Настоящее изобретение относится к элементу обшивки, который используется при строительстве фюзеляжа самолета и частично или полностью выполнен из углепластика.
Заявителю известно, что фюзеляж самолета может быть изготовлен путем соединения между собой некоторого количества коротких цилиндрических деталей фюзеляжа. В этом случае фюзеляж самолета соединен по его окружности. В альтернативной конструкции фюзеляж самолета выполнен из элементов обшивки. Они имеют преимущество над цилиндрическими деталями, поскольку их легче производить и они предлагают большую гибкость при конструировании фюзеляжа.
Элементы обшивки или цилиндрические детали фюзеляжа для крупных гражданских пассажирских и транспортных самолетов обычно изготавливают из металла или металлического сплава. Однако такие металлические элементы обшивки или цилиндрические детали имеют различные недостатки. В частности, размер элементов обшивки или цилиндрических деталей фюзеляжа ограничен путем ограничений, связанных с полуфабрикатами, такими как листы металла, ограничениями формующего оборудования или размером химических ванн, которые используют для обработки. Поэтому, если используют металлические элементы обшивки, необходимо собрать относительно большое количество мелких металлических элементов обшивки в более крупные секции и потом собрать фюзеляж. Еще одним недостатком является то, что элементы обшивки или цилиндрические детали фюзеляжа, изготовленные из металла, имеют значительную массу.
Поэтому цель настоящего изобретения заключается в том, чтобы предложить элемент обшивки для фюзеляжа самолета, который позволяет осуществить простое и дешевое производство фюзеляжа самолета и уменьшить его массу.
Согласно изобретению эта цель достигается элементом обшивки, имеющим признаки, указанные в пункте 1 формулы изобретения, и фюзеляжем самолета, имеющим признаки, указанные в пункте 12 формулы изобретения, а также самолетом, имеющим признаки, указанные в пункте 14 формулы изобретения.
Первый аспект настоящего изобретения относится к предложению элемента обшивки для фюзеляжа самолета, который имеет форму изогнутого элемента обшивки и частично или полностью выполнен из углепластика. Он имеет то преимущество, что такой элемент обшивки может быть легко и дешево изготовлен в любом желательном размере. Это особенно выгодно по сравнению с металлическими элементами обшивки, как уже сказано выше в отношении уровня техники, которые имеют ограничения по размерам. Еще одним преимуществом является то, что углепластиковая конструкция имеет меньшую массу по сравнению с металлическим элементом обшивки.
В одном варианте осуществления изобретения по меньшей мере наружная оболочка элемента обшивки выполнена из углепластика. Наружная оболочка в таком случае может быть выполнена как ламинат или может содержать ламинат. Ламинат предпочтительно имеет один или несколько слоев углепластика и может дополнительно содержать по меньшей мере один слой стеклопластика и/или ароматического полиэфирного материала. Углепластиковая конструкция наружной оболочки имеет преимущество в меньшей массе по сравнению с сопоставимой наружной оболочкой, выполненной из металла, которая известна из уровня техники.
В еще одном варианте осуществления изобретения элемент обшивки имеет длину в диапазоне по меньшей мере от 10 до 60 м, или его длина адаптирована таким образом, что в самолете он проходит в сущности от кабины до задней герметической перегородки.
Этот элемент имеет преимущество над цилиндрическими деталями и элементами обшивки фюзеляжей, которые известны из уровня техники, в том, что большие количества этих известных цилиндрических деталей и элементов обшивки, которые необходимы для формирования фюзеляжа самолета, могут быть соединены в форме элементов обшивки согласно изобретению. Таким путем можно получить значительную экономию средств, поскольку нет необходимости затем соединять большое количество отдельных элементов. Кроме того, усилия могут лучше поглощаться элементом обшивки согласно изобретению, поскольку лишь небольшое количество элементов обшивки необходимо соединить друг с другом в продольном направлении для формирования фюзеляжа, сопоставимого с известными цилиндрическими деталями фюзеляжа с их поперечными швами. Фюзеляж самолета может быть выполнен из двух, трех, четырех или пяти элементов обшивки, которые объединены по окружности и соединены друг с другом в продольном направлении.
В еще одном варианте осуществления изобретения элемент обшивки по меньшей мере частично или полностью имеет монолитную углепластиковую конструкцию, гибридную углепластиковую конструкцию и/или слоистую углепластиковую конструкцию. В случае слоистой конструкции, к примеру, сердцевина расположена между двумя слоями углепластика. Слоистая конструкция имеет то преимущество, что элемент обшивки имеет более высокую жесткость, чем в случае традиционной монолитной конструкции.
В одном варианте осуществления изобретения сердцевина слоистой конструкции может быть ячеистой структурой и/или другой подходящей усиливающей структурой, которая состоит из панелей и/или профилей, которые могут образовывать подходящие опорные структуры или сжатые элементы. Преимущество этого заключается в том, что формируется элемент обшивки с высокой стабильностью. Материалом сердцевины в таком случае может быть пластик, армированный волокном, такой как углепластик, стеклопластик или ароматический полиэфир, а также пенопласт, вощеная бумага, такая как номекс, и/или подходящие сплавы металлов, алюминия, стали и/или титана.
В еще одном варианте осуществления изобретения структура элемента обшивки может изменяться в направлении длины и/или ширины, в смысле ее прочности, жесткости, толщины, ориентации ее волокон в случае применения армированных волокном материалов, таких как углепластик, стеклопластик или ароматический полиэфир, и/или ее материала или материалов. Структура элемента обшивки в этом случае изменяется, в отношении толщины и т.д. предпочтительно на стороне элемента обшивки, обращенной к кабине. Элемент обшивки этого типа имеет преимущество в том, что он может быть адаптирован к очень широкому диапазону нагрузок, которые могут иметь место на его различных участках. Элемент обшивки может быть армирован на участках, где развиваются особенно высокие напряжения, на участке, где крылья соединены с корпусом. Еще одним преимуществом является то, что элементы обшивки легко доступны по сравнению с цилиндрическими деталями фюзеляжа, если необходимо увеличить толщину отдельных участков, поскольку наружная сторона элемента обшивки лежит в форме, тогда как внутренняя сторона, которая обращена внутрь самолета, не закрыта и может быть индивидуально обработана. Если бы вместо элементов обшивки из углепластика были изготовлены цилиндрические детали фюзеляжа, их пришлось бы снабжать сердцевиной, на которую наносится углепластик. Следовательно, изменение в толщине материала пришлось бы выполнять в сердцевине, чтобы предотвратить неравномерность структуры цилиндрических деталей на их наружных сторонах. Однако это требует значительных трудозатрат и расходов.
В еще одном варианте осуществления изобретения элемент обшивки может быть или непосредственно снабжен вырезами, для окон или дверей, или такие вырезы могут быть впоследствии вырезаны в элементе обшивки лазерным оборудованием. Последующее осуществление вырезов в элементе обшивки имеет то преимущество, что оно очень дешевое в производстве.
Дальнейшие аспекты настоящего изобретения относятся к фюзеляжу самолета, который выполнен из элементов обшивки согласно изобретению, и к самолету, имеющему фюзеляж такого типа.
Изобретение более подробно объяснено ниже на базе иллюстративных вариантов осуществления и со ссылками на прилагаемые чертежи, на которых:
ФИГ.1 - перспективная схема конструкции обшивки с использованием металлических элементов; и
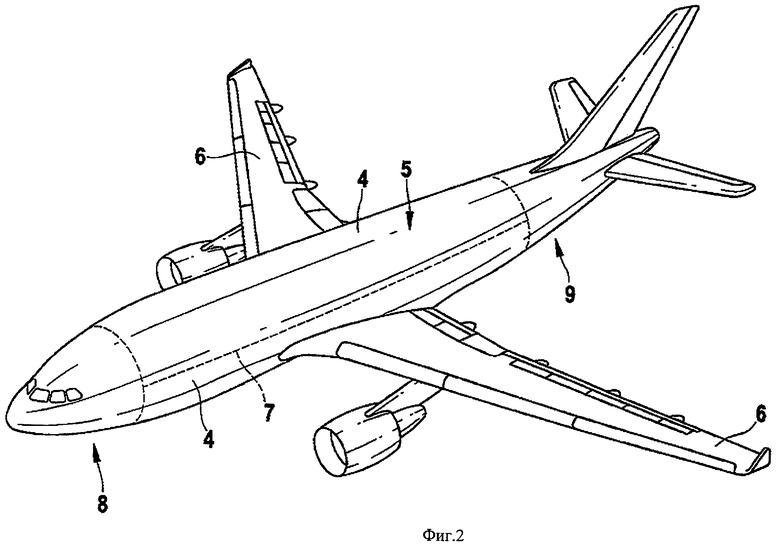
ФИГ.2 - перспективная схема самолета с фюзеляжем, выполненным из элементов обшивки согласно изобретению.
На ФИГ.1 схематически показана монококовая конструкция фюзеляжа, в которой металлические панели 3 прикреплены к решетке рам 2. Здесь относительно большие количества небольших металлических элементов обшивки должны быть прикреплены к решетке рамы и впоследствии некоторое количество таких цилиндрических деталей 1 пришлось бы соединять для формирования фюзеляжа, скрепляя цилиндрические детали 1 друг с другом поперечными стыками.
Напротив, фюзеляж самолета согласно изобретению сформирован по меньшей мере из двух длинных элементов 4 обшивки, как показано в сильно упрощенном виде на ФИГ.2, где положение элементов 4 обшивки, используемых для формирования фюзеляжа, показано только схематически. Количество и положение элементов 4 обшивки может изменяться по желанию, в зависимости от функции, типа самолета и т.д., и они не ограничены сильно упрощенным изображением на ФИГ.2.
Элементы 4 обшивки выполнены из углепластика и могут быть соединены один с другим традиционными средствами, в продольном направлении посредством заклепок (не показаны), что является лишь одним из многочисленных возможных вариантов крепежа. Углепластиковая конструкция имеет преимущество над металлическими элементами обшивки в том, что элементы 4 обшивки могут быть, в принципе, изготовлены по любым желательным размерам, поскольку углепластиковые материалы можно купить и использовать как бесконечный полуфабрикат.
Широко известны многочисленные способы изготовления композитных деталей из углепластика. Поэтому ниже будут упомянуты лишь несколько примеров таких способов. В одном способе процесс отверждения пропитанного смолой материала (препрега) осуществляют в автоклаве. Стандартные препреги имеют содержание смолы около 40%. Если используются сотовые структуры, так называемые адгезионные препреги (с повышенным содержанием смолы) используются для непосредственного соединения с сотовой структурой для того, чтобы обеспечить смачивание сотовой структуры без обеднения ламината. Следующим процессом является формование с переносом смолы (RTM). Он представляет собой процесс впрыскивания смолы. Также известен способ однолинейного впрыскивания (SLI). В способе SLI, в отличие от известного RTM процесса, в котором используются две половины пресс-формы, усилия уплотнения волокнистого материала применяют не механически посредством громоздкого оборудования, а посредством относительно гибкой половины пресс-формы с использованием давления в автоклаве.
Также известен процесс ламинирования, который включает наличие пресс-формы для последующего формирования поверхности компонента и поочередного нанесения тонких слоев смолы на слои волокон. Способ этого типа в частности подходит для производства элементов обшивки согласно изобретению.
Также известен способ распыления волокон, в котором используют распыляющий пистолет. В этом способе смешивают смолу, отвердитель, ускоритель реакции, после чего их подают в пресс-форму. Этот способ также может использоваться для производства элементов обшивки согласно изобретению. Также хорошо известны способы холодного или горячего прессования. В этом случае препреги или формуемые соединения, армированные волокном, или препреги, прессуют при низкой или повышенной температуре для формирования компонентов.
Производство элемента 4 обшивки согласно изобретению не ограничено одним конкретным способом или одной конкретной конструкцией. Например, в дополнение к монолитной конструкции элемент 4 обшивки также может иметь гибридную конструкцию из углепластика/металла. В этом случае фюзеляж может состоять из углепластикового материала и стрингеров, и/или рамы могут быть выполнены из металла или металлического сплава. Если стрингеры или рамы выполнены из металла или металлического сплава, что приводит к гальванической коррозии на контакте с углепластиком и электролитом, должны быть приняты соответствующие защитные меры для предотвращения коррозии, например, использование стекловолоконных слоев или листов тедлара между компонентами из углепластика и компонентами из металла, и использование подходящих средств крепления, которые изготовлены, например, из токонепроводящего материала или заключены в оболочку из стекловолокна, или тело которых заключено в рукав из токонепроводящего материала.
Элемент 4 обшивки также может по желанию иметь слоистую конструкцию, в которой, например, по меньшей мере одна сердцевина содержится между двумя углепластиковыми слоями (не показаны). Сердцевина (не показана) в этом случае может, например, иметь сотовую структуру или вспененную структуру или, например, может быть собрана из панелей или профилированных секций. Материалом сердцевины в этом случае может быть по меньшей мере один армированный волокном пластик, например углепластик, стеклопластик и/или ароматический полиэфир, пенопласт, вощеная бумага, например номекс, и/или сплав металла, например алюминия, стали и/или титана.
Структура элемента 4 обшивки также может изменяться в продольном и/или поперечном направлениях. Это дает преимущество в том, что области или участки элемента 4 обшивки могут быть по отдельности адаптированы к воздействующим на них нагрузкам. Обычно не все участки фюзеляжа самолета подвергаются идентичным нагрузкам или нагрузкам той же величины: например, участок фюзеляжа 5, соединенный с крыльями 6, и задний участок фюзеляжа 5 испытывают более сильные нагрузки, чем другие участки фюзеляжа самолета. Для соответствующей адаптации элемента 4 обшивки он может быть, например, образован участками различной толщины в зависимости от величины или типа нагрузки или активных усилий. Кроме того, если используются армированные волокном материалы, ориентация волокон может изменяться на различных участках элемента 4 обшивки, например, как функция действующих нагрузок или усилий. Кроме того, также можно менять материал, чтобы на разных участках элемента 4 обшивки использовались или комбинировались друг с другом разные материалы. Для примера, можно использовать особенно стабильные или стойкие к нагрузкам материалы на тех участках, которые подвергаются особенно высоким нагрузкам, тогда как другие, менее стойкие материалы могут использоваться на других участках, испытывающих меньшие нагрузки. Таким образом можно соответственно адаптировать прочность и/или жесткость индивидуальных участков элемента 4 обшивки.
Изменения в конструкции элемента 4 обшивки могут быть реализованы не только с учетом усилий и нагрузок, но и как функция многочисленных других факторов, включая снижение массы и экономические факторы. Одним из преимуществ является то, что наружная сторона элемента 4 обшивки может удерживаться в форме или держателе (не показан), а внутренняя сторона может быть открытой и поэтому легко доступной. Таким образом можно, например, очень легко наносить армированные волокном материалы с различной ориентацией волокон и разной толщины на элемент 4 обшивки без необходимости, например, внесения изменений в толщину сердцевины, которая будет впоследствии окружена армированным волокном материалом. Кроме того, также можно использовать разные сердцевины в смысле материалов и/или структуры в слоистой конструкции. Сердцевины этого типа можно легко использовать в элементе 4 обшивки, поскольку элемент 4 обшивки полностью доступен с внутренней стороны, в отличие от вышеупомянутых кольцевых элементов с сердцевиной.
Согласно изобретению технология очень длинных элементов 4 фюзеляжа, армированных волокном, может сократить количество требуемых элементов и соответственно стыков, приблизительно на 80% по сравнению с существующими технологиями, в которых используют металлы. Преимущество длинных элементов 4 обшивки заключается в том, что состыковка их по продольным швам 7 позволяет лучше передавать нагрузку, чем при поперечных швах при соединении цилиндрических деталей фюзеляжа. В принципе, только одна большая длина элементов 4 обшивки согласно изобретению позволяет достигнуть лучшей передачи нагрузок, поскольку используется намного меньше швов и переходов по сравнению с цилиндрическими деталями фюзеляжа, которые необходимо соединять одну с другой для формирования фюзеляжа, и поэтому поперечных швов и переходов очень много.
Элементы 4 обшивки согласно изобретению могут производиться в любых желательных размерах. Например, элемент 4 обшивки может иметь любую длину, ширину и толщину. В частности, элемент 4 обшивки может, например, иметь длину 10-15 м или 10-20 м, 20-25 м, 20-30 м, 30-35 м, 30-40 м, 40-45 м, 40-50 м, 50-55 м, 50-60 м и больше. Сюда также включены все промежуточные значения в этих диапазонах. В принципе, длина элемента 4 обшивки также может быть меньше 10 м.
Конкретная длина элемента 4 обшивки зависит от конкретного самолета и определяется индивидуально. То же самое относится к ширине и толщине элементов 4 обшивки. Элемент 4 обшивки согласно изобретению может, например, проходить от кабины 8 до задней герметической перегородки 9, и фюзеляж может состоять, например, по окружности из 2, 3, 4, 5 или больше элементов 4 обшивки.
Из уровня техники известно, как показано, например, на ФИГ.1, что в зависимости от самолета существуют 4, 5 или больше поперечных стыков или поперечных швов между трубчатыми секциями фюзеляжа, которые первоначально были собраны из более меньших элементов обшивки. Наоборот, изобретение может сократить количество поперечных стыков на типичном участке фюзеляжа до 0 или 1 в случае очень длинного самолета. Нос и хвост могут оставаться отдельными деталями и соединяться с фюзеляжем.
Изобретение предлагает фюзеляж самолета из волокнистого композита или гибридной цельной конструкции, в которой количество элементов обшивки, которое требовалось до сих пор, минимизировано благодаря тому, что размер и функция таких элементов могут быть соединены в небольшом количестве очень длинных элементов 4 обшивки фюзеляжа, этим сокращая количество поперечных стыков.
Углепластиковая конструкция и сокращение количества стыков позволяют получить значительную экономию массы и производственных расходов. Интеграция является одним из способов сокращения расходов на углепластиковую конструкцию, что делает ее экономичной. Изобретение облегчает достижение других экономических целей для чисто углепластиковых и гибридных конструкций, в которых, например, панельная обшивка фюзеляжа выполнена из углепластика, а рамы и/или стрингеры изготовлены из металла или сплава.
Изобретение предлагает один компонент, в данном случае элемент 4 обшивки, вместо ранее использовавшихся многочисленных компонентов. Это также устраняет необходимость в стыках, которые требовались раньше. Это, в свою очередь, значительно облегчает процесс производства и упрощает логистику и управление процессом. Номенклатура средств производства и производственного оборудования может быть сокращена и упрощена. Кроме того, можно упростить сборку путем резкого сокращения количества компонентов. Размер компонентов также влечет за собой процедурные изменения, которые, однако, никоим образом не являются компенсирующим фактором. По сравнению с конструкцией, например, углепластиковых цилиндрических деталей фюзеляжа можно значительно минимизировать производственные риски и достигнуть повышенной гибкости в изменении конструирования и/или материалов.
Кроме того, структура фюзеляжа согласно изобретению и элемент 4 обшивки согласно изобретению позволяют значительно уменьшить массу, получить экономию средств и ускорить производство по сравнению с известными элементами.
По сравнению с производством углепластиковых цилиндрических деталей фюзеляжа, в дополнение к преимуществу сокращенных производственных рисков, также имеется преимущество в том, что требуется меньше средств производства и оборудования, и, более того, кривые освоения становятся более благоприятными. Внедрение будущих технических разработок, изменений в локальных конструкциях, эффектов освоения, альтернативных материалов также становится более легким, поскольку, например, нет необходимости в сердцевине, на которую наносят углепластиковый материал для формирования цилиндрической детали фюзеляжа. Цилиндрические детали фюзеляжа этого типа производят, например, намоткой армирующих волокон на вращающуюся сердцевину, которая, в зависимости от геометрии, остается в компоненте или должна быть удалена из него, что неблагоприятно.
Хотя настоящее изобретение описано выше на базе предпочтительных иллюстративных вариантов осуществления, оно ими не ограничивается и может быть модифицировано разными путями.
Обозначения на чертежах
Изобретение относятся к элементу обшивки фюзеляжа самолета, к фюзеляжу самолета, к самолету и к способу производства элемента обшивки. Элемент обшивки сформирован как изогнутый листовой элемент и выполнен частично или полностью из углепластика. Толщина элемента обшивки изменяется по ширине и/или длине элемента обшивки на стороне элемента обшивки, обращенной к салону. Элемент обшивки имеет длину в диапазоне по меньшей мере 10-60 м и изготовлен способом ламинирования или способом распыления волокон. Способ производства элемента обшивки включает создание формы, которая формирует последующий внешний слой элемента обшивки и поочередное нанесение слоев смолы на слой волокон или смешивание смолы, отвердителя, усилителя и волокон и нанесение этой смеси в форму с помощью распыляющего пистолета. Достигается уменьшение массы и упрощение производства элемента обшивки. 4 н. и 11 з.п. ф-лы, 2 ил.
1. Элемент обшивки (4) как деталь фюзеляжа самолета, где элемент обшивки (4) сформирован как изогнутый листовой элемент и выполнен, по меньшей мере частично или полностью, из углепластика, где по меньшей мере толщина элемента обшивки (4) изменяется по ширине и/или длине элемента обшивки (4) на стороне элемента обшивки (4), обращенной к салону, где элемент обшивки (4) имеет длину в диапазоне по меньшей мере 10 - 60 м и где элемент обшивки (4) изготовлен способом ламинирования или способом распыления волокон.
2. Элемент обшивки по п.1, отличающийся тем, что по меньшей мере наружная оболочка элемента обшивки (4) выполнена полностью из углепластика.
3. Элемент обшивки по п.1, отличающийся тем, что элемент обшивки (4) имеет длину в диапазоне по меньшей мере 35-60 м.
4. Элемент обшивки по п.1, отличающийся тем, что длина элемента обшивки (4) адаптирована таким образом, что в самолете он проходит от кабины (8) до задней герметической перегородки (9) или по меньшей мере по участку между ними.
5. Элемент обшивки по п.1, отличающийся тем, что элемент обшивки (4) состоит по меньшей мере частично из монолитной углепластиковой конструкции и/или гибридной углепластиковой конструкции.
6. Элемент обшивки по п.1, отличающийся тем, что элемент обшивки (4) по меньшей мере частично состоит из слоистой углепластиковой конструкции.
7. Элемент обшивки по п.6, отличающийся тем, что в слоистой углепластиковой конструкции сердцевина расположена между двумя углепластиковыми оболочками.
8. Элемент обшивки по п.7, отличающийся тем, что сердцевина имеет сотовую структуру или армирующую структуру, которая состоит из панелей и/или профилированных секций.
9. Элемент обшивки по п.8, отличающийся тем, что сердцевина включает армированный волокном пластик где армированным волокном пластиком является по крайней мере одно вещество, выбранное из группы, включающей: углепластик, стеклопластик или ароматический полиэфир, пенопласт, вощеную бумагу, сплав металла, где сплавом металла является по крайней мере один сплав, выбранный из группы, включающей сплав алюминия, стали и титана.
10. Элемент обшивки по п.1, отличающийся тем, что по меньшей мере толщина, ориентация волокон, прочность, жесткость и/или материал элемента обшивки (4) изменяются по ширине и/или длине элемента обшивки (4), например, на стороне элемента обшивки (4), обращенной к салону.
11. Элемент обшивки по п.1, отличающийся тем, что вырезы, например, для окон или дверей предусмотрены в элементе обшивки (4), например сформованы или могут быть вырезаны лазерными средствами.
12. Фюзеляж самолета, окружность которого по меньшей мере частично сформирована из элементов обшивки (4) по одному из пп.1-11.
13. Фюзеляж самолета по п.12, отличающийся тем, что окружность фюзеляжа самолета сформирована, например, из двух, трех, четырех или пяти элементов обшивки (4).
14. Самолет, имеющий фюзеляж согласно по меньшей мере одному из пп.12 и 13.
15. Способ производства элемента обшивки (4) как детали фюзеляжа самолета, включающий: создание формы, которая формирует последующий внешний слой элемента обшивки (4), и поочередное нанесение слоев смолы на слой волокон или смешивание смолы, отвердителя, усилителя и волокон и нанесение этой смеси в форму с помощью распыляющего пистолета, где элемент обшивки (4) сформирован как изогнутый листовой элемент и выполнен по меньшей мере частично или полностью из углепластика, где по меньшей мере толщина элемента обшивки (4) изменяется по ширине и/или длине элемента обшивки (4) на стороне элемента обшивки (4), обращенной к салону, и где элемент обшивки (4) имеет длину в диапазоне по меньшей мере 10 - 60 м.
| US 2004130072 A1, 08.07.2004 | |||
| US 2006251847 A1, 09.11.2006 | |||
| EP 1145828 A2, 17.10.2001 | |||
| ЛАМИНАТЫ (СЛОИСТЫЕ МАТЕРИАЛЫ), УСИЛЕННЫЕ СТЕКЛОВОЛОКНОМ, МОНТАЖНЫЕ ЭЛЕКТРОННЫЕ ПЛАТЫ И СПОСОБЫ СБОРКИ ИЗДЕЛИЯ | 1999 |
|
RU2222123C2 |
| ОБШИВКА ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2143380C1 |
| СЕТЧАТАЯ ОБОЛОЧКА ВРАЩЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2153419C1 |

