ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[001] Настоящая заявка на патент испрашивает приоритет каждой из предварительной заявки на патент США № 61/381040, поданной 8 сентября 2010 года, и предварительной заявки на патент США № 61/391461, поданной 8 октября 2010 года, и предварительной заявки на патент США № 61/425024, поданной 20 декабря 2010 года, и предварительной заявки на патент США № 61/437515, поданной 28 января 2011 года. Каждая из вышеуказанных заявок на патент включена сюда по ссылке во всей своей полноте.
[002] Настоящая заявка на патент также родственна PCT-заявке на патент № PCT/US2011/050876 под названием «УЛУЧШЕННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 2ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ», поданной 8 сентября 2011 года, PCT-заявке на патент № PCT/US2011/050868 под названием «УЛУЧШЕННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ», поданной 8 сентября 2011 года, и PCT-заявке на патент № PCT/US2011/050884 под названием «УЛУЧШЕННЫЕ АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ», поданной 8 сентября 2011 года.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[003] Алюминиевые сплавы полезны в многообразных областях применения. Однако улучшение одного свойства алюминиевого сплава без ухудшения другого свойства является труднодостижимым. Например, трудно повысить прочность сплава без снижения вязкости сплава. Прочие свойства, представляющие интерес у алюминиевых сплавов, включают коррозионную стойкость и сопротивление росту усталостных трещин, и это только два примера.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[004] В широком смысле настоящая заявка на патент относится к улучшенным деформируемым, упрочняемым термообработкой алюминиевым сплавам и способам их получения. Более конкретно настоящая заявка на патент относится к улучшенным продуктам из деформируемых алюминиевых сплавов 6ххх и способам их получения. В общем, эти продукты из алюминиевых сплавов 6ххх достигают улучшенного сочетания свойств благодаря, например, послезакалочной холодной обработке давлением и последующим за холодной обработкой давлением термическим обработкам, как более подробно описано ниже.
[005] Алюминиевые сплавы 6ххх - это алюминиевые сплавы, содержащие кремний и магний, причем по меньшей мере один из кремния и магния является преобладающим легирующим элементом изделия из алюминиевого сплава помимо алюминия. Для целей настоящей заявки алюминиевые сплавы 6ххх представляют собой алюминиевые сплавы с 0,1-2,0% масс. кремния и 0,1-3,0% масс. магния, причем по меньшей мере один элемент из кремния и магния является преобладающим легирующим элементом изделия из алюминиевого сплава помимо алюминия.
[006] Один традиционный способ получения продуктов из алюминиевых сплавов 6ххх в прокатанном виде проиллюстрирован на фиг.1. В традиционном способе изделие из алюминиевого сплава 6ххх отливают (10), после чего его гомогенизируют (11) и затем подвергают горячей прокатке (12) до промежуточной толщины. Затем изделие из алюминиевого сплава 6ххх подвергают холодной прокатке (13) до конечной толщины, после чего проводят термообработку на твердый раствор и быстрое охлаждение (14). Термин «термообработка на твердый раствор и быстрое охлаждение» и тому подобное, обобщенно называемый здесь «закалкой», означает нагревание изделия из алюминиевого сплава до подходящей температуры, обычно выше температуры сольвуса, выдерживание при этой температуре достаточно долго, чтобы позволить растворимым элементам перейти в твердый раствор, и достаточно быстрое охлаждение для того, чтобы удержать элементы в твердом растворе. Твердый раствор, образовавшийся при высокой температуре, может быть сохранен в пересыщенном состоянии при охлаждении с достаточной быстротой для ограничения выделения растворенных атомов в виде крупных, некогерентных частиц. После закалки (14) изделие из алюминиевого сплава 6ххх может быть необязательно растянуто (15) на небольшую величину (например, на 1-5%) для плоскостности, термически обработано (16) и необязательно подвергнуто практическим приемам окончательной обработки (17). Фиг.1 согласуется с технологическим маршрутом получения алюминиевых сплавов в состоянии Т6 (состояние Т6 определено в этой заявке на патент позже).
[007] Один вариант воплощения нового способа получения новых продуктов из алюминиевого сплава 6ххх проиллюстрирован на фиг.2. В этом новом способе изделие (тело) из алюминиевого сплава 6ххх приготавливают (100) для послезакалочной холодной обработки давлением, после чего его подвергают холодной обработке давлением (200), а затем термической обработке (300). Этот новый способ также может включать необязательную(ые) окончательную(ые) обработку(и) (400), как более подробно описано ниже. Термин «послезакалочная холодная обработка давлением» и тому подобные означает холодную обработку давлением изделия из алюминиевого сплава после закалки. Степень послезакалочной холодной обработки давлением (нагартовки), применяемой к изделию из алюминиевого сплава 6ххх, в общем составляет по меньшей мере 25%, такую как более чем 50% холодной обработки давлением. За счет сначала закалки, а затем холодной обработки давлением на по меньшей мере 25%, а затем надлежащей термической обработки изделия из алюминиевого сплава 6ххх это изделие из алюминиевого сплава 6ххх может реализовать улучшенные свойства, как более подробно описано ниже. Например, может быть реализовано повышение прочности на 5-25% или более относительно традиционных продуктов из алюминиевых сплавов в состоянии Т6, и за долю времени, требуемого для обработки этих традиционных продуктов из алюминиевых сплавов до состояния Т6 (например, на 10%-90% быстрее, чем у обрабатываемых до состояния Т6 сплавов). Новое изделие из алюминиевого сплава 6ххх также может достигать хорошей пластичности, в основном реализующейся в относительном удлинении более чем 4%, таком как относительные удлинения 6-15% или выше. Могут быть также сохранены и/или улучшены другие свойства (например, вязкость разрушения, коррозионная стойкость, сопротивление росту усталостных трещин, внешний вид).
А. Приготовление для послезакалочной холодной обработки давлением
[008] Как проиллюстрировано на фиг.2, новый способ включает приготовление (100) изделия из алюминиевого сплава для послезакалочной холодной обработки давлением. Изделие из алюминиевого сплава может быть приготовлено (100) для послезакалочной холодной обработки давлением разнообразными путями, включая применение традиционных способов полунепрерывного литья (например, литье слитка с прямым охлаждением) и способов непрерывного литья (например, двухвалковой разливки). Как проиллюстрировано на фиг.3, стадия приготовления (100) в основном включает приведение (120) изделия из алюминиевого сплава в форму, пригодную для холодной обработки давлением, и закалку (140) изделия из алюминиевого сплава. Стадия приведения (120) и стадия закалки (140) могут проходить последовательно друг за другом или параллельно (попутно) друг другу. Некоторые неограничивающие примеры разнообразных стадий приготовления (100) проиллюстрированы на фиг.4-8, которые более подробно описаны ниже. Специалистам в этой области известны другие способы приготовления (100) изделия из алюминиевого сплава для послезакалочной холодной обработки давлением, и эти другие способы также находятся в пределах объема стадии приготовления (100) по настоящему изобретению, даже если подробно здесь не описаны.
[009] В одном подходе стадия приготовления (100) включает метод полунепрерывного литья. В одном варианте воплощения и со ссылкой теперь на фиг.4 стадия приведения (120) включает литье (122) изделия из алюминиевого сплава (например, в виде слитка или заготовки, к примеру, чушки или биллета), гомогенизацию (124) изделия из алюминиевого сплава, горячую обработку давлением (126) изделия из алюминиевого сплава и необязательно холодную обработку давлением (128) изделия из алюминиевого сплава. После стадии приведения (120) выполняют стадию закалки (140). Подобные стадии могут быть выполнены с использованием операций непрерывного литья, хотя изделие из алюминиевого сплава не будет в форме слитка/биллета после литья (120).
[0010] В еще одном варианте воплощения и со ссылкой теперь на фиг.5 стадия приготовления (100) включает литье (122) изделия из алюминиевого сплава, гомогенизацию (124) изделия из алюминиевого сплава и горячую обработку давлением (126) изделия из алюминиевого сплава. В этом варианте воплощения стадия горячей обработки давлением (126) может быть выполнена с переводом растворимых элементов в твердый раствор, после чего изделие из алюминиевого сплава быстро охлаждают (не проиллюстрировано), в результате совершая стадию закалки (140). Это представляет собой один пример стадии приведения (120) и стадии закалки (140), выполняемых параллельно друг другу. Этот вариант воплощения, помимо прочего, может быть применимым к закаливаемым под прессом продуктам (например, экструзионным продуктам) и горячекатаным продуктам, которые подвергаются быстрому охлаждению после горячей прокатки.
[0011] В еще одном подходе стадия приготовления (100) включает метод непрерывного литья, такой как, помимо прочего, литье на непрерывной ленте («ленточное» литье), стержневое литье, двухвалковая разливка, двухленточное литье (например, литье на установке Hazelett), вытяжное литье и блочное литье. Один вариант воплощения стадии приготовления (100), использующий методику непрерывного литья, проиллюстрирован на фиг.6. В этом варианте воплощения изделие из алюминиевого сплава отливают и закаливают примерно в одно и то же время (142), то есть параллельно друг другу. Литье приводит изделие из алюминиевого сплава в форму, подходящую для холодной обработки давлением. Когда скорость кристаллизации во время литья является достаточно высокой, изделие из алюминиевого сплава также закаливается. В этом варианте воплощения стадия литья/закалки (142) может включать быстрое охлаждение изделия из алюминиевого сплава после литья (не проиллюстрировано). Этот вариант воплощения, наряду с другими способами литья, может быть применимым к процессам двухвалковой разливки. Некоторые способы двухвалковой разливки, пригодные для выполнения процесса по фиг.6, описаны в патенте США № 7182825 и патенте США № 6672368.
[0012] В еще одном варианте воплощения и теперь со ссылкой на фиг.7 стадия приготовления (100) включает литье (122) изделия из алюминиевого сплава, а затем, после стадии литья (122), закалку (140) изделия из алюминиевого сплава. В этом варианте воплощения стадия приведения (120) включает литье (122). Этот вариант воплощения, наряду с другими способами литья, применим к процессам двухвалковой разливки.
[0013] В еще одном варианте воплощения и теперь со ссылкой на фиг.8 стадия приготовления (100) включает литье (122) изделия из алюминиевого сплава, горячую обработку давлением (126) изделия из алюминиевого сплава и необязательно холодную обработку давлением (128) изделия из алюминиевого сплава. В этом варианте воплощения стадия приведения (120) включает стадии литья (122), горячей обработки давлением (126) и необязательной холодной обработки давлением (128). После стадии приведения (120) выполняют стадию закалки (140). Этот вариант воплощения может быть применимым к способам непрерывного литья.
[0014] Многие из стадий, проиллюстрированных на фиг.2-8, могут быть выполнены в периодическом или непрерывном режимах. В одном примере стадии холодной обработки давлением (200) и термической обработки (300) выполняют непрерывно. В этом примере закаленное изделие из алюминиевого сплава может поступать на операцию холодной обработки давлением при условиях окружающей среды. Учитывая относительно короткие продолжительности термической обработки, достижимые описываемыми здесь новыми способами, подвергнутое холодной обработке давлением изделие из алюминиевого сплава могло бы быть термически обработано (300) немедленно после холодной обработки давлением (например, поточно, т.е. в одной технологической линии). По-видимому, такие термические обработки могли бы происходить вблизи выхода из устройства холодной обработки давлением или в отдельном нагревательном устройстве, соединенном с устройством холодной обработки давлением. Это могло бы повысить производительность.
[0015] Как описано выше, стадия приготовления (100), как правило, включает закалку изделия из алюминиевого сплава. Как отмечено выше, «закалка» включает быстрое охлаждение (не проиллюстрировано) изделия из алюминиевого сплава, которое может быть выполнено посредством жидкости (например, водного или органического раствора), газа (например, охлаждение воздухом) или даже твердого тела (например, охлажденных твердых тел на одной или более сторонах изделия из алюминиевого сплава). В одном варианте воплощения стадия быстрого охлаждения включает контактирование изделия из алюминиевого сплава с жидкостью или газом. В некоторых из этих вариантов воплощения быстрое охлаждение происходит в отсутствие горячей и/или холодной обработки давлением изделия из алюминиевого сплава. Например, быстрое охлаждение может происходить, наряду с другими способами, путем погружения, разбрызгивания и/или струйной сушки и в отсутствие деформирования изделия из алюминиевого сплава.
[0016] Специалистам в этой области понятно, что для того, чтобы приготовить изделие из алюминиевого сплава для послезакалочной холодной обработки давлением, могут быть использованы и другие стадии приготовления (100) (например, методы порошковой металлургии), и что такие другие стадии приготовления попадают в пределы объема стадии приготовления (100) при условии, что они приводят (120) изделие из алюминиевого сплава в форму, пригодную для холодной обработки давлением, и закаливают (140) изделие из алюминиевого сплава независимо от того, происходят ли эти стадии приведения (120) и закалки (140) параллельно (например, одновременно) или последовательно, и независимо от того, происходит ли стадия приведения (120) до стадии закалки (140), или наоборот.
В. Холодная обработка давлением
[0017] Возвращаясь к фиг.2 и как отмечено выше, новый способ включает холодную обработку давлением (200) изделия из алюминиевого сплава на большую величину. Термин «холодная обработка давлением» и тому подобные означает деформирование изделия из алюминиевого сплава в по меньшей мере одном направлении и при температурах ниже температур горячей обработки давлением (например, не выше 400°F). Холодная обработка давлением может быть проведена одним или более методами из прокатки, экструдирования (прессования), ковки, волочения, вытяжки, выдавливания, ротационного выдавливания, обкатки и их комбинаций помимо других типов методов холодной обработки давлением. Эти методы холодной обработки давлением могут, по меньшей мере частично, способствовать получению разнообразных продуктов из алюминиевых сплавов 6ххх (смотри раздел «Применения продуктов» ниже).
i. Холодная прокатка
[0018] В одном варианте воплощения и теперь со ссылкой на фиг.9 стадия холодной обработки давлением (200) включает холодную прокатку (220) (а в некоторых случаях состоит из холодной прокатки (220), с необязательным растяжением или выпрямлением для плоскостности (240)). В этом варианте воплощения и как описано выше, стадию холодной прокатки (220) выполняют после стадии закалки (140). Холодная прокатка (220) представляет собой способ изготовления, при котором изделие из алюминиевого сплава уменьшают по толщине, обычно прилагаемым валками давлением, и при котором изделие из алюминиевого сплава поступает в прокатное оборудование при температуре ниже используемой для горячей прокатки (124) (например, не выше 400°F). В одном варианте воплощения изделие из алюминиевого сплава поступает в прокатное оборудование при условиях окружающей среды, т.е. в этом варианте воплощения стадию холодной прокатки (220) начинают (инициируют) при условиях окружающей среды.
[0019] На стадии холодной прокатки (220) уменьшают толщину изделия из алюминиевого сплава 6ххх на по меньшей мере 25%. Стадия холодной прокатки (220) может быть выполнена за один или более проходов прокатки. В одном варианте воплощения на стадии холодной прокатки (220) прокатывают изделие из алюминиевого сплава от промежуточной толщины до конечной толщины. На стадии холодной прокатки (220) могут быть получены продукты в виде листа, плиты или фольги. Продукт в виде фольги представляет собой прокат с толщиной менее 0,006 дюйма. Продукт в виде листа представляет собой прокат с толщиной от 0,006 дюйма до 0,249 дюйма. Продукт в виде плиты представляет собой прокат с толщиной 0,250 дюйма или более.
[0020] Термин «холоднокатаный на ХХ%» и тому подобные означает ХХХП%, где ХХХП% представляет собой степень уменьшения толщины, достигаемую, когда изделие из алюминиевого сплава обжимают от первой толщины Т1 до второй толщины Т2 холодной прокаткой, где Т1 представляет собой толщину до стадии холодной прокатки (200) (например, после закалки), а Т2 представляет собой толщину после стадии холодной прокатки (200). Другими словами, ХХХП% равно:
ХХХП%=(1-Т2/Т1)×100%.
Например, когда изделие из алюминиевого сплава подвергают холодной прокатке от первой толщины (Т1) в 15,0 мм до второй толщины в 3,0 мм (Т2), то ХХХП% составляет 80%. Такие фразы, как «холодная прокатка 80%» и «холоднокатаный на 80%», эквивалентны выражению ХХХП%=80%.
[0021] В одном варианте воплощения изделие из алюминиевого сплава подвергают холодной прокатке (220) на по меньшей мере 30% (ХХХП%≥30%), т.е. обжимают по толщине на по меньшей мере 30%. В других вариантах воплощения изделие из алюминиевого сплава подвергают холодной прокатке (220) на по меньшей мере 35% (ХХХП%≥35%), или по меньшей мере 40% (ХХХП%≥40%), или по меньшей мере 45% (ХХХП%≥45%), или по меньшей мере 50% (ХХХП%≥50%), или по меньшей мере 55% (ХХХП%≥55%), или по меньшей мере 60% (ХХХП%≥60%), или по меньшей мере 65% (ХХХП%≥65%), или по меньшей мере 70% (ХХХП%≥70%), или по меньшей мере 75% (ХХХП%≥75%), или по меньшей мере 80% (ХХХП%≥80%), или по меньшей мере 85% (ХХХП%≥85%), или по меньшей мере 90% (ХХХП%≥90%), или более.
[0022] В некоторых вариантах воплощения холодная прокатка (220) более чем на 90% (ХХХП%≤90%) может быть непрактичной или неидеальной. В этих вариантах воплощения изделие из алюминиевого сплава может быть подвергнуто холодной прокатке (220) не более чем на 87% (ХХХП%≤87%), такой как холодная прокатка (220) не более чем на 85% (ХХХП%≤85%), или не более чем на 83% (ХХХП%≤83%), или не более чем на 80% (ХХХП%≤80%).
[0023] В одном варианте воплощения изделие из алюминиевого сплава подвергают холодной прокатке в диапазоне от более 50% до не более 85% (50%<ХХХП%≤85%). Эта величина холодной прокатки может давать изделие из алюминиевого сплава, обладающее предпочтительными свойствами. В связанном с этим варианте воплощения изделие из алюминиевого сплава может быть подвергнуто холодной прокатке в диапазоне от 55% до 85% (50%≤ХХХП%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава может быть подвергнуто холодной прокатке в диапазоне от 60% до 85% (60%≤ХХХП%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава может быть подвергнуто холодной прокатке в диапазоне от 65% до 85% (65%≤ХХХП%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава может быть подвергнуто холодной прокатке в диапазоне от 70% до 80% (70%≤ХХХП%≤80%).
[0024] Все еще ссылаясь на фиг.9, в этом варианте воплощения способа может быть выполнена необязательная предварительная холодная прокатка (128). На этой стадии предварительной холодной прокатки (128) промежуточная толщина изделия из алюминиевого сплава (в результате горячей прокатки 126) может быть дополнительно уменьшена до вторичной промежуточной толщины перед закалкой (140). В качестве примера необязательная стадия холодной прокатки (128) может быть использована для получения вторичной промежуточной толщины, которая способствует получению конечной толщины холодного проката во время стадии холодной прокатки (220).
ii. Другие методы холодной обработки давлением
[0025] Помимо холодной прокатки, возвращаясь опять к фиг.2, холодная обработка давлением может быть проведена одним или более методами из экструдирования (прессования), ковки, волочения, вытяжки, выдавливания, ротационного выдавливания, обкатки и их комбинаций, помимо других типов методов холодной обработки давлением, по отдельности или в сочетании с холодной прокаткой. Как отмечено выше, изделие из алюминиевого сплава в общем подвергают холодной обработке давлением на по меньшей мере 25% после закалки. В одном варианте воплощения холодной обработкой давлением обрабатывают изделие из алюминиевого сплава до его практически конечной формы (т.е. не требуется никаких дополнительных стадий горячей и/или холодной обработки давлением для достижения конечной формы продукта).
[0026] Термин «холодная обработка давлением на ХХ%» («ХХХОД%») и тому подобные означает холодную обработку давлением изделия из алюминиевого сплава на величину, достаточную для достижения эквивалентной пластической деформации (описываемой ниже), которая по меньшей мере столь же велика, как и величина эквивалентной пластической деформации, которая была бы достигнута, если бы изделие из алюминиевого сплава было подвергнуто холодной прокатке на ХХ% (ХХХП%). Например, фраза «холодная обработка давлением на 68,2%» означает холодную обработку давлением изделия из алюминиевого сплава на величину, достаточную для достижения эквивалентной пластической деформации, которая по меньшей мере столь же велика, как и величина эквивалентной пластической деформации, которая была бы достигнута, если бы изделие из алюминиевого сплава было подвергнуто холодной прокатке на 68,2%. Поскольку как ХХХОД%, так и ХХХП% относятся к величине эквивалентной пластической деформации, вызываемой в изделии из алюминиевого сплава, как если бы изделие из алюминиевого сплава подвергли холодной прокатке на ХХ% (или фактически подвергли холодной прокатке на ХХ% в случае реальной холодной прокатки), эти термины используются здесь взаимозаменяемо для указания на эту величину эквивалентной пластической деформации.
[0027] Эквивалентная пластическая деформация связана с истинной деформацией. Например, холодная прокатка на ХХ%, т.е. ХХХП%, может быть представлена значениями истинной деформации, где истинная деформация (εист) задается формулой:
εист=-ln(1-%ХП/100)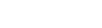
где %ХП - это ХХХП%, а значения истинной деформации могут быть преобразованы в значения эквивалентной пластической деформации. В случае, когда во время холодной прокатки достигается двухосная деформация, расчетная эквивалентная пластическая деформация будет в 1,155 раз больше, чем значение истинной деформации (2, деленное на √3, равно 1,155). Двухосная деформация характерна для того типа пластической деформации, которая придается во время операций холодной прокатки. Таблица соответствия холодной прокатки ХХ% значениям истинной деформации и значениям эквивалентной пластической деформации приведена ниже в таблице 1.
Эти значения эквивалентной пластической деформации предполагают, что:
А. нет упругой деформации;
В. истинные пластические деформации сохраняют постоянство объема; и
С. нагрузка является пропорциональной.
[0028] При пропорциональной нагрузке вышеуказанный и/или прочие принципы могут быть использованы для определения эквивалентной пластической деформации при разнообразных операциях холодной обработки давлением. При непропорциональной нагрузке эквивалентная пластическая деформация в результате холодной обработки давлением может быть определена с использованием формулы:

где dεp представляет собой приращение эквивалентной пластической деформации, а dεi p (i=1, 2, 3) представляет собой приращение основных компонент пластической деформации. Смотри работу «Plasticity», A. Mendelson, Krieger Pub Co; 2-ое издание (август 1983 года), ISBN-10: 0898745829.
[0029] Специалисты в этой области понимают, что стадия холодной обработки давлением (200) может включать в себя деформирование изделия из алюминиевого сплава первым образом (например, сжатием), а затем деформирование изделия из алюминиевого сплава вторым образом (например, растяжением), и что описываемая здесь эквивалентная пластическая деформация относится к накопленной деформации вследствие всех операций деформирования, выполненных в качестве части стадии холодной обработки давлением (200). Кроме того, специалисты в этой области техники понимают, что стадия холодной обработки давлением (200) будет приводить к возникновению деформации, но не обязательно к изменению конечных размеров изделия из алюминиевого сплава. Например, изделие из алюминиевого сплава может быть деформировано вхолодную первым образом (например, сжатием), после чего его деформируют вхолодную вторым образом (например, растяжением), накопленные результаты которых обеспечивают изделие из алюминиевого сплава с примерно такими же конечными размерами как у изделия из алюминиевого сплава перед стадией холодной обработки давлением (200), но с повышенной деформацией вследствие разнообразных операций холодного деформирования стадии холодной обработки давлением (200). Подобным же образом высокие накопленные деформации могут быть достигнуты за счет последовательных операций сгибания и обратного разгибания.
[0030] Накопленная эквивалентная пластическая деформация, а значит и ХХХП%, может быть определена для любой данной операции холодной обработки давлением, или серии операций холодной обработки давлением, путем вычисления эквивалентной пластической деформации, придаваемой этими операциями холодной обработки давлением, и затем определения соответствующего ей значения ХХХП% с помощью показанных выше методологий и прочих методологий, известных специалистам в этой области техники. Например, изделие из алюминиевого сплава может быть подвергнуто холодной вытяжке, и специалисты в этой области техники могут рассчитать величину эквивалентной пластической деформации, приданной изделию из алюминиевого сплава, на основе параметров операции холодной вытяжки. Если холодная вытяжка вызвала, например, эквивалентную пластическую деформацию примерно 0,9552, то эта операция холодной вытяжки была бы эквивалента величине ХХХП% примерно 56,3% (0,9552/1,155 равно значению истинной деформации 0,8270 (εист); в свою очередь, соответствующее значение ХХХП% составляет 56,3% при использовании вышеуказанного уравнения (1)). Таким образом, в этом примере ХХХП%=56,3, даже несмотря на то, что холодная обработка давлением представляла собой холодную вытяжку, а не холодную прокатку. Кроме того, поскольку «холодная обработка давлением на ХХ%» («ХХХОД%») определена (выше) как холодная обработка давлением изделия из алюминиевого сплава на величину, достаточную для достижения эквивалентной пластической деформации, которая по меньшей мере столь же велика, как и величина эквивалентной пластической деформации, которая была бы достигнута, если бы изделие из алюминиевого сплава было уменьшено по толщине на ХХ% только холодной прокаткой («ХХХП%»), то ХХХОД% также составляет 56,3%. Подобные расчеты могут быть выполнены, когда используют серию операций холодной обработки давлением, и в этих ситуациях для определения величины ХХХП% использовалась бы накопленная эквивалентная пластическая деформация вследствие серии операций холодной обработки давлением.
[0031] Как описано выше, холодную обработку давлением (200) выполняют так, что изделие из алюминиевого сплава реализует ХХХОД% или ХХХП%≥25%, т.е. эквивалентная пластическая деформация ≥0,3322. «Холодная обработка давлением на ХХ%» и тому подобное означает ХХХОД%. Такие фразы, как «холодная обработка давлением на 80%» и «с холодной обработкой давлением на 80%», эквивалентны выражению ХХХОД%=80. При специализированных операциях неравномерной холодной обработки давлением величину эквивалентной пластической деформации, а значит и величину ХХХОД или ХХХП, определяют на части(ях) изделия из алюминиевого сплава, получающей(их) холодную обработку давлением (200).
[0032] В одном варианте воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200), достаточной для достижения и реализации эквивалентной пластической деформации («ЭПД») по меньшей мере 0,4119 (т.е. ХХХОД%≥30%). В других вариантах воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200), достаточной для достижения и реализации ЭПД по меньшей мере 0,4974 (ХХХОД%≥35%), или по меньшей мере 0,5899 (ХХХОД%≥40%), или по меньшей мере 0,6903 (ХХХОД%≥45%), или по меньшей мере 0,8004 (ХХХОД%≥50%), или по меньшей мере 0,9220 (ХХХОД%≥55%), или по меньшей мере 1,0583 (ХХХОД%≥60%), или по меньшей мере 1,2120 (ХХХОД%≥65%), или по меньшей мере 1,3902 (ХХХОД%≥70%), или по меньшей мере 1,6008 (ХХХОД%≥75%), или по меньшей мере 1,8584 (ХХХОД%≥80%), или по меньшей мере 2,1906 (ХХХОД%≥85%), или по меньшей мере 2,6588 (ХХХОД%≥90%), или более.
[0033] В некоторых вариантах воплощения холодная обработка давлением (200) более чем на 90% (ХХХОД%≤90% и ЭПД≤2,6588) может быть непрактичной или неидеальной. В этих вариантах воплощения изделие из алюминиевого сплава может быть подвергнуто холодной обработке давлением (200) не более чем на 87% (ХХХОД%≤87% и ЭПД≤2,3564), такой как холодная обработка давлением (200) не более чем на 85% (ХХХОД%≤85% и ЭПД≤2,1906), или не более чем на 83% (ХХХОД%≤83% и ЭПД≤2,0466), или не более чем на 80% (ХХХОД%≤80% и ЭПД≤1,8584).
[0034] В одном варианте воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200) в диапазоне от более 50% до не более 85% (50%≤ХХХОД%≤85%). Эта величина холодной обработки давлением (200) может давать изделие из алюминиевого сплава, обладающее предпочтительными свойствами. В связанном с этим варианте воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200) в диапазоне от 55% до 85% (55%≤ХХХОД%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200) в диапазоне от 60% до 85% (60%≤ХХХОД%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200) в диапазоне от 65% до 85% (65%≤ХХХОД%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200) в диапазоне от 70% до 80% (70%≤ХХХОД%≤80%).
iii. Градиенты
[0035] Стадия холодной обработки давлением (200) может быть специально подобрана для деформирования изделия из алюминиевого сплава в целом равномерным образом, например, посредством описанной выше прокатки, или, помимо прочих, традиционных процессов экструдирования (прессования). В других вариантах воплощения стадия холодной обработки давлением может быть специально подобрана для деформирования изделия из алюминиевого сплава в целом неравномерным образом. Таким образом, в некоторых вариантах воплощения способ может приводить к изделию из алюминиевого сплава со специально подобранными градиентами холодной обработки давлением, т.е. первая часть изделия из алюминиевого сплава получает первую, специально подобранную величину холодной обработки давлением, а вторая часть изделия из алюминиевого сплава получает вторую, специально подобранную величину холодной обработки давлением, где первая специально подобранная величина отличается от второй, специально подобранной величины. Примеры операций холодной обработки давлением (200), которые могут быть выполнены, по отдельности или в комбинации, для достижения специально подобранной неравномерной холодной обработки давлением, включают ковку, выглаживание (накатку), обдувку дробью, ротационное выдавливание и обкатку, помимо прочих. Такие операции холодной обработки давлением также могут быть использованы в комбинации с операциями в целом равномерной холодной обработки давлением, такими как холодная прокатка и/или экструдирование, помимо прочих. Как упомянуто выше, для операций специально подобранной неравномерной холодной обработки давлением величину эквивалентной пластической деформации определяют на части(ях) изделия из алюминиевого сплава, получающей(их) холодную обработку давлением (200).
iv. Температура холодной обработки давлением
[0036] Стадия холодной обработки давлением (200) может быть начата при температурах ниже температур горячей обработки давлением (например, не выше 400°F). В одном подходе стадию холодной обработки давлением (200) начинают, когда изделие из алюминиевого сплава достигает достаточно низкой температуры после закалки (140). В одном варианте воплощения стадия холодной обработки давлением (200) может быть начата, когда температура изделия из алюминиевого сплава составляет не более 250°F. В других вариантах воплощения стадия холодной обработки давлением (200) может быть начата, когда температура изделия из алюминиевого сплава составляет не более 200°F, или не более 175°F, или не более 150°F, или не более 125°F, или менее. В одном варианте воплощения стадия холодной обработки давлением (200) может быть начата, когда температура изделия из алюминиевого сплава приблизительно равна температуре окружающей среды. В других вариантах воплощения стадия холодной обработки давлением (200) может быть начата при более высоких температурах, например, когда температура изделия из алюминиевого сплава находится в диапазоне от 250°F до меньшей, чем температуры горячей обработки давлением (например, менее чем 400°F).
[0037] В одном варианте воплощения стадию холодной обработки давлением (200) начинают и/или выполняют (завершают) в отсутствие какого-либо преднамеренного/значимого нагревания (например, преднамеренного нагревания, которое производит существенное изменение в микроструктуре и/или свойствах изделия из алюминиевого сплава). Специалистам в этой области понятно, что изделие из алюминиевого сплава может реализовать (испытывать) повышение температуры вследствие стадии холодной обработки давлением (200), но что такие стадии холодной обработки давлением (200) по-прежнему рассматриваются как холодная обработка давлением (200), поскольку операция обработки давлением начиналась при температурах ниже тех, которые считаются температурами горячей обработки давлением. Когда для выполнения стадии холодной обработки давлением (200) используют множество операций холодной обработки давлением, на каждой из этих операций можно использовать любую(ые) из вышеописанной(ых) температуры(тур), которая(ые) может(гут) быть такой(ими) же, как температуры, применяемые при предшествующей или последующей операции холодной обработки давлением, или отличаться от них.
[0038] Как отмечено выше, холодную обработку давлением (200) обычно начинают, когда изделие из алюминиевого сплава достигает достаточно низкой температуры после закалки (140). Как правило, к изделию из алюминиевого сплава не применяют никаких преднамеренных/значимых термических обработок между окончанием стадии закалки (140) и началом стадии холодной обработки давлением (200), т.е. в способе могут отсутствовать термические обработки между завершением стадии закалки (140) и инициированием стадии холодной обработки давлением (200). В некоторых случаях стадию холодной обработки давлением (200) начинают вскоре после окончания стадии закалки (140) (например, для облегчения холодной обработки давлением). В одном варианте воплощения стадию холодной обработки давлением (200) начинают не более чем через 72 часа после завершения стадии закалки (140). В других вариантах воплощения стадию холодной обработки давлением (200) начинают не более чем через 60 часов, или не более чем через 48 часов, или не более чем через 36 часов, или не более чем через 24 часа, или не более чем через 20 часов, или не более чем через 16 часов, или не более чем через 12 часов, или менее после завершения стадии закалки (140). В одном варианте воплощения стадию холодной обработки давлением (200) начинают в пределах нескольких минут или менее после завершения стадии закалки (140) (например, при процессах непрерывного литья). В еще одном варианте воплощения стадию холодной обработки давлением (200) начинают параллельно с завершением стадии закалки (140) (например, при процессах непрерывного литья).
[0039] В других случаях может быть достаточно начать холодную обработку давлением (200) по истечении более длительного времени относительно завершения стадии закалки (140). В этих случаях стадия холодной обработки давлением (200) может быть выполнена спустя одну или более недель или один или более месяцев после завершения стадии закалки (140).
С. Термическая обработка
[0040] Все еще обращаясь к фиг.2, после стадии холодной обработки давлением (200) выполняют стадию термической обработки (300). Термин «термическая обработка» и тому подобные означает преднамеренное нагревание изделия из алюминиевого сплава так, что изделие из алюминиевого сплава достигает повышенной температуры. Стадия термической обработки (300) может включать нагревание изделия из алюминиевого сплава в течение времени и при температуре, достаточных для достижения некоего состояния или свойства (например, помимо прочих, выбранной прочности, выбранной пластичности).
[0041] После закалки большинство упрочняемых термообработкой сплавов, таких как алюминиевые сплавы 6ххх, проявляют изменения свойств при комнатной температуре. Это называется «естественным старением» и может начинаться непосредственно после закалки, или же после инкубационного периода. Скорость изменений свойств во время естественного старения варьируется от одного сплава к другому в широком диапазоне, так что приближение к стабильному состоянию может потребовать всего лишь нескольких дней или нескольких лет. Поскольку естественное старение происходит при отсутствии преднамеренного нагревания, естественное старение не является стадией термической обработки (300). Однако естественное старение может происходить до и/или после стадии термической обработки (300). Естественное старение может происходить в течение предварительно заданного отрезка времени перед стадией термической обработки (300) (например, от нескольких минут или часов до нескольких недель или дольше). Естественное старение может происходить между или после любой из стадий закалки (140), холодной обработки давлением (200) и термической обработки (300).
[0042] На стадии термической обработки (300) изделие из алюминиевого сплава нагревают до температуры в пределах выбранного диапазона температур. Для целей стадии термической обработки (300) эта температура относится к средней температуре изделия из алюминиевого сплава во время стадии термической обработки (300). Стадия термической обработки (300) может включать множество стадий обработки, таких как обработка при первой температуре в течение первого отрезка времени и обработка при второй температуре в течение второго отрезка времени. Первая температура может быть выше или ниже, чем вторая температура, а первый отрезок времени может быть короче или длительнее, чем второй отрезок времени.
[0043] Стадию термической обработки (300) обычно выполняют так, что изделие из алюминиевого сплава достигает/сохраняет преимущественно нерекристаллизованной(ую) микроструктуры(у), как определено ниже. Как более подробно описано ниже, преимущественно нерекристаллизованная микроструктура может достигать улучшенных свойств. В этом отношении стадия термической обработки (300) обычно включает нагрев изделия из алюминиевого сплава до повышенной температуры, но ниже температуры рекристаллизации изделия из алюминиевого сплава, т.е. той температуры, при которой изделие из алюминиевого сплава не достигало бы преимущественно нерекристаллизованной микроструктуры. Например, стадия термической обработки (300) может включать нагрев изделия из алюминиевого сплава 6ххх до температуры в диапазоне от 150°F до 425°F (или выше), но ниже температуры рекристаллизации изделия из алюминиевого сплава.
[0044] Стадия термической обработки (300) может быть выполнена любым подходящим образом, который поддерживает изделие из алюминиевого сплава при одной или более выбранной(ых) температуре(ах) в течение одного или более выбранного(ых) отрезка(ов) времени (например, чтобы достигнуть желательного/выбранного свойства или сочетания свойств). В одном варианте воплощения стадию термической обработки (300) выполняют в печи для старения или тому подобного. В еще одном варианте воплощения стадию термической обработки (300) выполняют во время цикла сушки краски (лакокрасочного покрытия). Циклы сушки краски применяют в автомобильной и других отраслях промышленности для отверждения нанесенной краски высушиванием ее в течение короткого отрезка времени (например, 5-30 минут). Имея в виду способность описываемых сейчас способов создавать имеющие высокую прочность изделия из алюминиевого сплава в течение короткого периода времени, как описано ниже, циклы сушки краски и тому подобные могут быть использованы для выполнения стадии термической обработки (300), тем самым устраняя необходимость в отдельных стадиях термической обработки и сушки краски. Подобным же образом в еще одном варианте воплощения стадия термической обработки (300) может быть проведена во время стадии отверждения покрытия или тому подобной.
D. Комбинация холодной обработки давлением и термической обработки
[0045] Комбинация стадии холодной обработки давлением (200) и стадии термической обработки (300) позволяет получать изделия из алюминиевого сплава, обладающие улучшенными свойствами. Как представляется, комбинация сильного деформирования на стадии холодной обработки давлением (200) в сочетании с надлежащими условиями термической обработки (300) дают уникальную микроструктуру (смотри раздел «Микроструктура» ниже), способную достигать сочетаний прочности и пластичности, которые до сих пор были нереализуемыми. Стадия холодной обработки давлением (200) способствует получению сильно деформированной микроструктуры, тогда как стадия термической обработки (300) способствует дисперсионному упрочнению. Когда холодная обработка давлением (200) составляет по меньшей мере 25%, а предпочтительно - более 50%, и когда применяется надлежащая стадия термической обработки (300), могут быть реализованы улучшенные свойства.
[0046] В одном подходе стадии холодной обработки давлением (200) и термической обработки (300) осуществляют так, что изделие из алюминиевого сплава достигает повышения прочности (например, предела текучести при растяжении (R0,2) или предела прочности при растяжении (Rm)). Повышение прочности может быть реализовано в одном или более из направлений L, LT или ST.
[0047] В одном варианте воплощения стадии холодной обработки давлением (200) и термической обработки (300) осуществляют так, что изделие из алюминиевого сплава достигает повышения прочности по сравнению с эталонным вариантом изделия из алюминиевого сплава «в состоянии после холодной обработки давлением». В еще одном варианте воплощения стадии холодной обработки давлением (200) и термической обработки (300) осуществляют так, что изделие из алюминиевого сплава достигает повышения прочности по сравнению с эталонным вариантом изделия из алюминиевого сплава в состоянии Т6. В еще одном варианте воплощения стадии холодной обработки давлением (200) и термической обработки (300) осуществляют так, что изделие из алюминиевого сплава достигает увеличения более высокого R-значения по сравнению с эталонным вариантом изделия из алюминиевого сплава в состоянии Т4. Эти и другие свойства описаны в разделе «Свойства» ниже.
[0048] Термин «в состоянии после холодной обработки давлением» (ACWC) означает: (i) изделие из алюминиевого сплава приготовлено для послезакалочной холодной обработки давлением, (ii) изделие из алюминиевого сплава подвергнуто холодной обработке давлением, (iii) между завершением стадии закалки (140) и инициированием стадии холодной обработки давлением (200) прошло не более 4 часов, и (iv) изделие из алюминиевого сплава не подвергнуто термической обработке. Механические свойства изделия из алюминиевого сплава в состоянии после холодной обработки давлением должны быть измерены в течение 4-14 дней после завершения стадии холодной обработки давлением (200). Чтобы получить эталонный вариант изделия из алюминиевого сплава «в состоянии после холодной обработки давлением», в общем приготовят (100) изделие из алюминиевого сплава для послезакалочной холодной обработки давлением, а затем проведут холодную обработку давлением (200) изделия из алюминиевого сплава согласно описываемым здесь практическим приемам, после чего извлекут часть изделия из алюминиевого сплава для определения его свойств в состоянии после холодной обработки давлением, сообразно вышеописанным требованиям. Другую часть изделия из алюминиевого сплава обработают в соответствии с описываемыми здесь новыми способами, после чего измеряют его свойства, тем самым обеспечив сравнение между свойствами эталонного варианта изделия из алюминиевого сплава в состоянии после холодной обработки давлением и свойствами изделия из алюминиевого сплава, обработанного в соответствии с описываемыми здесь новыми способами (например, для сравнения прочности, пластичности, вязкости разрушения). Поскольку эталонный вариант изделия из алюминиевого сплава получают из части изделия из алюминиевого сплава, он будет иметь такой же состав, как и изделие из алюминиевого сплава.
[0049] Термин «состояние Т6» и тому подобные означает изделие из алюминиевого сплава, которое подвергнуто закалке и затем термической обработке до состояния максимальной прочности (в пределах 1 ksi от пиковой прочности); применим к изделиям, которые не подвергнуты холодной обработке давлением после закалки или у которых влияние холодной обработки давлением при выравнивании или правке может не учитываться в пределах механических свойств. Как более подробно описано ниже, изделия из алюминиевого сплава, полученные в соответствии с описываемыми здесь новыми способами, могут достигать лучших свойств по сравнению с изделием из алюминиевого сплава в состоянии Т6. Чтобы получить эталонный вариант изделия из алюминиевого сплава в состоянии Т6, сперва приготовят (100) изделие из алюминиевого сплава для послезакалочной холодной обработки давлением, после чего часть изделия из алюминиевого сплава обработают до состояния Т6 (т.е. эталонного изделия из алюминиевого сплава в состоянии Т6). Другую часть изделия из алюминиевого сплава обработают в соответствии с описываемыми здесь новыми способами, тем самым обеспечив сравнение между свойствами эталонного варианта изделия из алюминиевого сплава в состоянии Т6 и свойствами изделия из алюминиевого сплава, обработанного в соответствии с описываемыми здесь новыми способами (например, для сравнения прочности, пластичности, вязкости разрушения). Поскольку эталонный вариант изделия из алюминиевого сплава получают из части изделия из алюминиевого сплава, он будет иметь такой же состав, как и изделие из алюминиевого сплава. Эталонный вариант изделия из алюминиевого сплава может потребовать обработки давлением (горячей и/или холодной) перед стадией закалки (140), чтобы привести эталонный вариант изделия из алюминиевого сплава в продукт сравнимого вида с новым изделием из алюминиевого сплава (например, для достижения такой же конечной толщины для прокатанных продуктов).
[0050] Термин «состояние Т4» и тому подобные означает изделие из алюминиевого сплава, которое подвергнуто закалке и затем естественному старению до практически стабильного состояния; применим к изделиям, которые не подвергнуты холодной обработке давлением после закалки или у которых влияние холодной обработки давлением при выравнивании или правке может не учитываться в пределах механических свойств. Чтобы получить эталонный вариант изделия из алюминиевого сплава в состоянии Т4, сперва приготовят (100) изделие из алюминиевого сплава для послезакалочной холодной обработки давлением, после чего части изделия из алюминиевого сплава позволят естественным образом состариться до состояния Т4 (т.е. эталонного изделия из алюминиевого сплава в состоянии Т4). Другую часть изделия из алюминиевого сплава обработают в соответствии с описываемыми здесь новыми способами, тем самым обеспечив сравнение между свойствами эталонного варианта изделия из алюминиевого сплава в состоянии Т4 и свойствами изделия из алюминиевого сплава, обработанного в соответствии с описываемыми здесь новыми способами (например, для сравнения прочности, пластичности, вязкости разрушения). Поскольку эталонный вариант изделия из алюминиевого сплава получают из части изделия из алюминиевого сплава, он будет иметь такой же состав, как и изделие из алюминиевого сплава. Эталонный вариант изделия из алюминиевого сплава может потребовать обработки давлением (горячей и/или холодной) перед стадией закалки (140), чтобы привести эталонный вариант изделия из алюминиевого сплава в продукт сравнимого вида с новым изделием из алюминиевого сплава (например, для достижения такой же толщины для прокатанных продуктов).
Е. Микроструктура
i. Рекристаллизация
[0051] Стадии холодной обработки давлением (200) и термической обработки (300) могут быть осуществлены так, что изделие из алюминиевого сплава достигает/сохраняет преимущественно нерекристаллизованной(ую) микроструктуры(у). Термин «преимущественно нерекристаллизованная микроструктура» означает, что изделие из алюминиевого сплава содержит менее 50% зерен первого типа (по объемной доле), как определено ниже.
[0052] Изделие из алюминиевого сплава имеет кристаллическую микроструктуру. «Кристаллическая микроструктура» представляет собой структуру поликристаллического материала. Кристаллическая микроструктура содержит кристаллы, называемые здесь зернами. «Зерна» представляют собой кристаллы поликристаллического материала.
[0053] Термин «зерна первого типа» означает такие зерна кристаллической микроструктуры, которые удовлетворяют «критериям первых зерен», определенным ниже и измеренным с использованием описываемой ниже методики исследования образцов с помощью микроскопии ориентационного картирования (Orientation Imaging Microscopy, OIM). Ввиду уникальной микроструктуры изделия из алюминиевого сплава в настоящей заявке не используются традиционные термины «рекристаллизованные зерна» или «нерекристаллизованные зерна», которые могут быть неоднозначными и спорными в определенных обстоятельствах. Вместо этого будут применяться термины «зерна первого типа» и «зерна второго типа» там, где количество этих типов зерен достоверно и точно определено с использованием компьютеризованных методов, подробно изложенных в процедуре OIM-исследования образцов. Таким образом, термин «зерна первого типа» охватывает любые зерна, которые удовлетворяют критериям первых зерен независимо от того, будут ли специалисты в этой области техники рассматривать такие зерна нерекристаллизованными или рекристаллизованными.
[0054] OIM-анализ должен быть выполнен от местоположения Т/4 (плоскость на четверти толщины) до поверхности плоскости L-ST. Размер анализируемого образца будет обычно варьироваться по толщине. Перед измерением OIM-образцы готовят стандартными методами подготовки металлографических образцов. Например, OIM-образцы обычно шлифуют наждачной бумагой Si-С «Buehler» вручную в течение 3 минут, с последующим полированием вручную жидкой алмазной полиролью «Buehler», имеющей средний размер частиц примерно 3 микрона. Образцы анодируют в водном фтористо-борном растворе в течение 30-45 секунд. Затем образцы зачищают, используя водный раствор фосфорной кислоты, содержащий триоксид хрома, а затем промывают и высушивают.
[0055] «Процедура исследования образцов OIM» представляет собой следующее:
● Использовали программное обеспечение TexSEM Lab OIM Data Collection Software, версия 5.31 (фирмы EDAX Inc., Нью-Джерси, США), которое через FIREWIRE (фирмы Apple, Inc., Калифорния, США) соединено с ПЗС-камерой DigiView 1612 (фирмы TSL/EDAX, Юта, США). Сканирующий электронный микроскоп (СЭМ) представляет собой прибор JEOL JSM6510 (фирмы JEOL Ltd., Токио, Япония).
● Условиями проведения OIM являются наклон 70° с рабочим расстоянием 18 мм и при ускоряющем напряжении 20 кВ, с динамической фокусировкой и размером пятна 1×10-7 амп. Режим сбора данных - квадратная сетка. Выборку осуществляют так, чтобы в анализе были собраны данные об ориентациях (т.е. информация о пиках Хафа не собирается). Размер площади на скан (т.е. кадр) составляет 2,0 мм на 0,5 мм для образцов с толщиной 2 мм и 2,0 мм на 1,2 мм для образцов с толщиной 5 мм, с шагами 3 микрона при 80-кратном увеличении. В зависимости от толщины могут быть использованы различные размеры кадра. Собранные данные выводятся в файл формата *.osc. Эти данные могут быть использованы для расчета объемной доли зерен первого типа, как описано ниже.
● Вычисление объемной доли зерен первого типа: объемную долю зерен первого типа рассчитывают с использованием данных файла *.osc и программного обеспечения TexSEM Lab OIM Analysis Software, версия 5.31. Перед расчетом может быть выполнена очистка данных с угловым допуском 15°, минимальным размером зерен=3-м экспериментальным точкам и одноитерационной очисткой. Затем с помощью программного обеспечения рассчитывают число зерен первого типа, используя критерии первых зерен (ниже).
● Критерии первых зерен: рассчитывают через разброс ориентаций зерен (GOS) с угловым допуском зерна 5°, минимальным размером зерен в три (3) экспериментальных точки и показателем достоверности, равным нулю (0). Должны выполняться все требования «применять разбиение перед расчетом», «включать краевые зерна» и «игнорировать определения двойниковых границ», а расчет должен быть выполнен с использованием «средней ориентации зерен». Любое зерно, GOS которого составляет ≤3°, является зерном первого типа. Если используют многочисленные кадры, то данные GOS усредняют.
[0056] «Объем первых зерен» (FGV) означает объемную долю зерен первого типа кристаллического материала.
[0057] «Процент нерекристаллизованного» и тому подобные определяют по формуле:
URX%=(1-FGV)×100%.
Как упомянуто выше, изделие из алюминиевого сплава в основном имеет преимущественно нерекристаллизованную микроструктуру, т.е. FGV<0,50, а URX%≥50%. В одном варианте воплощения изделие из алюминиевого сплава содержит (по объемной доле) не более 0,45 зерен первого типа (т.е. изделие из алюминиевого сплава является на по меньшей мере 55% нерекристаллизованным (URX%≥55%) согласно приведенным выше определениям). В других вариантах воплощения изделие из алюминиевого сплава может содержать (по объемной доле) не более 0,40 зерен первого типа (URX%≥60%), или не более 0,35 зерен первого типа (URX%≥65%), или не более 0,30 зерен первого типа (URX%≥70%), или не более 0,25 зерен первого типа (URX%≥75%), или не более 0,20 зерен первого типа (URX%≥80%), или не более 0,15 зерен первого типа (URX%≥85%), или не более 0,10 зерен первого типа (URX%≥90%), или менее.
ii. Текстура
[0058] Изделие из алюминиевого сплава может достигать уникальной микроструктуры. Эта уникальная микроструктура может быть проиллюстрирована R-значениями изделия из алюминиевого сплава, выведенными из кристаллографических данных о текстуре. Микроструктура изделия из алюминиевого сплава соотносится с его свойствами (например, прочностью, пластичностью, вязкостью, коррозионной стойкостью, помимо прочих).
[0059] Для целей настоящей заявки R-значения выводят согласно описанной ниже методике получения R-значений.
Методика получения R-значений
Прибор: используют генератор рентгеновского излучения с управляемым компьютером блоком построения полюсных фигур (например, дифрактометр Rigaku Ultima III (Rigaku USA, Вудлэндс, Техас)) и программное обеспечение для сбора данных и программное обеспечение ODF для обработки данных полюсных фигур (например, программное обеспечение, поставляемое с дифрактометром Rigaku). Полюсные фигуры на отражение записывают в соответствии с «Elements of X-ray Diffraction» автора B.D. Cullity, 2-е издание, 1978 (серия издательства Addison-Wesley по металлургии и материалам) и инструкцией по пользованию дифрактометром Rigaku Ultima III и многоцелевым приложением (или другой подходящей инструкцией иного сравнимого дифрактометрического оборудования).
Подготовка образцов: полюсные фигуры следует измерять от местоположения Т/4 до поверхности. Таким образом, образец, используемый для получения R-значения, (предпочтительно) имеет размеры 7/8 дюйма (LT) на 1¼ дюйма (L). Размер образца может варьироваться в зависимости от измерительного оборудования. Перед измерением R-значения образец может быть подготовлен с помощью:
1. механической обработки плоскости прокатки с одной стороны до толщины на 0,01 дюйма толще, чем плоскость Т/4 (если позволяет толщина); и
2. химического травления до местоположения Т/4.
Измерение полюсных фигур в рентгеновском излучении: съемка полюсных фигур «на отражение» (на основе метода отражения Шульца)
1. Устанавливают образец на кольцевой образцедержатель с индикацией направления прокатки образца.
2. Вставляют блок держатель-образец в блок измерения полюсных фигур.
3. Ориентируют направление образца на ту же горизонтальную плоскость блока измерения полюсных фигур (β=0°).
4. Применяют нормальную щель расходимости (DS), стандартную приемную щель (RS) для получения полюсных фигур с Ni Kβ-фильтром и стандартную щель рассеивания (SS) (определение щелей будет зависеть от используемого излучения, 2θ пиков и ширины пиков). В дифрактометре Rigaku Ultima III используют DS 2/3 градуса, RS 5 мм и SS 6 мм.
5. Настраивают питание на рекомендуемые рабочие напряжение и ток (по умолчанию, 40 кВ и 44 мА для Cu-излучения с Ni-фильтром на Ultima III).
6. Измеряют интенсивность фона от α=15°, β=0° до α=90°, β=355° для пиков Al(111), Al(200) и Al(220) с шагами 5° и проводят отсчет в течение 1 секунды на каждом шаге (трех полюсных фигур обычно достаточно для точного ODF).
7. Измеряют интенсивность пиков от α=15°, β=0° до α=90°, β=355° для пиков Al(111), Al(200), Al(220) и Al(311) с шагами 5° и проводят отсчет в течение 1 секунды на каждом шаге.
8. Во время измерений образец должен колебаться на 2 см в секунду для достижения большей площади исследования образца, чтобы улучшить статистику исследования образца.
9. Вычитают интенсивность фона из интенсивности пиков (обычно это делают с помощью специального программного обеспечения пользователя).
10. Вводят поправку на поглощение (обычно делается с помощью специального программного обеспечения пользователя).
Выходные данные обычно преобразуют в формат для ввода в программное обеспечение ODF. Программное обеспечение ODF нормализует эти данные, вычисляет ODF и пересчитывает нормализованные полюсные фигуры. Из этой информации рассчитывают R-значения с использованием модели Тейлора-Бишопа-Хилла (смотри Kuroda, M. и др., Texture optimization of rolled aluminum alloy sheets using a genetic algorithm («Оптимизация текстуры катаных листов из алюминиевого сплава с использованием генетического алгоритма»), Materials Science and Engineering A, том 385 (2004), стр. 235-244, и Man, Chi-Sing, On the r-value of textured sheet metals («Об r-значении текстурированных листовых металлов»), International Journal of Plasticity, том 18 (2002), стр. 1683-1706).
[0060] Изделия из алюминиевого сплава, полученные в соответствии с описываемыми сейчас способами, могут достигать высоких нормализованных R-значений по сравнению с полученными традиционным путем материалами. Термин «нормализованное R-значение» и тому подобные означает R-значение, нормализованное по R-значению RV-контрольного образца при угле 0° относительно направления прокатки. Например, если RV-контрольный образец достигает R-значения 0,300 при угле 0° относительно направления прокатки, то это и все другие R-значения могут быть нормализованы делением на 0,300.
[0061] Термин «RV-контрольный образец» и тому подобные означает контрольный образец, отобранный из эталонного варианта изделия из алюминиевого сплава в состоянии Т4 (определено выше).
[0062] Термин «направление прокатки» и тому подобные означает L-направление для катаных продуктов (смотри фиг.13). Для некатаных продуктов и в контексте R-значений термин «направление прокатки» и тому подобные означает основное направление удлинения (например, направление прессование). Для целей настоящей заявки различные R-значения материала рассчитывают от угла 0° до угла 90° относительно направления прокатки и с приращениями 5°. Для целей простоты для ссылки на фразу «угол относительно направления прокатки» иногда используют термин «угол ориентации».
[0063] Термин «максимальное нормализованное R-значение» и тому подобные означает максимальное нормализованное R-значение, достигнутое при любом угле относительно направления прокатки.
[0064] Термин «угол максимума RV» и тому подобный означает угол, при котором достигается максимальное нормализованное R-значение.
[0065] В качестве неограничивающего примера ниже в таблице 2 приведен график, содержащий R-значения (как ненормализованные, так и нормализованные) RV-контрольного образца и изделия из алюминиевого сплава, обработанного в соответствии с описываемыми здесь новыми способами.
[0066] Нормализованные R-значения для контроля и образцов с холодной обработкой давлением на 85% нанесены на график как функция угла ориентации на фиг.10. Фиг.10 также содержит нормализованные R-значения для изделий из алюминиевого сплава с холодной обработкой давлением на 11%, 35% и 60%.
[0067] Как проиллюстрировано на фиг.10, изделия из алюминиевого сплава с высокой величиной холодной обработки давлением достигают более высоких R-значений, чем RV-контрольный образец, особенно между углами ориентации 20° и 70° относительно направления прокатки. Для изделия с холодной обработкой давлением на 85% максимальное нормализованное R-значение 5,196 достигнуто при угле максимума RV 50°. RV-контрольный образец достигает максимального нормализованного R-значения 1,030 при угле максимума RV 5°. Эти R-значения могут быть указывающими на текстуру (а значит микроструктуру) новых изделий из алюминиевого сплава по сравнению с полученными традиционным образом изделиями из алюминиевого сплава.
[0068] В одном подходе изделие из алюминиевого сплава, обработанное в соответствии с описываемыми здесь новыми способами, может достигать максимального нормализованного R-значения по меньшей мере 2,0. В одном варианте воплощения новое изделие из алюминиевого сплава может достигать максимального нормализованного R-значения по меньшей мере 2,5. В других вариантах воплощения новое изделие из алюминиевого сплава может достигать максимального нормализованного R-значения по меньшей мере 3,0, или по меньшей мере 3,5, или по меньшей мере 4,0, или по меньшей мере 4,5, или по меньшей мере 5,0, или выше. Максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 20° до 70°. В некоторых вариантах воплощения максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 30° до 70°. В других вариантах воплощения максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 35° до 65°. В других вариантах воплощения максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 40° до 65°. В еще одних вариантах воплощения максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 45° до 60°. В других вариантах воплощения максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 45° до 55°.
[0069] В еще одном подходе изделие из алюминиевого сплава, обработанное в соответствии с описываемыми здесь новыми способами, может достигать максимального нормализованного R-значения, которое на по меньшей мере 200% выше, чем у RV-контрольного образца, при угле максимума RV нового изделия из алюминиевого сплава. В этом подходе нормализованное R-значение нового изделия из алюминиевого сплава сравнивают с нормализованным R-значением RV-контрольного образца при том угле, где имеет место угол максимума RV нового изделия из алюминиевого сплава. Например, как показано на фиг.10 и выше в таблице 2, изделие из алюминиевого сплава с холодной обработкой давлением на 85% обеспечивает 717%-ое повышение нормализованного R-значения при его угле максимума RV 50° по сравнению с нормализованным R-значением RV-контрольного образца при том же угле 50° (5,196/0,725×100%=717%). В одном варианте воплощения изделие из алюминиевого сплава может достигать максимального нормализованного R-значения, которое на по меньшей мере 250% выше, чем у RV-контрольного образца при угле максимума RV нового изделия из алюминиевого сплава. В других вариантах воплощения изделие из алюминиевого сплава может достигать максимального нормализованного R-значения, которое на по меньшей мере 300% выше, или по меньшей мере 350% выше, или по меньшей мере 400% выше, или по меньшей мере 450% выше, или по меньшей мере 500% выше, или по меньшей мере 550% выше, или по меньшей мере 600% выше, или по меньшей мере 650% выше, или по меньшей мере 700% выше, или более, чем у RV-контрольного образца при угле максимума RV изделия из алюминиевого сплава.
[0070] В еще одном подходе изделие из алюминиевого сплава, обработанное в соответствии с описываемыми здесь новыми способами, может достигать максимального нормализованного R-значения, которое на по меньшей мере 200% выше, чем максимальное нормализованное R-значение RV-контрольного образца. В этом подходе максимальное нормализованное R-значение нового изделия из алюминиевого сплава сравнивают с максимальным нормализованным R-значением RV-контрольного образца независимо от угла, при котором имеет место максимальное нормализованное R-значение. Например, как показано на фиг.10 и выше в таблице 2, изделие из алюминиевого сплава с холодной обработкой давлением на 85% достигает максимального нормализованного R-значения 5,196 при угле ориентации 50°. Максимальное нормализованное R-значение RV-контрольного образца составляет 1,030 при угле ориентации 5°. Таким образом, изделие из алюминиевого сплава с холодной обработкой давлением на 85% реализует 505%-ное повышение максимального нормализованного R-значения по сравнению с RV-контрольным образцом (5,196/1,030×100%=505%). В одном варианте воплощения изделие из алюминиевого сплава может достигать максимального нормализованного R-значения, которое на по меньшей мере 250% выше, чем максимальное нормализованное R-значение RV-контрольного образца. В других вариантах воплощения изделие из алюминиевого сплава может достигать максимального нормализованного R-значения, которое на по меньшей мере 300% выше, или по меньшей мере 350% выше, или по меньшей мере 400% выше, или по меньшей мере 450% выше, или по меньшей мере 500% выше, или более, чем максимальное нормализованное R-значение RV-контрольного образца.
iii. Микрофотографии
[0071] Оптические микрофотографии некоторых изделий из алюминиевого сплава 6ххх, полученных в соответствии с описываемыми здесь новыми способами, проиллюстрированы на фиг.11b-11е. Фиг.11а представляет микроструктуру эталонного варианта изделия из алюминиевого сплава в состоянии Т6. Фиг.11b-11е представляют микроструктуры новых изделий из алюминиевого сплава, подвергнутых холодной обработке давлением на 11%, 35%, 60% и 85% соответственно. Эти микрофотографии иллюстрируют некоторые аспекты уникальных микроструктур, которые могут быть достигнуты с использованием описываемых здесь новых способов. Как проиллюстрировано, зерна новых изделий из алюминиевого сплава выглядят неравноосными (удлиненными) зернами. Для изделий с холодной обработкой давлением на 60% и 85% зернистая структура выглядит волокнистой/шнуровидной, с множеством полос сдвига. Эти уникальные микроструктуры могут вносить вклад в улучшенные свойства новых изделий из алюминиевого сплава.
F. Необязательные послетермические обработки
[0072] После стадии термической обработки (300) изделие из алюминиевого сплава 6ххх может быть подвергнуто разнообразным необязательным окончательным обработкам (400). Например, попутно со стадией термической обработки (300) или после нее изделие из алюминиевого сплава 6ххх может быть подвергнуто разнообразным дополнительным операциям обработки давлением или отделки (например, операции формования, операции выравнивания или правки, которые не оказывают существенного влияния на механические свойства, такие как растяжение, и/или другие операции, такие как станочная обработка (резанием), анодирование, окрашивание, шлифование, полировка). На стадии (400) необязательной(ых) окончательной(ых) обработки(ток) может отсутствовать какая-либо преднамеренная(ые)/значимая(ые) термическая(ие) обработка(и), которая(ые) существенно повлияла(и) бы на микроструктуру изделия из алюминиевого сплава (например, отсутствуют любые стадии отжига). Таким образом, может быть сохранена микроструктура, достигнутая комбинацией стадий холодной обработки давлением (200) и термической обработки (300).
[0073] В одном подходе одна или более из необязательных окончательных обработок (400) могут быть выполнены параллельно стадии термической обработки (300). В одном варианте воплощения стадия необязательной(ых) окончательной(ых) обработки(ток) (400) может включать формование, и эта стадия формования может быть проведена параллельно стадии термической обработки (300) (например, одновременно с нею). В одном варианте воплощения изделие из алюминиевого сплава может быть в практически конечной форме вследствие параллельных операций формования и термической обработки (например, формование внешних и/или внутренних панелей дверей автомобиля во время стадии термической обработки).
G. Состав
[0074] Как отмечено выше, изделие из алюминиевого сплава 6ххх выполнено из алюминиевого сплава 6ххх. Алюминиевые сплавы 6ххх - это алюминиевые сплавы, содержащие как кремний, так и магний, причем по меньшей мере один из кремния и магния является преобладающим легирующим компонентом. Для целей настоящей заявки алюминиевые сплавы 6ххх представляют собой алюминиевые сплавы с 0,1-2,0% масс. кремния и 0,1-3,0% масс. магния, причем по меньшей мере один из кремния и магния является преобладающим легирующим элементом изделия из алюминиевого сплава помимо алюминия. В одном варианте воплощения алюминиевый сплав 6ххх включает по меньшей мере 0,25% масс. Mg. В одном варианте воплощения алюминиевый сплав 6ххх включает не более 2,0% масс. Mg. В одном варианте воплощения алюминиевый сплав 6ххх включает по меньшей мере примерно 0,25% масс. Si. В одном варианте воплощения алюминиевый сплав 6ххх включает не более чем примерно 1,5% масс. Si. Алюминиевый сплав 6ххх также может включать вторичные элементы, третичные элементы и/или прочие элементы, как определено ниже.
[0075] Алюминиевый сплав 6ххх может включать вторичные элементы. Вторичные элементы выбирают из группы, состоящей из меди, цинка и их комбинаций. В одном варианте воплощения алюминиевый сплав 6ххх включает медь. В еще одном варианте воплощения алюминиевый сплав 6ххх включает цинк. В еще одном варианте воплощения алюминиевый сплав 6ххх включает как медь, так и цинк. Когда они присутствуют в достаточных количествах, эти вторичные элементы, в комбинации с первичными элементами кремнием и магнием, могут содействовать одной или обеим из характеристики деформационного упрочнения и характеристики дисперсионного упрочнения. Таким образом, будучи используемым в комбинации с описываемыми здесь новыми способами, алюминиевый сплав 6ххх может реализовать улучшенное сочетание свойств, таких как повышенная прочность (например, по сравнению с изделием из алюминиевого сплава в состоянии Т6).
[0076] Когда используют медь, алюминиевый сплав 6ххх в общем включает по меньшей мере 0,35% масс. Cu. В одном варианте воплощения алюминиевый сплав 6ххх включает по меньшей мере 0,5% масс. Cu. Алюминиевый сплав 6ххх в общем включает не более 2,0% масс. Cu, например, не более 1,5% масс. Cu. В других вариантах воплощения медь может присутствовать с низкими уровнями содержания и в этих вариантах воплощения присутствует на уровнях содержания от 0,01% масс. до 0,34% масс. В других вариантах воплощения медь входит в состав сплава в качестве примеси и в этих вариантах воплощения присутствует на уровнях содержания менее 0,01% масс. Cu.
[0077] Когда используют цинк, алюминиевый сплав 6ххх в общем включает по меньшей мере 0,35% масс. Zn. В одном варианте воплощения алюминиевый сплав 6ххх включает 0,5% масс. Zn. Алюминиевый сплав 6ххх в общем включает не более 2,5% масс. Zn. В одном варианте воплощения алюминиевый сплав 6ххх включает не более 2,0% масс. Zn. В еще одном варианте воплощения алюминиевый сплав 6ххх включает не более 1,5% масс. Zn. В других вариантах воплощения цинк может присутствовать с низкими уровнями содержания и в этих вариантах воплощения присутствует на уровнях содержания от 0,05% масс. до 0,34% масс. Zn. В других вариантах воплощения цинк входит в состав сплава в качестве примеси и в этих вариантах воплощения присутствует на уровнях содержания менее 0,04% масс. Zn или менее.
[0078] Алюминиевый сплав 6ххх может включать ряд третичных элементов для разнообразных целей, таких как улучшение механических, физических или коррозионных свойств (например, прочности, вязкости, сопротивления усталости, коррозионной стойкости), для улучшения свойств при повышенных температурах, для облегчения литья, для регулирования литой или деформированной зеренной структуры и/или для улучшения обрабатываемости (резанием), наряду с другими целями. Когда они присутствуют, эти третичные элементы могут включать один или более из: (i) вплоть до 3,0% масс. Ag, (ii) вплоть до 2,0% масс. каждого из одного или более из Li, Mn, Sn, Bi и Pb, (iii) вплоть до 1,0% масс. каждого из одного или более из Fe, Sr, Sb и Cr, и (iv) вплоть до 0,5% масс. каждого из одного или более из Ni, V, Zr, Sc, Ti, Hf, Mo, Co и редкоземельных элементов. Когда он присутствует, третичный элемент обычно содержится в сплаве в количестве по меньшей мере 0,01% масс.
[0079] Алюминиевый сплав 6ххх может включать железо в качестве третичного элемента или в качестве примеси. Когда железо не входит в состав сплава в качестве третичного элемента, железо может входить в состав алюминиевого сплава 6ххх в качестве примеси. В этих вариантах воплощения алюминиевый сплав 6ххх в общем включает не более 0,50% масс. железа. В одном варианте воплощения алюминиевый сплав 6ххх включает не более 0,25% масс. железа. В еще одном варианте воплощения алюминиевый сплав 6ххх включает не более 0,15% масс. железа. В еще одном дополнительном варианте воплощения алюминиевый сплав 6ххх включает не более 0,10% масс. железа. В еще одном варианте воплощения алюминиевый сплав 6ххх включает не более 0,05% масс. железа.
[0080] Алюминиевый сплав 6ххх в общем содержит небольшие количества «прочих элементов» (например, способствующих литью добавок и нежелезных примесей). Термин «прочие элементы» означает любой другой элемент периодической таблицы, который может быть включен в алюминиевый сплав 6ххх, за исключением алюминия, магния, кремния, вторичных элементов (когда они входят в состав), третичных элементов (когда они входят в состав) и железа (когда оно входит в состав). Когда любой элемент из вторичных и/или третичных элементов содержится в сплаве только в качестве примеси, такие элементы попадают в пределы категории «прочие элементы», за исключением железа. Например, если сплав 6ххх включает медь в качестве примеси (т.е. ниже 0,01% масс. Cu для целей этой заявки на патент), а не легирующей добавки, то медь оказывалась бы в пределах категории «прочие элементы». Подобным же образом, если сплав 6ххх включает цинк в качестве примеси (т.е. на уровне или ниже 0,04% масс. Zn для целей этой заявки на патент), а не легирующей добавки, то цинк попадал бы в пределы категории «прочие элементы». В качестве еще одного примера, если Mn, Ag и Zr входят в состав сплава 6ххх в качестве легирующих добавок, эти третичные элементы не попадали бы в пределы категории «прочие элементы», но другие третичные элементы входили бы в категорию прочих элементов, поскольку они присутствовали бы в сплаве только как примесь. Однако если железо содержится в сплаве 6ххх как примесь, оно не попадало бы в пределы категории «прочие элементы», поскольку оно имеет свои собственные определенные пределы в качестве примеси, как описано выше.
[0081] В общем, изделие из алюминиевого сплава содержит не более 0,25% масс. каждого любого элемента из прочих элементов, при общем суммарном количестве этих прочих элементов, не превышающем 0,50% масс. В одном варианте воплощения содержание в алюминиевом сплаве 6ххх каждого элемента из этих прочих элементов по отдельности не превышает 0,10% масс., а общее суммарное количество этих прочих элементов в алюминиевом сплаве 6ххх не превышает 0,35% масс. В еще одном варианте воплощения содержание в алюминиевом сплаве 6ххх каждого элемента из этих прочих элементов по отдельности не превышает 0,05% масс., а общее суммарное количество этих прочих элементов в алюминиевом сплаве 6ххх не превышает 0,15% масс. В еще одном варианте воплощения содержание в алюминиевом сплаве 6ххх каждого элемента из этих прочих элементов по отдельности не превышает 0,03% масс., а общее суммарное количество этих прочих элементов в алюминиевом сплаве 6ххх не превышает 0,1% масс.
[0082] В одном подходе алюминиевый сплав 6ххх включает:
0,1-2,0% масс. кремния;
0,1-3,0% масс. магния;
причем по меньшей мере один из кремния и магния является преобладающим легирующим элементом изделия из алюминиевого сплава помимо алюминия;
необязательно один или более из вторичных элементов из:
от 0,35 до 2,0% масс. Cu,
от 0,35 до 2,5% масс. Zn,
необязательно с одним или более из третичных элементов из:
(i) вплоть до 3,0% масс. Ag,
(ii) вплоть до 2,0% масс. каждого из одного или более из Li, Mn, Sn, Bi и Pb;
(iii) вплоть до 1,0% масс. каждого из одного или более из Fe, Sr, Sb и Cr; и
(iv) вплоть до 0,5% масс. каждого из одного или более из Ni, V, Zr, Sc, Ti, Hf, Mo, Co и редкоземельных элементов,
если не включено в алюминиевый сплав 6хх в качестве третичного элемента:
вплоть до 0,5% масс. Fe в качестве примеси;
причем остальное составляют алюминий и прочие элементы, при этом содержание прочих элементов ограничено до не более 0,25% масс. каждого и не более 0,5% масс. в сумме.
[0083] Общее количество первичных, вторичных и третичных легирующих элементов должно быть выбрано так, чтобы изделие из алюминиевого сплава могло быть надлежащим образом закалено (например, чтобы способствовать упрочнению при ограничении количества частиц составляющих компонентов).
[0084] В одном подходе алюминиевый сплав 6ххх содержит достаточно растворенных веществ, чтобы способствовать по меньшей мере одной из характеристики деформационного упрочнения и характеристики дисперсионного упрочнения, для достижения предела текучести при растяжении в длинном поперечном направлении по меньшей мере 60 ksi. В некоторых из этих вариантов воплощения медь и/или цинк используются с тем, чтобы, по меньшей мере частично, способствовать характеристике деформационного упрочнения и/или характеристике дисперсионного упрочнения, и тем самым могут входить в состав сплава в описанных выше количествах.
[0085] В еще одном подходе алюминиевый сплав 6ххх содержит достаточно магния для способствования характеристике упрочнения. В этом подходе алюминиевый сплав 6ххх в общем содержит по меньшей мере 1,1% масс. Mg, например, по меньшей мере 1,2% масс. Mg, или по меньшей мере 1,3% масс. Mg, или по меньшей мере 1,4% масс. Mg, или более. В некоторых из этих вариантов воплощения алюминиевый сплав 6ххх также содержит по меньшей мере одно из 0,35-2,0% масс. меди и/или 0,35-2,5% масс. цинка, чтобы, по меньшей мере частично, способствовать характеристике деформационного упрочнения и/или характеристике дисперсионного упрочнения. В других из этих вариантов воплощения алюминиевый сплав 6ххх включает медь и/или цинк на низких уровнях содержания и/или на уровнях примесей, как определено выше. В некоторых из этих вариантов воплощения алюминиевый сплав 6ххх достигает высокого предела текучести при растяжении, такого как любой из описанных ниже уровней прочности. В одном конкретном варианте воплощения сплав 6ххх содержит по меньшей мере 1,1% масс. Mg, менее 0,35% масс. Cu, менее 0,35% масс. Zn и достигает предела текучести при растяжении по меньшей мере примерно 35 ksi, такого как по меньшей мере примерно 45 ksi, или даже по меньшей мере примерно 55 ksi.
[0086] В одном варианте воплощения алюминиевый сплав 6ххх представляет собой один из следующих деформируемых алюминиевых сплавов 6ххх, как определено Алюминиевой ассоциацией: 6101, 6101A, 6101B, 6201, 6201A, 6401, 6501, 6002, 600315, 6103, 6005, 6005A, 6005B, 6005C, 6105, 6205, 6006, 6106, 6206, 6306, 6008, 6009, 6010, 6110, 6110A, 6011, 6111, 6012, 6012A, 6013, 6113, 6014, 6015, 6016, 6016A, 6116, 6018, 6019, 6020, 6021, 6022, 6023, 6024, 6025, 6026, 6028, 6033, 6040, 6041, 6042, 6043, 6151, 6351, 6351A, 6451, 6951, 6053, 6056, 6156, 6060, 6160, 6260, 6360, 6460, 6560, 6061, 6061A, 6261, 6162, 6262, 6262A, 6063, 6063A, 6463, 6463A, 6763, 6963, 6064, 6064A, 6065, 6066, 6069, 6070, 6081, 6181, 6181A, 6082, 6182, 6082A, 6091 и 6092, или модифицированных для содержания достаточного количества растворенных веществ для способствования по меньшей мере одной из характеристик деформационного упрочнения и дисперсионного упрочнения, как описано выше.
[0087] В одном варианте воплощения алюминиевый сплав 6ххх включает такое количество легирующих элементов, при котором алюминиевый сплав 6ххх остается свободным, или практически свободным, от растворимых составляющих частиц после закалки. В одном варианте воплощения алюминиевый сплав 6ххх включает такое количество легирующих элементов, при котором алюминиевый сплав 6ххх остается с малыми количествами (например, ограниченными/минимизированными) нерастворимых составляющих частиц после закалки. В других вариантах воплощения алюминиевый сплав 6ххх может выиграть от контролируемых количеств нерастворимых составляющих частиц.
Н. Свойства
[0088] Новые изделия из алюминиевого сплава 6ххх, полученные описываемыми здесь новыми способами, могут достигать (реализовывать) улучшенное сочетание свойств.
i. Прочность
[0089] Как упомянуто выше, стадии холодной обработки давлением (200) и термической обработки (300) могут быть осуществлены для того, чтобы достигнуть повышения прочности по сравнению с эталонным вариантом изделия из алюминиевого сплава в состоянии после холодной обработки давлением и/или состоянии Т6 (как определено выше). Прочностные свойства обычно измеряют в соответствии со стандартами ASTM E8 и В557.
[0090] В одном подходе изделие из алюминиевого сплава достигает по меньшей мере 5%-го повышения прочности (предела текучести при растяжении (ПТР) и/или предела прочности на растяжение (ППР)) относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6. В одном варианте воплощения изделие из алюминиевого сплава достигает по меньшей мере 6%-го повышения предела текучести при растяжении относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6. В других вариантах воплощения изделие из алюминиевого сплава достигает по меньшей мере 7%-го повышения предела текучести при растяжении, или по меньшей мере 8%-го повышения предела текучести при растяжении, или по меньшей мере 9%-го повышения предела текучести при растяжении, или по меньшей мере 10%-го повышения предела текучести при растяжении, или по меньшей мере 11%-го повышения предела текучести при растяжении, или по меньшей мере 12%-го повышения предела текучести при растяжении, или по меньшей мере 13%-го повышения предела текучести при растяжении, или по меньшей мере 14%-го повышения предела текучести при растяжении, или по меньшей мере 15%-го повышения предела текучести при растяжении, или по меньшей мере 16%-го повышения предела текучести при растяжении, или по меньшей мере 17%-го повышения предела текучести при растяжении, или по меньшей мере 18%-го повышения предела текучести при растяжении, или по меньшей мере 19%-го повышения предела текучести при растяжении, или по меньшей мере 20%-го повышения предела текучести при растяжении, или по меньшей мере 21%-го повышения предела текучести при растяжении, или по меньшей мере 22%-го повышения предела текучести при растяжении, или по меньшей мере 23%-го повышения предела текучести при растяжении, или по меньшей мере 24%-го повышения предела текучести при растяжении, или по меньшей мере 25%-го повышения предела текучести при растяжении, или по меньшей мере 26%-го повышения предела текучести при растяжении, или более относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6. Эти повышения могут быть реализованы в L- и/или LT-направлениях.
[0091] В связанном с этим варианте воплощения изделие из алюминиевого сплава может достигать по меньшей мере 6%-го повышения предела прочности на растяжение относительно изделия из алюминиевого сплава в состоянии Т6. В других вариантах воплощения изделие из алюминиевого сплава может достигать по меньшей мере 7%-го повышения предела прочности на растяжение, или по меньшей мере 8%-го повышения предела прочности на растяжение, или по меньшей мере 9%-го повышения предела прочности на растяжение, или по меньшей мере 10%-го повышения предела прочности на растяжение, или по меньшей мере 11%-го повышения предела прочности на растяжение, или по меньшей мере 12%-го повышения предела прочности на растяжение, или по меньшей мере 13%-го повышения предела прочности на растяжение, или по меньшей мере 14%-го повышения предела прочности на растяжение, или по меньшей мере 15%-го повышения предела прочности на растяжение, или по меньшей мере 16%-го повышения предела прочности на растяжение, или по меньшей мере 17%-го повышения предела прочности на растяжение, или по меньшей мере 18%-го повышения предела прочности на растяжение, или по меньшей мере 19%-го повышения предела прочности на растяжение, или по меньшей мере 20%-го повышения предела прочности на растяжение, или по меньшей мере 21%-го повышения предела прочности на растяжение, или по меньшей мере 22%-го повышения предела прочности на растяжение, или по меньшей мере 23%-го повышения предела прочности на растяжение, или по меньшей мере 24%-го повышения предела прочности на растяжение, или по меньшей мере 25%-го повышения предела прочности на растяжение, или более относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6. Эти повышения могут быть реализованы в L- и/или LT-направлениях.
[0092] В одном подходе изделие из алюминиевого сплава достигает по меньшей мере эквивалентного предела текучести при растяжении по сравнению с эталонным вариантом изделия из алюминиевого сплава в состоянии после холодной обработки давлением. В одном варианте воплощения изделие из алюминиевого сплава достигает по меньшей мере 2%-го повышения предела текучести при растяжении по сравнению с эталонным вариантом изделия из алюминиевого сплава в состоянии после холодной обработки давлением. В других вариантах воплощения изделие из алюминиевого сплава достигает по меньшей мере 4%-го повышения предела текучести при растяжении, или по меньшей мере 6%-го повышения предела текучести при растяжении, или по меньшей мере 8%-го повышения предела текучести при растяжении, или по меньшей мере 10%-го повышения предела текучести при растяжении, или по меньшей мере 12%-го повышения предела текучести при растяжении, или по меньшей мере 14%-го повышения предела текучести при растяжении, или по меньшей мере 16%-го повышения предела текучести при растяжении, или более по сравнению с эталонным вариантом изделия из алюминиевого сплава в состоянии после холодной обработки давлением. Подобные результаты могут быть получены относительно предела прочности при растяжении. Эти повышения могут быть реализованы в L- или LT-направлениях.
[0093] В одном варианте воплощения новое изделие из алюминиевого сплава 6ххх реализует типичный предел текучести при растяжении в LT-направлении по меньшей мере 35 ksi. В других вариантах воплощения новое изделие из алюминиевого сплава 6ххх реализует типичный предел текучести при растяжении в LT-направлении по меньшей мере 40 ksi, или по меньшей мере 45 ksi, или по меньшей мере 50 ksi, или по меньшей мере 51 ksi, или по меньшей мере 52 ksi, или по меньшей мере 53 ksi, или по меньшей мере 54 ksi, или по меньшей мере 55 ksi, или по меньшей мере 56 ksi, или по меньшей мере 57 ksi, или по меньшей мере 58 ksi, или по меньшей мере 59 ksi, или по меньшей мере 60 ksi, или по меньшей мере 61 ksi, или по меньшей мере 62 ksi, или по меньшей мере 63 ksi, или по меньшей мере 64 ksi, или по меньшей мере 65 ksi, или по меньшей мере 66 ksi, или по меньшей мере 67 ksi, или по меньшей мере 68 ksi, или по меньшей мере 69 ksi, или по меньшей мере 70 ksi, или по меньшей мере 71 ksi, или по меньшей мере 72 ksi, или по меньшей мере 73 ksi, или по меньшей мере 74 ksi, или по меньшей мере 75 ksi, или более. Подобные результаты могут быть достигнуты в продольном (L) направлении.
[0094] В связанном с этим варианте воплощения новое изделие из алюминиевого сплава 6ххх реализует типичный предел прочности при растяжении в LT-направлении по меньшей мере 40 ksi. В других вариантах воплощения новое изделие из алюминиевого сплава 6ххх реализует типичный предел прочности при растяжении в LT-направлении по меньшей мере 45 ksi, или по меньшей мере 50 ksi, 51 ksi, или по меньшей мере 52 ksi, или по меньшей мере 53 ksi, или по меньшей мере 54 ksi, или по меньшей мере 55 ksi, или по меньшей мере 56 ksi, или по меньшей мере 57 ksi, или по меньшей мере 58 ksi, или по меньшей мере 59 ksi, или по меньшей мере 60 ksi, или по меньшей мере 61 ksi, или по меньшей мере 62 ksi, или по меньшей мере 63 ksi, или по меньшей мере 64 ksi, или по меньшей мере 65 ksi, или по меньшей мере 66 ksi, или по меньшей мере 67 ksi, или по меньшей мере 68 ksi, или по меньшей мере 69 ksi, или по меньшей мере 70 ksi, или по меньшей мере 71 ksi, или по меньшей мере 72 ksi, или по меньшей мере 73 ksi, или по меньшей мере 74 ksi, или по меньшей мере 75 ksi, или более. Подобные результаты могут быть достигнуты в продольном (L) направлении. Подобные результаты могут быть достигнуты в продольном (L) направлении.
[0095] Новые изделия из алюминиевого сплава 6ххх могут достигать высокой прочности и за короткий отрезок времени относительно эталонного варианта изделия из алюминиевого сплава 6ххх в состоянии Т6. В одном варианте воплощения новое изделие из алюминиевого сплава 6ххх реализует свою пиковую прочность на по меньшей мере 10% быстрее, чем эталонный вариант изделия из алюминиевого сплава 6ххх в состоянии Т6. В качестве одного примера на 10% более быстрой обработки, если Т6-вариант изделия из алюминиевого сплава 6ххх реализует свою пиковую прочность за 35 часов обработки, новое изделие из алюминиевого сплава 6ххх реализует свою пиковую прочность за 31,5 часов обработки или менее. В других вариантах воплощения новое изделие из алюминиевого сплава 6ххх реализует свою пиковую прочность на по меньшей мере 20% быстрее, или по меньшей мере 25% быстрее, или по меньшей мере 30% быстрее, или по меньшей мере 35% быстрее, или по меньшей мере 40% быстрее, или по меньшей мере 45% быстрее, или по меньшей мере 50% быстрее, или по меньшей мере 55% быстрее, или по меньшей мере 60% быстрее, или по меньшей мере 65% быстрее, или по меньшей мере 70% быстрее, или по меньшей мере 75% быстрее, или по меньшей мере 80% быстрее, или по меньшей мере 85% быстрее, или по меньшей мере 90% быстрее, или более по сравнению с эталонным вариантом изделия из алюминиевого сплава 6ххх в состоянии Т6.
[0096] В одном варианте воплощения новое изделие из алюминиевого сплава 6ххх реализует свою пиковую прочность менее чем за 10 часов продолжительности термической обработки. В других вариантах воплощения новое изделие из алюминиевого сплава 6ххх реализует свою пиковую прочность менее чем за 9 часов, или менее чем за 8 часов, или менее чем за 7 часов, или менее чем за 6 часов, или менее чем за 5 часов, или менее чем за 4 часа, или менее чем за 3 часа, или менее чем за 2 часа, или менее чем за 1 час, или менее чем за 50 минут, или менее чем за 40 минут, или менее чем за 30 минут, или менее чем за 20 минут, или менее чем за 15 минут, или менее чем за 10 минут продолжительности термической обработки, или менее. Вследствие коротких продолжительностей термической обработки возможно, чтобы для термической обработки новых изделий из алюминиевого сплава 6ххх могли быть использованы циклы сушки краски или отверждения покрытия.
ii. Пластичность
[0097] Изделие из алюминиевого сплава может реализовать хорошую пластичность и в сочетании с вышеописанными прочностями. В одном подходе изделие из алюминиевого сплава достигает относительного удлинения (L и/или LT) более 4%. В одном варианте воплощения изделие из алюминиевого сплава достигает относительного удлинения (L и/или LT) более 5%. В других вариантах воплощения изделие из алюминиевого сплава может достигать относительного удлинения (L и/или LT) по меньшей мере 6%, или по меньшей мере 7%, или по меньшей мере 8%, или по меньшей мере 9%, или по меньшей мере 10%, или по меньшей мере 11%, или по меньшей мере 12%, или по меньшей мере 13%, или по меньшей мере 14%, или по меньшей мере 15%, или по меньшей мере 16%, или более.
iii. Вязкость разрушения
[0098] Новые изделия из алюминиевого сплава 6ххх могут реализовать хорошие свойства вязкости разрушения. Свойства вязкости разрушения обычно измеряют в соответствии со стандартами ASTM Е399 и ASTM В645 для вязкости разрушения при плоской деформации (например, KIC и KQ) и в соответствии со стандартами ASTM Е561 и В646 для вязкости разрушения при плосконапряженном состоянии (например, Kapp и KR25).
[0099] В одном варианте воплощения новое изделие из алюминиевого сплава 6ххх реализует снижение вязкости разрушения не более 10% относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6. В других вариантах воплощения новое изделие из алюминиевого сплава 6ххх реализует снижение вязкости разрушения не более 9%, или не более 8%, или не более 7%, или не более 6%, или не более 5%, или не более 4%, или не более 3%, или не более 2%, или не более 1% относительно эталонного варианта изделия из алюминиевого сплава 6ххх в состоянии Т6. В одном варианте воплощения новое изделие из алюминиевого сплава 6ххх реализует вязкость разрушения, по меньшей мере эквивалентную вязкости разрушения эталонного варианта изделия из алюминиевого сплава 6ххх в состоянии Т6.
iv. Коррозионное растрескивание под напряжением
[00100] Новые изделия из алюминиевого сплава 6ххх могут реализовать хорошее сопротивление коррозионному растрескиванию под напряжением. Сопротивление коррозионному растрескиванию под напряжением (SCC) обычно измеряют в соответствии со стандартом ASTM G47. Например, новое изделие из алюминиевого сплава 6ххх может достигать хорошей прочности и/или вязкости и с хорошим сопротивлением коррозии SCC. В одном варианте воплощения новое изделие из алюминиевого сплава 6ххх реализует сопротивление коррозии Уровня 1. В еще одном варианте воплощения новое изделие из алюминиевого сплава 6ххх реализует сопротивление коррозии Уровня 2. В еще одном дополнительном варианте воплощения новое изделие из алюминиевого сплава 6ххх реализует сопротивление коррозии Уровня 3. В еще одном дополнительном варианте воплощения новое изделие из алюминиевого сплава 6ххх реализует сопротивление коррозии Уровня 4.
v. Устойчивость к расслаиванию
[00101] Новые изделия из алюминиевого сплава 6ххх могут быть устойчивыми к расслаиванию. Устойчивость к расслаиванию обычно измеряют в соответствии со стандартом ASTM G34. В одном варианте воплощения изделие из алюминиевого сплава реализует EXCO (стойкость к коррозионному расслаиванию) с оценкой «ЕВ» или лучше. В еще одном варианте воплощения изделие из алюминиевого сплава реализует EXCO с оценкой «ЕА» или лучше. В еще одном дополнительном варианте воплощения изделие из алюминиевого сплава реализует EXCO с оценкой «Р» или лучше.
vi. Внешний вид
[00102] Изделия из алюминиевого сплава, обработанные в соответствии с раскрытыми здесь новыми способами, могут реализовывать улучшенный внешний вид. Указанные ниже стандарты внешнего вида могут быть измерены прибором Hunterlab Dorigon II (фирмы Hunter Associates Laboratory INC, Рестон, Вирджиния) или сравнимым прибором.
[00103] Изделия из алюминиевого сплава, обработанные в соответствии с раскрытыми здесь новыми способами, могут реализовывать на по меньшей мере 5% более высокий коэффициент зеркального отражения по сравнению с эталонным изделием из алюминиевого сплава в состоянии Т6. В одном варианте воплощения новые изделия из алюминиевого сплава реализуют на по меньшей мере 6% более высокий коэффициент зеркального отражения по сравнению с эталонным изделием из алюминиевого сплава в состоянии Т6. В других вариантах воплощения новые изделия из алюминиевого сплава реализуют по меньшей мере на 7% более высокий коэффициент зеркального отражения, или по меньшей мере на 8% более высокий коэффициент зеркального отражения, или по меньшей мере на 9% более высокий коэффициент зеркального отражения, или по меньшей мере на 10% более высокий коэффициент зеркального отражения, или по меньшей мере на 11% более высокий коэффициент зеркального отражения, или по меньшей мере на 12% более высокий коэффициент зеркального отражения, или по меньшей мере на 13% более высокий коэффициент зеркального отражения, или более по сравнению с эталонным изделием из алюминиевого сплава в состоянии Т6.
[00104] Изделия из алюминиевого сплава, обработанные в соответствии с раскрытыми здесь новыми способами, могут реализовывать на по меньшей мере 10% более высокое диффузное рассеяние под углом 2 градуса по сравнению с эталонным изделием из алюминиевого сплава в состоянии Т6. В одном варианте воплощения новые изделия из алюминиевого сплава реализуют на по меньшей мере 12% более высокое диффузное рассеяние под углом 2 градуса по сравнению с эталонным изделием из алюминиевого сплава в состоянии Т6. В других вариантах воплощения новые изделия из алюминиевого сплава реализуют по меньшей мере на 14% более высокое диффузное рассеяние под углом 2 градуса, или по меньшей мере на 16% более высокое диффузное рассеяние под углом 2 градуса, или по меньшей мере на 18% более высокое диффузное рассеяние под углом 2 градуса, или по меньшей мере на 20% более высокое диффузное рассеяние под углом 2 градуса, или по меньшей мере на 22% более высокое диффузное рассеяние под углом 2 градуса, или более, по сравнению с эталонным изделием из алюминиевого сплава в состоянии Т6.
[00105] Изделия из алюминиевого сплава, обработанные в соответствии с раскрытыми здесь новыми способами, могут реализовывать на по меньшей мере 15% более высокую четкость изображения по сравнению с эталонным изделием из алюминиевого сплава в состоянии Т6. В одном варианте воплощения новые изделия из алюминиевого сплава реализуют на по меньшей мере 18% более высокую четкость изображения по сравнению с эталонным изделием из алюминиевого сплава в состоянии Т6. В других вариантах воплощения новые изделия из алюминиевого сплава реализуют по меньшей мере на 21% более высокую четкость изображения, или по меньшей мере на 24% более высокую четкость изображения, или по меньшей мере на 27% более высокую четкость изображения, или по меньшей мере на 30% более высокую четкость изображения, или более по сравнению с эталонным изделием из алюминиевого сплава в состоянии Т6.
I. Применения продуктов
[00106] Описываемые здесь новые способы могут найти применение в разнообразных областях применения продуктов. В одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в аэрокосмической отрасли по таким назначениям, как обшивки (верхняя и нижняя) или стрингеры/элементы жесткости крыльев, обшивка или стрингеры фюзеляжа, нервюры, каркасы, лонжероны, направляющие сидений, шпангоуты, окружные шпангоуты, хвостовое оперение (такое как горизонтальные и вертикальные стабилизаторы), балки пола, направляющие кресел, двери и детали поверхностей управления (например, рулей, элеронов), помимо прочего. Многие потенциальные преимущества могли бы быть реализованы в таких компонентах благодаря применению продуктов, обеспечивающих более высокую прочность, превосходную коррозионную стойкость, повышенную устойчивость к возникновению и росту усталостных трещин и повышенную вязкость разрушения, и это только несколько примеров. Улучшенные сочетания таких свойств могут иметь результатом экономию веса или сокращенную периодичность проверок, или и то, и другое.
[00107] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в областях применения военного снаряжения/баллистики/воинских целей, таких как в боеприпасах и броне, наряду с прочим. Боеприпасы могут включать те, которые используются в стрелковом оружии и пушках, или для артиллерийских или танковых снарядов. Другие возможные компоненты боеприпасов включали бы обоймы и стабилизаторы. Артиллерийские компоненты взрывателей представляют собой еще один возможный вариант применения, равно как и стабилизаторы и поверхности управления для бомб и ракет точного наведения. Броневые компоненты могли бы включать броневые плиты или конструктивные элементы для военных транспортных средств. В таких вариантах применения продукты могли бы обеспечивать сокращения веса или повышенную надежность или точность.
[00108] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в вариантах применения крепежных деталей, таких как болты, заклепки, винты, шурупы, шпильки, шпонки, гайки и стопорные болты, которые могут быть применены в промышленной технике и/или отраслях аэрокосмической промышленности, помимо прочих. В этих вариантах применения продукты могли бы быть использованы вместо других более тяжелых материалов, таких как титановые сплавы или стали, для снижения веса. В других случаях продукты могли бы обеспечивать превосходную прочность.
[00109] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в автомобильной промышленности по таким назначениям, как кузовные детали (например, крышки капота, крылья, двери, крыши и крышки багажника, помимо прочего), колесные диски, и, наряду с другими, в критических по прочности вариантах применения, таких как в неокрашенных кузовах (например, стойки, усилители). В некоторых из этих вариантов применения продукты могут обеспечить сокращение размеров деталей и экономию веса.
[00110] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в морской технике, такой как для кораблей и лодок (например, наряду с другими, корпуса, палубы, мачты и надстройки судов). В некоторых из этих вариантов применения продукты могли бы использоваться для обеспечения возможности сокращения толщины стенок и снижения веса. В некоторых прочих случаях продукты могли бы быть применены для замены продуктов с худшей стойкостью к коррозии, обеспечивая тем самым повышенную надежность и сроки службы.
[00111] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют на железнодорожном транспорте по таким назначениям, как для вагонов-бункеров, вагонов-цистерн и крытых товарных вагонов, наряду с прочими. В случае вагонов-бункеров или цистерн продукты могли бы быть использованы для самих бункеров и цистерн или для несущих конструкций. В этих случаях продукты могли бы обеспечивать снижение веса (благодаря сокращению толщины стенки) или повышенную совместимость с перевозимыми продуктами.
[00112] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют на наземном транспорте, таком как автомобили-тягачи, прицепы-фургоны, прицепы с безбортовой платформой, автобусы, грузовые фургоны, жилые фургоны (RV), вездеходы (ATV) и тому подобные. Для автомобилей-тягачей, автобусов, грузовых и жилых фургонов продукты могли бы быть применены для кузовных деталей или рам, бамперов или топливных баков, обеспечивая уменьшение толщины стенок и сокращение веса. Соответственно этому, изделия могли бы быть применены в колесных дисках для обеспечения повышенной долговечности или экономии веса или улучшения внешнего вида.
[00113] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в нефтегазовой отрасли, например, для колонн, вспомогательных трубопроводов, обсадных труб, штуцерных линий и линий глушения скважины, нефтепроводов и спускных труб, наряду с другими. В этих вариантах применения продукт мог бы сделать возможным сокращение толщины стенок и снижение веса. Другие варианты применения могли бы включать замену альтернативных материалов для улучшения коррозионных характеристик или замену альтернативных материалов для улучшения совместимости с буровыми или добываемыми текучими средами. Продукты также могли бы использоваться для вспомогательного оборудования, применяемого в разведочных работах, таком как жилые модули и взлетно-посадочные площадки для вертолетов, помимо прочих.
[00114] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют для упаковки, такой как крышки и отрывные клапана, банки для пищевых продуктов, бутылки, лотки и крышки, помимо прочих. В этих вариантах применения преимущества могли бы включать возможность сокращения толщины стенок и снижения веса и стоимости упаковки. В других случаях продукт имел бы улучшенную совместимость с содержимым упаковки или повышенную коррозионную стойкость.
[00115] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в отражателях, таких как, наряду с прочим, для осветительных приборов, зеркал и концентраторов солнечной энергии. В этих вариантах применения продукты могли бы обеспечивать лучшие качества отражения в непокрытом, покрытом или анодированном состоянии, при данном уровне прочности.
[00116] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в архитектуре, например, для стеновых панелей/фасадов зданий, входов, рамных конструкций и навесных перегородок, наряду с прочим. В таких вариантах применения продукт мог бы обеспечивать превосходный внешний вид или долговечность или сокращение веса, связанное с уменьшением толщины.
[00117] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в электротехнике, например, для разъемов, клемм, кабелей, токопроводящих шин и проводов, наряду с прочим. В некоторых случаях продукт мог бы предоставить уменьшенную склонность к провисанию при данной токонесущей способности. Разъемы, изготовленные из такого продукта, могли бы иметь повышенную способность сохранять высокую целостность соединений с течением времени. В прочих проводах или кабелях продукт мог бы обеспечивать улучшенные усталостные характеристики при данном уровне токонесущей способности.
[00118] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют для получения металловолокнистых многослойных материалов, например, для изготовления высокопрочных листовых продуктов, используемых в ламинате, помимо прочих, которые могли бы обеспечивать уменьшение толщины и снижение веса.
[00119] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в промышленном строительстве, например, для профилированного толстого листа, ящиков для инструментов, настилов с болтовыми соединениями, настилов мостов и пандусов, помимо прочих, где улучшенные свойства могли бы позволить уменьшить толщину и снизить вес или сократить расход материалов.
[00120] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в контейнерах (баках) для текучих сред, наряду с прочими, таких как для обечаек, днищ и бочек. В некоторых случаях баки могли бы использоваться для статического хранения. В других ситуациях баки могли бы составлять часть ракет-носителей или воздушных судов. Преимущества в этих вариантах применения могли бы включать сокращение толщины стенок или улучшение совместимости с содержащимися продуктами.
[00121] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в потребительских товарах, таких как портативные компьютеры, сотовые телефоны, фото- или видеокамеры, мобильные музыкальные проигрыватели, переносные устройства, компьютеры, телевизоры, микроволновые печи, кухонная утварь, мойки/сушилки, холодильники, спортивные товары, или любая другая бытовая электроника, требующая долговечности и желательного внешнего вида. В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в медицинских устройствах, системах безопасности и канцелярских принадлежностях, помимо прочего.
[00122] В еще одном варианте воплощения новый способ применим к процессу холодного расширения отверстий, такому как для обработки отверстий с целью повышения усталостной прочности, помимо прочего, который может иметь результатом градиент холодной обработки давлением и специально подобранные свойства, как описано выше. Этот процесс холодного расширения отверстий может быть применимым к кованым (штампованным) колесным дискам и конструкциям воздушных судов, наряду с другими.
[00123] В еще одном варианте воплощения новый способ применим к процессам холодного прессования с обратным истечением, таким как для производства банок, бутылок, емкостей для аэрозолей и баллонов для сжатого газа, помимо прочих. В этих случаях продукт мог бы обеспечить более высокую прочность, которая могла бы снизить расход материала. В других случаях улучшенная совместимость с содержимым могла бы привести к увеличению срока годности при хранении.
[00124] В еще одном варианте воплощения продукт, изготовленный описываемыми здесь новыми способами, используют в теплообменниках, таких как для изготовления трубных решеток и ребер, наряду с прочими, где более высокая прочность может приводить к сокращению расхода материала. Также могли бы быть достигнуты повышенная долговечность и более длительный срок службы.
[00125] В еще одном варианте воплощения новый способ применим к процессам конформования, таким как для получения деталей теплообменников, например, трубных решеток, где более высокая прочность может превратиться в сокращенный расход материала. Также могли бы быть достигнуты повышенная долговечность и более длительный срок службы.
[00126] Новые продукты из алюминиевого сплава 6ххх могут найти применение в области многослойных материалов. Например, возможно, что многослойный продукт может быть сформирован с использованием изделия из алюминиевого сплава 6ххх в качестве первого слоя и любого из сплавов 1ххх-8ххх, используемого в качестве второго слоя. Фиг.12 иллюстрирует один вариант воплощения способа получения многослойных продуктов. В проиллюстрированном варианте воплощения может быть получен (107) многослойный продукт, после чего его подвергают гомогенизации (122), горячей прокатке (126), закалке (140), а затем холодной прокатке (220), как описано выше в отношении фиг.9. Многослойные продукты могут быть получены многосплавным литьем, соединением прокаткой и металлургическим соединением, помимо прочих. Методы многосплавного литья включают описанные в публикациях заявки на патент США № 20030079856 на имя Kilmer и др., заявки на патент США № 20050011630 на имя Anderson и др., заявки на патент США № 20080182122 на имя Chu и др., и WO2007/098583 на имя Novelis (так называемый процесс литья FUSIONTM).
[00127] Эти и другие аспекты, преимущества и новые признаки этой новой технологии изложены отчасти в нижеследующем описании и будут понятны специалистам в этой области техники после ознакомления с описанием и фигурами или могут быть выявлены при практической реализации одного или более вариантов воплощения технологии, представленной в этой заявке на патент.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00128] Фиг.1 представляет блок-схему, иллюстрирующую традиционный способ получения продуктов из алюминиевого сплава.
[00129] Фиг.2 представляет блок-схему, иллюстрирующую новый способ получения продуктов из алюминиевого сплава.
[00130] Фиг.3-8 представляют блок-схемы, иллюстрирующие разнообразные варианты воплощения приготовления изделия из алюминиевого сплава для послезакалочной холодной обработки давлением.
[00131] Фиг.9 представляет блок-схему, иллюстрирующую один вариант воплощения способа получения катаного изделия из алюминиевого сплава.
[00132] Фиг.10 представляет график, иллюстрирующий R-значения как функцию угла ориентации для разнообразных изделий из алюминиевого сплава.
[00133] Фиг.11а-11е представляют оптические микрофотографии, иллюстрирующие микроструктуры изделий из алюминиевого сплава; эти оптические микрофотографии были получены анодированием образцов и обследованием их в поляризованном свете.
[00134] Фиг.12 представляет блок-схему, иллюстрирующую один способ получения многослойных продуктов из алюминиевых сплавов.
[00135] Фиг.13 представляет схематический вид, иллюстрирующий направления L, LT и ST прокатанного продукта.
[00136] Фиг.14-22 представляют графики, иллюстрирующие реакцию разнообразных изделий из алюминиевого сплава 6ххх на термическую обработку.
[00137] Фиг.23 представляет график, иллюстрирующий пластичность разнообразных изделий из алюминиевого сплава 6ххх как функцию времени, когда термическую обработку проводили при 350°F.
[00138] Фиг.24 представляет график, иллюстрирующий усталостную характеристику разнообразных изделий из алюминиевого сплава 6ххх.
[00139] Фиг.25 представляет график, иллюстрирующий линии тренда усталостной характеристики разнообразных изделий из алюминиевого сплава 6ххх на основе данных из фиг.24.
[00140] Фиг.26 представляет график, иллюстрирующий свойства прочности и вязкости разрушения разнообразных изделий из алюминиевого сплава 6ххх.
[00141] Фиг.27-35 представляют графики, иллюстрирующие разнообразные свойства разнообразных изделий из сплава 6013, как обработанных традиционно, так и обработанных в соответствии с описываемыми здесь новыми способами.
[00142] Фиг.36 представляет график, иллюстрирующий разнообразные свойства разнообразных изделий из сплава 6061, как обработанных традиционно, так и обработанных в соответствии с описываемыми здесь новыми способами.
[00143] Фиг.37 представляет график, иллюстрирующий разнообразные свойства разнообразных изделий из сплава 6022, как обработанных традиционно, так и обработанных в соответствии с описываемыми здесь новыми способами.
[00144] Фиг.38-39 представляют графики, иллюстрирующие R-значения как функцию угла ориентации для разнообразных изделий из алюминиевых сплавов 6022 и 6061.
[00145] Фиг.40-51 представляют графики, иллюстрирующие разнообразные свойства изделий из алюминиевого сплава 6ххх с высоким содержанием магния, как обработанных традиционно, так и обработанных в соответствии с описываемыми здесь новыми способами.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Пример 1 - Испытания алюминиевого сплава 6ххх с медью и цинком
[00146] Литьем в кристаллизатор с прямым охлаждением отливали слиток алюминиевого сплава 6ххх с медью и цинком («сплав 6ххх+Cu+Zn»). Этот сплав подобен сплаву, раскрытому в патенте США № 6537392. Сплав 6ххх+Cu+Zn имеет состав, приведенный ниже в таблице 3.
Состав алюминиевого сплава 6ххх+Cu+Zn (все значения в % масс.)
После литья слиток подвергают гомогенизации и затем горячей прокатке до промежуточной толщины 2,0 дюйма. Изделие с толщиной 2,0 дюйма разрезают на пять секций, изделия А-Е.
[00147] Изделие А обрабатывают традиционно в лист горячей прокаткой плиты толщиной 2,0 дюйма до второй промежуточной толщины 0,505 дюйма, затем холодной прокаткой в лист, имеющий конечную толщину 0,194 дюйма, после чего его закаливают (Лист А), растягивают на примерно 1% для плоскостности.
[00148] Изделия В-Е обрабатывают в лист с использованием нового способа горячей прокаткой до вторых промежуточных толщин 1,270 дюйма (Изделие Е), 0,499 дюйма (Изделие D), 0,315 дюйма (Изделие С) и 0,225 дюйма (изделие В), а затем закалкой, а затем холодной прокаткой этих изделий до листа с конечной толщиной примерно 0,200 дюйма. Лист В получает примерно 11% ХОД, Лист С получает примерно 35% ХОД, Лист D получает 60% ХОД, а Лист Е получает примерно 85% ХОД.
[00149] Образцы испытания 1
[00150] Образец Листа А подвергают термической обработке при 350°F. Поскольку Лист А был подвергнут закалке и затем термической обработке, т.е. никакой холодной обработки давлением не применяли между стадиями закалки и термической обработки, Лист А рассматривается как обработанный до состояния Т6. Механические свойства образца из Листа А измерены в зависимости от времени с разнообразными интервалами.
[00151] Проводят термическую обработку разнообразных образцов из Листов В-Е. Первый набор термообрабатывают при 300°F, второй набор термообрабатывают при 325°F, третий набор термообрабатывают при 350°F, четвертый набор термообрабатывают при 375°F, а пятый набор термообрабатывают при 400°F. Механические свойства каждого из образцов из Листов В-Е измерены в зависимости от времени с разнообразными интервалами.
[00152] Фиг.14-23 иллюстрируют реакцию на термическую обработку Листов А-Е. Листы, изготовленные новым способом (Листы В-Е), достигают более высокой прочности и за более короткий отрезок времени по сравнению с традиционным листовым продуктом (Лист А). Таблица 4 ниже иллюстрирует некоторые из механических свойств при растяжении с использованием условия термической обработки при 350°F, причем все значения приведены в ksi и в направлении LT (длинном поперечном).
Прочность сплава 6ххх+Cu+Zn при разнообразных продолжительностях термической обработки (350°F)
(Т6)
(старый)
85% ХОД (новый)
60% ХОД (новый)
35% ХОД (новый)
11% ХОД (новый)
(ч)
[00153] Как проиллюстрировано выше в таблице 4 и на фиг.16, Листы С-Е, изготовленные новым способом и имеющие холодную обработку давлением по меньшей мере 25%, реализуют повышение прочности по сравнению с Листом А. Действительно, Лист Е с 85% ХОД, термически обработанный при 350°F, достигает прочности примерно 70,9 ksi и только за 2 часа термической обработки (его пиковая прочность может быть и выше, поскольку он достигает высокой прочности так быстро). Традиционно обработанный лист (Лист А) в состоянии Т6 достигает своей измеренной наивысшей прочности в течение примерно 16 часов термической обработки, и при том достигает прочности только примерно 55,3 ksi. Другими словами, новый Лист Е достигает примерно 28%-го повышения предела текучести при растяжении относительно прочности традиционно приготовленного материала, и всего за 2 часа термической обработки (т.е. на 87,5% быстрее; (1-2/16)×100%=87,5%). Иначе говоря, новый Лист Е достигает примерно 28%-го повышения прочности по сравнению с традиционным Листом А и примерно за одну десятую времени, необходимого Листу А для достижения его пиковой прочности 55,3 ksi.
[00154] Листы С, D и Е с более чем 25%-ной холодной обработкой давлением реализуют пределы текучести при растяжении сверх 60 ksi. Листы D и Е соответственно с 60% и 85% холодной обработки давлением реализуют пределы текучести при растяжении свыше 65 ksi, показывая, что холодная обработка давлением более 35%, такая как холодная обработка давлением более 50%, может потребоваться для постоянного достижения пределов текучести при растяжении сверх 60 ksi для этого конкретного сплава.
[00155] Фиг.19-21 иллюстрируют пределы текучести для Листов В-Е при разнообразных температурах термической обработки. Как проиллюстрировано, при более высоких температурах термической обработки время, необходимое для достижения данного предела текучести, постепенно сокращается. Благодаря этой короткой продолжительности термической обработки возможно, что циклы сушки краски или отверждения покрытия могли бы быть использованы для термической обработки новых изделий из алюминиевого сплава 6ххх, делая их особенно пригодными для применения в автомобильной отрасли и производстве упаковки из жестких контейнеров, помимо всего прочего.
[00156] Имея в виду эти значительные повышения прочности, следовало ожидать существенного снижения пластичности у Листов В-Е. Однако, как показано ниже в таблице 5 и на фиг.23, изделия из алюминиевого сплава 6ххх+Cu+Zn реализуют хорошие значения относительного удлинения. Все значения относительного удлинения приведены в процентах. Подобные значения относительного удлинения измерены для образцов, подвергнутых термической обработке при 300°F, 325°F, 375°F и 400°F.
Относительное удлинение (%) сплава 6ххх+Cu+Zn при разнообразных продолжительностях термической обработки (350°F)
(Т6)
(старый)
85% ХОД (новый)
60% ХОД (новый)
35% ХОД (новый)
11% ХОД (новый)
[00157] Образцы испытания 2 - Механические свойства
[00158] Образцы из Листов А-Е подвергают термической обработке, условия которой приведены ниже в таблице 6 («образцы испытания 2»). Измеряют механические свойства, усредненные значения которых также приведены в таблице 6. Листы С-Е по новому способу и с более чем 25% холодной обработкой давлением, достигают более высоких прочностей, чем Лист А - продукт старого способа, и во всех направлениях, тогда как Лист В с менее чем 25% холодной обработкой давлением реализует свойства, подобные свойствам Листа А.
Механические свойства сплава 6ххх+Cu+Zn
[00159] Образцы испытания 2 - Усталость
[00160] Образцы испытания 2 из Листов А-Е также подвергнуты испытанию на усталость при деформации в соответствии со стандартом ASTM Е606, результаты которого проиллюстрированы на фиг.24-25. Как показано, листы, изготовленные новым способом и с более чем 25% холодной обработки давлением, реализуют высокие характеристики усталости при циклических нагрузках по сравнению с традиционно обработанным материалом, т.е. Листом А в состоянии Т6. В режиме малоцикловой (с высокой деформацией) нагрузки эти листы подобны Листу А или лучше него.
[00161] Образцы испытания 2 - Вязкость разрушения
[00162] Образцы испытания 2 из Листов А-Е подвергнуты испытанию на вязкость разрушения (FT) в соответствии со стандартами ASTM Е561 и В646. Вязкость разрушения измерена с использованием М(Т)-образцов с шириной примерно 6,3 дюйма и толщиной примерно 0,2 дюйма, с начальной длиной трещины от примерно 1,5 до примерно 1,6 дюйма (2а0). Измеренные значения Kapp из испытания на вязкость разрушения приведены ниже в таблице 7. Для удобства также воспроизведены вышеуказанные значения прочности.
Значения Kapp для Листов А-Е ((М)Т, T-L, W=6,3 дюйма)
(Т6)
(старый)
11% ХОД (новый)
35% ХОД (новый)
60% ХОД (новый)
85% ХОД (новый)
[00163] Листы D-Е реализуют только слегка более низкую вязкость разрушения, чем Лист А, хотя Листы D-Е имеют гораздо более высокую прочность. Все результаты находятся в пределах относительно узкого диапазона от ~57 до 63 ksi√дюйм. Данные R-кривой (не приведены) указывают, что, несмотря на диапазон прочности материала, все Листы А-Е имеют сходные R-кривые. Фиг.26 иллюстрирует значения прочности и вязкости разрушения с использованием значений Kapp из таблицы 7 и значений прочности в направлении LT из таблицы 6. В общем, новые изделия из сплава, полученные новым способом и имеющие более 25% холодной обработки давлением, проявляют аналогичное или лучшее сочетание прочности и вязкости разрушения по сравнению с традиционно полученным Т6-продуктом. Например, Лист Е в новом способе с 85% ХОД реализует примерно 37%-ое повышение прочности, при всего примерно 1,6%-ом снижении вязкости разрушения по сравнению с Листом А в состоянии Т6.
[00164] Образцы испытания 2 - Коррозионная стойкость
[00165] Образцы испытания 2 из Листов А-Е испытаны на коррозионную стойкость в соответствии со стандартом ASTM G110. Результаты испытания обобщены ниже в таблице 8. Приведены усредненные и максимальные значения глубины коррозионного воздействия (из 10 считываний) для каждого из Листов А-Е.
Коррозионные свойства сплава 6ххх+Cu+Zn
[00166] В совокупности эти результаты показывают, что новая методология обработки не оказывает значительного влияния на коррозионные характеристики сплава. Фактически усиленная холодная обработка давлением проявляется в сокращении средней и максимальной глубины коррозионного воздействия.
[00167] Изделия из сплава 6ххх+Cu+Zn также испытаны на зеренную структуру согласно описанной выше процедуре OIM. Результаты приведены ниже в таблице 9.
Характеристики микроструктуры (OIM) сплава 6ххх+Cu+Zn
[00168] Новые изделия из сплава 6ххх+Cu+Zn с более чем 25% холодной обработки давлением имеют преимущественно нерекристаллизованную микроструктуру, имея объемную долю зерен первого типа не более 0,12 (т.е. 88% нерекристаллизованных) во всех случаях. Наоборот, контрольное изделие является почти полностью рекристаллизованным, имея объемную долю зерен первого типа 0,98 (т.е. 2% нерекристаллизованных).
[00169] R-значения изделий из сплава 6ххх+Cu+Zn также испытаны согласно процедуре получения R-значений, описанной выше. Результаты проиллюстрированы на фиг.10 и в вышеописанной таблице 2. Новые изделия из сплава 6ххх+Cu+Zn с 60% и 85% холодной обработки давлением имеют высокие нормализованные R-значения как достигающие максимального R-значения более 3,0, так и достигающие этого максимального нормализованного R-значения при угле ориентации 50°. Эти высокие R-значения могут указывать на уникальную текстуру, а значит и микроструктуру, описываемых здесь новых изделий из сплава 6ххх+Cu+Zn. Новые изделия из сплава 6ххх+Cu+Zn с 60% и 85% холодной обработки давлением также реализуют на примерно от 369% до 717% более высокие максимальные R-значения по сравнению с R-значением контрольного изделия (для цели измерения R-значений контроль представляет собой изделие в состоянии Т4, а не состоянии Т6).
Пример 2 - Испытание многослойного продукта в форме заготовки консервной банки
[00170] Несколько многослойных продуктов, содержащих АА3104 в качестве плакировки и АА6013 в качестве основы (сердцевины), получили подобно методологии вышеописанной фиг.12 и в состоянии Н. Многослойный продукт получен как в двухслойном (3014-6013), так и в трехслойном (3104-6013-3104) виде. Механические свойства многослойных продуктов испытаны как в состоянии Н1х, так и после отверждения покрытия. Результаты приведены ниже в таблице 10.
Механические свойства многослойных продуктов
[00171] Все многослойные продукты реализуют улучшенное сочетание прочности и пластичности по сравнению с продуктом из стандартного сплава 3104, реализуя повышение ПТР (после отверждения) на от примерно 17 ksi до 30 ksi, и с подобной или лучшей пластичностью. Плакирующий слой из сплава 3104 может быть использован для ограничения захвата алюминия и оксидов на протяжные штампы во время изготовления банки. Сердцевинный слой из сплава 6013 может быть термообработан во время отверждения покрытия, что может повысить его прочность.
Пример 3 - Испытание сплава 6013
[00172] Сплав 6013 по классификации Алюминиевой ассоциации получают аналогично Примеру 1 и измеряют его механические свойства. Сплав 6013 представляет собой бесцинковый, содержащий медь сплав 6ххх. Состав испытуемого сплава 6013 приведен ниже в таблице 11. Механические свойства проиллюстрированы на фиг.27-35.
Состав сплава 6013 (все значения в % масс.)
[00173] Сплав 6013 достигает пикового предела текучести при растяжении в направлении LT примерно 64-65 ksi при 75% холодной обработке давлением и 60-61 ksi при 55% холодной обработке давлением, что несколько, на 8-13 ksi, выше, чем пиковая прочность контрольного сплава (Т6). Подвергнутые холодной обработке давлением на 75% и 55% сплавы реализуют эти прочности быстрее, чем контрольный (Т6) сплав.
[00174] Оптические свойства контрольного, с 55% холодной обработкой давлением и 75% холодной обработкой давлением листов, 6013 оценивали с использованием прибора Hunterlab Dorigon II (фирмы Hunter Associates Laboratory INC, Рестон, Вирджиния). Листы сначала механически отполировали до зеркального блеска, очистили, химически отполировали, анодировали до толщины оксидного слоя 0,3 мил и загерметизировали. Для количественной оценки внешнего вида анодированной поверхности измеряли коэффициент зеркального отражения, четкость изображения и диффузное рассеяние под углом 2 градуса. Более высокие значения коэффициента зеркального отражения и четкости изображения указывают на более блестящий и более равномерный внешний вид. Более низкое диффузное рассеяние под углом 2 градуса указывает на сниженный уровень матовости в отраженном изображении. Высокие коэффициент зеркального отражения и четкость изображения и низкое диффузное рассеяние под углом 2 градуса являются важными для тех применений, где продукт используют в качестве отражателя (например, для целей освещения), и в других вариантах применения для потребительской электроники, где может быть желательной блестящая, однородная поверхность. В этих (и прочих) вариантах применения могут быть преимущественными блестящие поверхности и высокая прочность.
[00175] Измеренные оптические свойства этих листов 6013 приведены показанными в таблице 15. Как показано в таблице, оптические свойства для листов 6013 с 55% и 75% холодной обработкой давлением улучшены по сравнению с контролем. Листы 6013 с 55% и 75% холодной обработкой давлением также имеют повышенную прочность, как показано выше.
Оптические свойства сплава 6013
Контроль
Пример 4 - Испытание сплавов 6022 и 6061
[00176] Сплавы 6022 и 6061 по классификации Алюминиевой ассоциации получали аналогично Примеру 1 и измеряли их механические свойства. Сплав 6022 представляет собой бесцинковый сплав с низким содержанием меди, имеющий 0,05% масс. Cu. Сплав 6061 представляет собой еще один бесцинковый сплав с низким содержанием меди, имеющий 0,25% масс. Cu. Составы испытуемых сплавов 6022 и 6061 приведены ниже в таблицах 12 и 13. Механические свойства проиллюстрированы на фиг.36-37.
Состав сплава 6022 (все значения в % масс.)
каждый
Состав сплава 6061 (все значения в % масс.)
каждый
[00177] Ни сплав 6022, ни сплав 6061 не способны достигать предела текучести при растяжении в направлении LT более 60 ksi. Результаты Примеров 1-4 указывают, что характеристика упрочнения сплава в отношении раскрытого здесь нового способа может быть зависимой от типа и количества используемых легирующих элементов. Представляется, что улучшенные свойства могут обеспечивать легирующие элементы, которые способствуют деформационному упрочнению и/или дисперсионному упрочнению. Также представляется, что для достижения улучшенных свойств сплавы могут требовать достаточного количества растворенных веществ. Представляется, что сплав 6ххх+Cu+Zn и сплав 6013 способны достигать прочностей более 60 ksi, поскольку они содержат достаточно растворенных веществ (например, дополнительных меди и/или цинка) для обеспечения высокой степени характеристики упрочнения (деформационного и/или дисперсионного). Представляется, что сплавы 6061 и 6022 не достигают уровня прочности 60 ksi, так как они не проявляют наличия достаточного количества растворенных веществ для обеспечения высокой степени характеристики упрочнения при применении сильной холодной обработки давлением и надлежащей термической обработки.
[00178] R-значения сплавов 6061 и 6022 также испытаны согласно описанной выше процедуре получения R-значений, результаты которой проиллюстрированы на фиг.38-39. Результаты указывают, что эти сплавы имеют иную микроструктуру, нежели сплавы 6ххх+Cu+Zn и 6013 с высоким содержанием растворенных веществ. Сплав 6022 (фиг.38) не имеет максимального R-значения в диапазоне углов ориентации от 20° до 70°, как это было реализовано в сплаве 6ххх+Cu+Zn. Действительно, форма R-кривой является почти зеркальным отражением кривой контрольного образца, с реализацией своего максимального R-значения при угле ориентации 90°. Как показано на фиг.39, сплав 6061 достигает максимального R-значения при угле ориентации 45°, но достигает R-значения менее 3,0.
Пример 5 - Испытание сплава 6ххх с высоким содержанием Mg
[00179] Сплав 6ххх с высоким содержанием Mg (сплав 6ххх-high-Mg) получали в виде листа и плиты аналогично Примеру 1. Конечная толщина листа составляет 0,08 дюйма, а конечная толщина плиты составляет 0,375 дюйма. Состав сплава 6ххх-high-Mg приведен ниже в таблице 14. Сплав 6ххх-high-Mg имеет низкое содержание меди на уровне 0,14% масс. и является бесцинковым (т.е. содержит цинк только как примесь). Механические свойства сплава 6ххх-high-Mg проиллюстрированы на фиг.40-51.
Состав сплава 6ххх-high-Mg (все значения в % масс.)
каждый
[00180] Сплав 6ххх-high-Mg в виде листа достигает предела текучести при растяжении в направлении LT более 60 ksi, когда подвергнут холодной обработке давлением, и с хорошим относительным удлинением. Результаты Примеров 4 и 5 показывают, что такие сплавы 6ххх-high-Mg могут достигать предела текучести в направлении LT по меньшей мере 60 ksi при низких уровнях содержания меди и без цинка (т.е. цинк только в качестве примеси). Высокое содержание магния может способствовать характеристике деформационного упрочнения и/или характеристике дисперсионного упрочнения. Изделия из других сплавов с высоким содержанием магния могут реализовывать уровень прочности менее 60 ksi, но тем не менее могут найти применение в разнообразных областях использования продуктов.
[00181] Хотя выше были подробно описаны разнообразные варианты воплощения настоящего изобретения, очевидно, что специалистам в этой области техники придут на ум модификации и адаптации этих вариантов воплощения. Однако следует четко понимать, что такие модификации и адаптации находятся в пределах сути и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2581544C2 |
| УЛУЧШЕННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 2ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2581543C2 |
| СПОСОБ УЛУЧШЕНИЯ СПЛАВОВ 6ХХХ ПУТЕМ УМЕНЬШЕНИЯ КОЛИЧЕСТВА УЧАСТКОВ ИЗМЕНЕННОЙ ПЛОТНОСТИ | 2001 |
|
RU2276696C2 |
| АЛЮМИНИЙ-ЛИТИЕВЫЕ СПЛАВЫ СЕРИИ 2ХХХ, ИМЕЮЩИЕ НИЗКУЮ РАЗНОСТЬ ПРОЧНОСТЕЙ | 2011 |
|
RU2598423C2 |
| ВЫСОКОПРОЧНЫЕ КОВАНЫЕ ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2011 |
|
RU2580261C2 |
| УСОВЕРШЕНСТВОВАННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ СЕРИИ 6ХХХ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2013 |
|
RU2662758C2 |
| АВТОМОБИЛЬНЫЙ АЛЮМИНИЕВЫЙ ЛИСТ ВЫСОКОЙ ФОРМУЕМОСТИ С УМЕНЬШЕННОЙ ИЛИ ОТСУТСТВУЮЩЕЙ БОРОЗДЧАТОСТЬЮ ПОВЕРХНОСТИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2016 |
|
RU2699496C2 |
| СПЛАВЫ СЕРИИ 2000 С ПОВЫШЕННЫМИ ХАРАКТЕРИСТИКАМИ СТОЙКОСТИ К ПОВРЕЖДЕНИЯМ ДЛЯ АЭРОКОСМИЧЕСКОГО ПРИМЕНЕНИЯ | 2006 |
|
RU2418877C2 |
| СПЛАВЫ СЕРИИ 2000 С УЛУЧШЕННЫМИ ХАРАКТЕРИСТИКАМИ СТОЙКОСТИ К ПОВРЕЖДЕНИЯМ ДЛЯ АВИАЦИОННО-КОСМИЧЕСКОГО ПРИМЕНЕНИЯ | 2005 |
|
RU2379366C2 |
| УЛУЧШЕННЫЕ АЛЮМИНИЙ-МАГНИЙ-ЛИТИЕВЫЕ СПЛАВЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2665655C2 |
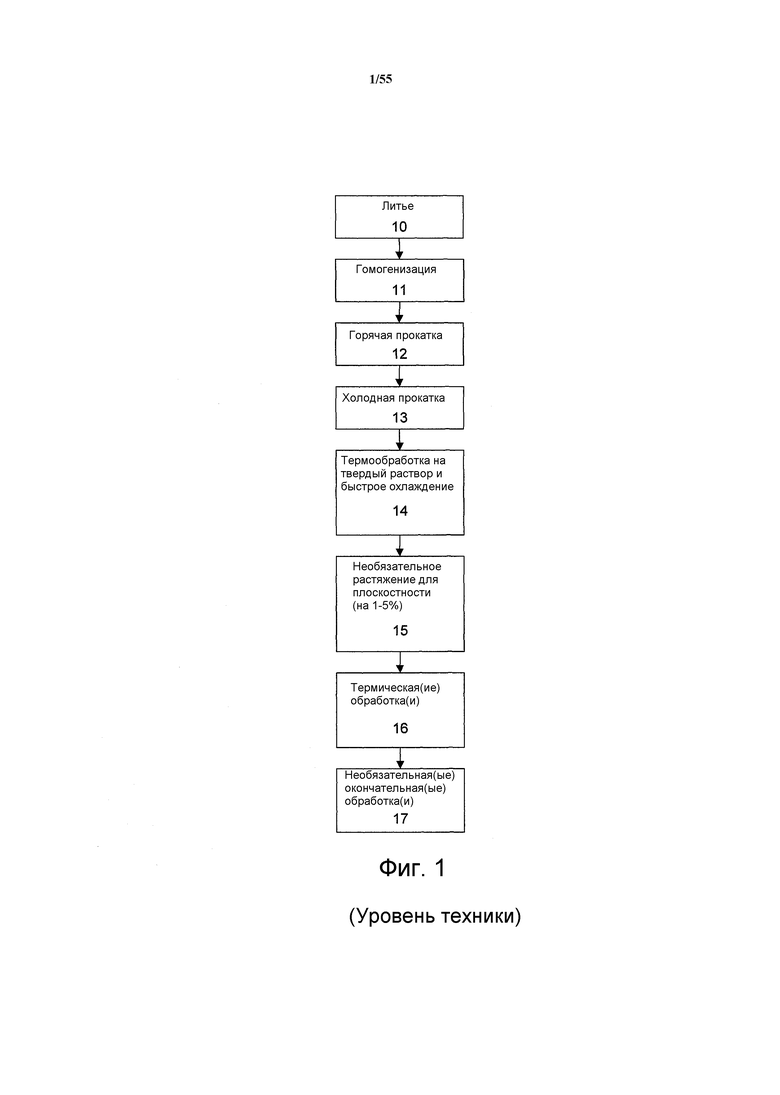
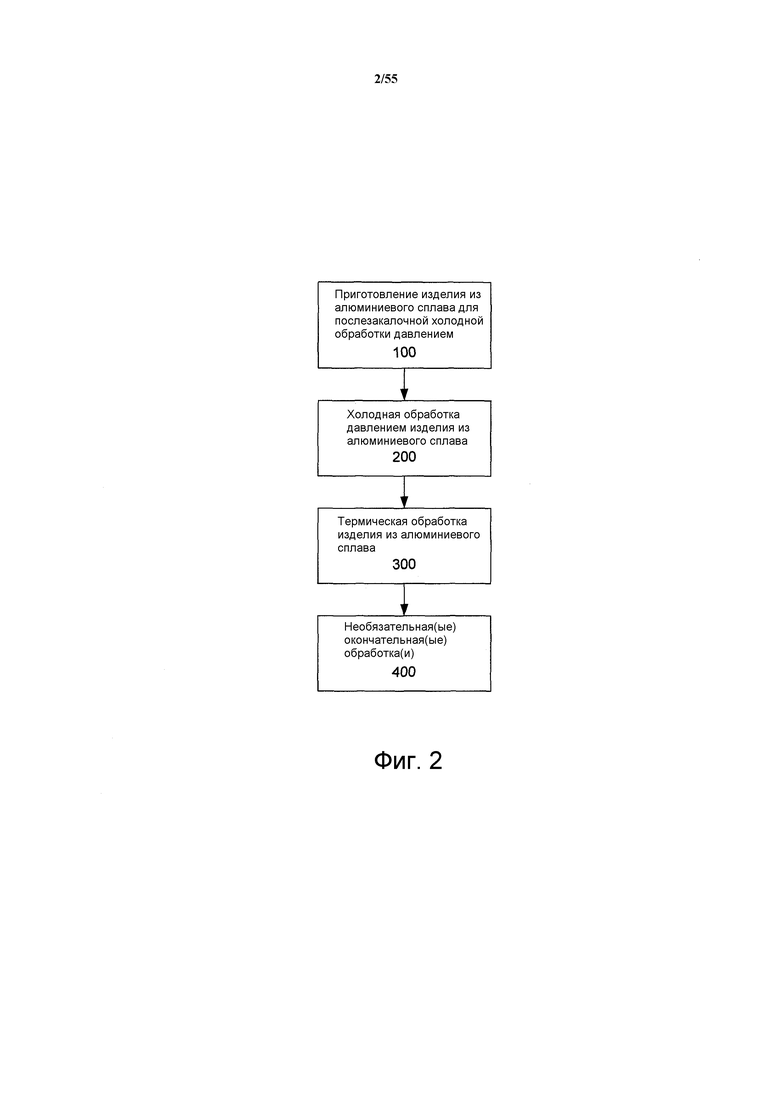
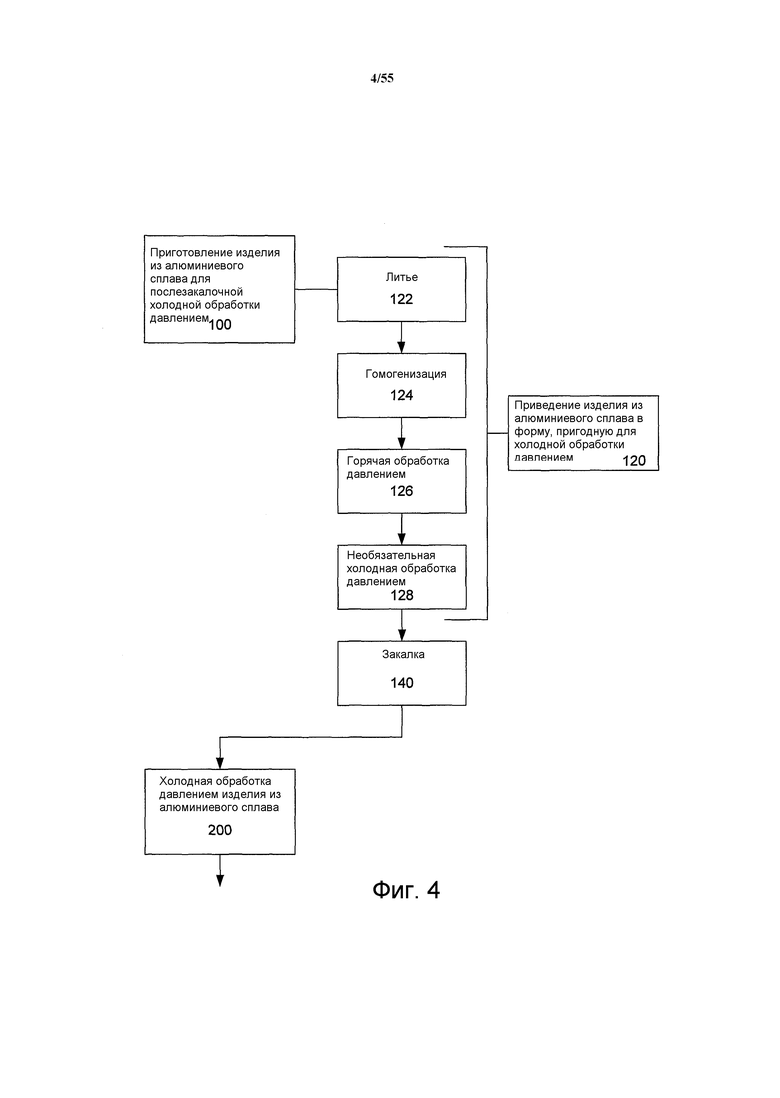
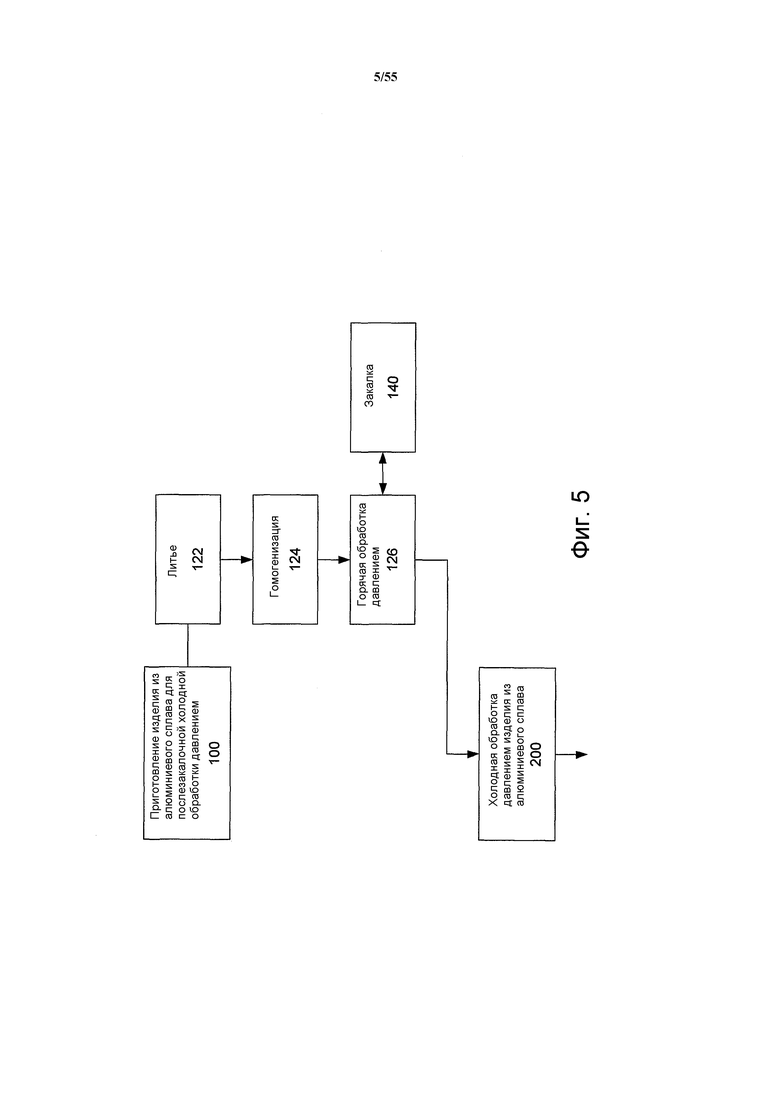
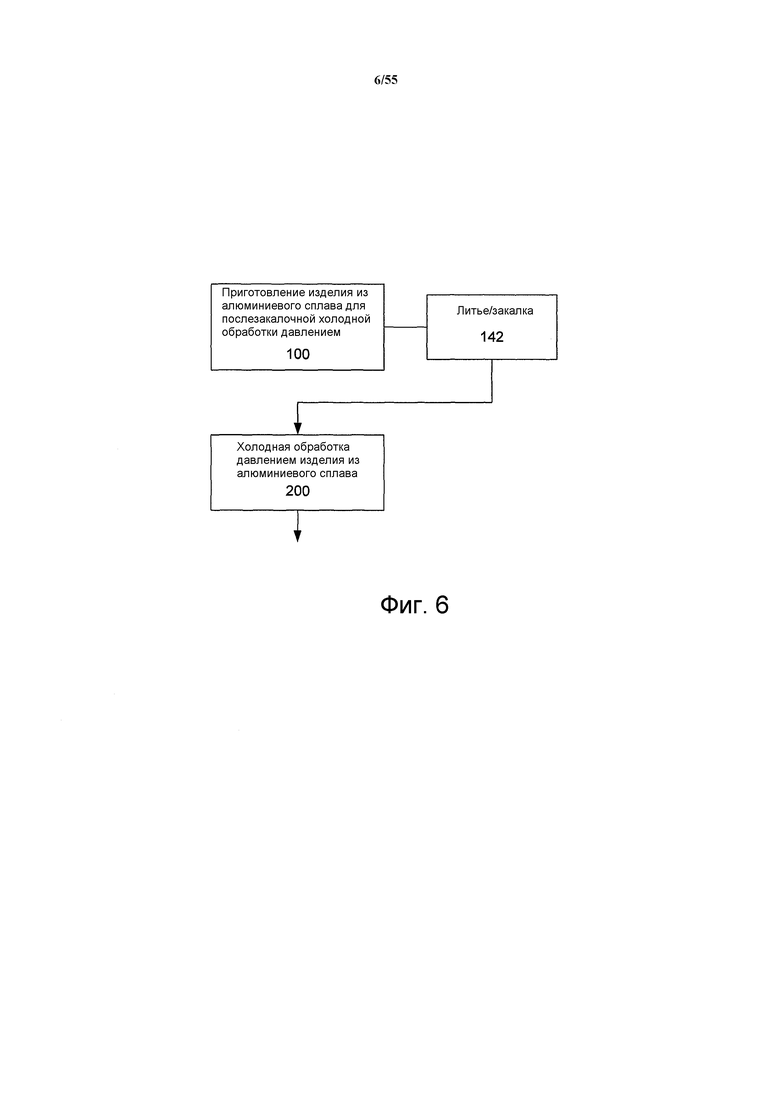
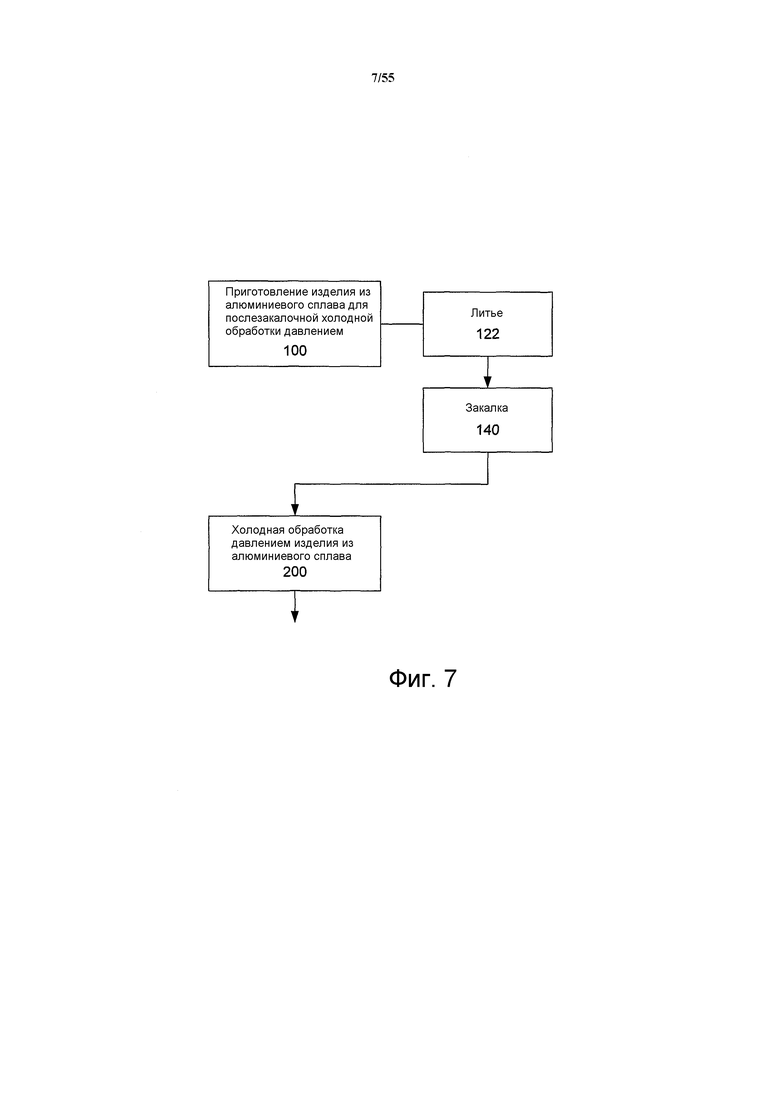
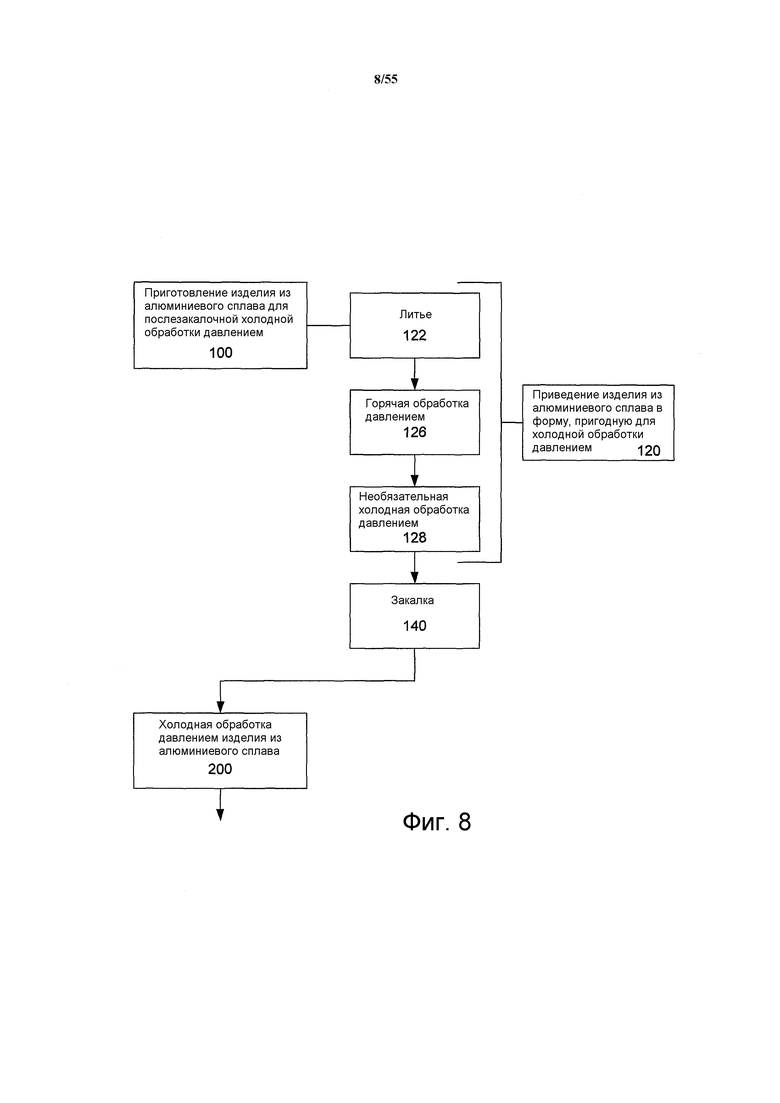
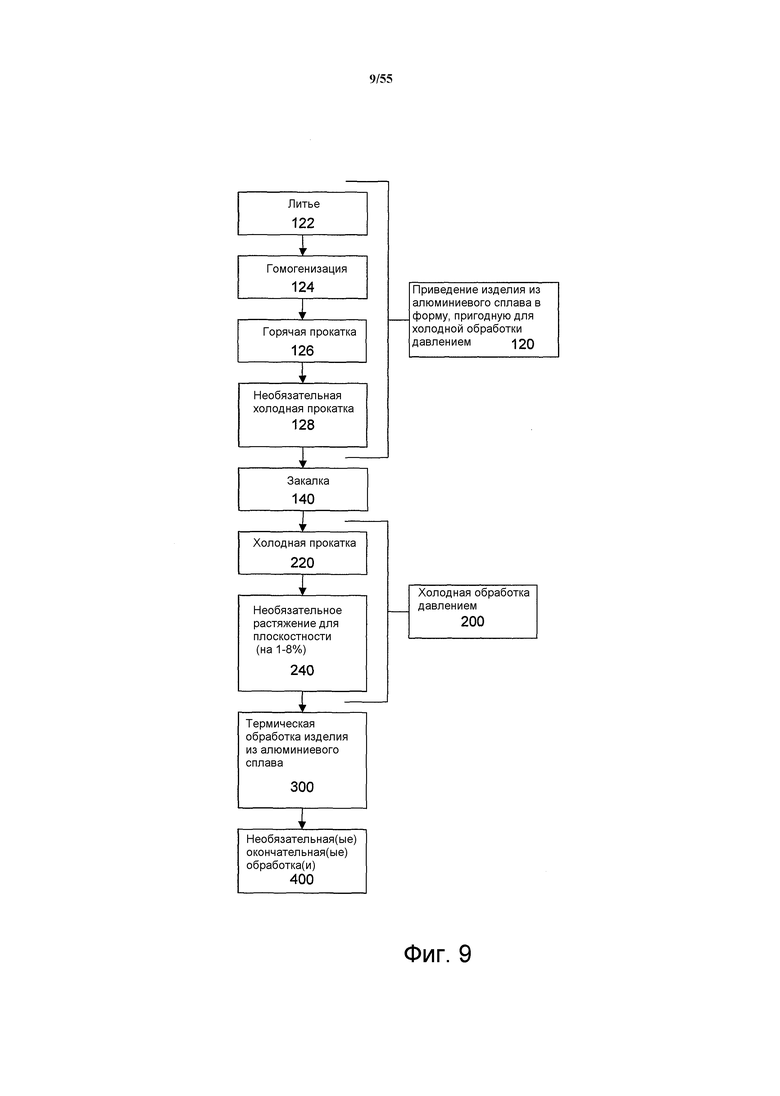
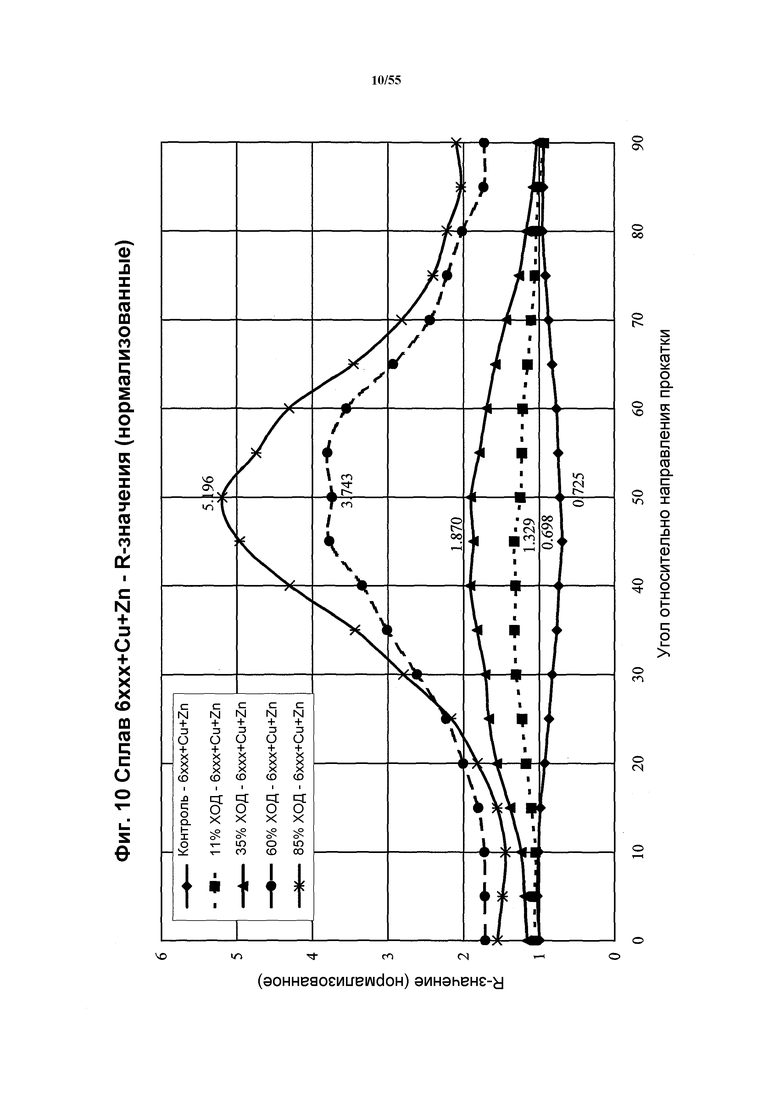
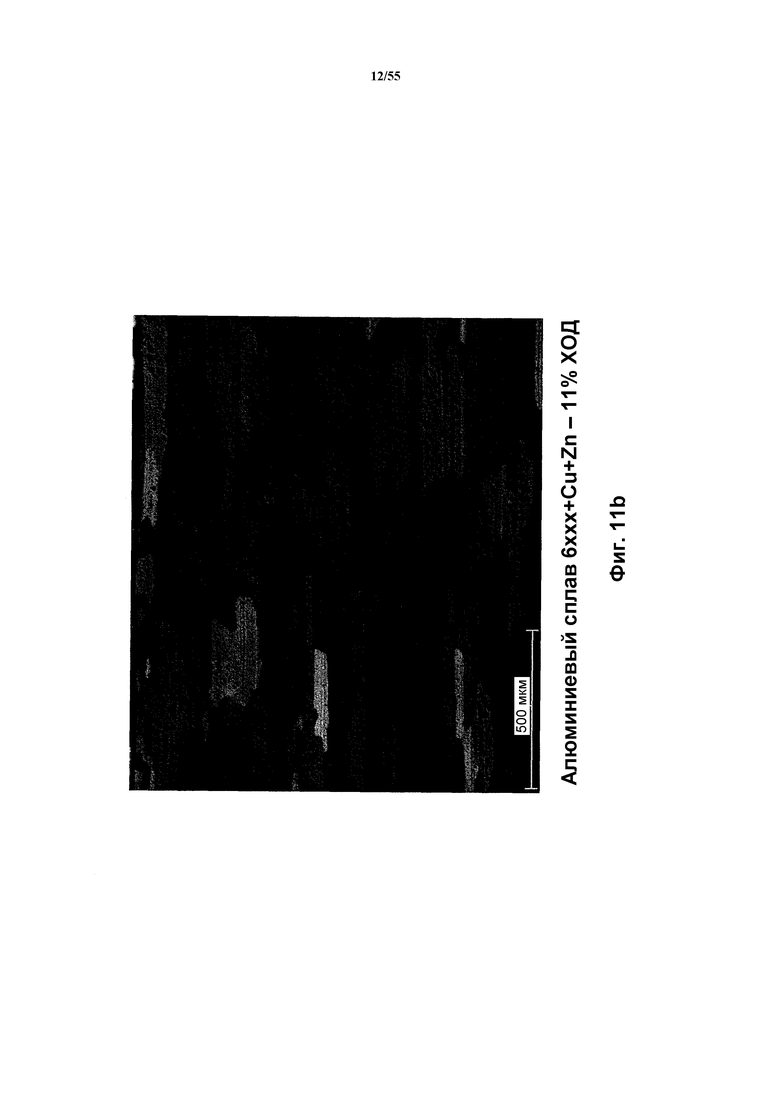
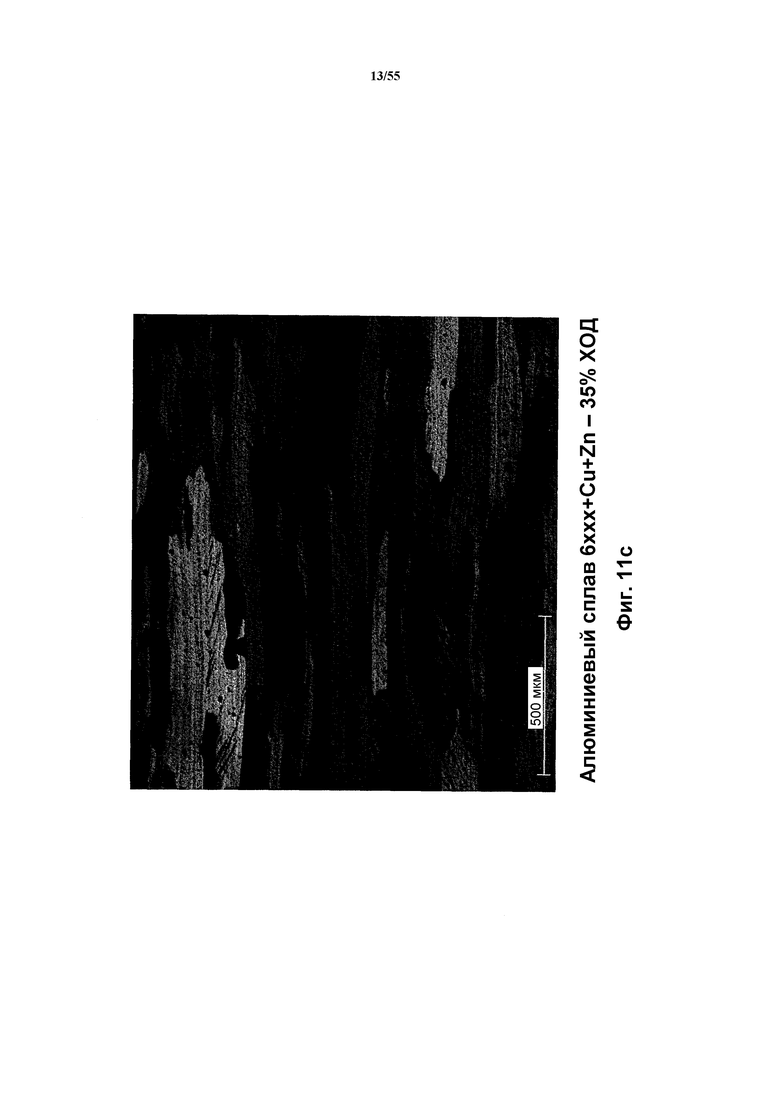
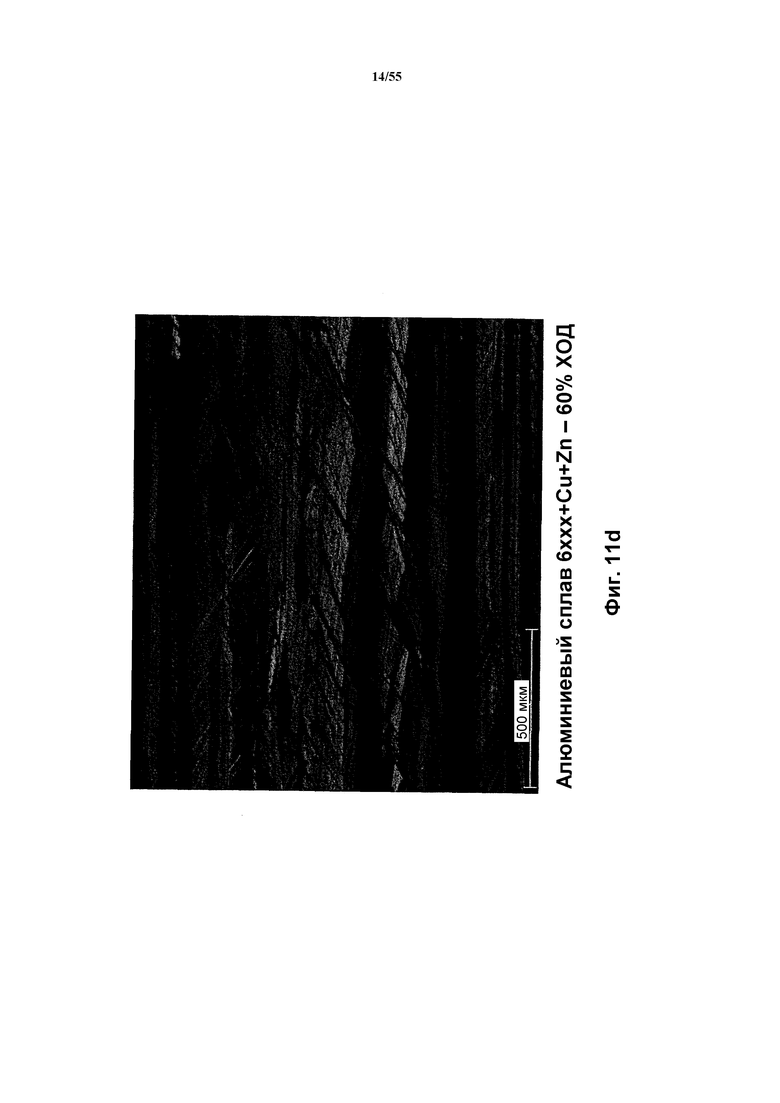
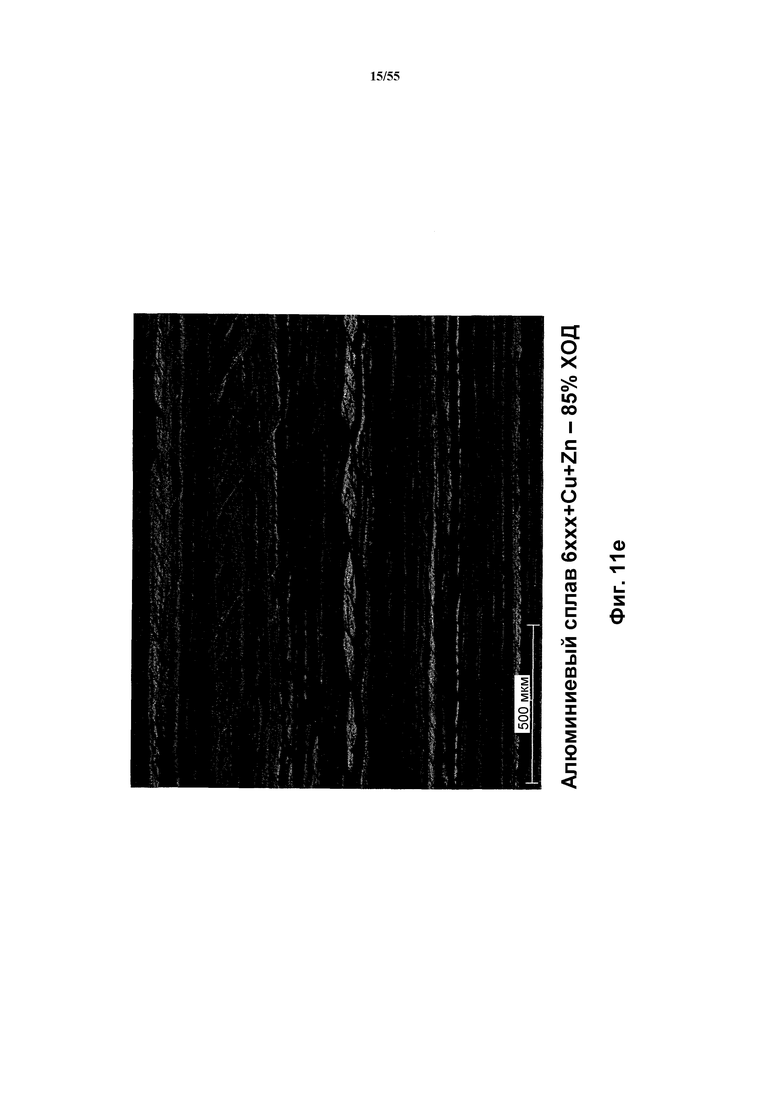
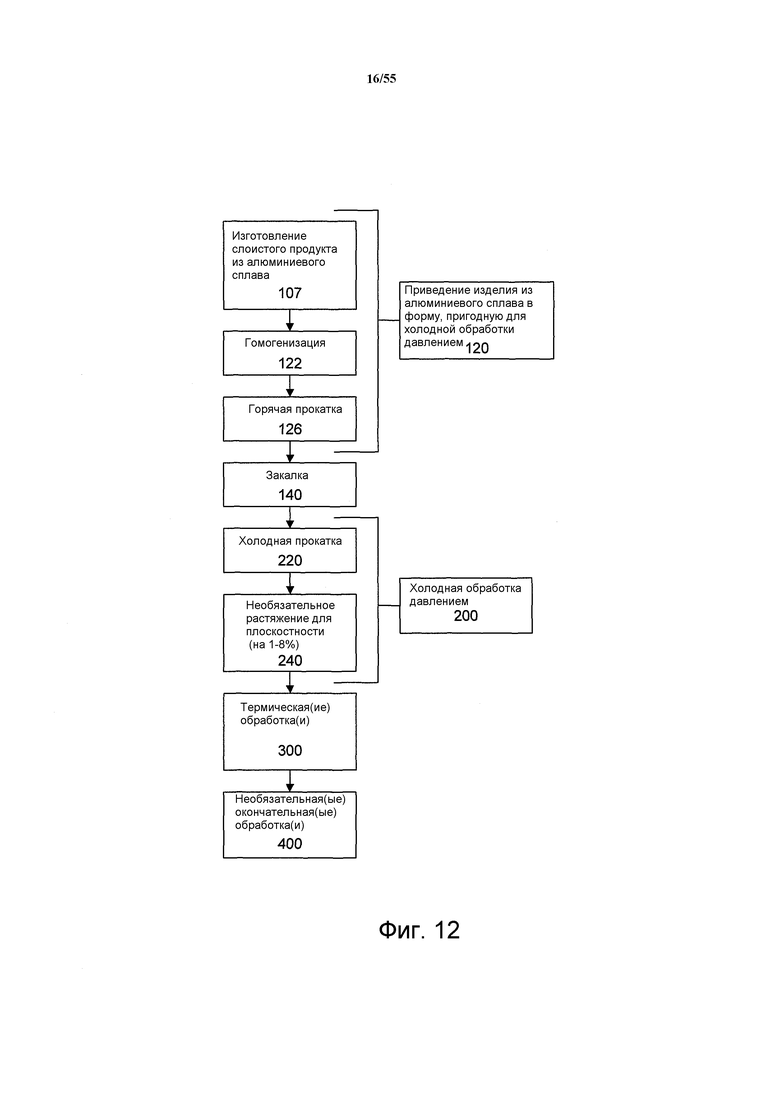
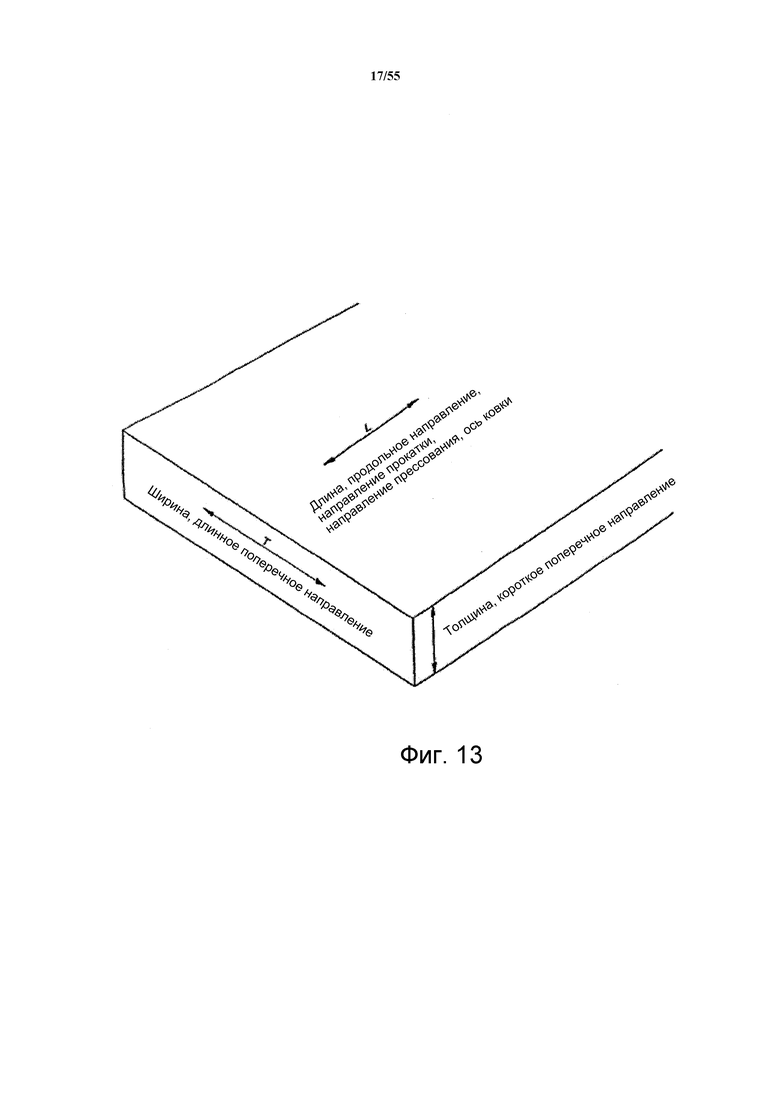
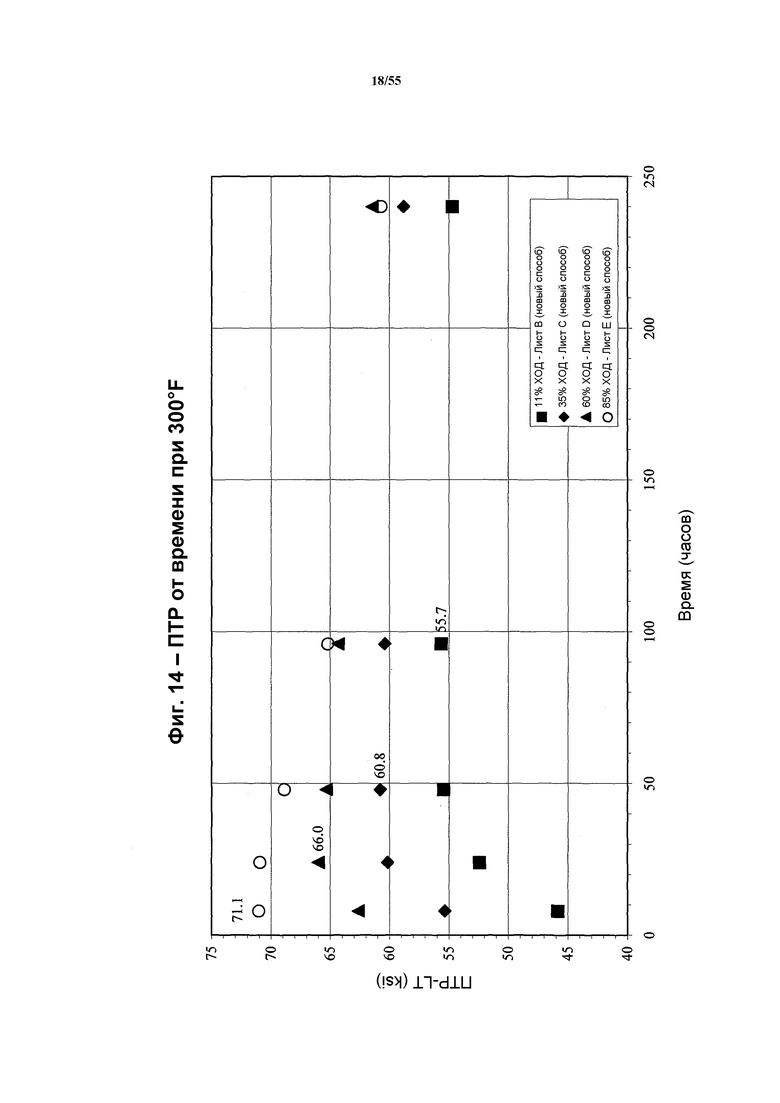
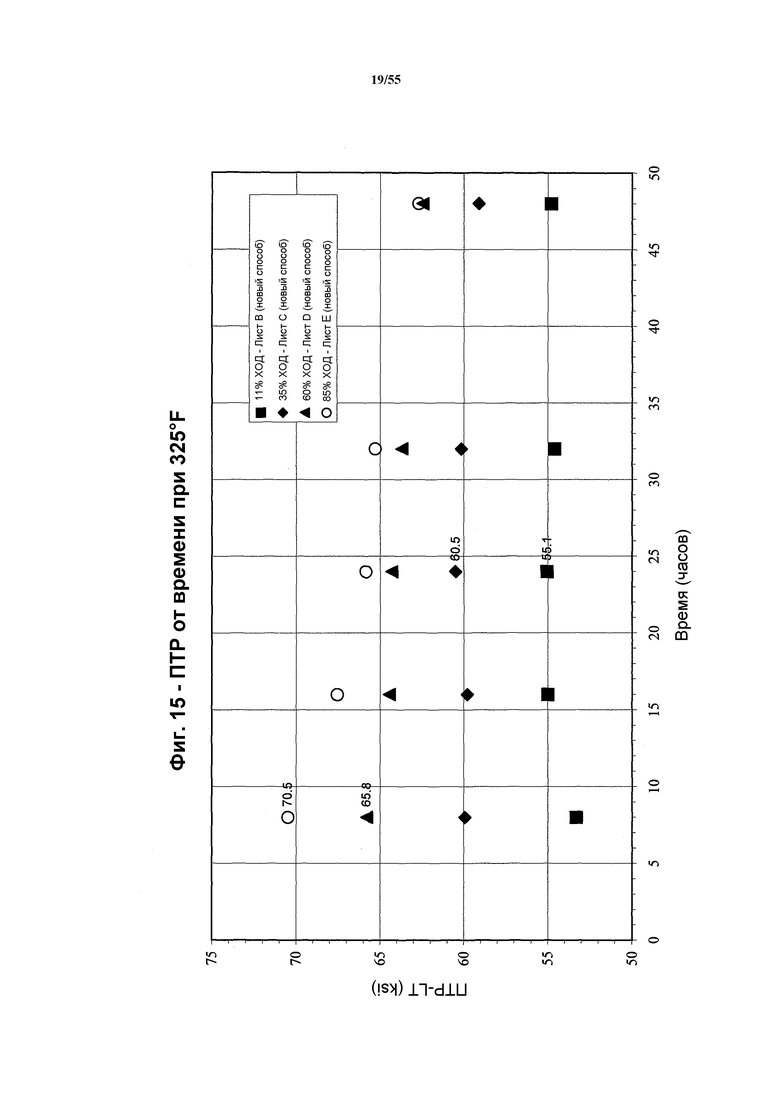
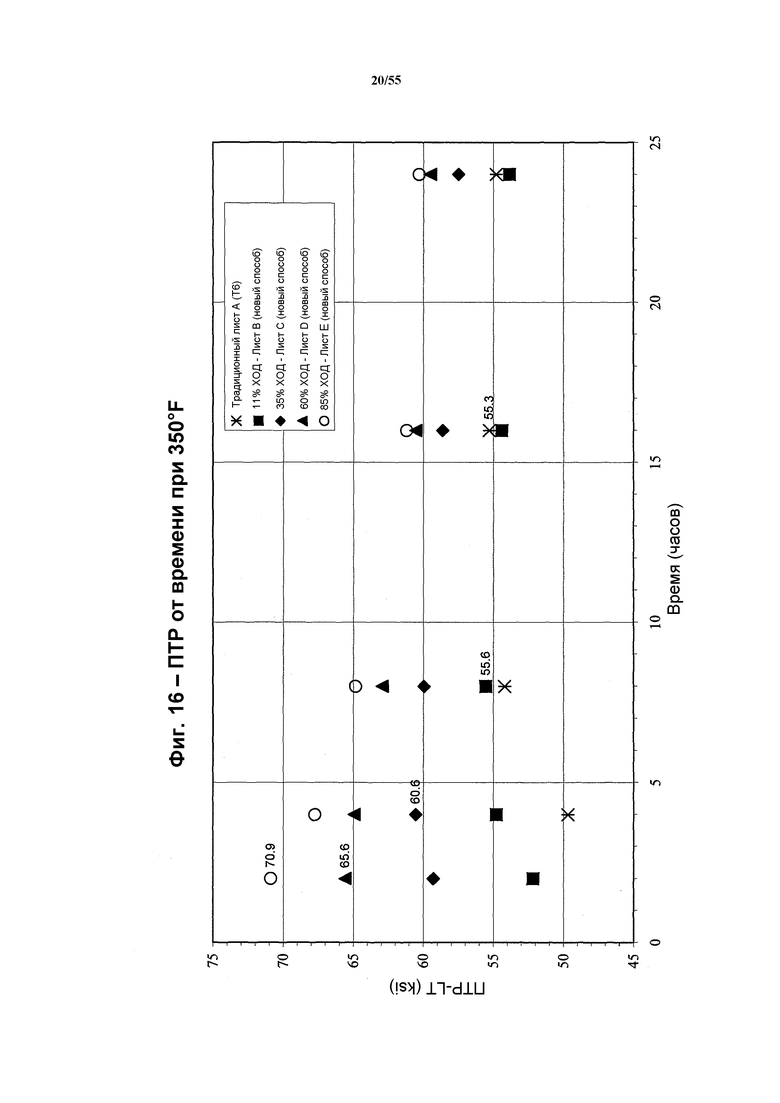
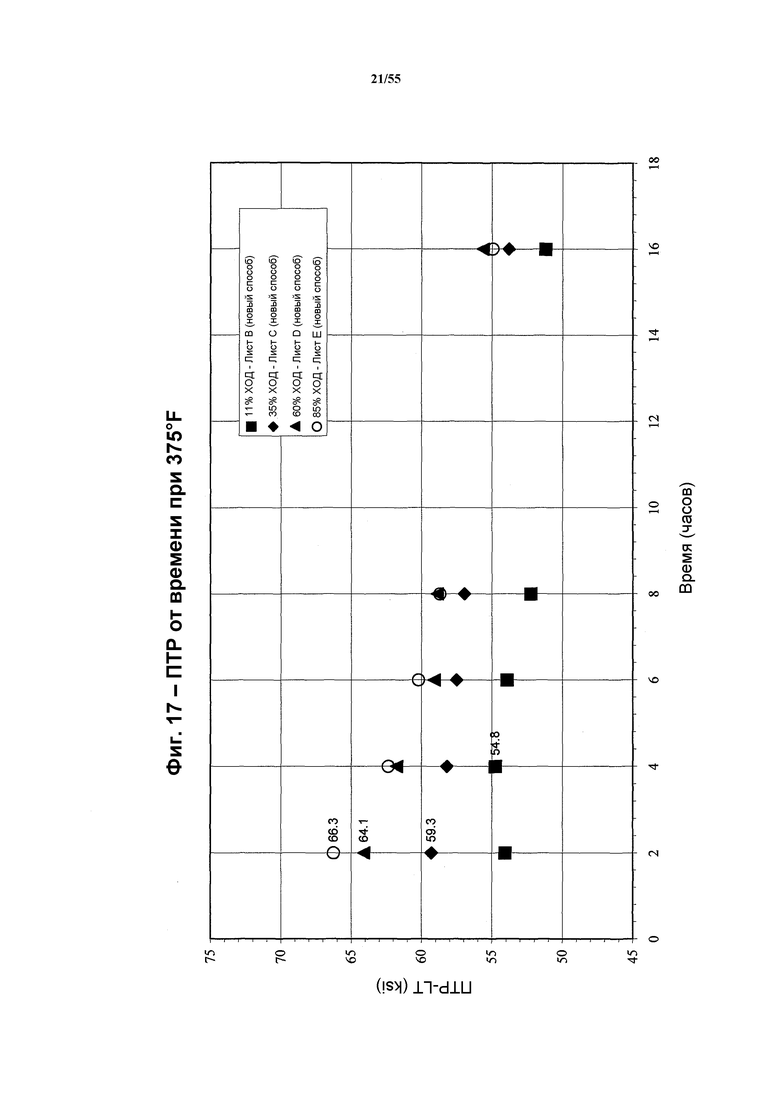
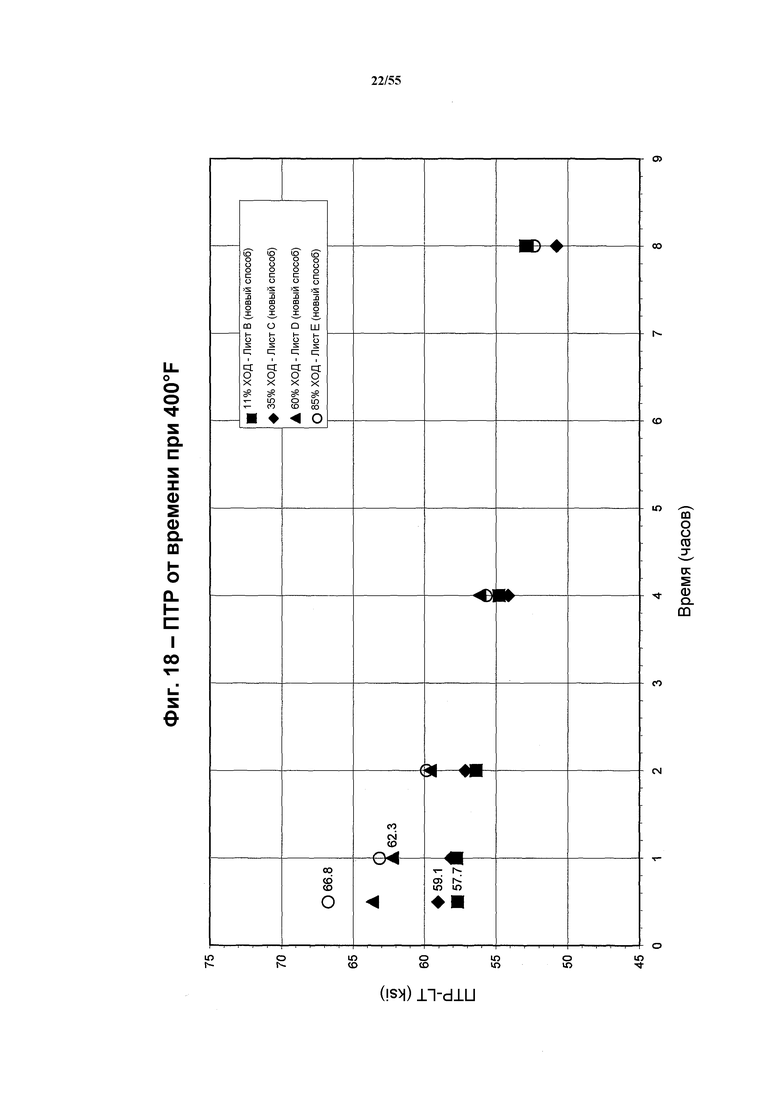
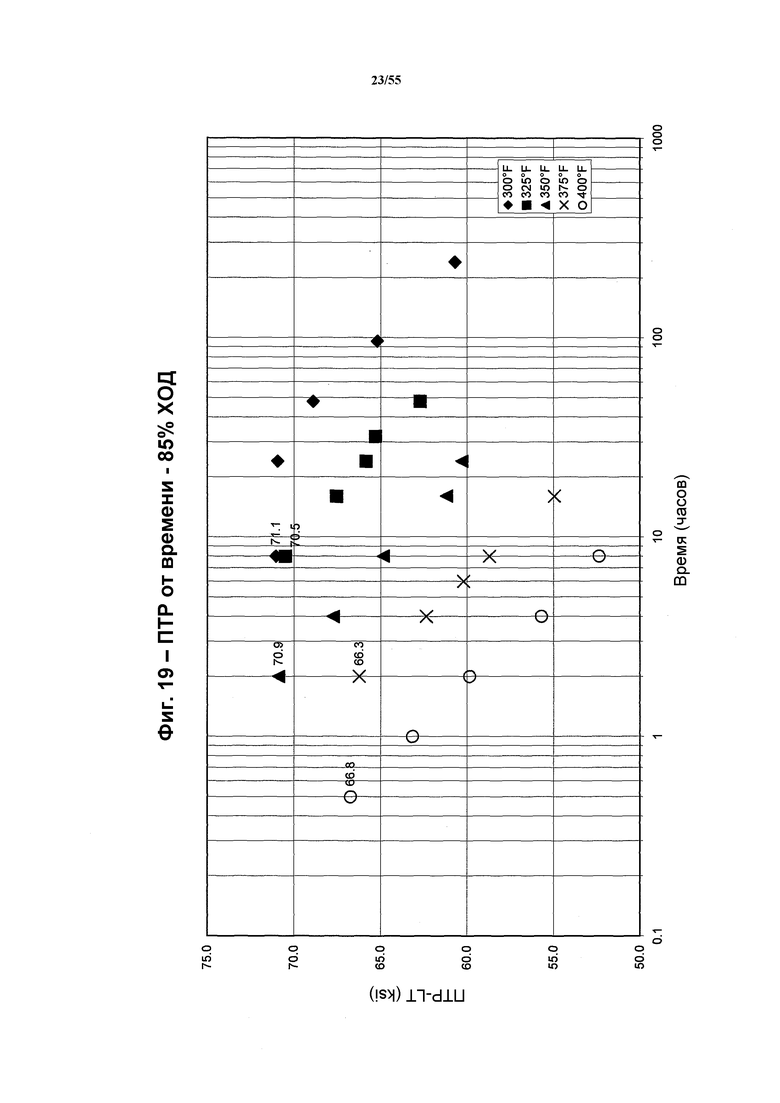
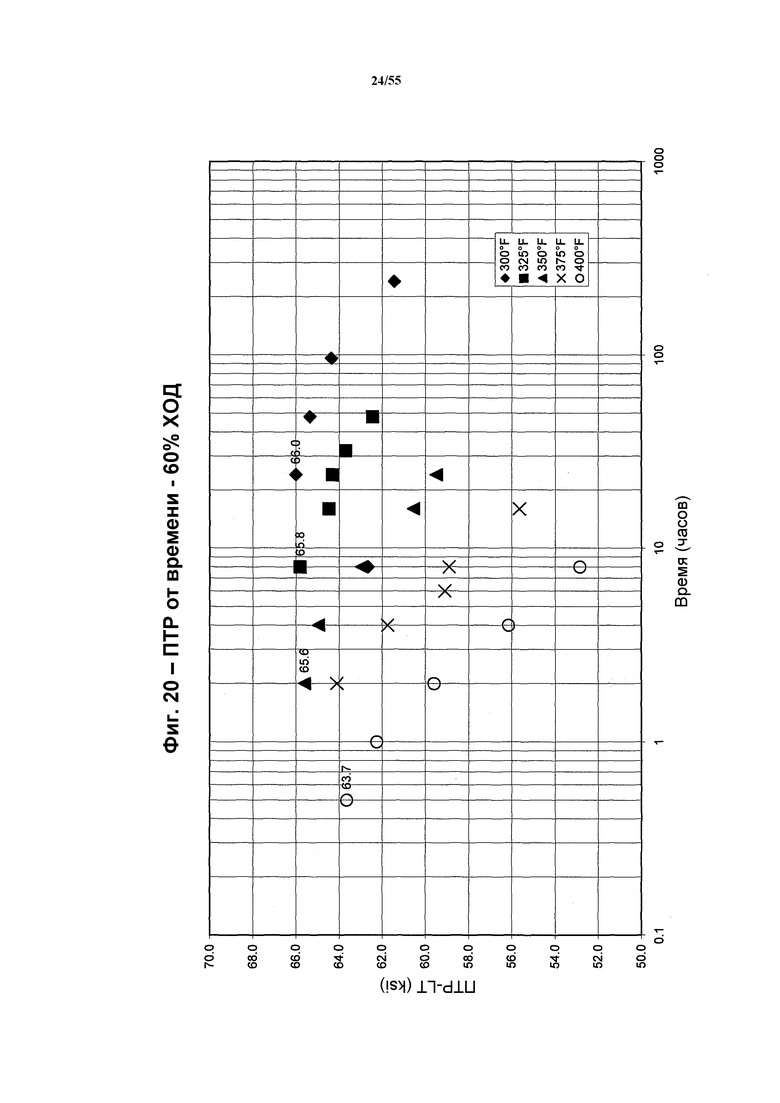
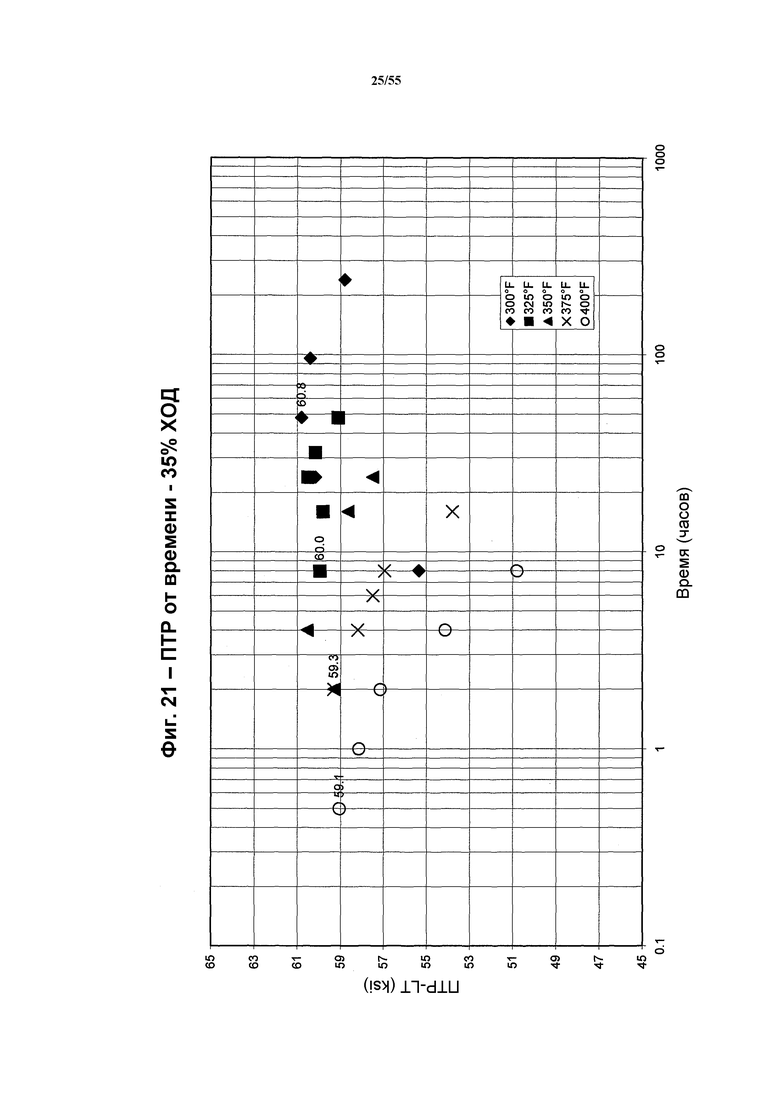
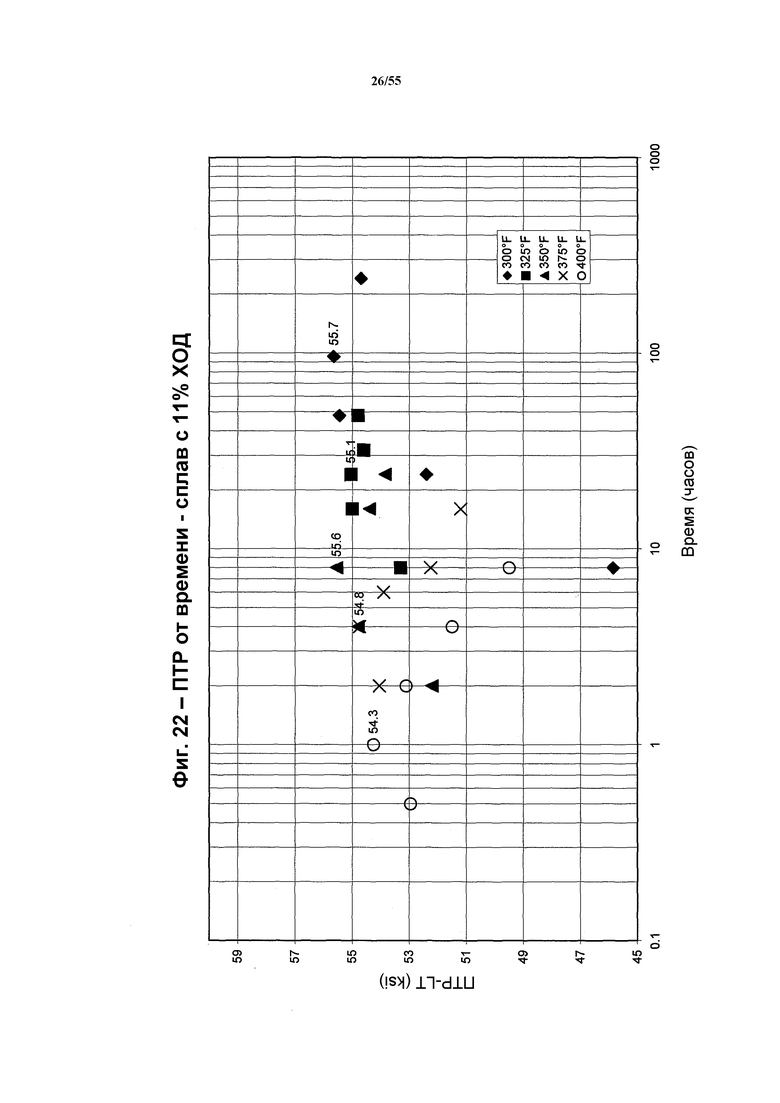
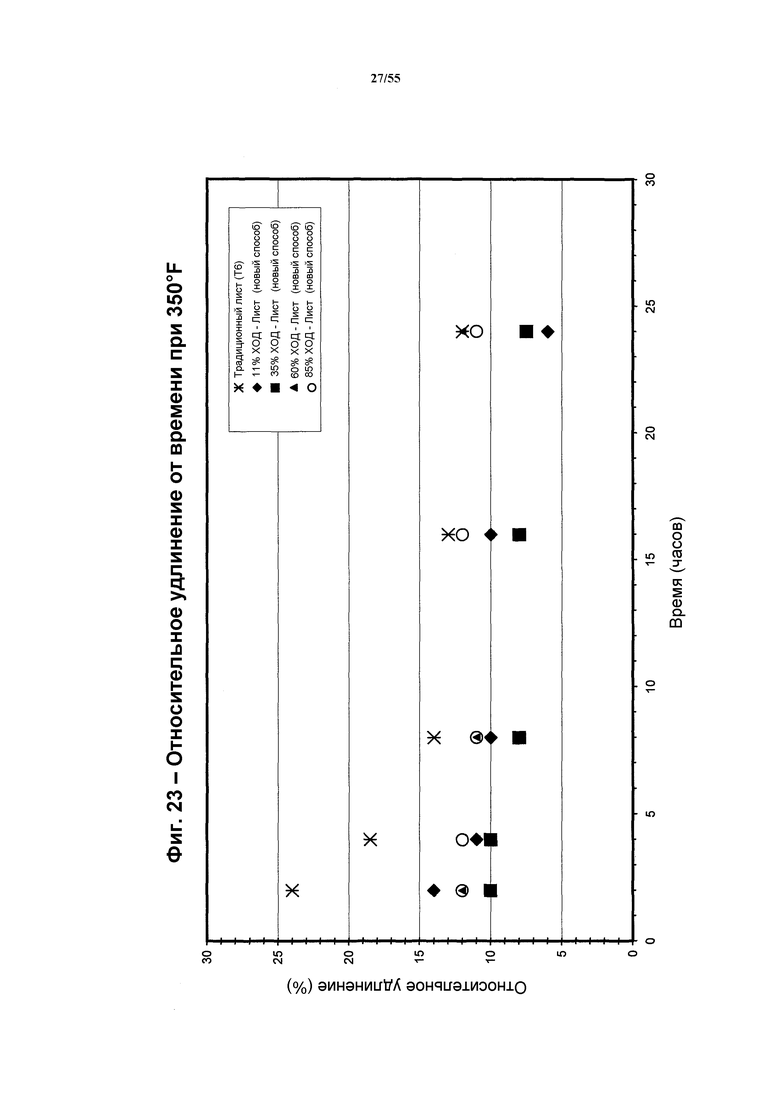
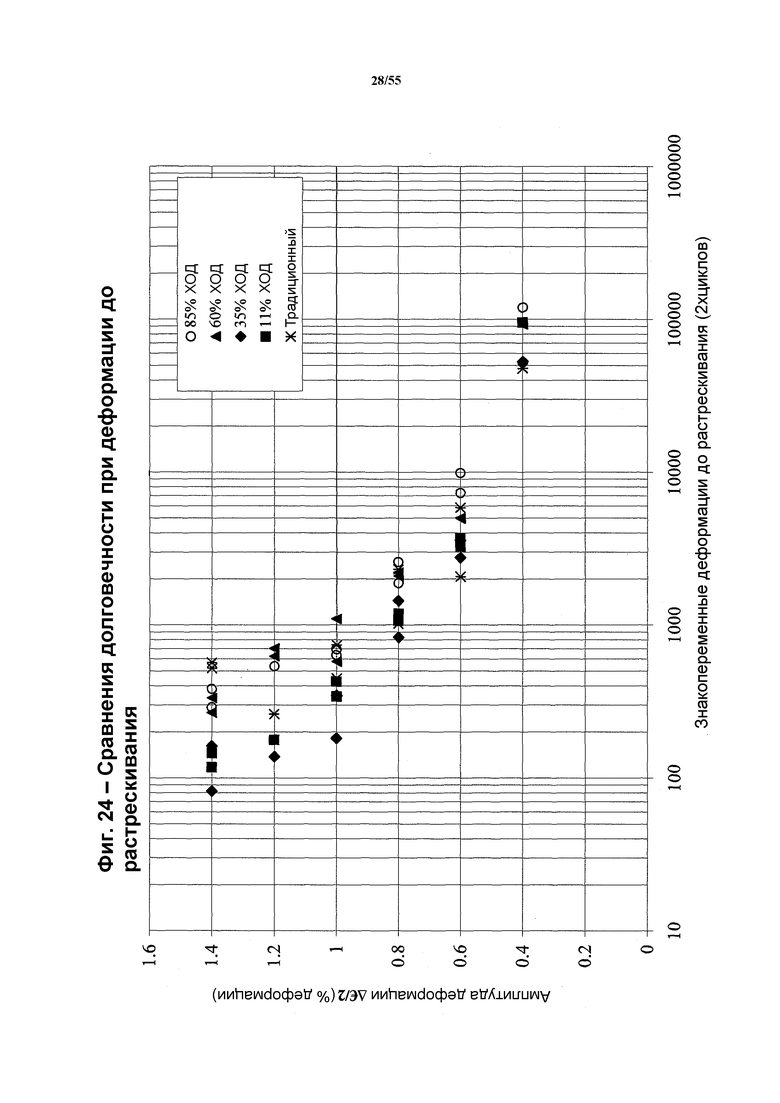
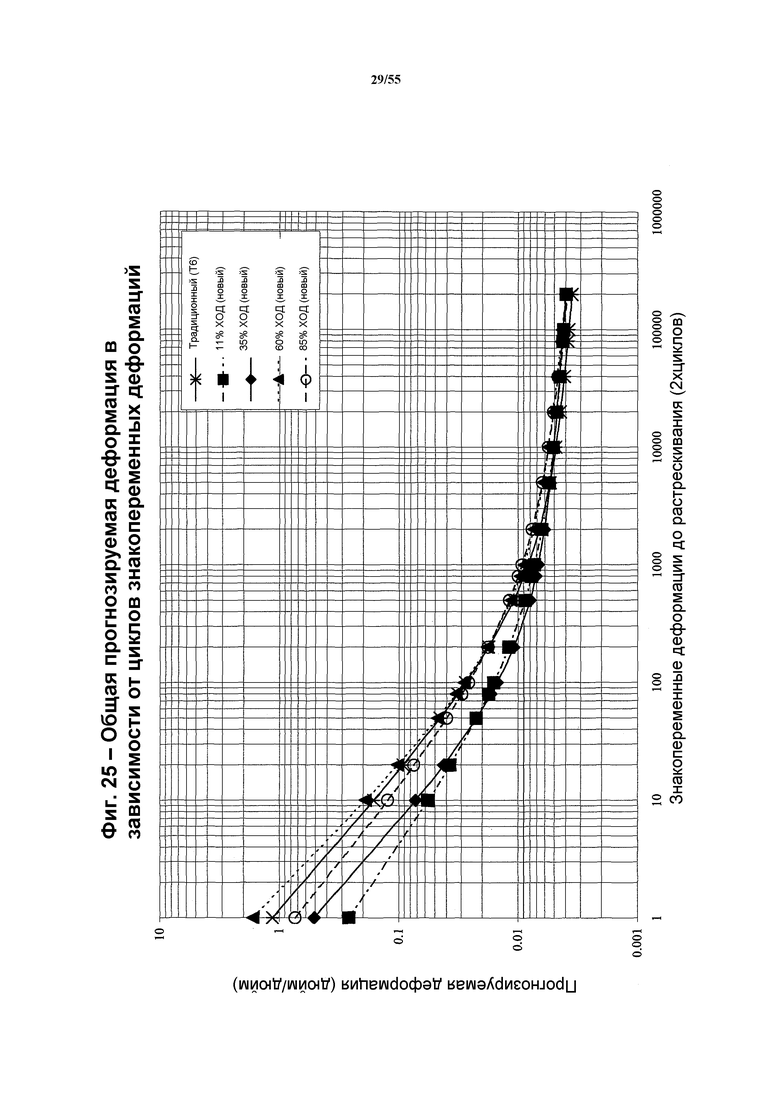
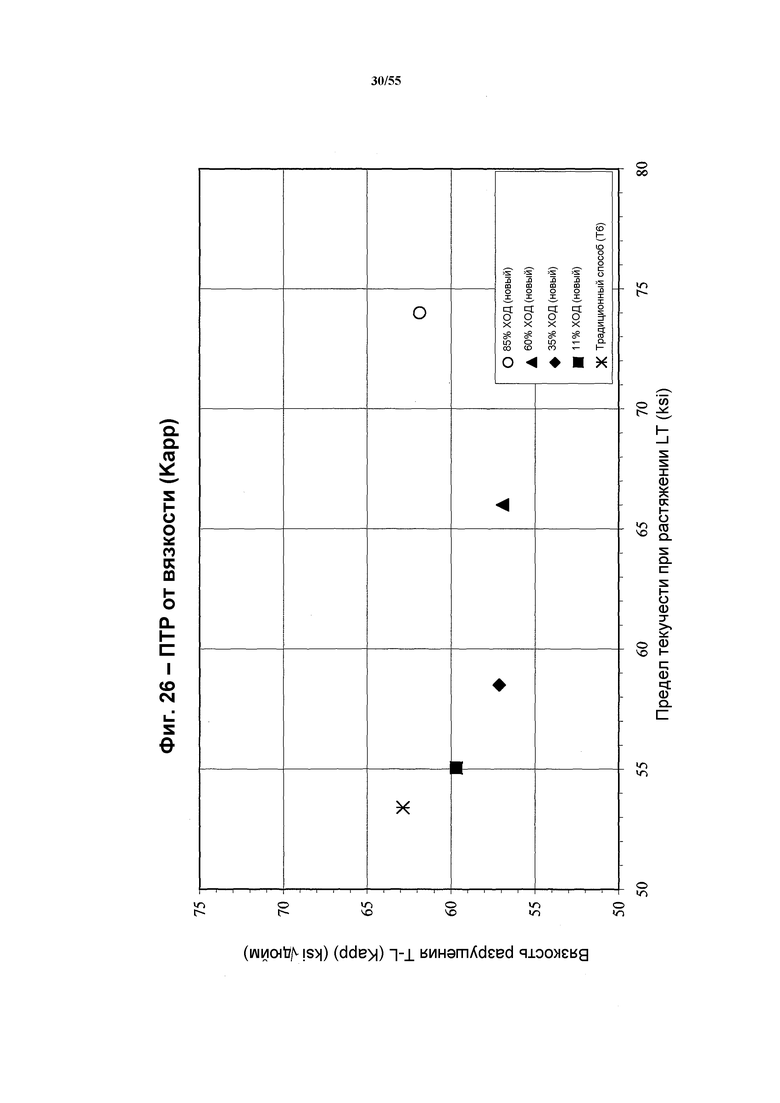
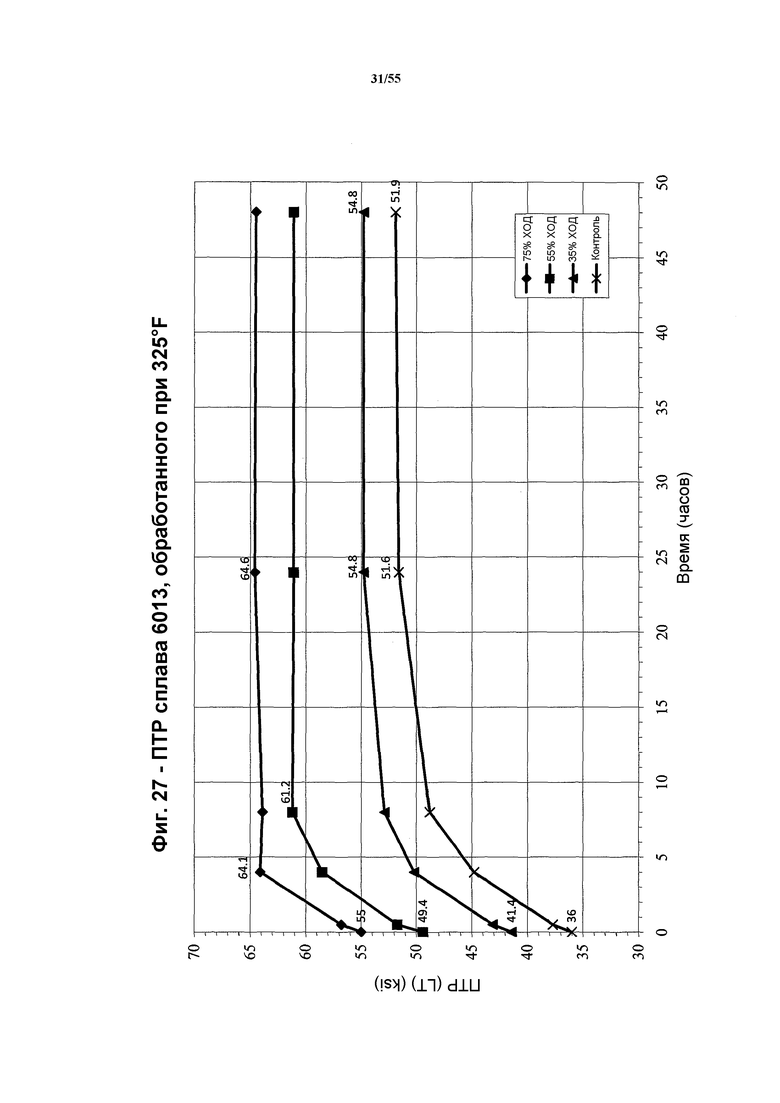
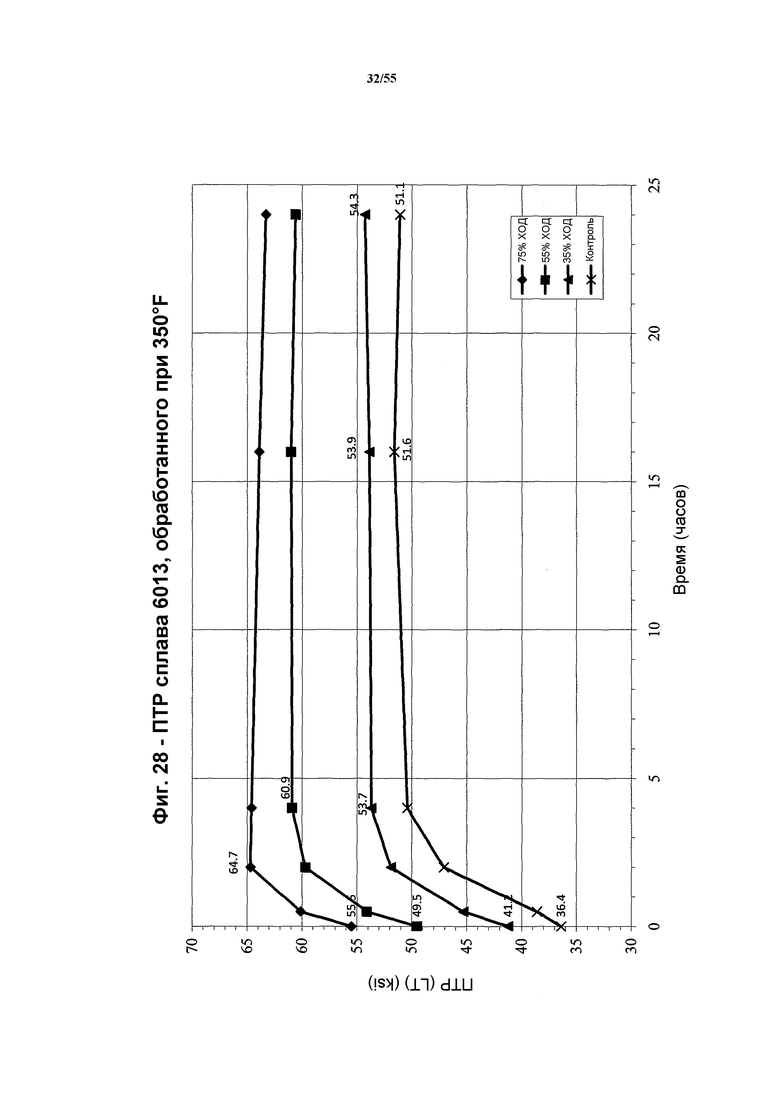
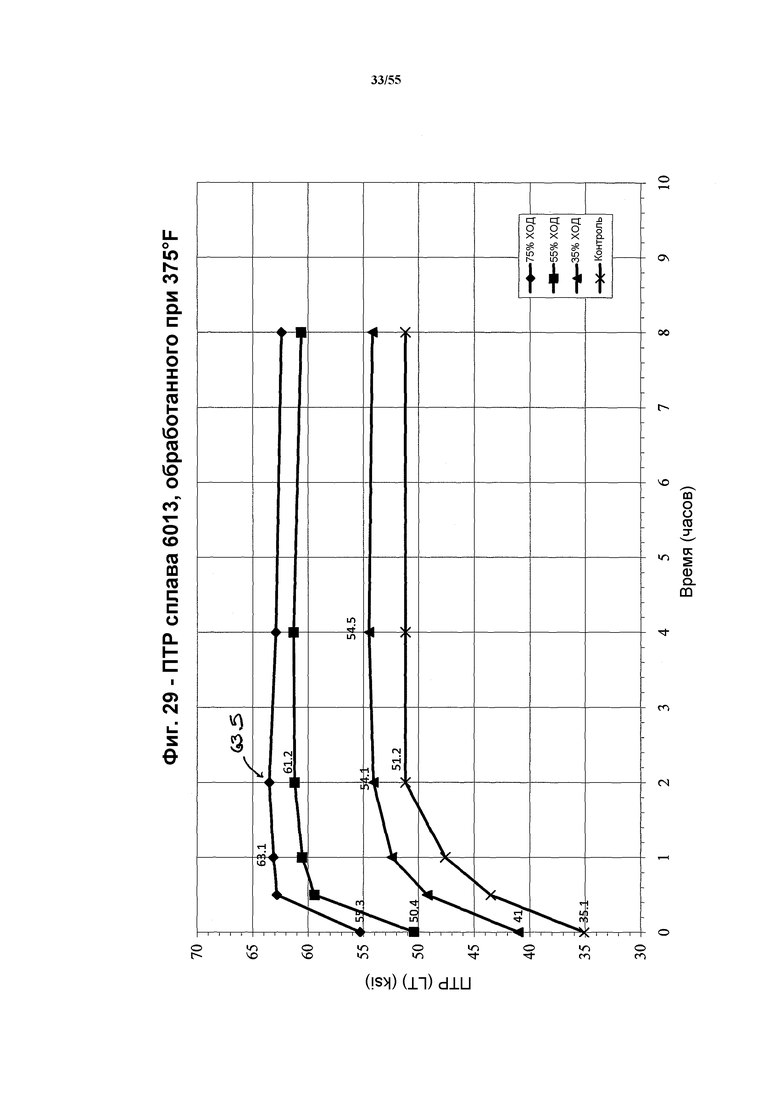
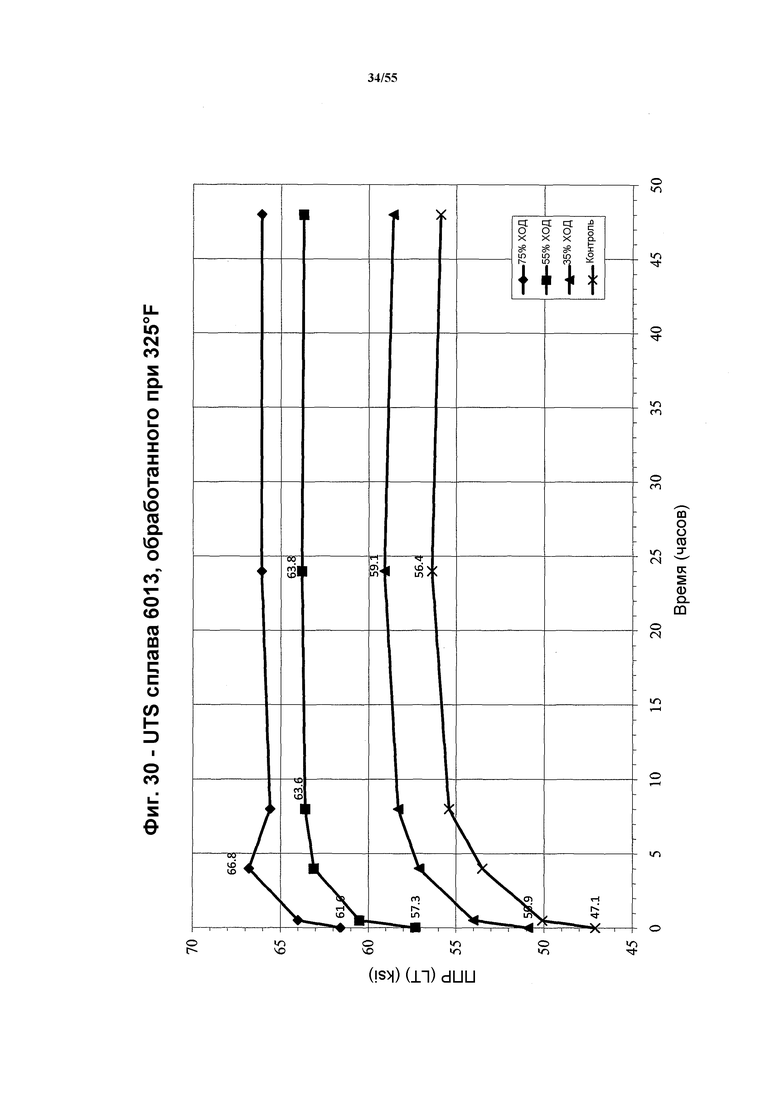
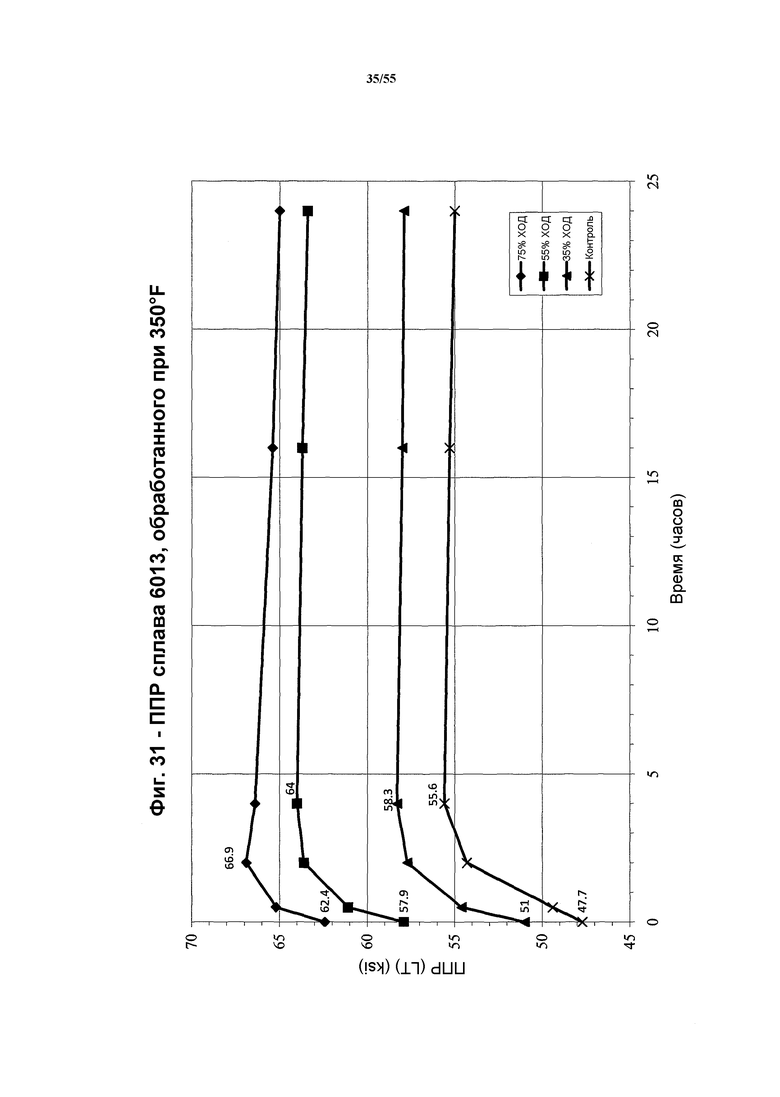
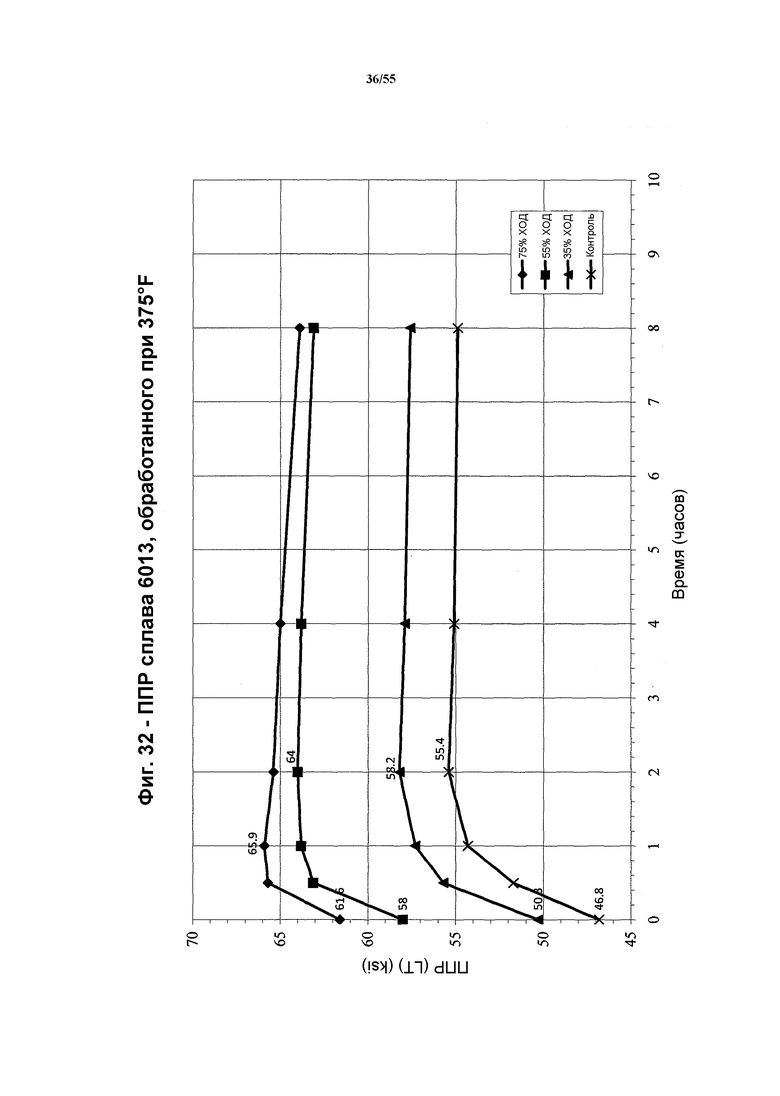
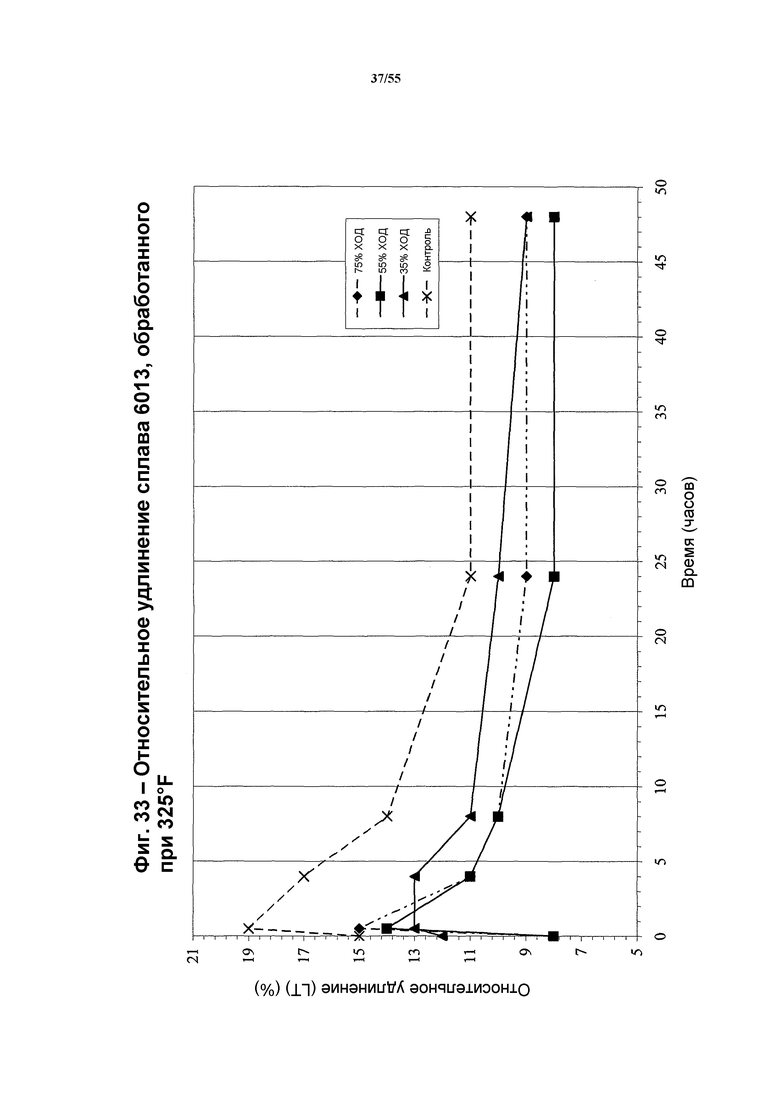
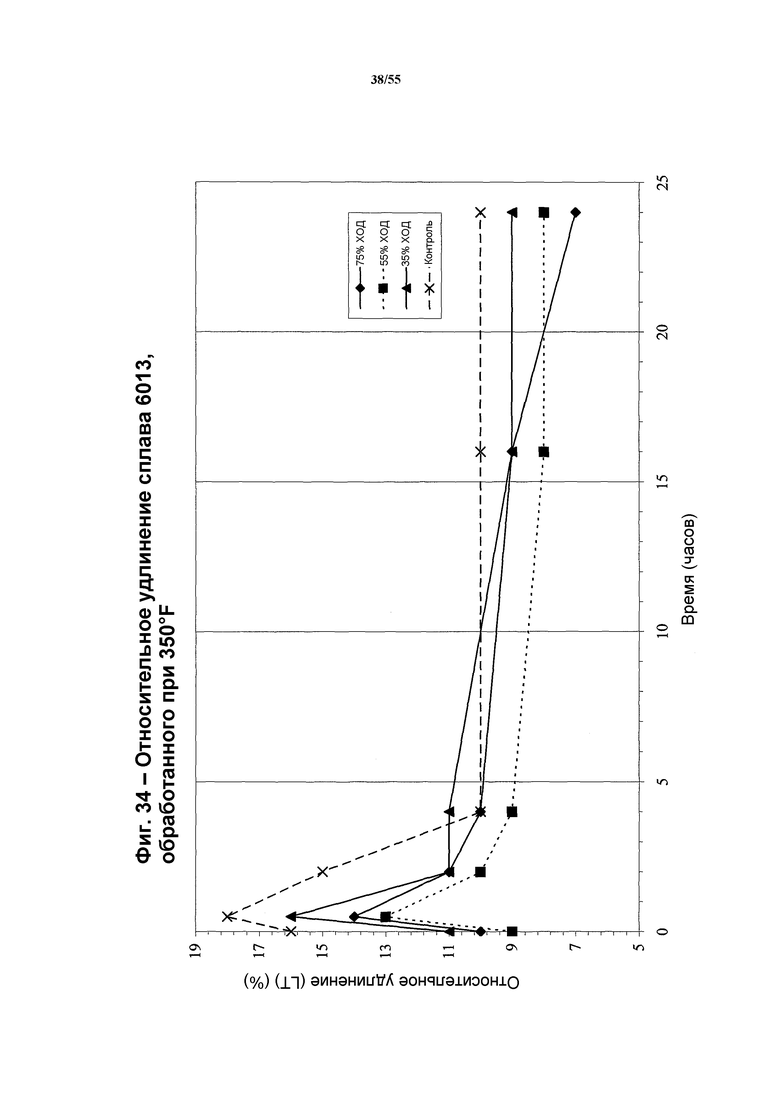
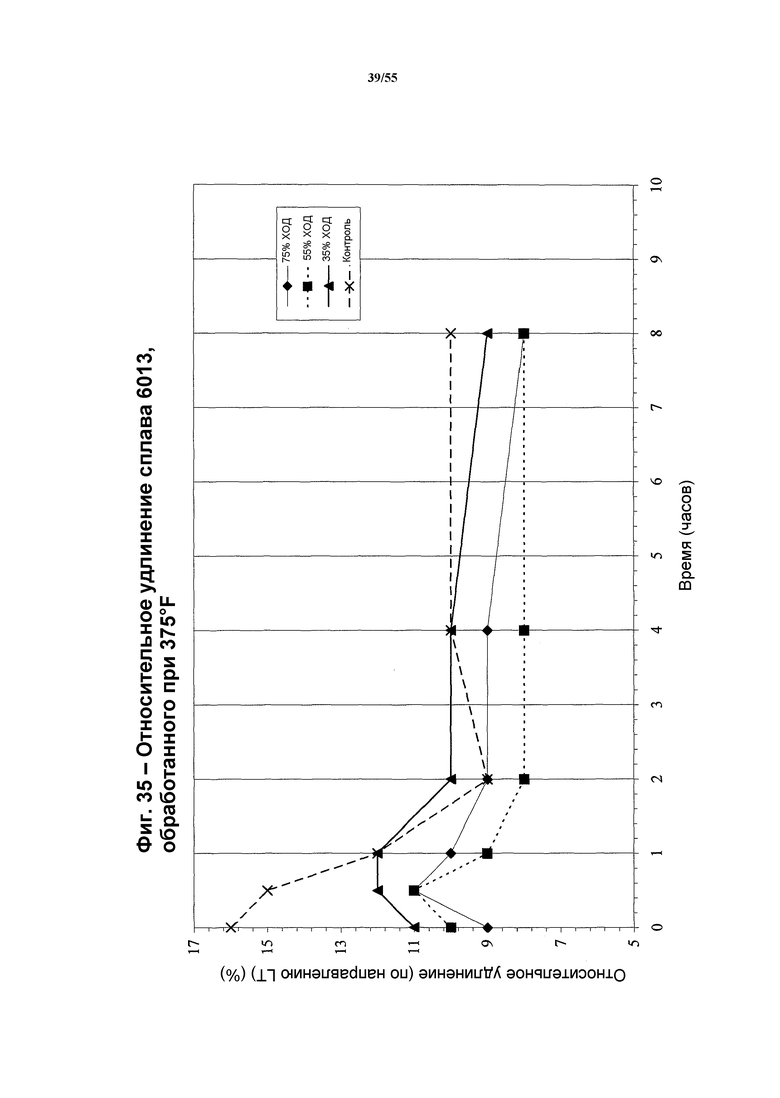
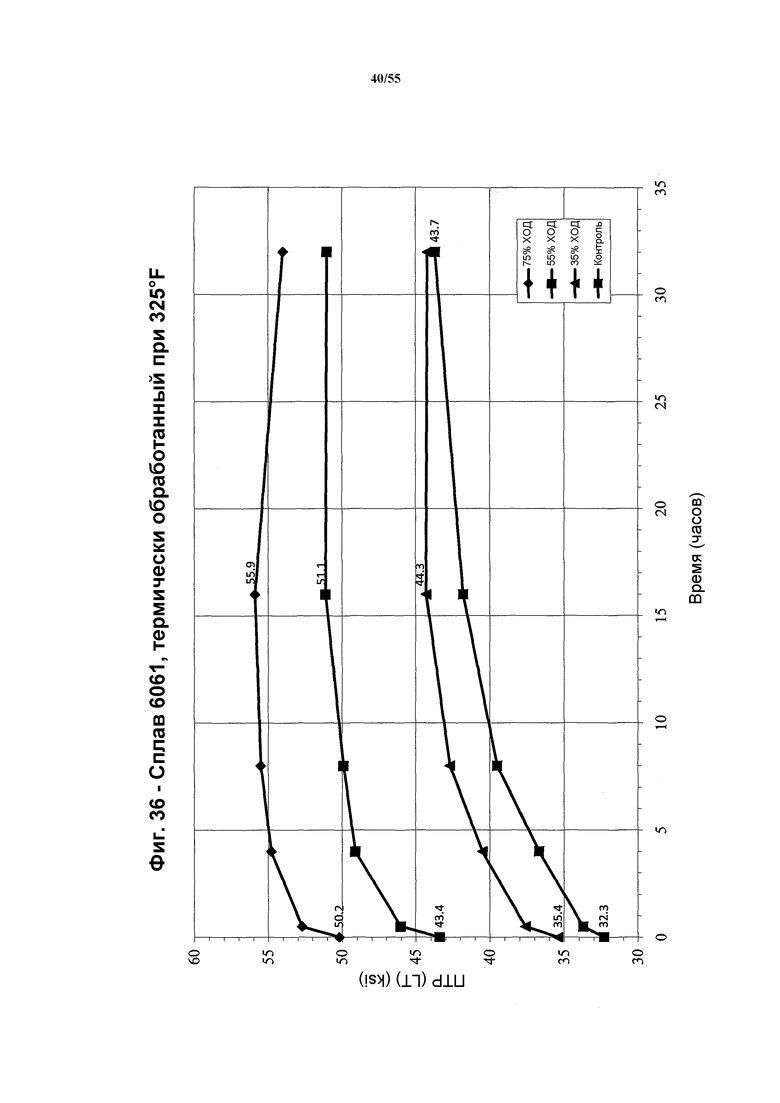
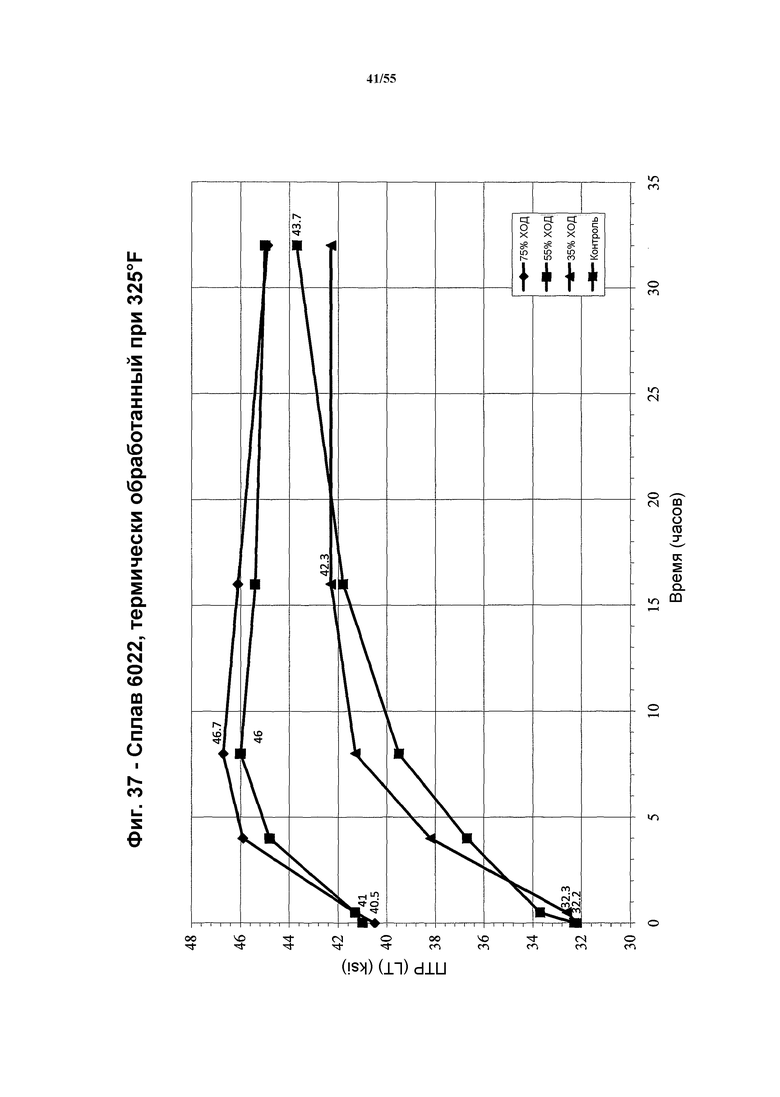
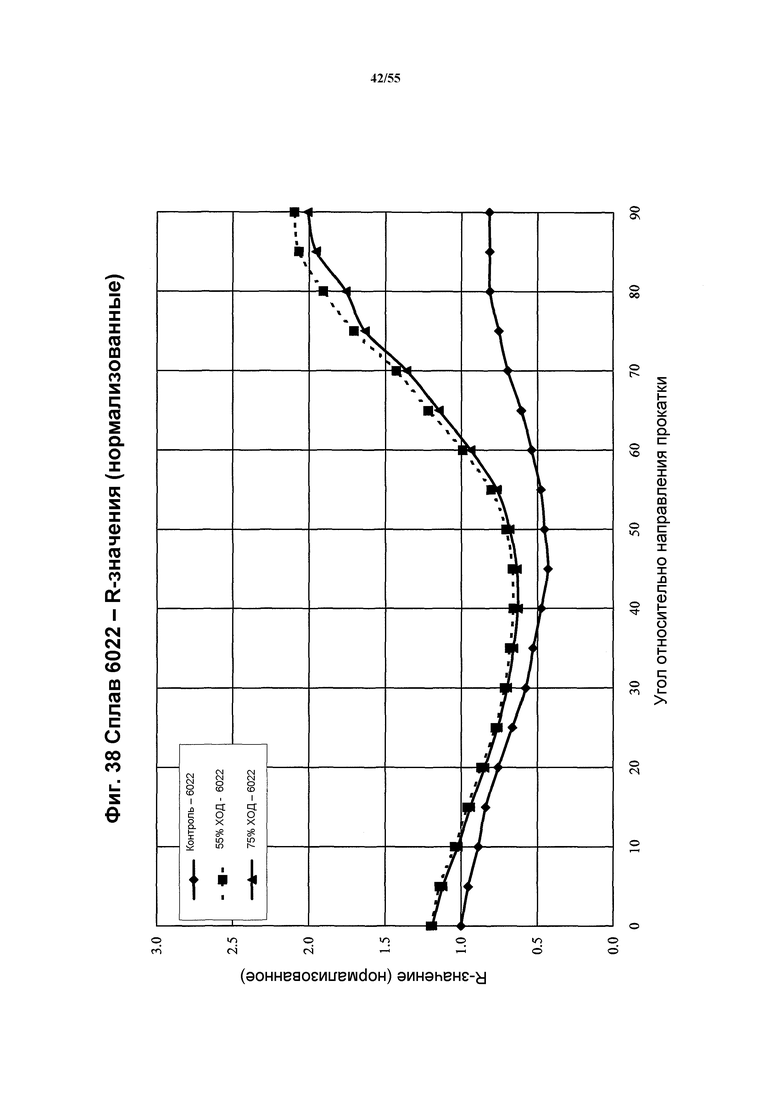
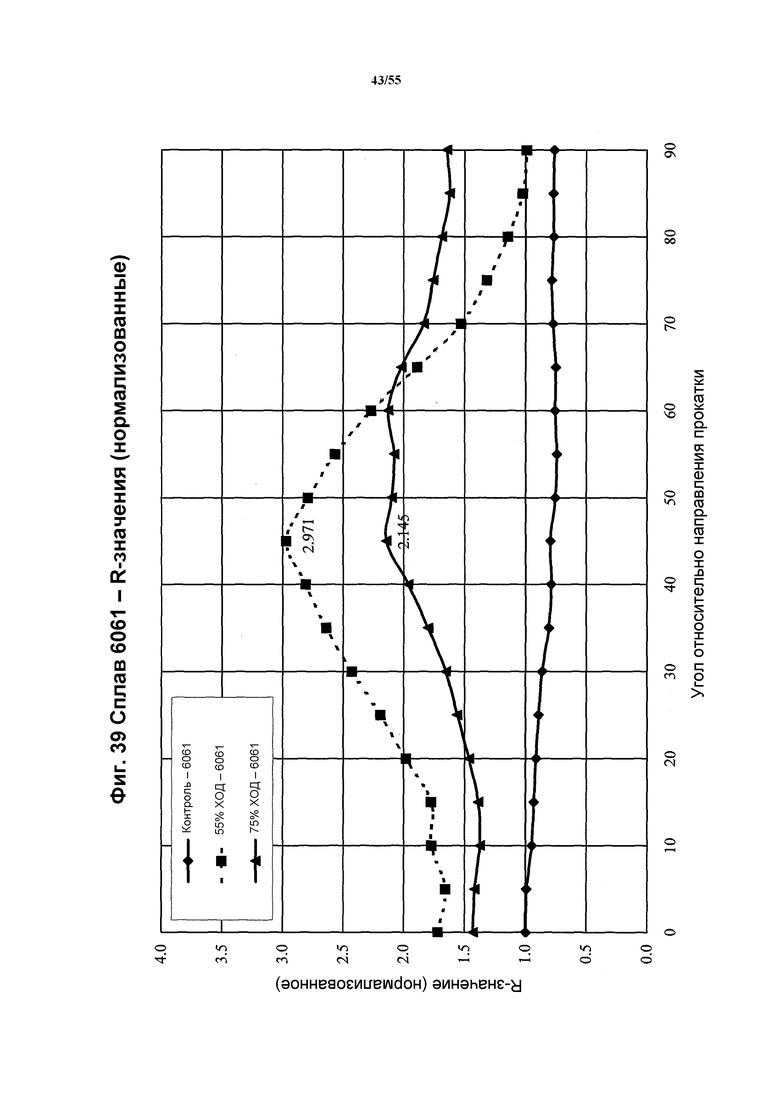
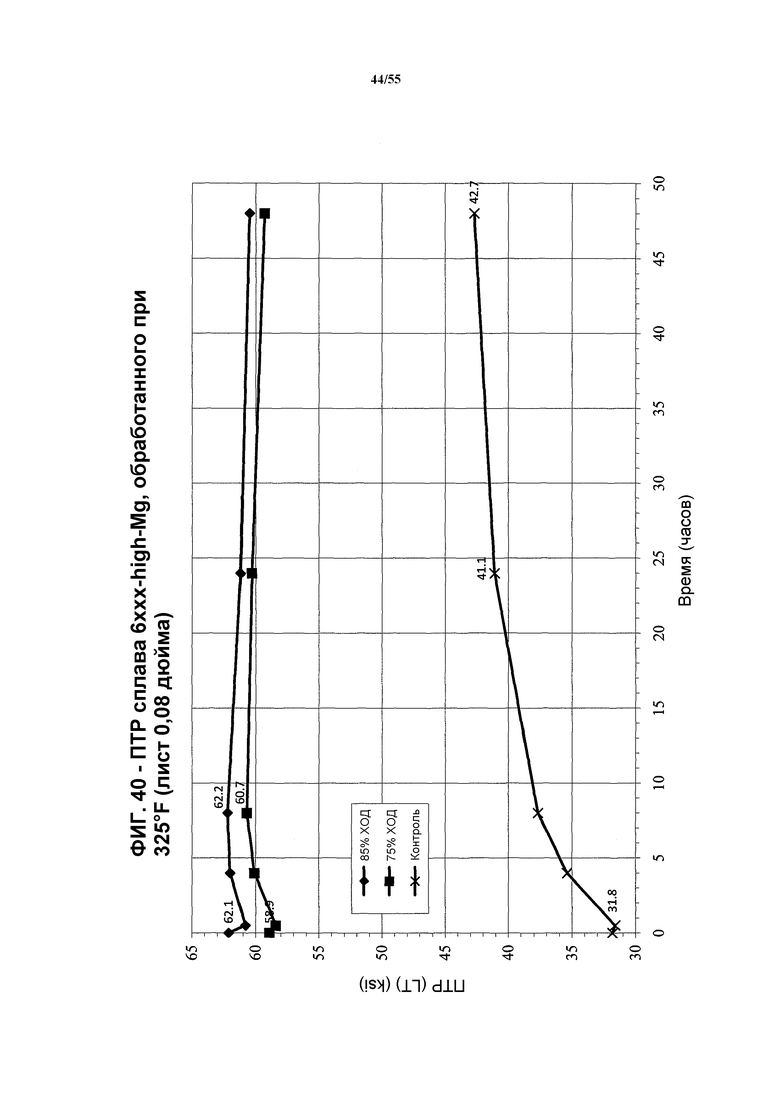
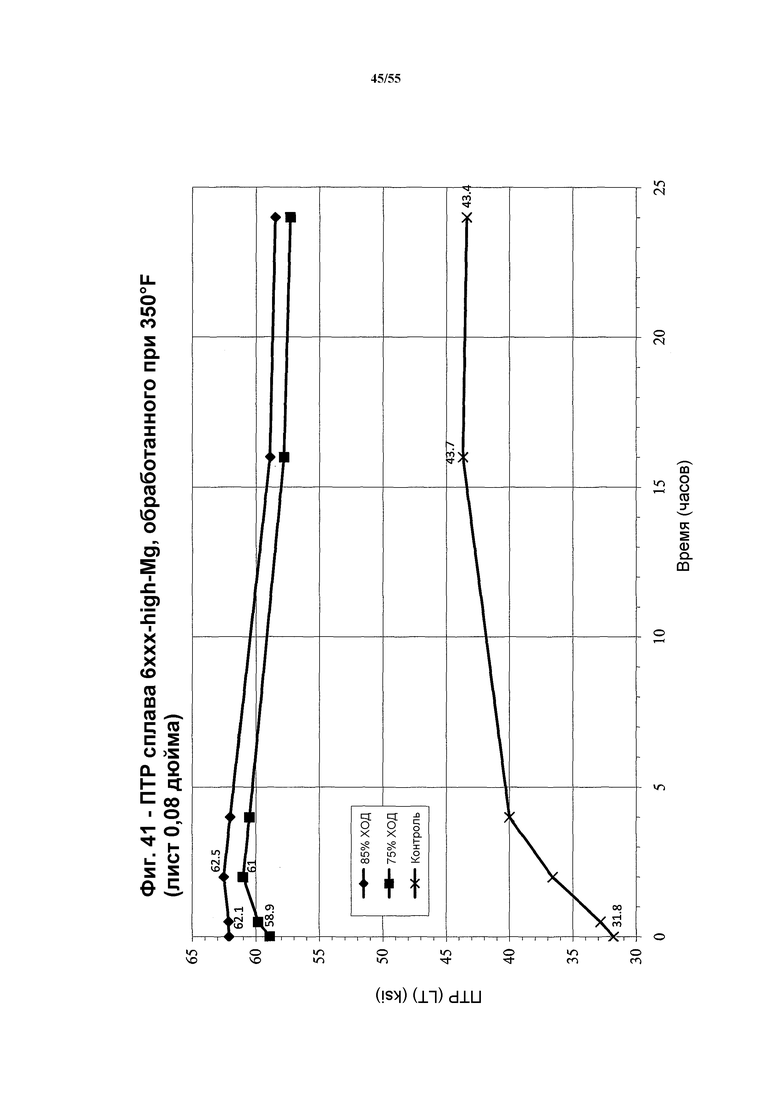
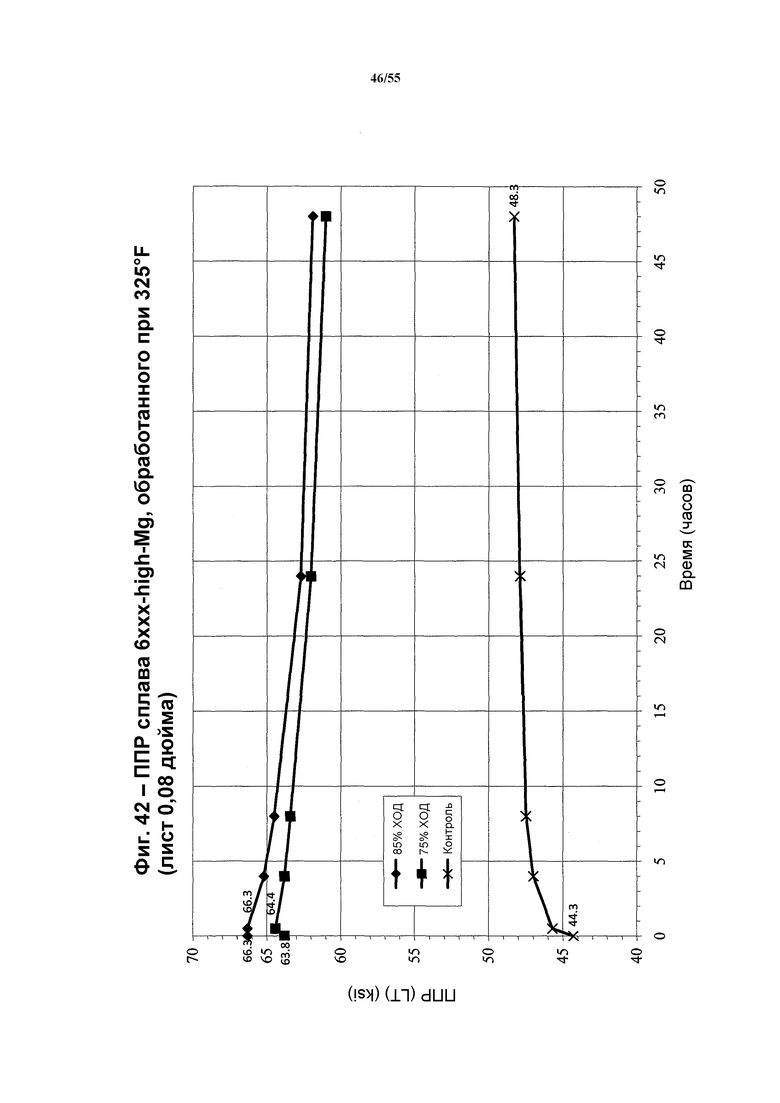
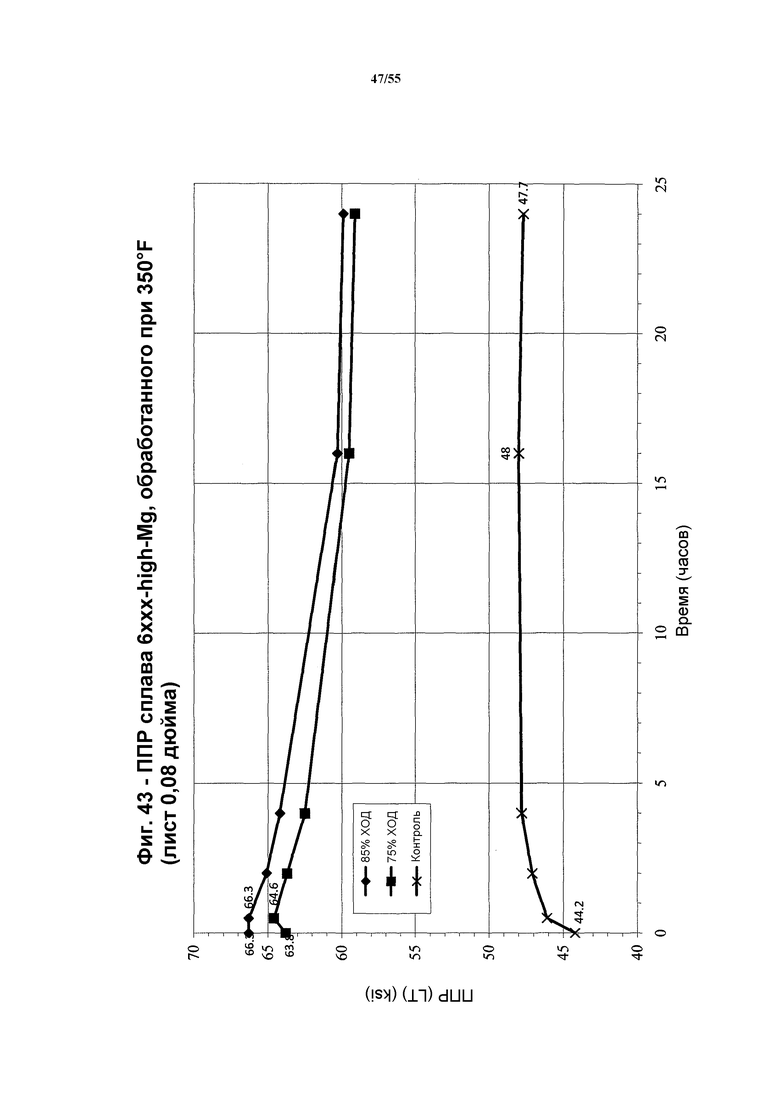
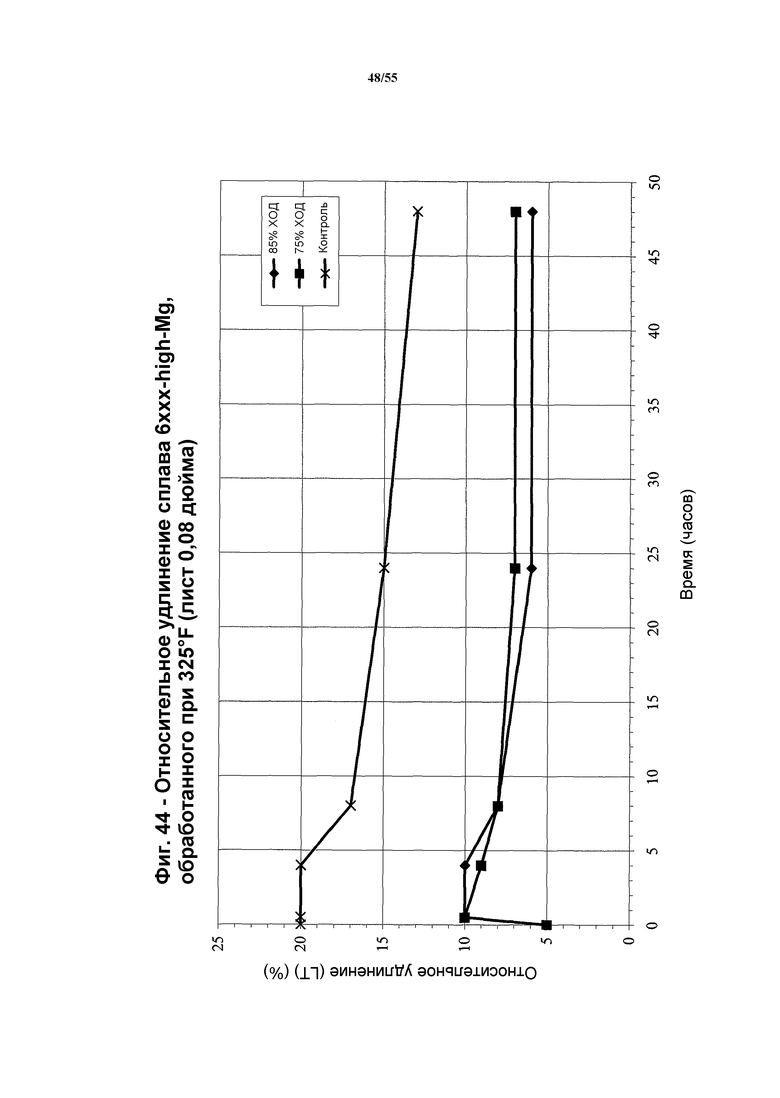
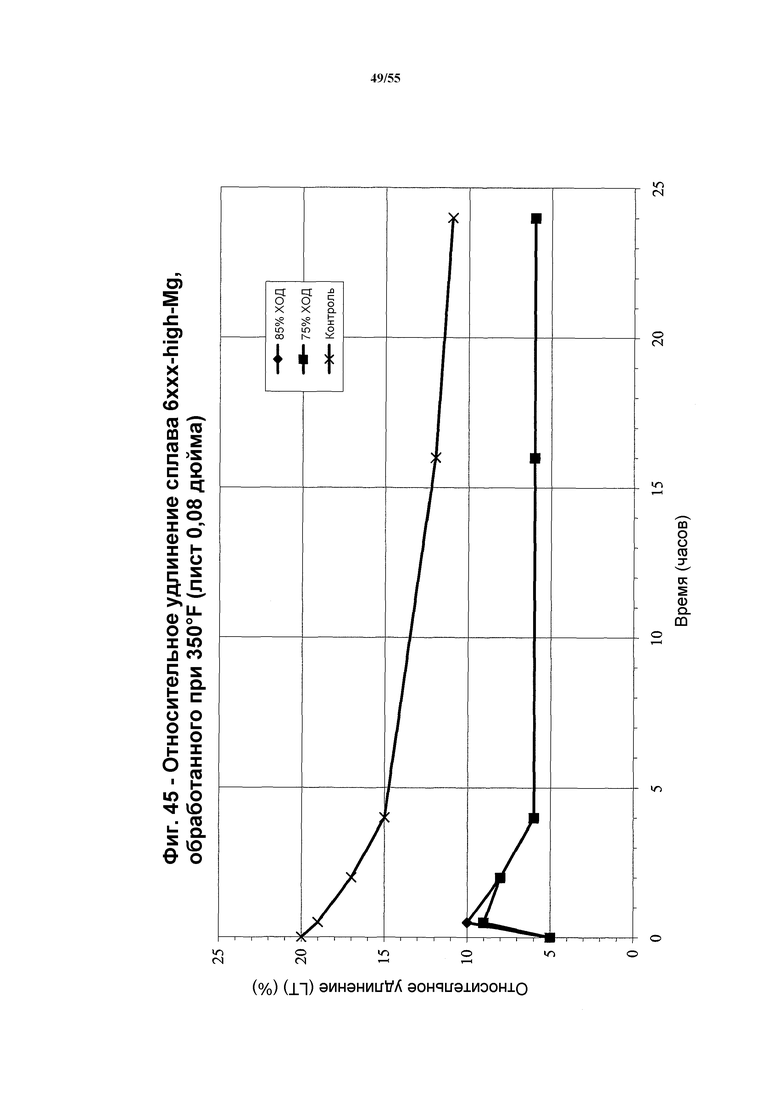
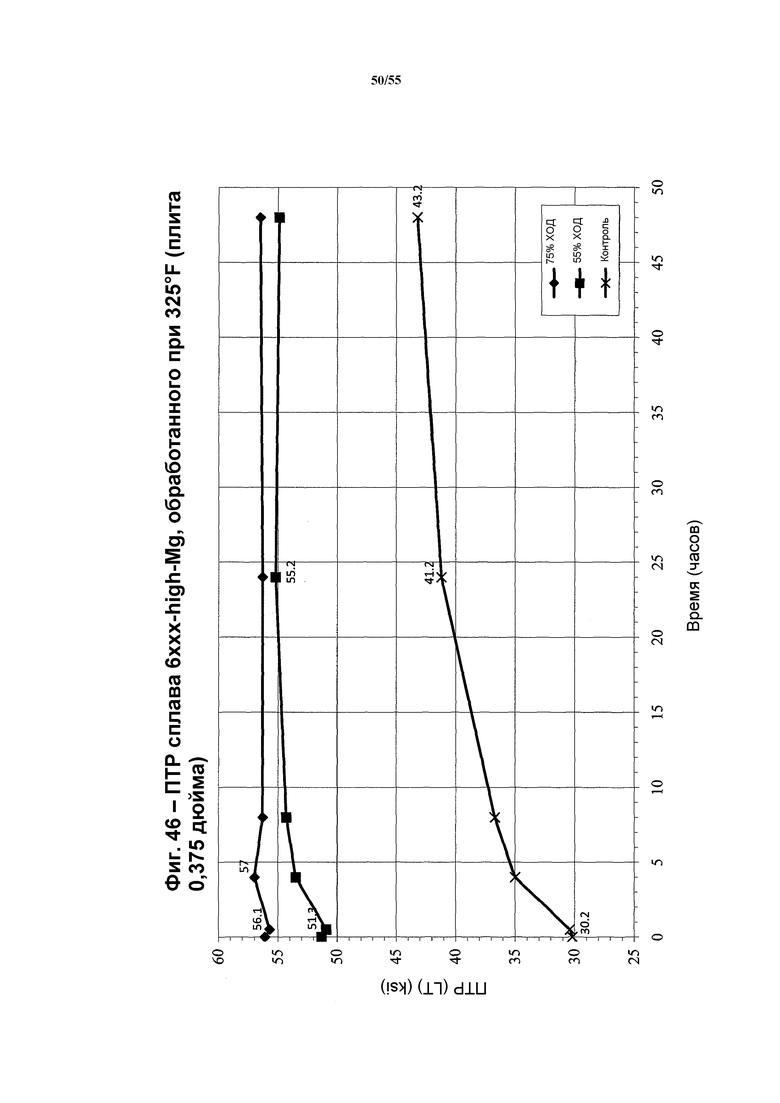
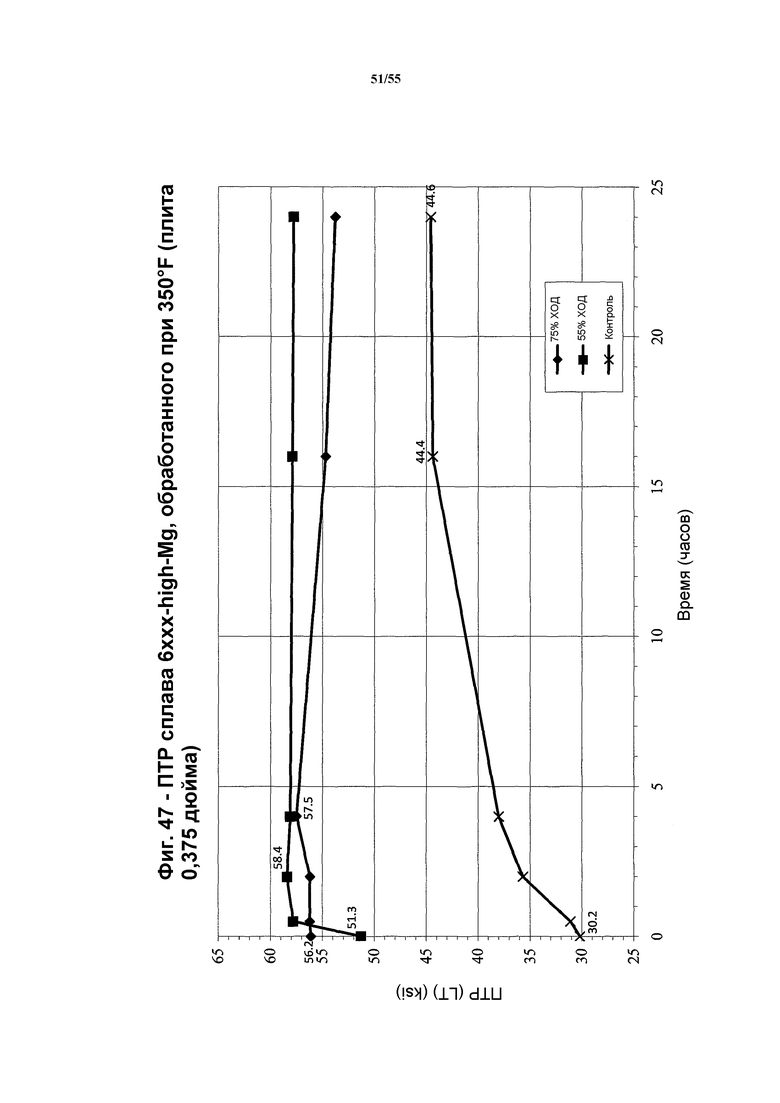
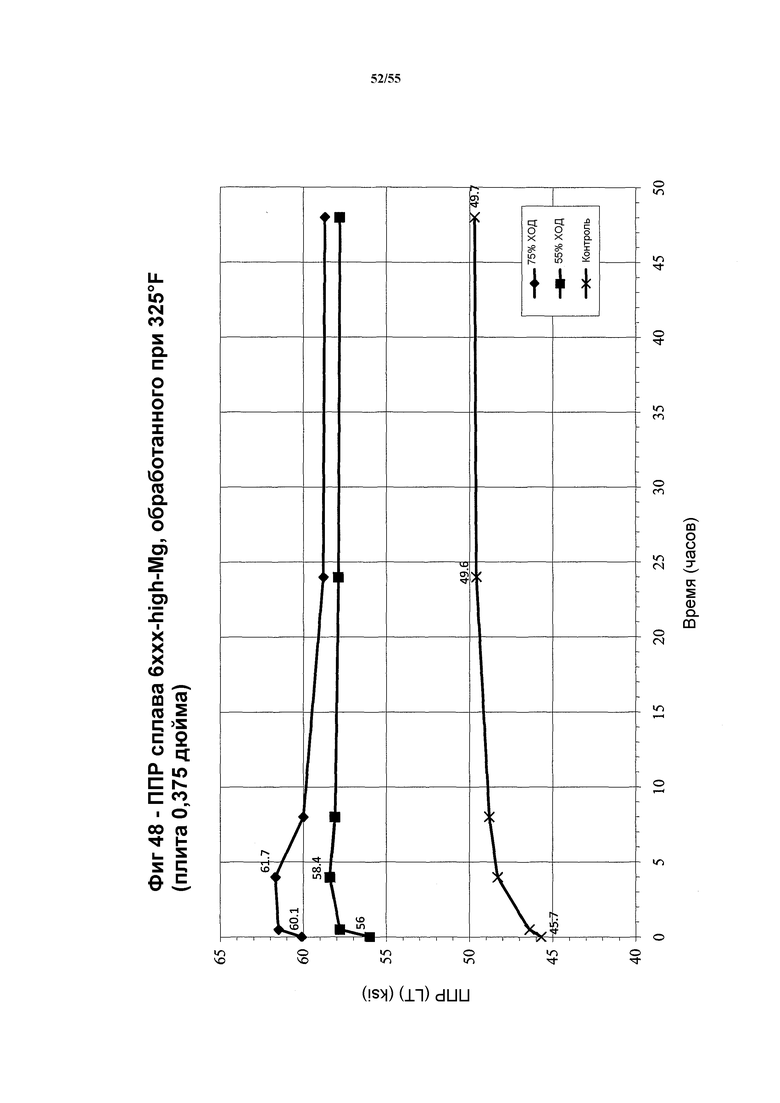
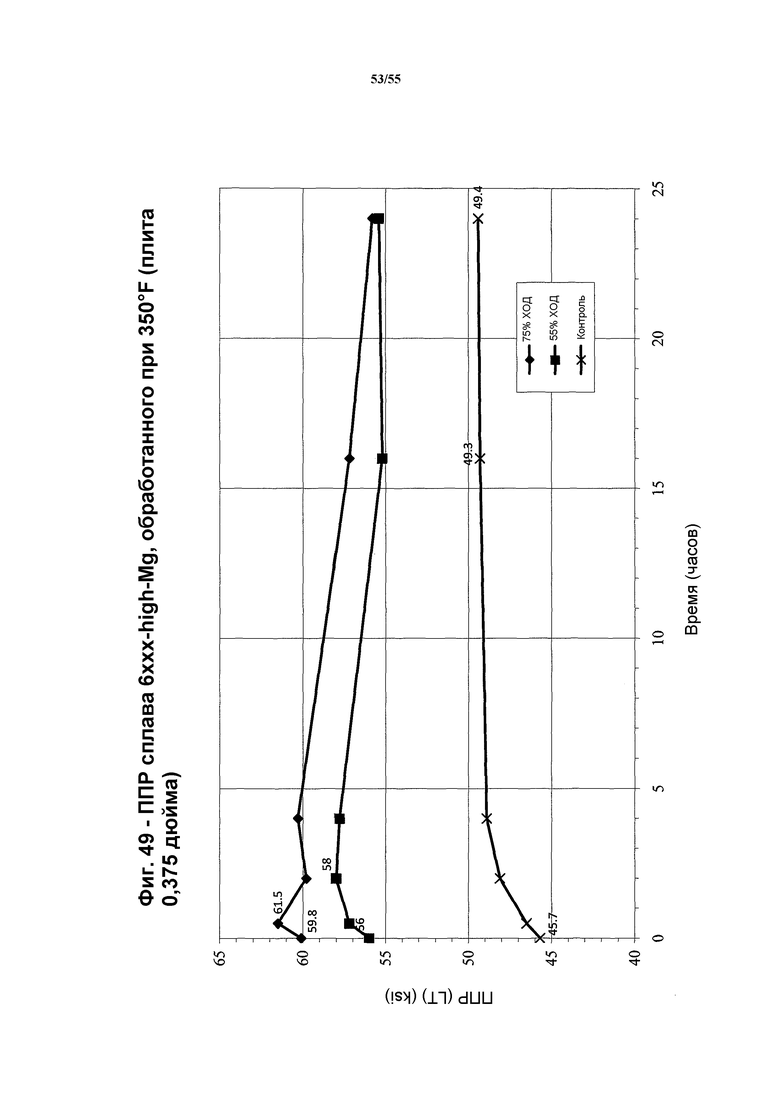
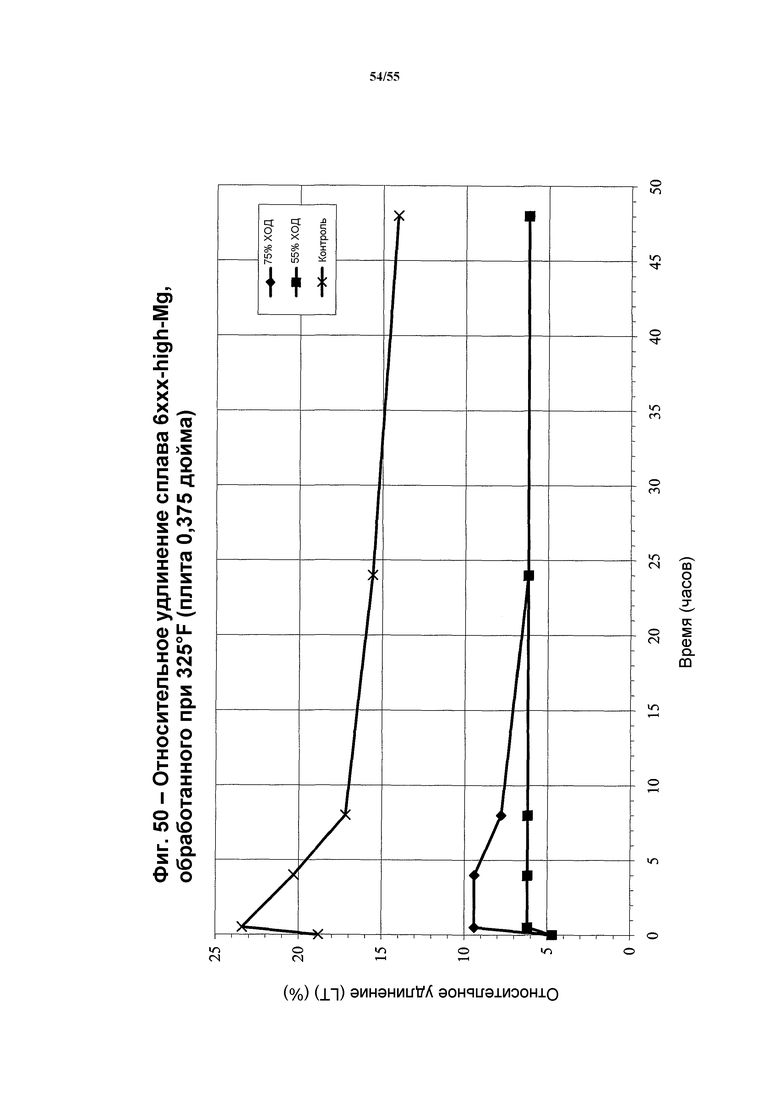
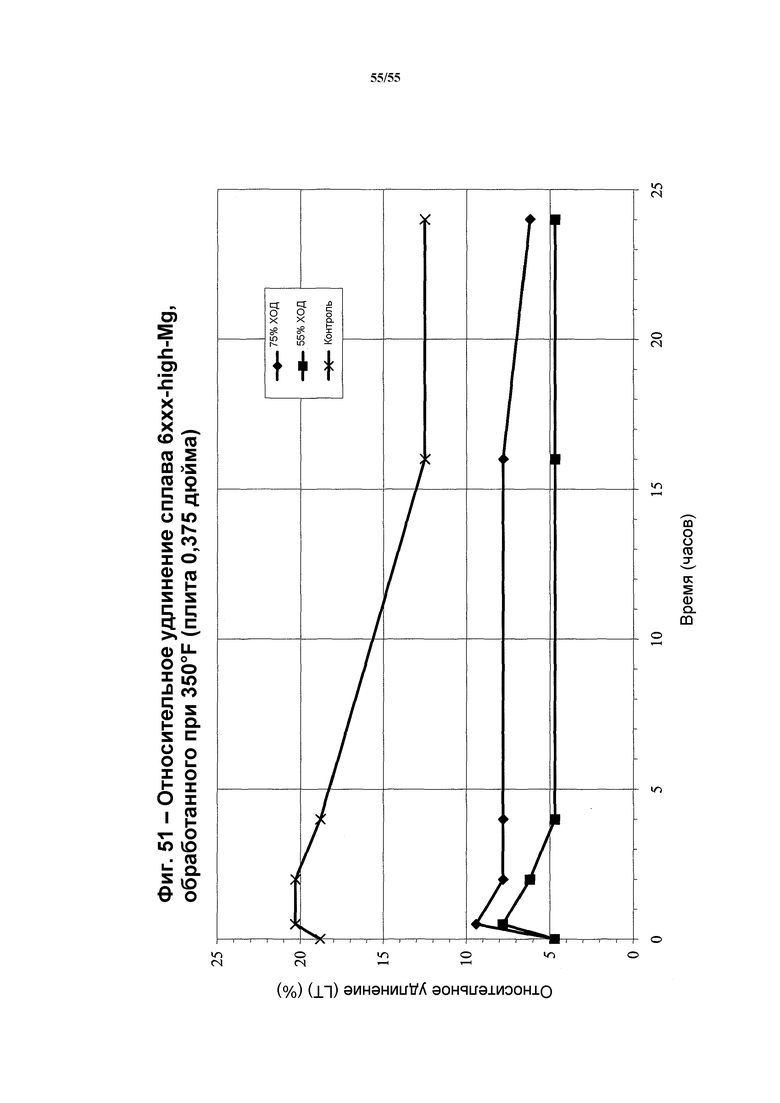
Изобретение относится к получению изделий из алюминиевых сплавов серии 6ххх и может быть использовано для изготовления автомобильных деталей, в частности колесных дисков, крышек капота, крыльев, дверных панелей, панелей крыши, панелей крышки багажника, стоек неокрашенных кузовов и усилителей неокрашенных кузовов. Способ получения продуктов из деформируемого алюминиевого сплава 6ххх включает приготовление изделия из алюминиевого сплава, содержащего, мас.%: 0,1-2,0 кремния, 0,1-3,0 магния, необязательно до 2,0 меди и необязательно до 2,5 цинка, при этом по меньшей мере один из кремния и магния является преобладающим легирующим элементом, закалку изделия из алюминиевого сплава, холодную обработку давлением изделия из алюминиевого сплава на по меньшей мере 50%, термическую обработку изделия из алюминиевого сплава, при этом холодную обработку давлением и термическую обработку осуществляют для достижения в длинном поперечном направлении предела текучести при растяжении по меньшей мере 60 ksi и относительного удлинения по меньшей мере примерно 6%. Продукт из алюминиевого сплава 6ххх обладает нерекристаллизованной микроструктурой, имеющей менее чем 50% объемной доли зерен с разбросом ориентации зерен не более 3°. Изобретение направлено на получение изделий из алюминиевого сплава серии 6ххх с улучшенными прочностными свойствами. 2 н. и 17 з.п. ф-лы, 51 ил., 15 табл., 5 пр.
1. Способ получения продуктов из деформируемого алюминиевого сплава 6ххх, включающий:
(а) приготовление изделия из алюминиевого сплава для послезакалочной холодной обработки давлением, причем изделие из алюминиевого сплава содержит 0,1-2,0 мас.% кремния и 0,1-3,0 мас.% магния, необязательно до 2,0 мас.% меди и необязательно до 2,5 мас.% цинка, при этом по меньшей мере один из кремния и магния является преобладающим легирующим элементом изделия из алюминиевого сплава помимо алюминия;
(i) причем этап приготовления включает закалку изделия из алюминиевого сплава; и
(ii) причем изделие из алюминиевого сплава содержит магний, кремний, необязательно медь и необязательно цинк в количестве, достаточном для реализации по меньшей мере одной из характеристик деформационного упрочнения и дисперсионного упрочнения для достижения предела текучести при растяжении в длинном поперечном направлении по меньшей мере 60 ksi; и
(b) после этапа приготовления (а) - холодную обработку давлением изделия из алюминиевого сплава на по меньшей мере 50%;
(с) после этапа (b) холодной обработки давлением - термическую обработку изделия из алюминиевого сплава;
при этом этапы холодной обработки давлением и термической обработки осуществляют для достижения упомянутого предела текучести при растяжении в длинном поперечном направлении по меньшей мере 60 ksi и относительного удлинения в длинном поперечном направлении по меньшей мере примерно 6%.
2. Способ по п. 1, который включает формование изделия из алюминиевого сплава с приданием формы во время этапа (с) термической обработки.
3. Способ по п. 1, в котором между этапом (а) (i) закалки и этапом (b) холодной обработки давлением изделие из алюминиевого сплава не подвергают термической обработке с нагревом.
4. Способ по п. 1, в котором этап (b) холодной обработки давлением представляет собой холодную прокатку.
5. Способ по п. 1, в котором этап (b) холодной обработки давлением включает обжатие изделия из алюминиевого сплава до его практически конечной формы.
6. Способ по п. 5, в котором этап (b) холодной обработки давлением включает холодную прокатку изделия из алюминиевого сплава до конечной толщины.
7. Способ по п. 1, в котором этап (b) холодной обработки давлением включает холодную обработку давлением изделия из алюминиевого сплава на по меньшей мере 60%.
8. Способ по п. 1, в котором этап холодной обработки давлением (b) включает холодную обработку давлением изделия из алюминиевого сплава на по меньшей мере 70%.
9. Способ по п. 1, в котором этап (с) термической обработки включает поддерживание изделия из алюминиевого сплава ниже температуры его рекристаллизации.
10. Продукт из деформируемого алюминиевого сплава 6ххх в катаном или кованом виде, причем продукт из деформируемого алюминиевого сплава 6ххх содержит 0,25-2,0 мас.% кремния, 0,25-3,0 мас.% магния, 0,35-2,0 мас.% меди, необязательно вплоть до 2,0 мас.% цинка, причем по меньшей мере один из кремния и магния является преобладающим легирующим элементом продукта из алюминиевого сплава 6ххх помимо алюминия,
при этом продукт из алюминиевого сплава 6ххх достигает относительного удлинения в длинном поперечном направлении по меньшей мере 8% и предела текучести при растяжении в длинном поперечном направлении по меньшей мере 58 ksi,
при этом продукт из алюминиевого сплава 6ххх обладает нерекристаллизованной микроструктурой, имеющей менее чем 50% объемную долю зерен первого типа в продукте из алюминиевого сплава 6ххх, при этом упомянутые зерна первого типа являются зернами, имеющими разброс ориентации зерен не более 3°.
11. Продукт из алюминиевого сплава 6ххх по п. 10, в котором катаный продукт из алюминиевого сплава 6ххх содержит не более 25% упомянутых зерен первого типа.
12. Продукт из алюминиевого сплава 6ххх по п. 10, в котором катаный продукт из алюминиевого сплава 6ххх имеет относительное удлинение в длинном поперечном направлении по меньшей мере 10%.
13. Продукт из алюминиевого сплава 6ххх по п. 12, в котором катаный продукт из алюминиевого сплава 6ххх имеет предел текучести при растяжении в длинном поперечном направлении по меньшей мере 60 ksi.
14. Продукт из алюминиевого сплава 6ххх по п. 12, в котором катаный продукт из алюминиевого сплава 6ххх имеет предел текучести при растяжении в длинном поперечном направлении по меньшей мере 62 ksi.
15. Продукт из алюминиевого сплава 6ххх по п. 12, в котором катаный продукт из алюминиевого сплава 6ххх имеет предел текучести при растяжении в длинном поперечном направлении по меньшей мере 65 ksi.
16. Продукт из алюминиевого сплава 6ххх по п. 12, в котором катаный продукт из алюминиевого сплава 6ххх имеет предел текучести при растяжении в длинном поперечном направлении по меньшей мере 68 ksi.
17. Продукт из алюминиевого сплава 6ххх по п. 10, в котором катаный продукт из алюминиевого сплава 6ххх содержит 0,5-2,0 мас.% меди.
18. Продукт из алюминиевого сплава 6ххх по п. 10, в котором катаный продукт из алюминиевого сплава 6ххх содержит 0,35-2,0 мас.% цинка.
19. Продукт из алюминиевого сплава 6ххх по любому из пп. 10-18, в котором продукт из алюминиевого сплава 6ххх выполнен в виде автомобильной детали, и при этом автомобильная деталь выбрана из группы, состоящей из колесных дисков, крышек капота, крыльев, дверных панелей, панелей крыши, панелей крышки багажника, стоек неокрашенных кузовов и усилителей неокрашенных кузовов.
| JP 2007009262 A, 18.01.2007 | |||
| JP 2007031819 A, 08.02.2007 | |||
| ДЕТАЛЬ ОБШИВКИ АВТОМОБИЛЬНОГО КУЗОВА ИЗ ЛИСТА СПЛАВА Al-Si-Mg, ПРИКРЕПЛЕННАЯ К СТАЛЬНОЙ КОНСТРУКЦИИ | 2004 |
|
RU2336192C2 |
| СПЛАВ Al-Zn-Mg-Cu | 2004 |
|
RU2353693C2 |
| JP 2003321754 A, 14.11.2003. | |||

