Предлагаемое гидравлическое приспособление предназначено для зажима рессоры при сборке, т. е. при установке шпильки и надеваний хомута.
До настоящего времени сборка рессоры производится ручным способом. Рессора свертывается струбцинкой и затем уже надевается на нее нагретый хомут, после чего струбцинка удаляется. Далее следует установка хомута на центре рессоры при помощи шаблона, причем в процессе промерки шаблона передвижка хомута повторяется несколько раз, и в виду продолжительности операций нагретый хомут остывает, следствием чего является трудность его запрессовки. Самая же работа по надеванию хомута на рессору требует двух рабочих, из которых рдин держит рессору руками, а другой подбивает кувалдой хомут, осыпая горячей окалиной первого рабочего, часто обжигая ему лицо и руки.
Предлагаемое приспособление позволяет устранить из употребления струбцинки, ускоряет при этом и облегчает ежатие рессор, обеспечивает удобное надевание хомута путем надежного зажима рессоры и кроме того позволяет устанавливат хомут на центр рессоры без шаблона.
676)
Согласно изобретению гидравлическое приспособление для сборки листозых рессор выполнено в виде параллельных тисков и снабжено столом, составленным из двух шарнирно соединенных частей; путем откидывания одной части имеется возможность после зажатия листов рессоры надеть хомут, не требуя для этого значительного времени.
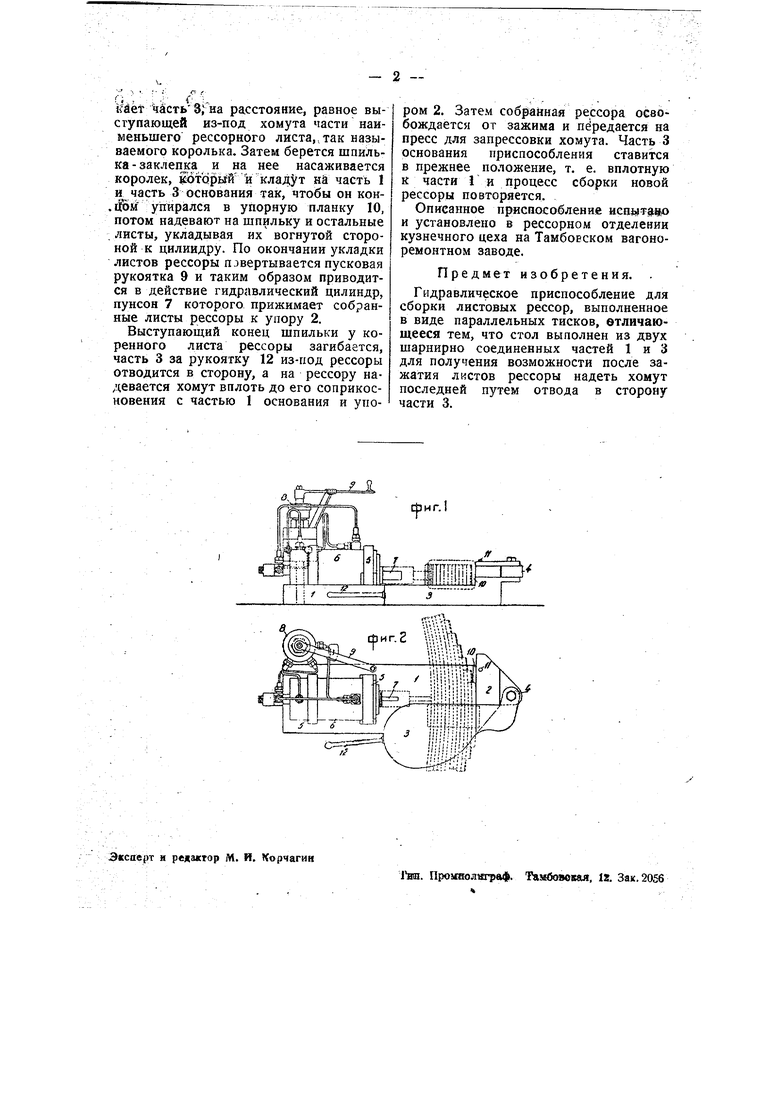
На чертеже фиг. 1 изображает боковой вид предлагаемого приспособления и фиг. 2 - вид его сверху.
Основание гидравлического приспособления состоит из плоской части 1 с упором 2, к которой на шарнире 4 присоединена другая плоская часть 3, входяш.ая своим криволинейным выступом в соответствующий вирез части I и образующая при этом общую плоскость в виде стола. К части 1 основания укреплен хомутами 5 гидравлический цилиндр 6 с пунсоном 7, а рядом с ним расположен золотник 8 с пусковой рукояткой 9. В пазах упора 2 имеется переставная упорная планка 10, закрепляемая в требуемом положении стопорным болтом 11.
Перед сборкой листовой рессоры упорную планку 10 устанавливают от части 1 основания, к которой примы1 йёт чисть3;на расстояние, равное выступающей из-под хомута части наименьшего рессорного листа,,так называемого королька. Затем берется шпилька-заклепка и на нее насаживается королек, iotopbiffii кладут на часть 1 и часть 3 основания так, чтобы он кон. ilosf упг1рался в упорную планку 10, потом надевают на шпильку и остальные листы, укладывая их вогнутой стороной к цилиидру. По окончании укладки листов рессоры повертывается пусковая рукоятка 9 и таким образом приводится в действие гидравлический цилиндр, пунсон 7 которого прижимает собранные листы рессоры к упору 2.
Выступающий конец шпильки у коренного листа рессоры загибается, часть 3 за рукоятку 12 из-под рессоры отводится в сторону, а на рессору надевается хомут вплоть до его соприкосновения с частью 1 основания и упором 2. Затем собранная рессора освобождается от зажима и передается на пресс для запрессовки хомута. Часть 3 основания приспособления ставится в прежнее положение, т. е. вплотную к части I и процесс сборки новой рессоры повторяется.
Описанное приспособление испытз йо и установлено в рессорном отделении кузнечного цеха на Тамбовском вагоноремонтном заводе.
Предмет изобретения.
Гидравлическое приспособление для сборки листовых рессор, выполненное в виде параллельных тисков, втличающееся тем, что стол выполнен из двух шарнирно соединенных частей 1 и 3 для получения возможности после зажатия листов рессоры надеть хомут последней путем отвода в сторону части 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укрепления рессорных листов в хомуте рессоры | 1934 |
|
SU47328A1 |
| ДЫРОПРОБИВНОЙ ПРЕСС ДЛЯ СБОРКИ И ЗАПРЕССОВКИ РОТОРНОГО ЖЕЛЕЗА НА ВАЛЫ ЭЛЕКТРОМОТОРОВ И ДИНАМОМАШИН | 1928 |
|
SU11859A1 |
| Способ сборки вагонных и тому подобных листовых рессор | 1940 |
|
SU58813A1 |
| Приспособление к сверлильному станку для фрезерования пазов в деревянных брусках | 1938 |
|
SU55469A1 |
| Льнотрепальная машина | 1929 |
|
SU16026A1 |
| СТАНОК ДЛЯ СБОРКИ НАГЕЛЬНЫХ ЩИТОВ | 1973 |
|
SU379500A1 |
| Устройство для обжатия муфты | 1988 |
|
SU1516194A1 |
| Ручной станок для изготовления сердечников Божко для радиотелеграфии | 1929 |
|
SU23320A1 |
| Приспособление для изготовления деревянных погонялок путем прессования | 1934 |
|
SU41178A1 |
| СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ЭЛАСТИЧНЫХ УПЛОТНЕНИЙ НА БАЗОВУЮ ДЕТАЛЬ | 2002 |
|
RU2229373C2 |
ИГ.1
т-А-1 tUTrfnTrij
Л4
fcj--ffil i il
Щ
, / liiiiii
L Л., iii;; ;

