых заготовок, их ковку, черновую и чистовую механическую обработку полученных поковок до размеров заготовок деталей замка бурильной колонны, отличающийся тем, что первоначально из негабаритного лома и отходов конструкционных сталей, легированных хромом, никелем, молибденом и ванадием с содержанием углерода в пределах от 0,25 до 0,43%, выбирают исходную толстостенную трубу, у которой отношение внутреннего диаметра к внешнему составляет от 0,1 до 0,9, затем подвергают материал трубы химическому анализу, а трубу - визуальному, измерительному и ультразвуковому контролю, после чего трубу, соответствующую показаниям высокопрочности и ударостойкости стали, разрезают на исходные кольцевые заготовки, после чего производят нагрев и последующую ковку исходных кольцевых заготовок в инструменте с контактными поверхностями до размеров заготовок деталей замка бурильной колонны, увеличенных на припуск под механическую обработку, с получением при этом поковок, после чего осуществляют отжиг полученных поковок и последующую черновую механическую обработку, а затем проводят ультразвуковой контроль и термообработку до получения категории прочности 735, после чего производят чистовую механическую обработку до размеров заготовок деталей замка бурильной колонны.
2. Способ по п.1, отличающийся тем, что ковку в инструменте с контактными поверхностями осуществляют путем раскатки на оправке, при этом трубу разрезают на исходные кольцевые заготовки, высота которых равна высоте заготовок деталей замка бурильной колонны.
3. Способ по п.1, отличающийся тем, что ковку в инструменте с контактными поверхностями осуществляют путем осадки исходной кольцевой заготовки в плоских бойках с последующей раскаткой на оправке, при этом трубу разрезают на исходные кольцевые заготовки, высоту которых h определяют по формуле:
где Vдет - объем детали замка бурильной колонны с учетом припуска под механическую обработку;
D - внешний диаметр трубы;
d - внутренний диаметр трубы.
4. Способ по п.1, отличающийся тем, что ковку в инструменте с контактными поверхностями осуществляют путем осадки исходной кольцевой заготовки в плоских бойках, перед выполнением которой приводят условия трения на контактных поверхностях плоских бойков к обеспечивающим получение необходимых размеров поковки, при этом в случае необходимости минимизировать изменение внутреннего диаметра исходной кольцевой заготовки в районе от прилегания окружности внутреннего диаметра упомянутой кольцевой заготовки к плоскости бойков до середины толщины исходной кольцевой заготовки на оба плоских бойка идентично наносят риски глубиной до 0,5 мм, которые располагают перпендикулярно радиусу исходной кольцевой заготовки и равномерно по всей длине окружности внутреннего диаметра последней плотностью, равной примерно одной риске на 1 мм толщины исходной кольцевой заготовки, а в случае необходимости минимизировать изменение внешнего диаметра исходной кольцевой заготовки в районе от прилегания окружности внешнего диаметра упомянутой исходной кольцевой заготовки к плоскости бойков до середины толщины исходной кольцевой заготовки на оба бойка идентично наносят риски глубиной до 0,5 мм, которые располагают перпендикулярно радиусу исходной кольцевой заготовки и равномерно по всей длине окружности внешнего диаметра последней плотностью, равной примерно одной риске на 1 мм толщины исходной кольцевой заготовки.
5. Способ по п.1, отличающийся тем, что ковку в инструменте с контактными поверхностями осуществляют путем обкатки в радиусных бойках, при этом трубу разрезают на исходные кольцевые заготовки высотой, равной высоте заготовок деталей замка бурильной колонны.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКОВ СЕКЦИЙ БУРИЛЬНОЙ КОЛОННЫ ИЗ ВЫСОКОПРОЧНОЙ УДАРОСТОЙКОЙ СТАЛИ | 2009 |
|
RU2385791C1 |
| Способ изготовления стальных замков бурильных труб | 1990 |
|
SU1834779A3 |
| Способ изготовления замков бурильных труб | 1990 |
|
SU1834776A3 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| JP 8010892 А, 16.01.1996. | |||

