ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к бесконечным тканям, в особенности, к многослойным текстильным крепирующим тканям, используемым при производстве бумажных изделий. Более конкретно, настоящее изобретение относится к крепирующим тканям, используемым при производстве бумажных изделий, таких как туалетная бумага, гигиенические салфетки, бумажные полотенца.
УРОВЕНЬ ТЕХНИКИ
В настоящее время потребление мягких впитывающих одноразовых бумажных изделий, таких как косметические салфетки и бумажные полотенца, получило широкое распространение в промышленно развитых странах. Известно много способов производства таких изделий, но все они начинаются с формования полотна целлюлозной массы в формующей части бумагоделательной машины. Формование целлюлозного полотна осуществляют путем нанесения волокнистой суспензии, т.е. разбавленной водой целлюлозной массы на движущуюся формующую сетку в формующей части бумагоделательной машины. Большая часть воды дренирует из целлюлозной массы сквозь формующую сетку, при этом на поверхности сетки формуется бумажное полотно.
Дальнейшая обработка и обезвоживание бумажного полотна обычно происходит одним из двух широко известных способов - прессованием увлажненного полотна и сквозной сушкой. При прессовании увлажненного полотна только что сформованное бумажное полотно подают на прессовую ткань и транспортируют его из формующей части в прессовую часть, которая содержит, по меньшей мере, один вальцовый пресс, между валами которого пропускают бумажное полотно на прессовой ткани, обеспечивающее поддержание полотна, либо, как это часто бывает, полотно пропускают между двумя такими тканями. Между валами пресса бумажное полотно подвергается прессованию, благодаря чему происходит его обезвоживание. Влага впитывается прессовой тканью или тканями, и в идеальном случае не попадает обратно на бумажное полотно или бумагу.
После прессования бумажное полотно при помощи, например, прессовой ткани подают на вращающийся нагретый американский сушильный барабан, на поверхности которого происходит окончательное высушивание бумажного полотна. Наличие влаги внутри бумажного полотна, в то время как полотно прилегает к поверхности сушильного барабана, приводит к прилипанию полотна к поверхности барабана, и поэтому при производстве туалетной бумаги и бумажных полотенец полотно обычно отделяют от поверхности барабана крепировальным шабером. Затем крепированное полотно отделывают в каландре и сматывают в рулон перед дальнейшей обработкой. Известно, что действие крепировального шабера на бумажное полотно путем механического протаскивания шабера навстречу полотну при его подаче на шабер приводит к разрушению части внутренних межволоконных связей бумаги. Однако в процессе сушки бумажного полотна образуются достаточно сильные межволоконные связи между волокнами целлюлозы. Прочность этих связей такова, что даже после обычного крепирования полотно сохраняет ощутимую твердость, довольно высокую плотность, малую толщину и низкую впитывающую способность.
Для уменьшения прочности межволоконных связей, образованных при прессовании увлажненной массы, можно применять сквозную сушку. В процессе сквозной сушки только что сформованное бумажное полотно подают на сушильное сукно для сквозной сушки потоком воздуха, создаваемым вакуумом или всасыванием (TAD-технологии), который выгибает (прогибает) полотно и вынуждает его, по меньшей мере, частично принимать рельеф поверхности сушильного сукна (TAD). Транспортируемое сушильным сукном бумажное полотно проходит через сквозную сушку воздухом, где поток нагретого воздуха, направленный на полотно и сквозь сушильное сукно (TAD), высушивает бумажное полотно до требуемого состояния. И наконец, после вакуумной сушки полотно подают на поверхность американского сушильного барабана для окончательного высушивания. Затем полностью высушенное полотно снимают с американского сушильного барабана крепировальным шабером, который укорачивает или крепирует полотно, еще более увеличивая, таким образом, его плотность. Затем укороченное полотно сматывают в рулоны для последующей обработки, включая упаковку в состояние, годное для транспортировки и поставки потребителям.
При использовании технологии сквозной сушки (TAD-технологии) при недостаточном прессовании полотна, которое может иметь место в процессе прессования увлажненного полотна, которое пропускают на ткани между валами и когда подают на американский сушильный барабан, снижается возможность формирования сильных межволоконных связей, что приводит к тому, что готовые туалетная бумага и бумажные полотенца имеют большую плотность, чем при их изготовлении традиционным способом прессования увлажненной массы. Однако поскольку прочность полотен на разрыв, сформированных методом сквозной сушки, в основном не соответствует потребительским качествам конечного продукта, перед формированием или в процессе формирования в полотно обычно добавляют различные химические добавки для получения желаемой прочности при сохранении большей объемной массы первоначального продукта.
Как отмечено выше, существует много способов изготовления бумажных салфеток, поэтому предшествующее описание следует понимать как последовательность универсальных операций, которые используются в различных способах. Например, не всегда является необходимым использование американского сушильного барабана, поскольку в некоторых ситуациях укорачивание бумажного полотна нежелательно или для этого могут быть использованы другие способы, например способ «влажного крепирования».
Здесь также следует учитывать и другие изменения технологии и конфигурации машин при прессовании увлажненной массы, либо для сквозной сушки. Например, в некоторых случаях для снятия бумажного полотна с поверхности сушильного барабана не используют крепировальный шабер. Кроме того, существуют способы обработки, альтернативные способу сквозной сушки, посредством которых пробуют получить бумажные салфетки с качествами, аналогичными качествам, получаемым при использовании TAD-технологии, но без специальных установок и высоких энергозатрат, характерных для этой технологии.
Такие потребительские качества, как плотность бумаги, впитывающая способность, прочность, мягкость и эстетика внешнего вида являются существенными для многих продуктов, в особенности это относится к таким бумажным изделиям, как косметические салфетки, туалетная бумага или бумажные полотенца. Для изготовления бумажных изделий с такими характеристиками ткань обычно выполняют так, чтобы на поверхности, соприкасающейся с бумажным полотном, были отображены изменения рельефа поверхности. Эти изменения часто измеряются как разница по высоте в плоскости между нитями пряжи на поверхности ткани. Например, разницу по высоте обычно измеряют как разность по высоте рельефа переплетения между нитью основы и нитью утка или как разность по высоте перегибов нитей, проходящих в машинном направлении (MD) и поперек движения ткани в машине (CD) в плоскости поверхности ткани. Зачастую в структуре ткани имеются карманы, и в этом случае за разницу по высоте принимают глубину кармана. Следует учесть, что эти крепирующие ткани могут быть бесконечными или замкнутыми в кольцо в бумагоделательной машине и работать наподобие конвейеров. Кроме того, следует учитывать тот факт, что производство бумаги - это непрерывный процесс, который происходит на значительных скоростях. Более конкретно, волокнистую суспензию непрерывно наносят на формующую сетку в формующей части, в то же время новое готовое бумажное полотно непрерывно сматывают в рулоны после сушки.
Настоящее изобретение предлагает ткань, при использовании которой снижается или вовсе исключается повторное увлажнение бумажного продукта, сформированного на ней в процессе производства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, основная цель изобретения - создание многослойной текстильной крепирующей ткани, с помощью которой повторное увлажнение сформированного бумажного полотна сведено к минимуму или даже исключено.
- Еще одна цель изобретения заключается в создании многослойной текстильной крепирующей ткани, имеющей на машинной стороне или стороне, соприкасающейся с валом, нити утка, снабженные углублениями.
- Еще одной целью изобретения является создание крепирующей ткани, имеющей более глубокие карманы по сравнению с традиционными однослойными тканями.
- Еще одной целью изобретения является создание крепирующей ткани, которая обеспечивает формирование бумажного полотна, имеющего большую толщину и меньшую плотность.
- Еще одной целью изобретения является создание многослойной текстильной крепирующей ткани, с помощью которой обеспечивается не только производство бумаги улучшенного качества, но и такое протекание процесса, при котором процент крепирования ткани и плотность бумаги может изменяться в более широком диапазоне, вследствие чего диапазон рабочих характеристик и/или объем повторно используемого волокна увеличен.
- Еще одной целью изобретения является создание многослойной текстильной крепирующей ткани с 8-мью зевами, машинная сторона которой или сторона, соприкасающаяся с валом, имеет нити утка, снабженные углублениями, а сторона, соприкасающаяся с бумажным полотном, имеет лишенные углублений или круглые нити утка.
- Еще одной целью изобретения является создание многослойной текстильной крепирующей ткани, диаметр нитей утка которой меньше диаметра нитей основы.
Использование настоящего изобретения позволяет достичь этих и других целей и преимуществ. Таким образом, с одной стороны настоящее изобретение имеет целью создание многослойной текстильной крепирующей ткани, на поверхности которой, соприкасающейся с валом, нити утка снабжены углублениями. С другой стороны, целью изобретения является создание многослойной текстильной крепирующей ткани, диаметр нитей утка которой меньше диаметра нитей основы. Наряду с этим предусматривается сочетание расположения этих нитей. Преимущество структуры ткани - согласно настоящему изобретению - по сравнению с известными аналогами заключается в том, что наличие на поверхности ткани со стороны, соприкасающейся с валом, нитей утка, снабженных углублениями, и/или наличие нитей утка, диаметр которых меньше диаметра нитей основы, позволяет уменьшить или даже исключить возможность повторного увлажнения бумажного полотна водой, оставшейся в ткани.
Далее, многослойные текстильные крепирующие ткани согласно настоящему изобретению имеют более глубокие карманы по сравнению с традиционными однослойными материалами. Наличие более глубоких карманов обеспечивается многослойной структурой ткани и разностью по высоте в плоскости между нитью основы и нитью утка. Более глубокие карманы позволяют получить большую толщину и меньшую плотность бумажного полотна при использовании вакуумной сушки по сравнению с бумажным полотном, изготовленным с использованием известной ткани. Ткани - согласно настоящему изобретению - могут найти применение в бумагоделательных машинах для тиснения, крепирования и прочих операций, которые могут быть известны специалисту. Для лучшего понимания изобретения, его функциональных преимуществ и целей, достижимых благодаря его применению, ниже рассмотрены предпочтительные варианты осуществления изобретения со ссылками на сопроводительные чертежи, на которых одинаковые элементы обозначены одними и теми же номерами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже приведено подробное описание в форме примера, которое не ограничивает объема изобретения и в котором для лучшего понимания даны ссылки на чертежи, на которых одинаковые элементы имеют одинаковые числовые обозначения:
- на фиг.1 изображен поперечный разрез нити утка, снабженной углублениями, в соответствии с одним вариантом настоящего изобретения;
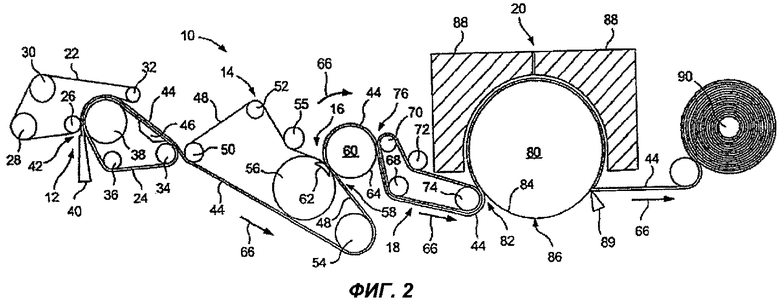
- на фиг.2 показана структурная схема бумагоделательной машины, используемой для производства бумаги;
- на фиг.3А показана фотография поверхности ткани, соприкасающейся с бумажным полотном, изготовленной в соответствии с одним из вариантов настоящего изобретения;
- на фиг.3В показана фотография поверхности ткани, соприкасающейся с валом, изготовленной в соответствии с одним из вариантов настоящего изобретения;
- на фиг.4 показана схема плетения многослойной текстильной крепирующей ткани с 8-мью зевами в соответствии с одним из вариантов настоящего изобретения;
- на фиг.5 схематически показан образец плетения ткани согласно изображению на фиг.4;
- на фиг.6 изображены контуры нити основы для образца плетения согласно изображению на фиг.4;
- на фиг.7 изображены контуры нити утка для образца плетения согласно изображению на фиг.4;
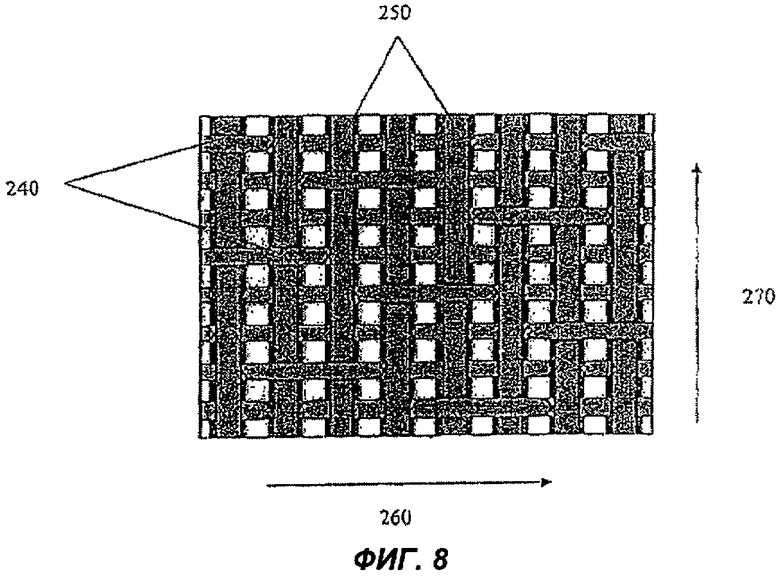
- на фиг.8 схематически показан образец плетения в соответствии с одним из вариантов настоящего изобретения;
- на фиг.9 показано трехмерное изображение поверхности ткани согласно изображению на фиг.4;
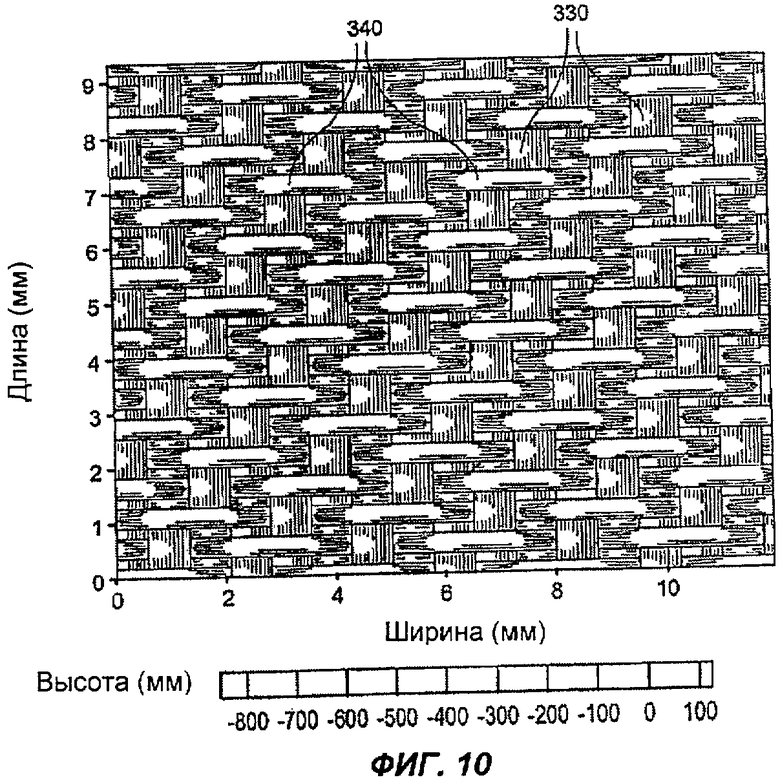
- на фиг.10 показано трехмерное изображение поверхности традиционной ткани для тиснения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее следует более полное описание настоящего изобретения со ссылками на чертежи, на которых показаны предпочтительные варианты осуществления изобретения. Однако настоящее изобретение может быть реализовано в различных формах, и следующие пояснительные варианты осуществления изобретения не должны быть истолкованы как ограничивающие его объем. Напротив, эти примеры осуществления изобретения способствуют более полному и детальному раскрытию изобретения. Кроме того, из этих примеров объем изобретения очевиден для специалиста.
Настоящее изобретение относится к многослойным текстильным крепирующим тканям, используемым в производстве мягких, впитывающих, одноразовых бумажных изделий, например косметических салфеток, туалетной бумаги и бумажных полотенец. Эти ткани позволяют свести к минимуму или даже исключить повторное увлажнение бумажного продукта или бумажного полотна.
Настоящее изобретение способствует созданию многослойной текстильной крепирующей ткани, предназначенной для использования в машине, изображенной на фиг.2, использование которой может сократить производственные затраты и время на производство бумажных изделий. Сокращения времени изготовления и снижения затрат достигают благодаря использованию тканей согласно настоящему изобретению, которые уменьшают или даже предотвращают повторное увлажнение бумажного полотна водой, удаленной из бумажного полотна. Таким образом, обеспечивают более быстрое и эффективное высушивание бумажного полотна.
Вместе с тем, ткани, изготовленные согласно настоящему изобретению, имеют лучшие рабочие характеристики на бумагоделательной машине благодаря уменьшению или даже полному отсутствию отверстий в бумажном полотне, что, в свою очередь способствует работе машины при более высоких уровнях протяжки, либо с меньшей плотностью бумаги без отверстий в бумажном полотне. Вместе с тем, можно использовать переработанный материал с более высоким содержанием волокна при сохранении желательных свойств бумажного полотна.
Кроме того, ткани, изготовленные согласно настоящему изобретению, имеют более глубокие карманы, что позволяет получить бумажное полотно с улучшенным впитыванием.
В описании термины «нити утка, снабженные углублениями» применяются для описания нитей утка, используемых в вариантах осуществления настоящего изобретения. На фиг.1 изображен не ограничивающий пример уточной нити 2, имеющей углубления 4.
Кроме того, нити утка, снабженные углублениями - согласно настоящему изобретению - можно называть бороздчатыми, фасонными или некруглыми. Также настоящее изобретение описано на примере гладких тканей. Следовательно, здесь нити утка являются нитями, расположенными поперек движения ткани в машине (CD), а нити основы - нитями, расположенными в машинном направлении (MD). Следует также отметить, что термины «нить утка» и «уточная нить» являются взаимозаменяемыми и относятся к нитям, расположенным поперек движения ткани в машине (CD). Кроме того, гладкие текстильные ткани можно соединить в кольцо путем создания швов или плетением. Преимущество многослойных текстильных тканей заключается в возможности их соединения машинным закаточным швом, практически однородным, в отличие от однослойных тканей.
Ниже рассмотрены предпочтительные варианты осуществления изобретения с точки зрения полноширинных, полноразмерных тканей, используемых в качестве крепирующей ткани в конвейерной или сушильной части бумагоделательной машины.
При разработке вариантов крепирующих тканей, используемых в бумажном производстве для изготовления впитывающих бумажных изделий, например тех, которые были рассмотрены выше, были получены уникальные и неожиданные результаты. Аналогичный способ раскрыт в Публикации патента РСТ № WO 2004/033793 и заявке на патент США №2005/0241786, ссылка на которые означает, что их содержание полностью включено в настоящее описание. На фиг.2 проиллюстрирован пример процесса изготовления бумаги и представлена используемая для этого бумагоделательная машина 10. Бумагоделательная машина 10 включает традиционную двухсеточную формующую часть 12, конвейерную ленту 14, прессовую часть 16 с башмачным прессом, крепирующую ткань 18 и американский сушильный барабан 20. Формующая часть 12 содержит две формующие сетки 22, 24, поддерживаемые валиками 26, 28, 30, 32, 34, 36 и формующим цилиндром 38. Из напорного ящика 40 бумажная масса поступает на вальцовый пресс 42, образованный между формующим цилиндром 38, валиком 26 и сетками. Из бумажной массы формируют бумажное полотно 44, которое обезвоживают на сетках с использованием вакуума, создаваемого, например, отсасывающим ящиком 46.
Бумажное полотно 44 подают на прессовую ткань 48 бумагоделательной машины, поддерживаемую валами 50, 52, 54, 55, и соприкасающуюся с башмачным прессовым валом 56. При подаче на прессовую ткань 48 полотно 44 имеет низкую плотность. Подачу можно выполнить с использованием вакуума, например в качестве вала 50 при необходимости может быть использован отсасывающий цилиндр, захватывающее устройство или вакуум направляющую, которые известны из уровня техники. Когда бумажное полотно поступает на вал 56, его плотность может достигать 10-25%, предпочтительно 20-25% или около этой величины, когда оно поступает в зону 58 прессования между валом 56 и передаточным валом 60. При необходимости в качестве вала 60 может быть выбран нагретый цилиндр. Вместо башмачного прессового вала в качестве вала 56 может быть использован традиционный отсасывающий цилиндр. При использовании башмачного прессового вала предпочтительно и желательно, чтобы в качестве вала 54 был выбран отсасывающий цилиндр, обеспечивающий более эффективное удаление воды из прессовой ткани перед подачей ткани в зону прессования, так как вода из бумажного полотна будет выжиматься на прессовую ткань в зоне прессования. В любом случае использование отсасывающего цилиндра 54 обычно предпочтительно для обеспечения удержания бумажного полотна на прессовой ткани при изменении направления, что должно быть понятно специалисту из чертежей.
В зоне 58 влагу из полотна 44 отжимают на прессовую ткань 48 нижним опорным прессом 62. Таким образом, на этом этапе процесса бумажное полотно обезвоживают в зоне 58 обычно путем повышения плотности полотна на 15 и более процентов сухого вещества. Башмачным прессом обычно называют конструкцию, представленную в зоне 58. В настоящем изобретении цилиндр 60 работает как передаточный цилиндр, который с высокой скоростью (обычно от 1000 до 8000 футов/мин) подает полотно 44 на ткань 18.
Цилиндр 60 имеет гладкую поверхность 64, которую при необходимости покрывают клеящим веществом или разделительной смазкой. Полотно 44 прилипает к передаточной поверхности 64 цилиндра 60, который вращается с высокой угловой скоростью, в то время как полотно 44 продолжает движение в машинном направлении, указанном стрелками 66. Полотно 44 на цилиндре 60 обычно имеет кажущееся случайным распределение волокон.
Направление 66 именуют машинным направлением (MD) движения бумажного полотна, а также бумагоделательной машины 10, в то время как поперечным (CD) называют направление, перпендикулярное движению бумажного полотна (MD).
Как показано на чертежах, полотно 44 поступает в зону 58 обычно с плотностью от 10 до 25 процентов или около этой величины, и его обезвоживают и высушивают до плотности от 25 до 70 процентов перед тем, как подать на ткань 18.
Как показано на чертежах, ткань 18 поддерживается валиками 68, 70, 72 и прессовым барабаном 74, и вместе с цилиндром 60 образует зону 76 крепирования. Зона 76 крепирования ткани 18 определяется расстоянием, на протяжении которого ткань 18 находится в контакте с цилиндром 60, то есть сильно прижимает полотно 44 к цилиндру 60. С этой целью может быть использован опорный или крепирующий валик 70 с мягкой и деформируемой поверхностью, с помощью которого увеличивают длину зоны крепирования и угол крепирования между тканью и бумажным полотном и зону контакта. В качестве валика 70 может быть также использован башмачный прессовый вал, позволяющий увеличить эффективный контакт бумажного полотна с плотно прилегающей тканью в зоне 76, в которой полотно 44 подают на ткань 18 и перемещают в машинном направлении. Используя в зоне 76 различное оборудование, можно регулировать угол крепирования ткани или угол вывода из зоны крепирования. Таким образом, путем регулирования этих параметров зажима в зоне контакта можно влиять на характер и величину перераспределения волокна, а также расслоение/разрыхление, которые могут произойти в зоне 76. После крепирования тканью полотно 44 продолжает перемещаться в машинном направлении 66, и в передаточной зоне 82 его прижимают к американскому сушильному барабану 80. Плотность бумажного полотна в зоне 82 составляет от 25 до 70 процентов. Такая плотность не обеспечивает прочного прилипания полотна 44 к поверхности 84 сушильного барабана 80, при которой его можно полностью снять с ткани. Это важный момент процесса, особенно в случае необходимости использования высокоскоростной сушильной камеры, а также в случае необходимости сильного прижатия при крепировании. В этой связи важно отметить, что в процессе традиционной сквозной сушки (TAD) не используют высокоскоростные сушильные камеры, поскольку в этом случае не достигают достаточного прилипания к сушильному барабану 80. В таком процессе целесообразно использование клеящих веществ, способствующего такому прилипанию умеренно увлажненного бумажного полотна плотностью от 25 до 70 процентов к барабану 80, которое является достаточным для обеспечения работы системы на высокой скорости и высокоскоростной струйной воздушной сушки.
Полотно 44 высушивают на сушильном барабане 80, который представляет собой нагреваемый цилиндр, и при помощи высокоскоростной струйной сушки в камере 88 сушильного барабана. По мере вращения барабана 80 полотно 44 крепируют с барабана крепировальным шабером 89 и наматывают на приемный валик 90.
В одном варианте в вышеописанном процессе в качестве ткани 18, изображенной на фиг.3-5, используют многослойную текстильную крепирующую ткань с 8-мью зевами и с нитями утка, снабженными углублениями, на стороне, соприкасающейся с машиной или не соприкасающейся с бумажным полотном.
Вообще говоря, крепирующая ткань имеет две стороны: сторону, соприкасающуюся с бумажным полотном, и машинную сторону или сторону, соприкасающуюся с валом. Название первой стороны материала обусловлено тем, что она обращена к вновь сформированному бумажному полотну. Название второй стороны материала обусловлено тем, что она проходит по валам бумагоделательной машины и соприкасается с ними. В процессе изготовления бумаги крепирующую ткань устанавливают на бумагоделательную машину так, как показано на фиг.3А. Сторона, соприкасающаяся с бумажным полотном, содержит лишенные углублений или круглые уточные нити 100, а сторона, соприкасающаяся с элементами машины, как показано на фиг.3В, содержит уточные нити 110, снабженные углублениями. Как было рассмотрено ранее, в процессе изготовления бумаги после передаточного вала 60 полотно 44 подают на ткань 18, движущуюся с гораздо меньшей скоростью. После подачи бумажного полотна отсасывающий ящик (не показан) натягивает бумажное полотно глубже на ткань 18 и дополнительно удаляет из бумажного полотна остаточную воду, выжимая ее на внутреннюю часть ткани 18 и сквозь нее. Можно было бы предположить, что вода, оставшаяся в ткани 18 после отжима, повторно увлажняет полотно 44. Однако в данном случае этого не происходит, поскольку ткань 18 установлена в бумагоделательную машину так, что на стороне, соприкасающейся с валом, расположены нити утка, снабженные углублениями. Пробы на наличие влаги показывают, что повторное увлажнение минимально или исключено полностью. Было выявлено, что сама ткань при движении увлажняется изнутри, что также не должно было бы свидетельствовать об отсутствии повторного увлажнения. Наряду с этим капли, попадающие внутрь ткани, не создают отверстий в бумажном полотне, что обычно имеет место в однослойных тканях. Следовательно, отсутствие повторного увлажнения полотна 44 является неожиданным результатом. Таким образом, этот неожиданный результат может быть следствием установки в бумагоделательной машине текстильной многослойной крепирующей ткани 18, на стороне которой, соприкасающейся с валом, нити утка снабжены углублениями.
По-видимому, многослойная ткань, имеющая на машинной стороне нити утка, снабженные углублениями, является причиной того, что повторное увлажнение бумажного полотна водой, которая остается в ткани, минимально либо отсутствует вовсе. Причины могут быть следующие:
- одной из причин может быть наличие нитей утка, снабженных углублениями, площадь поверхности которых больше площади поверхности круглых нитей утка. Благодаря большей площади такой поверхности может возникнуть большее поверхностное натяжение между тканью и остаточной водой, что уменьшает возможность того, что остаточная вода выйдет из ткани и произойдет повторное увлажнение бумажного полотна;
- другая причина может быть вызвана тем, что благодаря использованию нитей утка, снабженных углублениями, может измениться взаимосвязь нитей в точках пересечения. Например, если обе нити круглые, расстояние между нитями в точках пересечения становится все меньше и меньше (порядка нескольких микрон), и это малое расстояние может создавать капиллярные силы, которые удерживают воду внутри ткани. Таким образом, использование на машинной стороне нитей утка, снабженных углублениями, изменяет конфигурацию нитей в точках их пересечения, что может уменьшить капиллярные силы;
- другая возможность может состоять в том, что конфигурация нитей в точках их пересечения благодаря наличию нитей утка, снабженных углублениями, обеспечивает возможность удержания воды или способствует образованию карманов, которые препятствуют удержанию и/или накоплению воды нитями.
Поэтому можно считать, что настоящее изобретение не ограничено раскрытым выше конкретным исполнением многослойной текстильной крепирующей ткани с 8-мью зевами. Любая многослойная текстильная крепирующая ткань, имеющая на стороне, соприкасающейся с элементами машины, нити утка, снабженные углублениями, также может сводить к минимуму или вовсе предотвращать повторное увлажнение бумажного продукта, сформированного на ткани.
Ткань - по одному из аспектов настоящего изобретения - может быть изготовлена с использованием многослойной текстильной ткани с 8-ю зевами, схема плетения которой показана на фиг.4-7.
На фиг.4 схематически представлен рисунок плетения 200 текстильной ткани со стороны, соприкасающейся с бумажным полотном, показанной на фиг.3А и 3В (вид сверху). На фиг.4 машинное направление обозначено стрелкой 150, а поперечное направление показано стрелкой 160. Каждая колонка соответствует основной нити 210, а каждый ряд соответствует уточной нити 220, 230. Каждая клетка обозначает место пересечения (место, в котором основные нити и уточные нити пересекаются друг с другом). Номер в клетке указывает на место плетения, в котором данная пронумерованная основная нить 210 находится на поверхности ткани, соприкасающейся с бумажным полотном. Соответственно, пустые клетки указывают места, где основная нить 210 проходит под уточной нитью 220 и поэтому не будет соприкасаться со сформированным бумажным полотном.
На фиг.4 показан рисунок плетения, который содержит два вида уточных нитей, а именно уточные нити 220 со стороны, соприкасающейся с бумажным полотном, и уточные нити 230 со стороны, соприкасающейся с валом, а также один вид основных нитей 210. Уточные нити, снабженные углублениями, используемые при формировании ткани согласно настоящему изобретению, расположены на той стороне ткани, которая соприкасается с валом, что может уменьшить или даже предотвратить повторное проникновение воды, оставшейся в ткани, в бумажное полотно, сформированное на ткани.
На фиг.4 номер, расположенный под каждой основной нитью 210, характеризует контурный рисунок, а за этим номером следует номер нити основы. Каждая нить основы соответствует столбцу на фиг.4. Например, основная нить 1 соответствует рисунку плетения, представленному в первом столбце на фиг.4. Как показывает контурный рисунок нити 1, основная нить проходит над уточными нитями 1, 2, 4, 6, 8, 12, 14, 15, 16 и под уточными нитями 3, 5, 7, 9, 10, 11, 13. Таким образом, в первом столбце клетки, соответствующие уточным нитям 1, 2 и 14-16, указывают, что основная нить 1 образует места пересечения там, где она по схеме плетения проходит над уточными нитями. И наоборот, пустые клетки на фиг.4 показывают места, где нить основы проходит под нитью утка.
На фиг.5 показано схематическое изображение ткани, соответствующей рисунку плетения 200, изображенному на фиг.4. Как и на фиг.4, номера справа от контурного рисунка каждой нити утка обозначают номер нити утка, за которым следует номер контурного рисунка нити утка. Каждая нить утка соответствует строке на фиг.4. Например, основная нить 1 соответствует рисунку, который характеризуется первым столбцом на фиг.4. Как видно из контурного рисунка уточной нити 1, нить утка проходит под основными нитями 1 и 4 над основными нитями 2-3, 5-8. Таким образом, клетки в ряду 2 на фиг.4, соответствующие основным нитям 1, 4 и 6-8, указывают, что эти нити основы образуют перегибы там, где они проходят над уточной нитью 1 в схеме плетения. Как указано выше, пустые ячейки фиг.4 показывают, где нить основы проходит под нитью утка.
На фиг.8 представлен еще один вариант исполнения многослойной текстильной крепирующей ткани, используемой, например, в качестве ткани 18 в вышеописанном процессе, представляющей собой многослойную текстильную крепирующую ткань с 8-ю зевами, в которой диаметр уточных нитей 240 меньше диаметра основных нитей 250. На фиг.8 направление утка обозначено стрелкой 260, а направление основы обозначено стрелкой 270. Согласно этому варианту настоящего изобретения диаметр основных нитей 250 составляет 0,5 мм, а диаметр уточных нитей 240 составляет 0,4 мм. Кроме того, крепирующая ткань 18 может иметь основные нити 250 диаметром 0,64 мм и уточные нити 240 диаметром 0,5 мм или нити 250 диаметром 0,35 мм и уточные нити 240 диаметром 0,25 мм. По-видимому, наличие уточных нитей 240, диаметр которых меньше диаметра нитей 250, позволяет получить ткани, обеспечивающие улучшение рабочих характеристик на бумагоделательной машине благодаря тому, что отверстия в бумажном полотне уменьшены или отсутствуют. Необходимо отметить, что нити утка меньшего диаметра могут содержать вышеупомянутые нити, снабженные углублениями, или могут быть использованы вместе с ними.
На фиг.9 представлен трехмерный вид сверху поверхности и в глубину предлагаемой ткани, изготовленной вышеописанным способом. Изображение получено с помощью высокоточного оптического трехмерного измерительного прибора MarSurf TS 50, изготовленного компанией Mahr GmbH Gottingen, Gottingen, Германия. Как можно видеть из фиг.9, темные участки 300 представляют собой карманы, более глубокие, чем в традиционных текстильных тканях для тиснения. Также на фиг.9 можно видеть, что уточные нити 310 расположены непосредственно под плоскостью верхней поверхности ткани, а основные нити 320 расположены у плоскости верхней поверхности ткани. Таким образом, благодаря тому что уточные нити 310 и основные нити 320 не расположены в плоскости верхней поверхности ткани, а также благодаря многослойной структуре ткани карманы в ней более глубокие, чем в традиционной однослойной ткани.
На фиг.10 представлен трехмерный вид сверху поверхности и в глубину обычной ткани для тиснения. Изображение получено с помощью высокоточного оптического трехмерного измерительного прибора MarSurf TS 50, изготовленного компанией Mahr GmbH Gottingen, Gottingen, Германия. Как можно видеть, ткань на фиг.10 не имеет темных участков, какие есть на ткани, изображенной на фиг.9, и, следовательно, в ней отсутствуют более глубокие карманы, которые имеются в ткани, изображенной на фиг.9. Кроме того, как видно из фиг.10, уточные нити 330 и основные нити 340 расположены в плоскости верхней поверхности ткани, в результате чего карманы этой ткани более мелкие по сравнению с карманами ткани согласно настоящему изобретению.
Использование описанной ткани позволяет получить бумажное полотно гораздо большей толщины, но гораздо меньшей плотности, что является неожиданным результатом. Большая толщина и меньшая плотность позволяют получить более мягкую бумагу, обладающую повышенной впитывающей способностью, что является желательными качествами продукта. И наконец, ткань согласно настоящему изобретению обеспечивает такое протекание процесса, при котором процент крепирования ткани, плотность бумаги и/или объем волокна, годного для повторного использования, может изменяться в более широком диапазоне, вследствие чего может быть существенно расширен диапазон рабочих характеристик процесса. Несмотря на подробное описание предпочтительного варианта настоящего изобретения и его модификаций, данное изобретение не ограничивается этим вариантом осуществления и изменениями к нему, так что возможны и другие изменения, выполненные специалистами, которые не выходят за пределы замысла и объема изобретения, ограниченного прилагаемой формулой.








Многослойная текстильная крепирующая ткань, содержащая нити основы и нити утка. Многослойная текстильная крепирующая ткань имеет машинную сторону или сторону, которая соприкасается с валом, и сторону, соприкасающуюся с бумажным полотном. Нити утка на машинной стороне ткани снабжены углублениями и/или имеют диаметр, который меньше диаметра нитей основы. Изобретение позволяет обеспечить более быстрое и эффективное высушивание бумажного полотна. 2 н. и 10 з.п. ф-лы, 11 ил.
1. Многослойная текстильная крепирующая ткань, содержащая нити основы, нити утка, машинную сторону или сторону, соприкасающуюся с валом, и сторону, соприкасающуюся с бумажным полотном, причем в качестве нитей утка на машинной стороне ткани или стороне, которая соприкасается с валом, использованы нити, снабженные углублениями.
2. Ткань по п.1, которая выполнена в виде многослойного плетения с 8 зевами.
3. Ткань по п.2, в которой многослойное плетение содержит нити утка по меньшей мере двух видов.
4. Ткань по п.3, в которой нити утка первого вида расположены на машинной стороне ткани или стороне, которая соприкасается с валом, а нити утка второго вида расположены на стороне ткани, соприкасающейся с бумажным полотном.
5. Ткань по п.4, в которой диаметр нитей утка первого вида и/или второго вида меньше диаметра нитей основы.
6. Ткань по п.1, в которой нити основы расположены на плоскости верхней поверхности ткани, а нити утка расположены под плоскостью верхней поверхности ткани.
7. Ткань по п.6, которая имеет более глубокие карманы, чем однослойная ткань.
8. Многослойная текстильная крепирующая ткань, содержащая нити основы, имеющие диаметр, и нити утка, имеющие диаметр, причем диаметр нитей утка меньше диаметра нитей основы.
9. Ткань по п.8, которая выполнена в виде многослойного плетения с 8 зевами.
10. Ткань по п.9, в которой многослойное плетение содержит нити утка двух видов.
11. Ткань по п.8, в которой нити основы расположены на плоскости верхней поверхности ткани, а нити утка расположены под плоскостью верхней поверхности ткани.
12. Ткань по п.11, в которой глубина карманов больше, чем глубина карманов однослойной ткани.
| US 5361808 А, 08.11.1994 | |||
| US 5503196 А, 02.04.1996 | |||
| Поршневой узел | 1989 |
|
SU1645683A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| ОСНОВООБРАЗУЮЩАЯ СЕТКА ДЛЯ ПРОСУШКИ СКВОЗНЫМ ПРОДУВАНИЕМ | 2002 |
|
RU2255162C1 |

