Настоящее изобретение относится к изготовлению полого изделия, содержащего вкладыш из композитного материала с металлической матрицей.
В области самолетостроения постоянно требуется соблюдать оптимальное соотношение прочности деталей с массой и габаритами. В связи с этим некоторые детали могут содержать вкладыш, изготовленный из композитного материала с металлической матрицей. Такой композитный материал содержит выполненную из сплава металлов, например, из титанового сплава (Ti), матрицу, в которой размещаются волокна, например, керамические волокна из карбида кремния (SiC). Такие волокна обладают устойчивостью к растяжению, значительно превышающей аналогичные свойства титана (как правило, 4000 МПа против 1000 МПа). Именно волокна принимают на себя нагрузку, а матрица, изготовленная из сплава металлов, выполняет функцию связующего вещества с остальной частью детали, а также защиты и изоляции волокон, которые не должны вступать в соприкосновение друг с другом. Кроме того, керамические волокна устойчивы к коррозии, но они должны быть усилены металлом.
Данные композитные материалы могут использоваться при изготовлении дисков, валов, корпусов силовых цилиндров, картеров, ригелей, а также для усиления монолитных деталей, а именно лопаток и т.д. В связи с этим представляется возможным значительно уменьшить размеры (в частности, толщину) и массу, значительно уменьшить размеры (в частности, толщину) и массу таких деталей. Например, диск, на котором устанавливаются лопатки, может быть уменьшен до обычного кольца.
Для получения такого вкладыша, выполненного из композитного материала, предварительно изготавливаются нити (так называемые «нити с нанесенным покрытием»), включающие в себя керамическое волокно, на которые наносится металлическое покрытие. Металл придает нитям эластичность и гибкость, которые необходимы при работе с ними. Предпочтительно, чтобы в центре нити, параллельно ее оси, располагалось очень тонкое волокно, изготовленное из углерода или вольфрама. Указанная выполненная из углерода нить покрывается карбидом кремния, а между волокном и металлом наносится тонкий слой углерода для выполнения функции барьера на пути рассеяния, а также заглушки в процессе дифференциальной термической релаксации, наступающей в момент охлаждения нанесенного на волокно жидкого металла.
Изготовление нитей из композитного материала или нитей с нанесенным покрытием может осуществляться различными методами, например, путем нанесения металла во время паровой фазы под воздействием электрического поля, электрофореза металлического порошка или нанесения покрытия на керамические волокна методом погружения в ванну с жидким металлом. Такой способ нанесения покрытия на керамические волокна путем погружения в ванну с жидким металлом описан в патенте ЕР 0931846, выданном на имя заявителя. Данный способ позволяет обеспечить высокоскоростное производство нитей. Таким образом, изготавливаются нити из композитного материала или нити с нанесенным покрытием, которые служат основой для изготовления вкладыша из композитного материала, который будет вкладываться в деталь.
Изобретение применяется, в частности, при изготовлении по существу полой детали, содержащей вкладыш, выполненный из композитного материала с металлической основой, при этом речь идет, например, о вале ротора газотурбинного двигателя. Из предшествующего уровня техники известны различные способы создания такой детали.
Согласно первому способу, диски, каждый из которых образован нитью с нанесенным покрытием, наматываемой по спирали и жестко соединяемой при помощи склеивающего вещества, укладываются друг на друга в контейнере. После этого с целью не допустить какого-либо загрязнения титана удаляется склеивающее вещество, затем контейнер закрывается и подвергается горячему изостатическому прессованию для получения детали с вкладышем из композитного материала. Такой способ является длительным и сложным. Он также в недостаточной степени приспособлен для создания полой детали. Действительно, для получения детали необходимо изготовить, а затем уложить друг на друга большое количество дисков. Кроме того, в валу ротора газотурбинного двигателя, например, результирующая напряжений и различных видов нагрузок (центробежной, растяжения, кручения, сжатия…) включает в себя, по меньшей мере, продольную составляющую, поскольку вал работает преимущественно на кручение. В связи с этим керамические волокна принимают тангенциальное относительно оси напряжение (криволинейное), под воздействием которого они вытягиваются, т.е. нити с нанесенным покрытием обладают значительными механическими свойствами в продольном направлении. В связи с этим намотанные по спирали нити согласно данному способу могут принимать только поперечные усилия.
Известен и другой способ, согласно которому предлагалось пропустить через направляющую гильзу нити с нанесенным покрытием, имеющие вид прутьев, параллельные друг другу и вытянутые в продольном направлении между двумя трубками, образующими направляющую гильзу, а затем подвергнуть их горячему изостатическому прессованию. В случае необходимости размещения нитей не параллельно оси вала, а под углом к нему, нити жестко соединяются с дисками, размещаемыми по одну и другую стороны от втулки, после чего эти диски поворачиваются вокруг их осей в противоположных относительно друг друга направлениях. При использовании такого способа укладка нитей с нанесенным покрытием носит монотонный характер, при этом последние нити могут и не быть уложены, если желательно получить высокую плотность нитей с нанесенным покрытием. Кроме того, велика опасность плохой укладки нитей, способной привести к образованию повреждений и снижению характеристик детали.
Для устранения этих проблем заявителем в заявке на французский патент, поданной под номером FR 0551406, предложен способ, который включает в себя этап укладки вокруг металлического опорного элемента кожуха, сотканного из нитей с нанесенным покрытием. Такой способ, благодаря углу, под которым кожух располагается вокруг опорного элемента, позволяет изготавливать полые детали в промышленных масштабах и выбирать при этом угол, который образуют нити с нанесенным покрытием относительно оси детали.
Представляется возможным усовершенствовать такой способ. Действительно, кожух из нитей с нанесенным покрытием обладает определенной упругостью, которая в некоторых случаях может создавать неудобства в процессе его укладки. Кроме того, соединенные между собой нити не могут изгибаться самостоятельно, их движение зависит от соседних проводов.
Задачей изобретения является разработка способа изготовления полого изделия с вкладышем, выполненным из композитного материала с металлической матрицей, который можно будет легко и эффективно внедрить в промышленность.
Задача решается способом изготовления полого изделия, содержащего вкладыш, изготовленный из композитного материала с металлической матрицей, в которой располагаются керамические волокна, отличающимся тем, что способ включает в себя следующие этапы:
- закрепление нитей, входящих в состав пучка не соединенных жестко друг с другом нитей, на конце полого опорного элемента или на удерживающей его детали, при этом каждая нить содержит керамическое волокно, на которое нанесено металлическое покрытие;
- наматывание вокруг опорного элемента по спирали совокупности нитей пучка, при этом нити наматывают вокруг полого опорного элемента посредством нитеводителя, располагаемого вокруг опорного элемента и перемещаемого в продольном направлении вдоль его оси, при этом опорный элемент приводится во вращение вокруг своей оси.
Изобретение позволяет изготавливать полую деталь промышленным способом. Нити, не соединенные жестко друг с другом и наматываемые все вместе, наматываются и укладываются по отдельности вокруг опорного элемента без напряжения. Кроме того, поскольку нити наматываются по спирали, волокна располагаются вокруг опорного элемента под углом относительно его оси, который легко скорректировать для того, чтобы волокна хорошо выдерживали нагрузки, которым деталь будет подвергаться. Способ, согласно предлагаемому изобретению, позволяет, кроме того, контролировать удержание намотанных на опорном элементе нитей с нанесенным покрытием на выходе из нитеводителя; при этом, поскольку именно волочильное очко совершает продольные перемещения вокруг опорного элемента, то последний не совершает продольных перемещений, но вращается; при этом натяжение нитей контролируется, а уже намотанные нити удерживаются в «уплотненном» состоянии на опорном элементе; при этом такого не произойдет, если опорный элемент будет перемещаться (поскольку нити вытягивались бы на выходе с бобины). Таким образом, нити располагаются очень близко друг к другу.
Способ согласно изобретению особенно эффективен при наматывании на бобины нитей с нанесенным покрытием из титанового сплава. Действительно, поскольку температура плавления титана составляет порядка 1750°С, комбинирование нанесения покрытия на нити и их наматывания на опорный элемент не предусматривается, при этом необходимо предварительно нанести покрытие на волокна, высушить их, а затем намотать на опорный элемент. Способ согласно изобретению позволяет укладывать такие волокна на опорном элементе.
Следует отметить, что нити, входящие в состав пучка нитей, согласно способу закрепляются рядом с одним концом опорного элемента; при этом нити могут крепиться или непосредственно на опорном элементе, или на другой неподвижно установленной детали, не являющейся опорным элементом, которая располагается рядом с концом последнего.
Предпочтительно, чтобы нитеводитель также приводился во вращение вокруг оси опорного элемента.
Настоящее изобретение также относится к устройству по изготовлению полого изделия, содержащего вкладыш, выполненный из композитного материала с металлической матрицей, внутри которой размещаются керамические волокна, отличающемуся тем, что оно содержит модуль образования пучка нитей с нанесенным покрытием, не соединенных жестко друг с другом, при этом каждая нить содержит керамическое волокно с нанесенным металлическим покрытием, средства крепления проводов рядом с концом опорного элемента и средства наматывания вокруг опорного элемента по спирали совокупности нитей пучка; при этом средство наматывания содержит нитеводитель, располагаемый вокруг опорного элемента и совершающий поступательное перемещение вдоль оси; при этом устройство устанавливается для того, чтобы приводить во вращение опорный элемент вокруг своей оси.
Предпочтительно, чтобы модуль, формирующий пучок нитей с нанесенным покрытием, содержащий две пластины, в каждой из которых просверлено определенное количество отверстий.
Предпочтительно также, чтобы каждое отверстие содержало используемую для направления нитей втулку, устанавливаемую для выполнения двойной функции: защиты нитей и участия в установке под напряжение нитей.
Предпочтительно также, чтобы втулки изготавливались из каучука.
Предпочтительно также, чтобы нитеводитель устанавливался для приведения во вращение вокруг оси детали опорного элемента.
В дальнейшем изобретение поясняется описанием предпочтительного варианта осуществления способа и устройства со ссылкой на прилагаемые чертежи, в числе которых:
Фиг.1 изображает схематичный вид в изометрии части варианта осуществления устройства согласно изобретению в процессе наматывания пучка покрытых изолирующим слоем нитей;
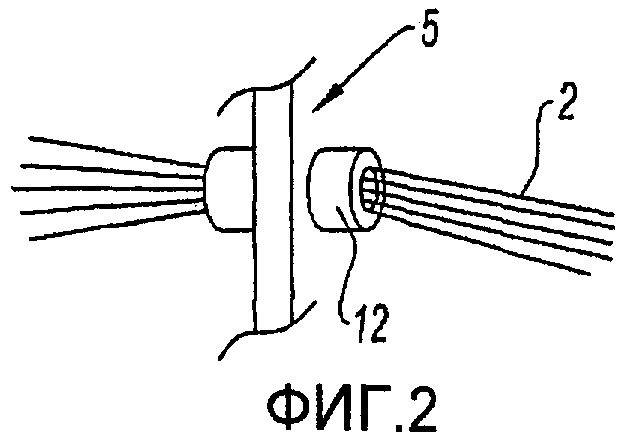
Фиг.2 - схематичный детальный вид в изометрии отверстия, представленного на фиг.1;
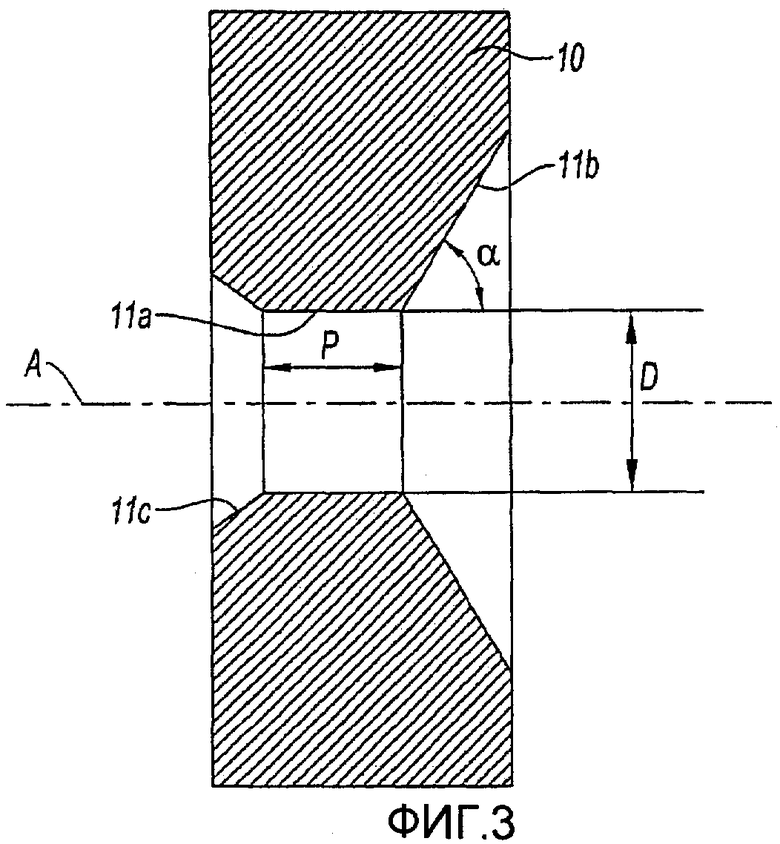
Фиг.3 - вид в разрезе нитеводителя согласно варианту осуществления устройства по изобретению.
Вначале приводится описание устройства 1, предназначенного для осуществления способа согласно изобретению.
Устройство 1 содержит устройство 6 для зажатия элемента 7, удерживающего нити с нанесенным покрытием, который в дальнейшем будет называться опорным элементом 7. В данном случае опорный элемент 7 имеет форму вала с осью А. Устройство 6 для зажатия удерживает опорный элемент 7 за первый конец 7а. Устройство 6 для зажатия устанавливается для удержания опорного элемента 7 за конец 7а и исключает необходимость использования других средств удержания. В частности, опорный элемент 7 не поддерживается на уровне его второго конца 7b. В соответствии с другим вариантом осуществления для удержания опорного элемента 7 за его другой конец предусматривается задняя бабка.
Согласно вышеприведенному варианту осуществления устройство 6 для зажатия опорного элемента 7 представляет собой зажимную муфту 6 типа патрона токарного станка для механической обработки. Зажимная муфта 6 устанавливается для приведения во вращение относительно оси А опорного элемента 7.
Устройство 1 содержит бобинный блок с нитями с нанесенным покрытием (не показан), который позволяет перематывать нити 2 с нанесенным покрытием на блок, создающей напряжение нитей 2 с нанесенным покрытием (не показан). Из создающего напряжение модуля нити перематываются на распределительный блок 3 нитей с нанесенным покрытием, который содержит две пластины 4, 4', в каждой из которых просверлено множество отверстий 5, 5', размещаемых на пластине 4, 4' по кругу. Пластины 4, 4' расположены таким образом, что отверстия 5, 5' одной пластины будут размещаться напротив отверстий 5, 5' другой пластины. Отверстия 5, 5' предназначены для использования в качестве направляющих для нитей 2 с нанесенным покрытием или связок нитей 2 с нанесенным покрытием. Как это показано на фиг.2, каждое отверстие 5, 5' содержит муфту 12, применяемую для направления нити 2 или связки нитей 2, в данном случае - связки нитей 2. Муфты 12 изготовлены из каучука и выполняют, кроме направляющей, двойную функцию: защиты нитей 2 с нанесенным покрытием и участия в постановке под напряжение нитей 2 и для контролирования данного напряжения, поскольку каучук создает силу трения на нитях 2.
На выходе из распределительного блока 3 нити 2 с нанесенным покрытием имеют форму круглого пучка 2' нитей 2 с нанесенным покрытием, при этом функцией распределительного блока является формирование (распределение) пучка 2' нитей 2 с нанесенным покрытием, при этом речь будет идти как о распределительном блоке 3, так и о блоке 3 формирования пучка 2' нитей 2 с нанесенным покрытием. Речь идет или о пучке 2' нитей 2 с нанесенным покрытием и отверстиях 5, 5' в том случае, если единственная нить 2 направляется через каждое отверстие 5, 5', или о пучке 2' связок нитей 2 с нанесенным покрытием и отверстиях 5, 5'. Количество нитей 2 подбирается таким образом, чтобы нити 2 могли покрывать всю обработанную поверхность опорного элемента 7. Согласно варианту осуществления, описание которого было сейчас приведено, для опорного элемента 7 диаметром 100 мм предусматривается 30 связок по сорок нитей 2 в каждой, при этом в каждой пластине 4, 4' содержится по тридцать отверстий 5, 5', при этом через каждое отверстие 5, 5' проходит связка, содержащая 40 нитей 2.
Устройство 1 содержит держатель 8, подвижный и перемещаемый вдоль оси 9, параллельной оси А опорного элемента 7. Держатель 8 удерживает волочильное очко 10, устанавливаемое вокруг опорного элемента 7, ось которого совпадает с осью А. Функцией совершающего продольное перемещение нитеводителя 10 является наматывание нитей 2 с нанесенным покрытием вокруг опорного элемента 7, который приводится во вращение в целях формирования спиралеобразного наматывания нитей 2 с нанесенным покрытием на опорном элементе 7. Согласно варианту осуществления, нитеводитель 10 также приводится во вращение вокруг оси А, например, посредством системы ременных приводов; это позволяет еще лучше укладывать нити 2 на опорном элементе 7.
Как это показано на фиг.3, в центральной части волочильного очка 10 содержится проход отверстия 11а, имеющий цилиндрическую форму с диаметром D, который несколько больше диаметра опорного элемента 7, что обеспечивает прохождение опорного элемента и нитей 2 с нанесенным покрытием, направляемых и подвергаемых некоторому напряжению на опорном элементе 7; при этом диаметр D равен сумме диаметра опорного элемента 7 и диаметра нити, который увеличивается в 2,1-2,5 раза в случае, если на опорный элемент 7 наматывается только один слой нитей. Глубина Р данного прохода отверстия 11а, т.е. длина прохода отверстия 11а, определяется в зависимости от напряжения, которое требуется сообщить нитям 2, при этом данная глубина, преимущественно, составляет 20-30% диаметра опорного элемента 7. На входе нитеводителя 10 предусмотрен расширенный участок 11b (в данном случае имеющий форму усеченного конуса), который в дальнейшем будет называться впускным участком 11b, угол α которого относительно оси А нитеводителя 10 зависит от количества нитей 2 с нанесенным покрытием, наматываемых нитеводителем 10. На выходе из нитеводителя 10 также содержится расширенный участок 11 с (в данном случае имеющий форму усеченного конуса), основным предназначением которого является снижение напряжения, которому подвергаются нити 2 нанесенным покрытием.
Предназначением волочильного очка 10 является наматывание нитей 2 с нанесенным покрытием на опорный элемент 7. Поскольку оно осуществляет продольное перемещение, а опорный элемент приводится во вращение, нити 2 наматываются по спирали.
Ниже будет приведено детальное описание способа создания полой детали, содержащей вставку, изготовленную из композитного материала.
Нити 2 с нанесенным покрытием изготавливаются с использованием известных специалистам технологий, например, методом нанесения покрытия на керамические волокна путем погружения в ванну с жидким металлом. Нити 2 наматываются на бобину. Каждая нить может иметь, например, диаметр 0,2-0,3 мм. Несколько бобин, каждая из которых содержит один или несколько намотанных на нее слоев нитей 2, устанавливаются на бобинном модуле (не показан). Данный модуль позволяет располагать бобины таким образом, чтобы они могли перематываться в направлении создающего напряжение модуля и распределительного модуля 3, не допуская при этом перекрещивания нитей 2.
Согласно варианту осуществления, описание которого было приведено, на каждую бобину наматывается связка нитей 2 с нанесенным покрытием. Другими словами, несколько нитей 2 с нанесенным покрытием, образующих связку, т.е. располагаемых рядом друг с другом, но не связанных жестко между собой, вместе наматываются на каждую бобину. Такие бобины позволяют формировать пучок связок нитей 2, затем наматывать данные нити вокруг опорного элемента 7. Для специалиста в данной области техники является очевидным сопоставить данное решение с вариантом, когда нити пучка, образованного из отдельных нитей 2, наматываются вокруг опорного элемента 7.
Связки нитей 2 с нанесенным покрытием сматываются к создающему напряжение модулю, а затем распределительному модулю 3. При условии адаптированной установки создающий напряжение модуль может быть интегрирован в бобинный модуль.
Каждая связка нитей 2 подается в отверстие 5 первой пластины 4 распределительного модуля 3, откуда она выходит в направлении отверстия 5' второй пластины 4', располагаемой напротив первого отверстия 5. Таким образом, образуется круглый пучок 2' связок нитей 2.
Связки нитей 2 доводятся до первого конца 7а опорного элемента 7, т.е. конца опорного элемента 7, наиболее удаленного от распределительного модуля 3. Нити 2 зажимаются или закрепляются на этом конце 7а, при этом в данном случае закрепляются концы нитей 2. Вместе с тем нити могут фиксироваться в точках, которые не являются концами нитей. Такое закрепление осуществляется различными способами. Действительно, как будет показано ниже, данная часть фиксируемого конца нити 2 впоследствии будет удаляться и не будет являться элементом детали в ее завершенном варианте исполнения. Нити 2 могут фиксироваться методом сварки, припаивания или путем использования средств механического крепления. Согласно специальному варианту осуществления, нити 2 крепятся не на конце 7а опорного элемента 7, а рядом с последним, на другой неподвижно установленной детали. Существенным является тот факт, что нити 2 зажимаются рядом с концом опорного элемента 7 таким образом, чтобы они могли наматываться на нем соответствующим образом. Следует также отметить, что из заявки на французский патент, поданной под номером FR 0551406, известен способ приваривания нитей при помощи электродов; при этом такой способ может использоваться или исключительно для закрепления нитей 2 на конце 7а опорного элемента 7, или для образования сварного шва на нитях 2 вдоль опорного элемента 7, например, при помощи электродного сварочного аппарата, который повторяет продольное перемещение волочильного очка 10 или следует по спиралеобразной траектории.
После зажима нитей рядом с концом опорного элемента 7 нитеводитель 10 располагается вокруг опорного элемента 7. Опорный элемент 7 приводится во вращение вокруг оси А, в то время как нитеводитель 10 осуществляет продольное перемещение при помощи держателя 8 и, в данном случае, одновременно с вращением вокруг оси А опорного элемента 7. Таким образом, связки нитей 2 пучка 2' наматываются по спирали вокруг опорного элемента 7. Другими словами, нитеводитель 10 позволяет свивать пучок 2' связок нитей 2 вокруг опорного элемента 7, т.е. наматывать нити 2 вместе вокруг опорного элемента 7, укладывая при этом каждую нить вокруг опорного элемента 7 в отдельности, поскольку она не соединяется жестко с другими. Нити 2 располагаются естественным образом рядом друг с другом и покрывают опорный элемент 7. Благодаря созданию напряжения нитей 2 при помощи нитеводителя 10, распределительного модуля 3, создающего напряжение модуля и бобинного модуля, нити 2 занимают закрепленное на опорном элементе 7 положение.
Угол, образуемый между нитями 2 с нанесенным покрытием и осью А опорного элемента 7, просто определяется соотношением между скоростью вращения опорного элемента 7 (в данном случае нитеводителя 10) и скоростью продольного перемещения нитеводителя 10 параллельно оси А опорного элемента 7. В данном примере этот угол составляет 45°.
После наматывания нитей 2 на всю поверхность опорного элемента 7 они закрепляются на втором конце 7b опорного элемента 7. Как и в случае закрепления на первом конце 7а метод фиксации в данном случае не представляет особой важности, и могут рассматриваться такие же методы фиксации.
Таким образом, один проход нитеводителя 10 обеспечивает покрытие всей поверхности опорного элемента 7 слоем нитей 2 с нанесенным покрытием, при этом такой способ требует небольшое количество операций и может легко применяться в промышленности, Используя такой же способ, представляется возможным наматывать вокруг опорного элемента 7 один или несколько дополнительных слоев в зависимости от размеров различных элементов.
Согласно варианту осуществления, одновременное наматывание нескольких слоев осуществляется или с использованием единственного нитеводителя, или соответствующим образом последовательно располагаемых нитеводителей.
В том случае, если на опорный элемент 7 наматывается несколько слоев, то эти слои предпочтительно соединяются с соседними слоями, например, методом электродной сварки, ссылка на которую приводилась выше.
Основная деталь считается изготовленной после того, как требуемое количество слоев намотано вокруг опорного элемента 7. С этой целью вся конструкция вкладывается в патрон, внутренний диаметр которого равен внешнему диаметру данной конструкции. Патрон изготавливается из аналогичного сплава металлов, что и оболочка волокон нитей 2 с нанесенным покрытием (в данном случае титанового сплава). Каждый конец конструкции закрывается круглыми металлическими пластинами, после чего она приобретает форму цилиндра. Круглые пластины и патрон предпочтительно свариваются путем электронно-лучевой сварки таким образом, с формированием герметичного контейнера, при этом в данном случае пластины изготовлены из титанового сплава. Электронно-лучевая сварка позволяет предварительно образовать внутри патрона вакуум. Созданная конструкция подвергается горячему изостатическому прессованию.
В процессе горячего изостатического прессования, которое выполняется, например, под давлением 1000 бар и при температуре 950°С, титановый сплав доводится до состояния, при котором он распыляется и образует металлическую матрицу из композитного материала, внутри которой размещаются керамические волокна. Титановый слав, приобретающий вязкость при высокой температуре, в процессе образования металлической матрицы обеспечивает хороший поток распыления вещества, не повреждая при этом керамические волокна. Таким образом, в рассматриваемом случае создается вал, обладающий внутренней толщиной титанового сплава, соответствующей опорной детали 7, и центральный вкладыш, изготовленный из композитного материала с матрицей из титанового сплава со спиралеобразно расположенными в нем керамическими волокнами, внешняя толщина титанового сплава которого соответствует патрону.
Концы вала, соответствующие участкам нитей 2, которые были прикреплены к опорному элементу 7, обрабатываются и удаляются. Получаемый таким образом вал на протяжении всей своей длины имеет однородную форму и включает в себя керамические волокна, образующие постоянный угол с осью А вала. Согласно другому варианту осуществления, соответствующие участки удаляются перед установкой на концах металлических пластин, осуществляемой перед горячим изостатическим прессованием; при этом в данном случае необходимо добиться того, чтобы нити 2 удерживались на опорном элементе после того, как концы были удалены; при этом такое удержание может быть обеспечено, например, при помощи сварных швов между нитями 2 и опорным элементом 7, в частности, в результате электродной сварки, ссылка на которую приводилась выше.
Преимуществом полученного таким образом вала является то, что он обладает хорошей устойчивостью к нагрузкам благодаря наличию вкладыша, изготовленного из композитного материала и за счет которого общая толщина стенки вала оказывается меньше стенки обычного вала. Кроме существенного выигрыша по массе, такая небольшая толщина позволяет добиться небольших габаритов, позволяющих использовать вал в условиях, требующих наличия нескольких соосных валов. Кроме того, вал обладает очень хорошей устойчивостью к коррозии, поскольку в данном случае его базовой структурной составляющей является титановый сплав, антикоррозийные свойства которого значительно лучше, чем, например, стали. Без внедрения керамических волокон титановый сплав сам по себе не обладает достаточной устойчивостью к нагрузкам.
Изобретение относится к способу изготовления полого изделия, содержащего вкладыш, выполненный из композитного материала с металлической матрицей, внутри которой располагаются керамические волокна, и к устройству для его осуществления. Способ включает закрепление нитей (2) пучка нитей (2'), не соединенных жестко друг с другом, рядом с концом полого опорного элемента (7). Каждая нить (2) содержит керамическое волокно с нанесенным металлическим покрытием. Затем проводят намотку вокруг полого опорного элемента (7) по спирали совокупности нитей, составляющих пучок. Техническим результатом изобретения является повышение устойчивости полученной полой детали к нагрузкам и к коррозии. 2 н. и 5 з.п. ф-лы, 3 ил.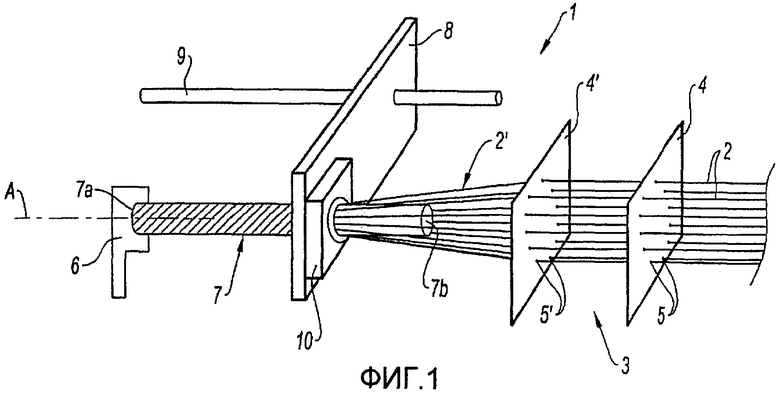
1. Способ изготовления полого изделия, содержащего вкладыш из композитного материала, характеризующийся тем, что на конце полого опорного элемента (7) или на удерживающей его детали закрепляют нити (2), входящие в состав пучка (2') и не соединенные жестко друг с другом, при этом каждая нить (2) содержит керамическое волокно с нанесенным металлическим покрытием, наматывают по спирали вокруг полого опорного элемента (7) совокупность нитей, составляющих пучок, посредством нитеводителя (10), располагаемого вокруг полого опорного элемента (7) и осуществляющего продольное перемещение вдоль его оси (А), при вращении полого опорного элемента (7) вокруг этой оси (А).
2. Способ по п.1, согласно которому нитеводитель (10) приводят во вращение вокруг оси (А) опорного элемента (7).
3. Устройство для изготовления полого изделия, содержащего вкладыш из композитного материала, содержащее модуль (3) образования пучка (2') не соединенных жестко друг с другом нитей (2), каждая из которых содержит керамическое волокно с нанесенным металлическим покрытием, средства крепления нитей к концу полого опорного элемента (7) или к удерживающей его детали и средство наматывания вокруг опорного элемента (7) по спирали совокупности нитей пучка, при этом средство наматывания содержит нитеводитель (10), установленный вокруг полого опорного элемента (7) с возможностью поступательного перемещения вдоль его оси (А), а устройство установлено с возможностью приведения во вращение полого опорного элемента (7) вокруг своей оси (А).
4. Устройство по п.3, в котором модуль (3) формирования пучка (2') нитей (2) с нанесенным покрытием содержит две пластины (4, 4'), в каждой из которых просверлено определенное количество отверстий (5, 5').
5. Устройство по п.4, в котором каждое отверстие (5, 5') содержит втулку (12), придающую направление нитям (2), которая устанавливается для защиты нитей (2) и создания напряжения в нитях (2).
6. Устройство по п.5, в котором втулки (12) изготовлены из каучука.
7. Устройство по п.3, в котором нитеводитель (10) устанавливается с возможностью вращения вокруг оси (А) полого опорного элемента (7).
| US 20060060325 A1, 23.03.2006 | |||
| US 3932254 A, 13.01.1976 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ВОЛОКНИСТЫХ КАРКАСОВ, В ЧАСТНОСТИ, ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 1998 |
|
RU2176296C2 |
| Устройство для намотки трубчатыхКОлЕН | 1978 |
|
SU823157A1 |

