Известны приспособления к шлифо1шлы10-обднрочны:у1 станкам для автоматической подачи деталей, 5Ы1шлненпые в виде иринудителыю вра1 цающихся барабаиов, снабженных рычажными за/кпмами.
Предлагаемое приспособление обеспечивает автоматизацию зажима л освобождения деталей.
Особенность предлагаемого приспособлепия заключаются в том, что з;аждый рычажпый зажим соедииен с подпружиненным иальдем, рас;| оложеииым в радиальном пазу барабаиа. Кажды1( из пальцев последовательно взаимодействует с одпим пеподвпжпым проф1.лы1ым (кулачком, расположеипым на одпой оси с барабаном.
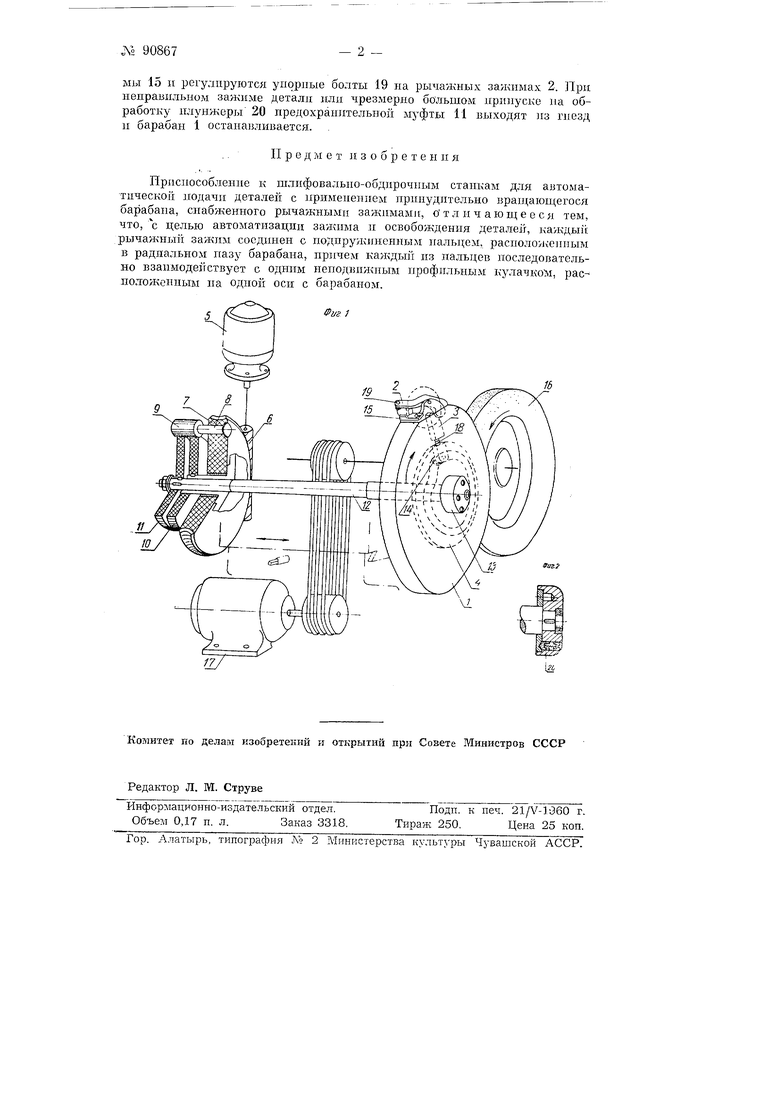
На фиг. 1 показапа кинематическая схема приспособления; на фпг. 2-предохратштельпая муфта присиособлепия li разрезе.
Прпсиособлеиие состопт из барабазга 1 с рычажпымп зavки. 2, каждый пз которых соединен с ио.диружпиеппым нальцем 3, расположенным 1 радиальном пазу барабаиа. чаждый пз па.льцев 3 последовательно взатгмодеяствует с попод| п/татыы профпльпым кулачком 4, расгголожеппым па одной осн с барабанолг. Барабан 1 приводится во враJKOHJse олентродвигателем 5 через черпячпую пару 6 п 7. С niecTepnei 7 сьязаи палец 8, па котором насажена птестерпя 9, сцепляющаяся с зубчатыми Зхолесами 10 п 11 нлапетарного редуктора. Шестерня 9 соверптаст плапетарпое вращение но колесу 10 и приводит во вращепце колесо 11, пасажеппое па вал 12, передаюпцп : барабану врантенпе чере; муфту 13. На концах ноднружинепных пальцев 3 укреилеи1 т роли: ;п 14, катяппгеся по пазу продольного кулачка 4.
После устаповки обрабатываемых деталей в призмы 15 po:ni ; i 14 JiЬJДl IГtiЮт под1 ружппеипые пальцы 3. Пальцы иaжis Iaк)т на П,1ча/кпьто за;{-:имы 2, которые другим копцом ирпжпмают делали i; ||;:;::мам. Барабаи иоследовате.льпо тгодводит пбрабать ваемые детали i; м/тфокальному кругу 16, который приг.одитсп во вра цеппо элсктро;1й;1 гателем 17.
После обработки ролики 14 втягивают пальцы 2 внутрь барабана JJ 1ычаИ;1 ые зажнмт, 2 ос1юбождают детали. Пружнны 18 обеспечз.вают иадежиьп зажнм деталетг, имеющих отклонения по высоте. При иерепалад1;с тгрпсп:особленпя для обработки других детале{г смеияютс.ч п)пзмы 15 п pei-улпруются упорные болты 19 на рычажных зажимах 2. При неправнльном зажиме детали или чрезмерно большом ирннуске на обработку нлунжеры 20 предохранителыгой муфты 11 выходят из гнезд и барабан 1 останаззливается.
..П р е д м е т и 3 о б р е т е н н я
Приспособление к шлнфовально-обдирочным станкам для автоматической иодачи деталей с иримеиением нринудительио вращающегося барабана, снабженного рычажными зажнмами, о т л н ч а ю щ е е с я тем, что, с целью автоматизации зажима и освобождения деталей, кажды1 рычанлный зажим соединен с иоднружниенным нальцем, раснолоихенным в радиальном назу барабана, нричем каждый из пальцев иоследовательно взаимодействует с одним ненодвижиым ирофильным кулачком, расиоложениым на одной оси с барабаном.
Фиг 1
1Ь
Ui