Изобретение относится к гарнитурам ножевых размалывающих машин и может быть использовано в целлюлозно-бумажной, а также в других отраслях промышленности при гидромеханической переработке волокносодержащих материалов.
Известно, что размол крупнодисперсной древесной массы, например пропаренной щепы, включает две фазы.
Первая фаза представляет собой грубый размол, заключающийся в механическом расщеплении древесины на пучки волокон с частичным разделением последних на отдельные волокна.
Вторая фаза представляет собой тонкий размол, заключающийся во внешнем и внутреннем фибриллировании пучков волокон, прошедших первую фазу.
Практически обе фазы осуществляются в разных, последовательно установленных мельницах. При такой организации становится возможным выбор подходящего рисунка рабочей поверхности гарнитуры, а также условий и оптимальных режимов, для каждой фазы размола.
Однако использование двухступенчатого размола связано с рядом недостатков:
- недостаточные интенсивность и эффективность процесса;
- высокие удельные энергозатраты;
- низкие производительность и качественные характеристики процесса.
Данные недостатки можно отнести также и к множеству известных рисунков размалывающей поверхности гарнитур, используемых в настоящее время при двухступенчатом размоле.
Известна размольная металлическая гарнитура, включающая корпус, ножи, рабочая поверхность которых снабжена продольными прорезями, передние кромки которых и режущие кромки ножей притуплены [1].
Существенным недостатком гарнитуры [1] является то, что она может быть использована только на второй фазе. На первой фазе использование гарнитуры [1] мало эффективно.
Известна размалывающая гарнитура дисковой мельницы, включающая роторный и статорный диски, рабочие кольцевые поверхности которых разделены на радиальные секторы, снабженные прямолинейными ножами и сквозными межножевыми канавками, параллельными одной из радиальных образующих сектора [2].
Недостатком гарнитуры [2] является то, что она предназначена для использования только на второй фазе. На первой фазе ее использование не представляется возможным.
Существенным недостатком гарнитуры [2] и, практически, всех известных секторных гарнитур, используемых в настоящее время, является то, что образующие секторов проходят через центр диска, а углы наклона образующих к радиусу входной окружной кромки, проведенному из центра диска, равны нулю. В результате этого значения касательных составляющих окружного усилия, развиваемого в процессе вращения ротора его режущими кромками, как правило, значительно ниже нормальных.
Известен размольный диск центробежно-пульсационного аппарата для диспергирования волокнистых материалов, включающий ряды зубьев, распределенных на концентрических окружностях, причем ряды зубьев ротора размещены между рядами зубьев статора [3].
Существенным недостатком гарнитуры [3] является то, что она широко используется при обработке сухих волокнистых материалов и мало эффективна при размоле на фазе грубого гидродинамического размола. Для водных же суспензий на фазе тонкого помола использование гарнитуры [3] не представляется возможным.
Наиболее близким по технической сущности известным решением является размольная гарнитура, состоящая из радиальных секторов, рабочая поверхность которых разделена на три концентрические кольцевые зоны, из которых зона, ближняя к центру диска, включает разбивные ножи, средняя зона - ножи грубого помола, а периферийная зона - ножи тонкого помола [4].
Недостатком известной гарнитуры является:
- низкая эффективность работы разбивных ножей;
- прохождение образующих секторов через центр диска;
- нулевые значения углов между образующими и радиусами входной окружной кромки, проведенными из центра диска.
В результате этого касательные составляющие окружного усилия, развиваемого режущими кромками ротора в процессе размола, по величине значительно меньше нормальных. Поэтому преобладает рубящее воздействие на материал, а удельные энергозатраты существенно возрастают.
Изобретение решает задачу интенсификации, повышения эффективности, качества и производительности процесса размола при одновременном сокращении удельных энергозатрат.
Технический результат заключается в повышении эффективности, качества и производительности процесса размола путем обеспечения возможности проведения двухфазного размола в одну ступень, т.е. в одной дисковой мельнице.
Для достижения указанного технического результата в размольной гарнитуре с рабочей поверхностью, включающей три кольцевые зоны, из которых зона, ближняя к центру диска, имеет ряды разбивных зубьев, распределенных по концентрическим окружностям, причем зубья ротора размещены между зубьями статора, средняя и периферийная зоны состоят из секторов, снабженных прямолинейными ножами, параллельными одной из образующих, рабочие поверхности ножей периферийной зоны снабжены продольными прорезями, передние кромки которых и режущие кромки ножей притуплены, а рабочая поверхность роторного диска выполнена зеркально относительно рабочей поверхности статорного диска, согласно изобретению высота разбивных зубьев зоны, ближней к центру диска, больше двойной высоты ножей средней и периферийной зон.
Образующие единичных секторов расположены эксцентрично, с одной стороны относительно центра диска.
Эксцентриситеты образующих смежных секторов средней и периферийной зон расположены с разных сторон относительно центра диска.
Ширина ближней к центру зоны l1=0,211·(R-r), ширина средней зоны l2=0,44·(R-r), ширина периферийной зоны l3=0,349·(R-r), где R - радиус периферийной окружной кромки диска, r - радиус входной окружной кромки диска.
Отличительные признаки предлагаемой размольной гарнитуры позволяют:
- интенсифицировать силовое воздействие на крупнодисперсную древесную массу в зоне, ближней к центру диска за счет того, что высота разбивных зубьев этой зоны больше двойной высоты ножей средней и периферийной зон;
- увеличить долю касательных составляющих окружного усилия, развиваемого режущими кромками ротора в процессе вращения, за счет того, что образующие единичных секторов расположены эксцентрично, с одной стороны относительно центра диска;
- увеличить скорость прохождения материала через среднюю зону и замедлить скорость прохождения материала через периферийную зону за счет того, что эксцентриситеты образующих смежных секторов средней и периферийной зон расположены с разных сторон относительно центра диска;
- обеспечить наиболее оптимальные режимы силового воздействия и транспортирования волокнистого полуфабриката в каждой из зон, с требуемой продолжительностью его нахождения в каждой из них за счет регламентированных значений ширины зон.
Этим создаются предпосылки к возникновению и существенному усилению фибриллирующего механического воздействия на волокнистый материал, к повышению качества его обработки, а также к снижению энергозатрат.
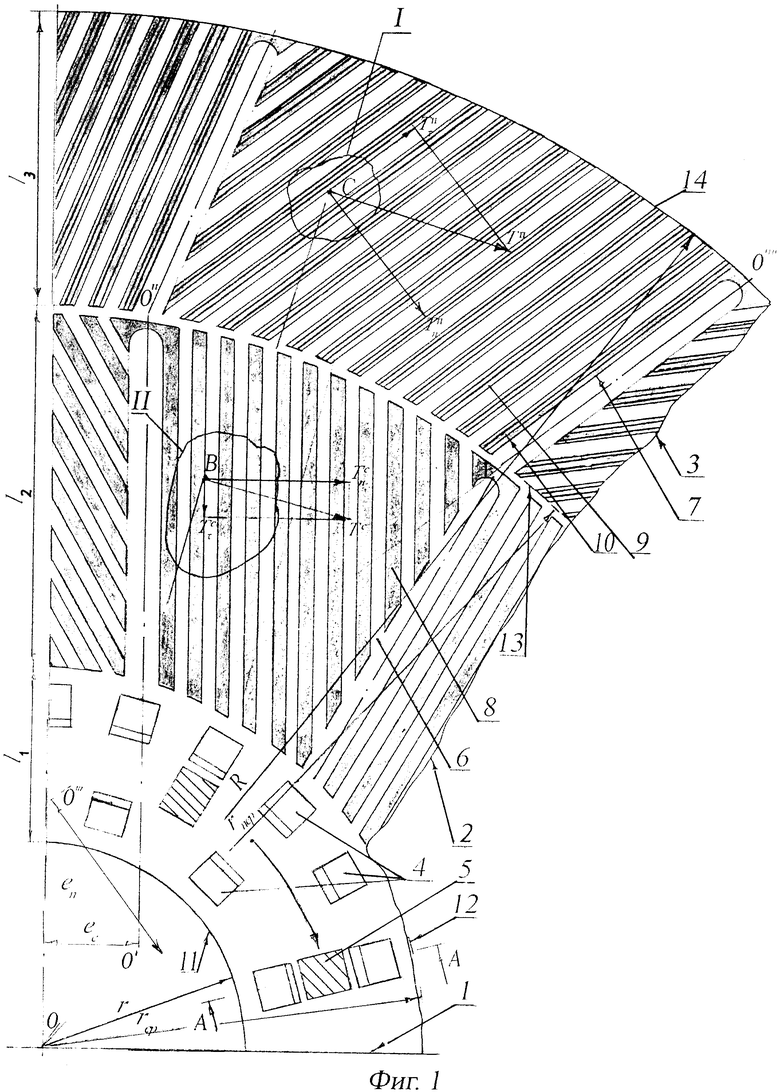
На фиг.1 изображена фронтальная проекция ножевой поверхности единичных секторов средней и периферийной зон размольной гарнитуры статора. Элементы I и II, выделенные замкнутой волнистой линией, принадлежат сопряженной рабочей поверхности ротора. Рабочие поверхности ножей зачернены. Окружной дуговой стрелкой показано направление вращения диска ротора. Эксцентриситет относительно центра О образующей О'О'', к которой параллельны ножи сектора средней зоны, обозначен через ec. Эксцентриситет относительно центра О образующей О'''О'''', к которой параллельны ножи единичного сектора периферийной зоны, обозначен через en.
На фиг.2 изображен разрез А-А ближней к центру зоны сопряженных разбивных ножей рабочих поверхностей дисков ротора и статора.
Ножевые поверхности размольной гарнитуры ротора и статора включают три кольцевые зоны 1, 2 и 3.
Ближняя к центру О зона 1 статора имеет разбивные зубья 4, распределенные по концентрическим окружностям. Разбивные зубья 5 ротора размещены между разбивными зубьями 4 статора, высота разбивных зубьев 4 и 5 этой зоны больше двойной высоты ножей средней и периферийной зон.
Средняя 2 и периферийная 3 зоны состоят из смежных секторов 6 и 7, снабженных прямолинейными ножами, соответственно, 8 и 9, нанесенными параллельно одной из образующих О'О'' и O'''O'''' секторов, соответственно, 6 и 7. Рабочие поверхности ножей 9 периферийной зоны 3 снабжены продольными прорезями 10, передние кромки которых и режущие кромки ножей 9 притуплены. Рабочая поверхность роторного диска выполнена зеркально относительно рабочей поверхности статорного диска.
По сравнению с известными решениями [1-4] предлагаемая размольная гарнитура имеет следующие существенные отличительные признаки:
- высота разбивных зубьев 4 зоны 1, ближней к центру О диска, больше двойной высоты ножей 8 и 9 секторов 6 и 7, соответственно, средней 2 и периферийной 3 зон;
- образующие единичных секторов расположены эксцентрично, с одной стороны относительно центра диска;
- эксцентриситеты ec и en образующих O'O'' и O'''O'''' смежных секторов 6 и 7 средней 2 и периферийной 3 зон расположены с разных сторон относительно центра О;
- ширина ближней к центру зоны 1 l1=0,211·(R-r);
- ширина средней зоны 2 l2=0,44·(R-r);
- ширина периферийной зоны 3 l3=0,349·(R-r).
r - радиус входной окружной кромки 11 зоны 1, rcp - радиус входной окружной кромки 12 средней зоны 2, rпер - радиус входной окружной кромки 13 периферийной зоны 3, R - радиус выходной окружной кромки 14 периферийной зоны 3.
Размольная гарнитура работает следующим образом. Обработанная щепа поступает через входную окружную кромку 11 диска в зону 1, где предварительно раздробляется и расщепляется неподвижными 4 и вращающимися 5 разбивными зубьями, соответственно ротора и статора до размеров, обеспечивающих прохождение обработанной массы через входную окружную кромку 12 в среднюю зону 2.
Интенсивность силового воздействия на массу со стороны смежных разбивных зубьев 4 и 5 существенно возрастает за счет того, что высота их превышает двойную высоту зубьев 8 и 9 секторов 6 и 7, соответственно, средней 2 и периферийной 3 зон.
Частицы и волокна, образовавшиеся после предварительной обработки в зоне 1, попадая в среднюю зону 2, под действием тангенциальной составляющей  окружного усилия TC (см. в точке В, элемент I, фиг.1), ориентируются вдоль активных боковых стенок ножей 8 статора и ротора и подвергаются сложному механическому воздействию в межножевых зазорах. За счет режима прокачивания масса, под действием центробежной силы, набирает скорость и устремляется, через входную окружную кромку 13, в периферийную зону 3.
окружного усилия TC (см. в точке В, элемент I, фиг.1), ориентируются вдоль активных боковых стенок ножей 8 статора и ротора и подвергаются сложному механическому воздействию в межножевых зазорах. За счет режима прокачивания масса, под действием центробежной силы, набирает скорость и устремляется, через входную окружную кромку 13, в периферийную зону 3.
Наличие на рабочих поверхностях ножей 9 ротора и статора прорезей 10 удерживает волокнистые элементы суспензии в месте их сопряжения.
При этом на рабочих поверхностях происходит перераспределение давления, за счет чего прочность сцепления с ними волокнистых частиц и эффективность силового воздействия на последние увеличиваются.
Поскольку в кольцевой периферийной зоне 3 имеет место задерживающий эффект, масса в этой зоне замедляется. В то же время продвижение массы через зону 3, к периферийной выходной окружной кромке 14, осуществляется за счет:
- разности давлений на входной окружной кромке 13 и выходной 14;
- оптимального соотношения ширин средней 2 и периферийной 3 зон.
Время прохождения через зону 3 и качество силового воздействия на транспортируемую и, одновременно, обрабатываемую массу существенно возрастают. За счет того, что образующие O'O'' и О'''О'''' смежных секторов 6 и 7 средней 2 и периферийной 3 зон расположены эксцентрично относительно центра О, доли касательных составляющих  ,
,  окружных усилий TС, TП (см. в точках В и С, элементов I и II фиг.1) с ростом значений эксцентриситетов ec и en существенно увеличиваются, в то время как доли нормальных
окружных усилий TС, TП (см. в точках В и С, элементов I и II фиг.1) с ростом значений эксцентриситетов ec и en существенно увеличиваются, в то время как доли нормальных  и
и  понижаются.
понижаются.
Это позволяет снизить рубящий эффект, удельные энергозатраты и интенсифицировать фибриллирующий эффект.
Обработанный волокносодержащий полуфабрикат направляется на дальнейшую обработку. По сравнению с известными решениями, использование заявляемой размольной гарнитуры позволяет решать задачу интенсификации, повышения эффективности, качества и производительности процесса размола при одновременном сокращении удельных энергозатрат.
Источники информации
1. SU, №408973, МПК D21D 1/30, заявлено 01.06.1972 г., опубл. 30.11.1973 г., бюл. №48.
2. SU №878847, МПК D21D 1/30, заявлено 26.12.1972 г., опубликовано 07.11.1981 г., бюл. №41.
3. SU №439553, МПК D21D 1/30, заявлено 28.03.1989 г., опубликовано 15.08.1974 г., бюл. №30.
4. Шамко В.Е. Полуфабрикаты высокого выхода. М.: Лесная промышленность, 1989 г., с.119-123.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗМОЛЬНАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2023 |
|
RU2819370C1 |
| РАЗМОЛЬНАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2021 |
|
RU2771548C1 |
| Размольная гарнитура дисковой мельницы | 2016 |
|
RU2652177C2 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2013 |
|
RU2534974C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2013 |
|
RU2523990C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2012 |
|
RU2503765C1 |
| Размалывающая гарнитура дисковой мельницы | 2023 |
|
RU2811135C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2017 |
|
RU2649595C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2022 |
|
RU2805266C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2020 |
|
RU2761544C1 |

Изобретение относится к гарнитурам ножевых размалывающих машин и может быть использовано в целлюлозно-бумажной, а также в других отраслях промышленности при гидромеханической переработке волокносодержащих материалов. Размольная гарнитура с рабочей поверхностью включает три кольцевые зоны, из которых зона, ближняя к центру диска, имеет ряды разбивных зубьев, распределенных по концентрическим окружностям, причем зубья ротора размещены между зубьями статора. Средняя и периферийная зоны состоят из секторов, снабженных прямолинейными ножами, параллельными одной из образующих. Рабочие поверхности ножей периферийной зоны снабжены продольными прорезями, а рабочая поверхность роторного диска выполнена зеркально относительно рабочей поверхности статорного. Образующие единичных секторов расположены эксцентрично, с одной стороны относительно центра диска. Эксцентриситеты образующих смежных секторов средней и периферийной зон расположены с разных сторон относительно центра диска. Высота разбивных зубьев зоны, ближней к центру диска, больше двойной высоты ножей средней и периферийной зон. Предложенное решение обеспечивает повышение эффективности, качества и производительности процесса размола. 2 ил.
Размольная гарнитура с рабочей поверхностью, включающей три кольцевые зоны, из которых зона, ближняя к центру диска, имеет ряды разбивных зубьев, распределенных по концентрическим окружностям, причем зубья ротора размещены между зубьями статора, средняя и периферийная зоны состоят из секторов, снабженных прямолинейными ножами, параллельными одной из образующих, рабочие поверхности ножей периферийной зоны снабжены продольными прорезями, а рабочая поверхность роторного диска выполнена зеркально относительно рабочей поверхности статорного, отличающаяся тем, что образующие единичных секторов расположены эксцентрично, с одной стороны относительно центра диска, эксцентриситеты образующих смежных секторов средней и периферийной зон, расположены с разных сторон относительно центра диска, а высота разбивных зубьев зоны, ближней к центру диска, больше двойной высоты ножей средней и периферийной зон.
| WO 2008098153 A1, 14.08.2008 | |||
| US 6402071 B1, 11.06.2002 | |||
| Размольный диск центробежно-пульсационного аппарата для диспергирования волокнистых материалов | 1972 |
|
SU439553A1 |
| Гидравлическое устройство для сборки листовых рессор | 1934 |
|
SU41465A1 |
| ДИСКОВАЯ МЕЛЬНИЦА ДЛЯ РАЗМОЛА ВОЛОКНИСТОЙ МАССЫ | 0 |
|
SU397579A1 |

