Область техники
Изобретение относится к способу изготовления кольцевых волокнистых изделий, в частности, каркасов, предназначенных для изготовления кольцевых изделий из композитных материалов.
Частной, но не единственной областью применения изобретения является изготовление кольцевых каркасов фрикционных дисков тормозов и сцепления, выполненных из композитного материала, особенно из углерод-углеродного композитного материала (обычно обозначаемого C/C).
Уровень техники
Кольцевые изделия из композитного материала, такие как тормозные или фрикционные диски, изготавливают из волокнистого каркаса, уплотняемого с помощью связующего материала. Для дисков из композитного материала C/C каркас выполняется из углеродного волокна или волокна из предшественника углерода, т. е. волокна, которое преобразуется в углеродное волокно посредством термообработки после изготовления каркаса. Исходным материалом для получения углеродного волокна является, в частности, предварительно окисленный полиакрилонитрил (ПАН). Уплотнение каркаса может осуществляться посредством пропитки жидкостью - предшественником углерода, например смолой, и преобразованием исходного жидкого материала термообработкой или путем химической пропитки паровой фазой ли же нагреванием. В последнем случае каркас погружают в жидкий исходный связующий материал и нагревают, например, посредством контакта с индуктивной цепью или прямым подсоединением к индуктору таким образом, что исходный материал испаряется в контакте с каркасом и может проникать в него за счет пористости каркаса для формирования связанного материала.
Широко известный способ изготовления волокнистых каркасов для изделий из композитного материала состоит в наложении и сшивании слоев или пластов волокнистого полотна с ориентацией волокон в двух направлениях. Волокнистое полотно может являться, например, тканью. В известных случаях ткань покрыта сеткой волокон, которые могут протаскиваться иглами насквозь через накладываемые слои, и это особенно относится к тканям с непрочными волокнами, которые трудно сшиваются без разрывов, в частности, из углеродных волокон. Такой способ описан в патентных документах Франции N А-2584106 и N А-2584109 соответственно для изготовления плоских и круговых каркасов.
Кольцевой каркас для диска может быть вырезан из толстой пластины, образованной наложенными друг на друга и сшитыми слоями. Потери материала достигают при этом 50%, что вызывает очень большие затраты при изготовлении каркасов из углеродного волокна или волокна - предшественника углерода.
В европейской заявке N A-0 232 059 для снижения потерь предлагается изготавливать каркас путем наложения и сшивания кольцевых слоев, каждый из которых образован набором из нескольких сегментов. Сегменты вырезают из полотна с ориентацией волокон в двух направлениях. Потери материала при этом меньше, чем при вырезании целых колец, но остаются значительными. Кроме того, способ довольно сложен в реализации и автоматизации, особенно из-за необходимости такого размещения сегментов, чтобы линии стыков между сегментами слоев не накладывались друг на друга.
В патентном документе Франции N А-2 584 107 описан способ вырезания кольцевых каркасов из рулона, который формируют посредством наматывания и одновременного сшивания ленты полотна. Способ довольно прост в выполнении и дает незначительные потери волокнистого материала. Однако применительно к фрикционным дискам и в отличие от других описанных способов в данном случае слои каркаса получаются расположенными перпендикулярно рабочим фрикционным поверхностям, что в определенных случаях не является оптимальным.
Другой известный способ изготовления волокнистых каркасов для кольцевых изделий из композитного материала состоит в использовании ленты полотна в форме винтовой спирали, плоско навитой с наложением витков друг на друга. Полотно может быть тканью, образованной спиральными нитями основы и радиальными уточными нитями.
Как описано в патентных документах Франции N А-2 490 687 и N А-2 643 656, полотну придают форму винтовой спирали путем подачи нитей основы с помощью вальцов в форме усеченного конуса с раздельных бобин, установленных на сновальной раме. В изготовленном таким способом полотне расстояние между радиальными уточными нитями увеличивается по ширине винтовой спирали от внутреннего диаметра к наружному.
Для сохранения однородной структуры полотна по всей ширине в указанных выше документах предлагается вводить дополнительные уточные нити, проходящие только частично по ширине полотна от наружного диаметра. Такое решение связано со значительным удорожанием изготовления и вызывает дефекты полотна. Другое решение, описанное в патентном документе Франции N 95 14 000, заключается в увеличении массы основы на единице площади спирального полотна от внутреннего к наружному диаметру для приблизительной компенсации уменьшения плотности утка в общей объемной плотности каркаса. Хотя этот способ не так дорог, как увеличение плотности уточных нитей в направлении наружного диаметра, решение остается довольно сложным, так как требует использования нитей основы различных номеров и/или переменной массы единицы площади в промежутке между внутренним и наружным диаметром.
Согласно другому способу волокнистые каркасы для кольцевых изделий из композитного материала, в частности, для фрикционных дисков, изготавливают путем завивки по винтовой спирали трубчатых плоско сложенных шнуров. Трубчатые шнуры могут быть прямыми, как описано в европейском патентном документе N A-0 528 336. При завивке по винтовой спирали трубчатые шнуры деформируются. На стадии изготовления шнура могут добавляться продольные нити для улучшения размерной стабильности каркаса и компенсации изменения поверхностной плотности между внутренним и наружным диаметром навитого трубчатого шнура.
Использование навитых в винтовую спираль трубчатых шнуров предлагается также в европейской заявке N A-0 683 261. Решение позволяет расширить пределы способности к деформации трубчатых шнуров при их завивке по винтовой спирали. Однако изменение поверхностной плотности также требует компенсации путем добавления продольных нитей или путем наложения нескольких плоско сложенных шнуров малой ширины между внутренним и наружным диаметром. Указанные решения делают изготовление каркасов относительно сложным, а следовательно, и дорогим, и в то же время не дают полного удовлетворительного решения проблемы переменной плотности единицы площади материала.
Сущность изобретения
Таким образом, задачей, на решение которой направлено изобретение, является создание способа, который позволяет изготавливать кольцевые каркасы для изделий из композитного материала без существенных потерь материала и с сохранением примерно постоянной плотности на единицу площади между внутренним и наружным диаметром каркаса.
Другой решаемой изобретением задачей является создание способа, реализация которого требует меньших затрат по сравнению с известными способами уровня техники при достижении сходных результатов.
Поставленная задача решена за счет того, что предложен способ изготовления кольцевого волокнистого каркаса посредством завивки по винтовой спирали с плоскими витками волокнистого полотна в виде способной к деформации ленты, включающий следующие этапы:
обеспечивают получение волокнистого полотна в виде способной к деформации ленты, образованной двумя наложенными друг на друга основами, каждая из которых состоит из параллельных друг другу волокнистых элементов, причем направления ориентации двух основ образуют углы противоположных знаков с продольным направлением ленты, а две основы соединяют друг с другом таким образом, что образуются способные к деформации элементарные ячейки,
волокнистое полотно в виде ленты завивают при ее деформации посредством изменения геометрии элементарных ячеек для преобразования ленты в винтовую спираль с плоскими витками, при этом элементарные ячейки деформируются с изменением своего радиального размера с его увеличением в направлении внутреннего диаметра витков, так что может быть сведено к минимуму изменение массы единицы площади от внутреннего к наружному диаметру витков, и
накладывают друг на друга плоские деформированные витки посредством завивки полотна по винтовой спирали таким образом, чтобы получить кольцевой волокнистый каркас.
Преимущественно, направления ориентации двух основ образуют с продольным направлением ленты углы противоположных знаков, имеющих абсолютные величины, предпочтительно, между 30 и 60o с тем, чтобы обеспечить способность элементарных ячеек к деформации в продольном и поперечном направлениях. Согласно предпочтительному примеру осуществления эти углы равны +45 и -45o. Соединение основ между собой производят с сохранением возможности деформации элементарных ячеек у их вершин, например, посредством сшивания или провязывания с помощью нити, проходящей от одной поверхности полотна до другой ее поверхности, или же посредством предварительной проработки иглами или локализованной проработки иглами.
Такое полотно имеет особые преимущества, так как его способность к деформации позволяет завивать его по винтовой спирали с плоскими витками без образования утолщений или волнистости поверхности и с примерно равномерным распределением волокнистых элементов основ, что придает винтовой спирали плотность поверхности, остающуюся в допустимых пределах между внутренним и наружным диаметром без необходимости компенсации.
Преимущества имеет также вариант осуществления, в котором плоско наложенные друг на друга витки соединяют между собой. Соединение витков осуществляется, например, проработкой иглами. Проработку иглами можно выполнять после завивки и, в некоторых случаях, уплотнения кольцевого каркаса или в процессе завивки.
Деформацию полотна в виде ленты можно производить посредством его пропускания между двумя дисками вращения с удерживанием между дисками, например, посредством сжатия вдоль продольных кромок полотна или с применением по меньшей мере одного вальца в форме усеченного конуса.
Таким образом, обеспечивается возможность изготовления кольцевого волокнистого каркаса без потерь волокнистого материала и с сохранением малых изменений плотности волокна между внутренним и наружным диаметром без введения дополнительных элементов, как это было необходимо в способах уровня техники, то есть намного более простым способом.
Краткий перечень фигур чертежей
Далее изобретение будет описано более подробно на примерах выполнения со ссылками на чертежи, на которых:
Фиг. 1 схематично изображает установку для изготовления волокнистого полотна в форме деформируемой ленты для осуществления способа в соответствии с изобретением,
Фиг. 2, 3A, 3B и 3C иллюстрируют соединение посредством провязывания волокнистого полотна, которое может использоваться для осуществления способа в соответствии с изобретением,
Фиг. 4, 5A, 5B и 5C иллюстрируют другой пример соединения посредством провязывания волокнистого полотна, которое может использоваться для осуществления способа в соответствии с изобретением,
Фиг. 6 схематично изображает частичный вид, иллюстрирующий деформацию волокнистого полотна, изготовленного на установке по фиг. 1, при завивке в винтовую спираль с плоскими витками,
Фиг. 7A и 7B изображают в схематичном виде устройство завивки волокнистого полотна в винтовую спираль при осуществлении способа в соответствии с изобретением,
Фиг. 8A и 8B изображают в схематичном виде два других устройства завивки волокнистого полотна в винтовую спираль при осуществлении способа в соответствии с изобретением,
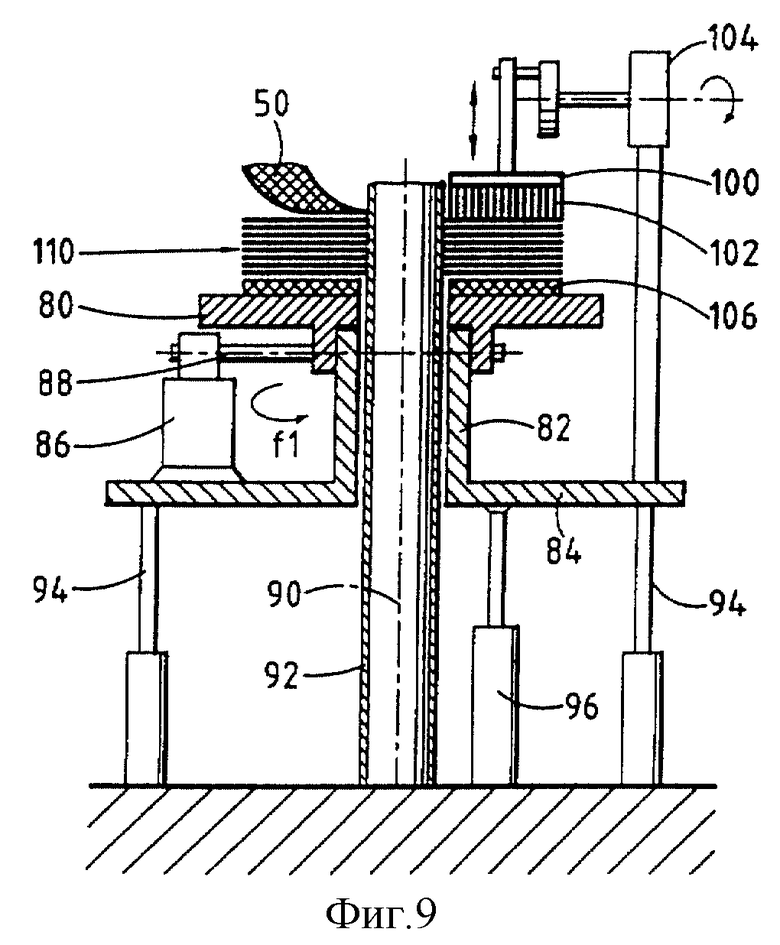
Фиг. 9 изображает в схематичном виде вариант осуществления способа изготовления кольцевого волокнистого каркаса в соответствии с изобретением, и
фиг. 10 изображает в схематичном виде другой вариант осуществления способа изготовления кольцевого волокнистого каркаса в соответствии с изобретением.
Сведения, подтверждающие возможность осуществления изобретения
Используемое в способе по изобретению волокнистое полотно изготавливают посредством наложения и соединения двух основ, каждая из которых образована параллельными волокнистыми элементами одного направления.
Указанная основа может быть изготовлена известным образом посредством раскладки и формирования из жгутов волокна или, как представлено далее в описании, посредством параллельной протяжки жгутов с разных бобин.
Следует отметить, что способ изготовления волокнистого полотна с основами, ориентированными в нескольких направлениях, из основ с одним направлением жгутов волокна, получаемых путем раскладки жгутов волокна, описан в заявке Франции N 97 03 832 "Способ и машина для изготовления полотен с основами, ориентированными в нескольких направлениях", поданной 28.03.97. Содержание заявки включено в данное описание в качестве ссылки.
На фиг. 1 в схематичном виде показана установка, в которую вводятся две основы 10, 12 с одним направлением жгутов волокна и которая изготавливает волокнистое полотно в виде ленты посредством наложения двух основ, образующих углы противоположных знаков к продольной оси ленты. В показанном примере эти углы составляют +45 и -45o.
Основы 10, 12 с одним направлением жгутов волокна изготавливают из волокон материала, выбранных в соответствии с предлагаемым использованием волокнистого каркаса в виде ленты. Это могут быть органические или минеральные волокна, например, углеродные или керамические волокна или волокна из предшественника углерода или керамики. Волокна двух основ могут быть различными по природе. Возможно даже использование волокна различного характера в каждой основе.
Ленту формируют путем подачи последовательных участков основы 10 под углом +45o к продольному направлению изготавливаемой ленты со смежным расположением участков. Каждый участок подается на длину от одной до другой продольной кромки ленты. Подобным же образом последовательные участки основы 12 подают под углом -45o к продольному направлению изготавливаемой ленты со смежным расположением участков, при этом участки основы 12 расположены поверх участков основы 10.
В показанном примере осуществления элементы 11, 13, образующие каждую основу, натянуты между двумя синхронно движущимися бесконечными цепями 20, 22 с клиньями. Концы основ 10, 12 направляются каретками 14, 16, которые снимают элементы с соответствующих бобин (не показаны) и совершают возвратно-поступательное движение между продольными кромками изготавливаемой ленты. На каждом конце пути кареток основы смещаются вокруг клиньев цепи с переходом на следующие клинья. Управление продвижением цепей с клиньями осуществляется непрерывно или циклически в координации с подачей основ таким образом, чтобы последовательные участки основ прилегали друг к другу. Установка такого типа известна, например, из патента США N А-4 677 831, так что не требуется более подробного ее описания.
Изготовленная посредством наложения основ 10, 12 лента снимается с цепей 20, 22 с клиньями на выходе верхней ветви конвейера и поступает в устройство 30 соединения. В показанном примере осуществления соединение выполняют сшиванием с помощью игольного бруса 32, который проходит по всей ширине изготавливаемой ленты, проходящей над перфорированной пластиной 34 с отверстиями, расположенными перпендикулярно иглам игольного бруса 32. Распределение игл на игольном брусе 32 подбирается таким, чтобы обеспечить локализованное сшивание так, что соединение основ образует элементарные ячейки, способные к деформации, например, по типу параллелограммов.
Соединение основ придает волокнистому полотну в виде получаемой ленты 50 достаточное сцепление для того, чтобы ее можно было наматывать для хранения на барабан 38, приводимый двигателем 40 синхронно цепям 20, 22 с клиньями. Между устройством 30 соединения и барабаном 38 кромки ленты 50 обрезают с помощью вращающихся дисковых ножниц 36a, 36b.
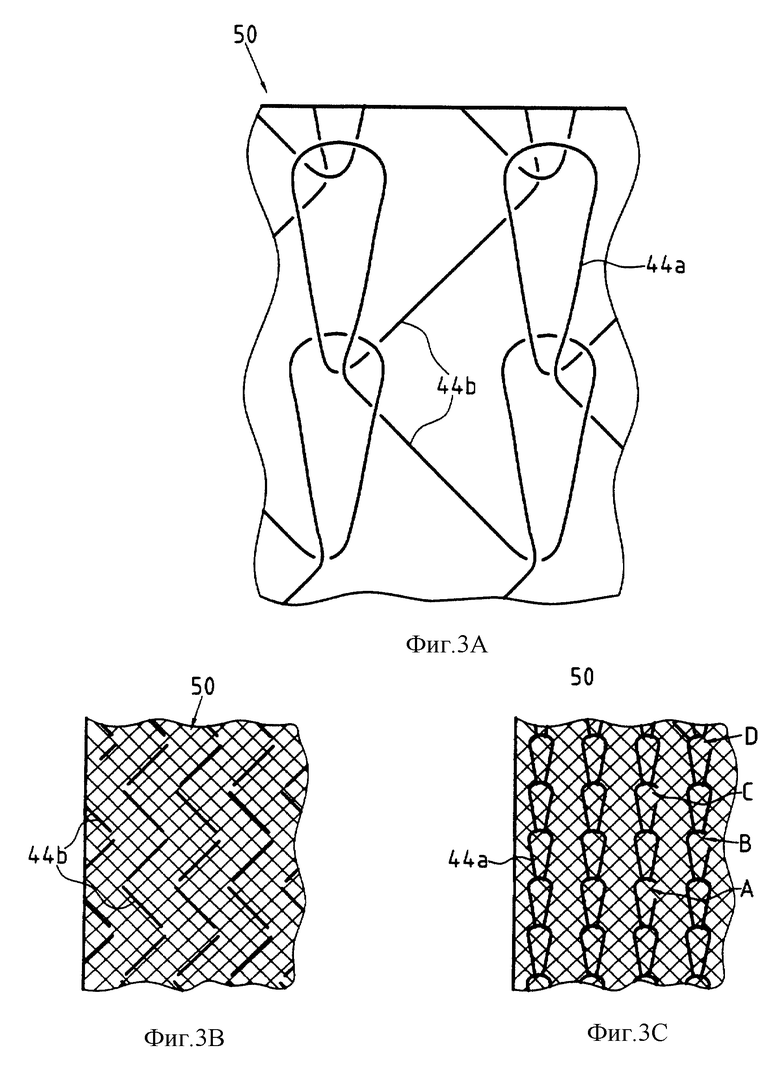
На фиг. 2, 3А и 3B показан предпочтительный вариант выполнения соединения основ. Согласно этому варианту соединение производят не сшиванием, а провязыванием. Наложенные друг на друга основы, снятые с цепей 20, 22 с клиньями, подают в вязальное устройство 42, которое осуществляет провязывание, то есть переплетение на двух уровнях с помощью нити, проходящей от одной до другой поверхности волокнистого полотна 50 (фиг. 2). На фиг. 3A подробно показана используемая провязывающая система 44, в то время как фиг. 3B и 3C представляют лицевую и изнаночную стороны волокнистого полотна 50, соединенного провязыванием.
Как видно на фиг. 3A, провязывающая система образует переплетающиеся остовы 44a, вытянутые в продольном направлении волокнистого полотна 50 и образующие множество параллельных петельных столбиков, и V-образные или зигзагообразные протяжки 44b, соединяющие петельные остовы между соседними рядами. Волокнистое полотно 50 находится между протяжками 44b на лицевой стороне (фиг. 3B) и петельными остовами 44a на изнаночной стороне (фиг. 3C), что придает провязывающей системе вид зигзагообразного столбика на одной стороне и тамбурного столбика на другой стороне. Провязывающая система охватывает множество нитей каждой основы в соответствии с выбранным игольным шагом.
Точки переплетения между зигзагообразными протяжками 44b и остовами 44a, такие как точки А, B, C, D на фиг. 3B и 3C, определяют вершины способных к деформации элементарных ячеек. В данном случае это означает, что способными к деформации являются как элементарные ячейки, образованные провязывающей системой, так и элементарные ячейки, определяемые точками пересечения между жгутами основ и образующими способные к деформации параллелограммы.
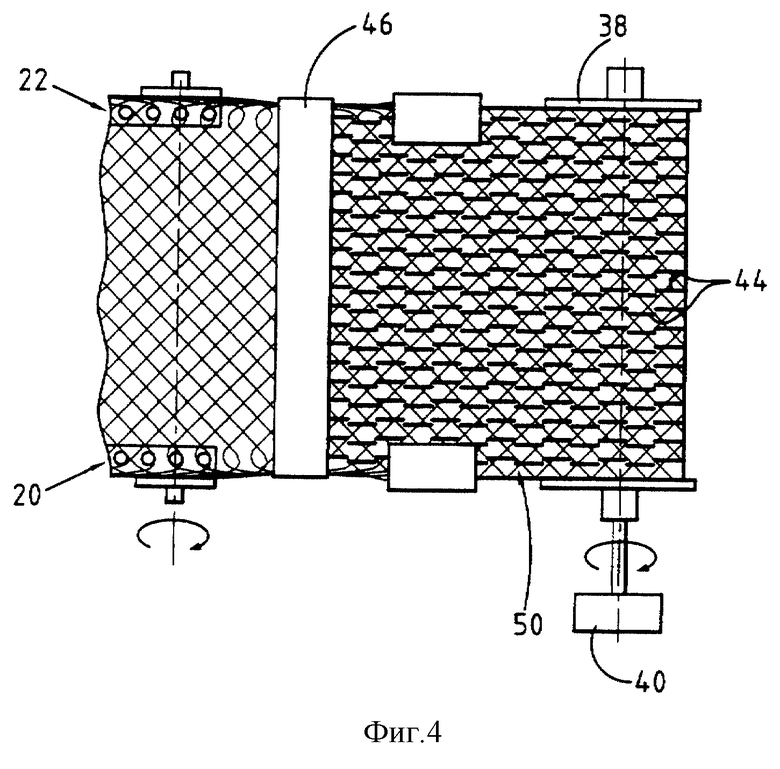
На фиг. 4 показан другой пример выполнения, согласно которому соединение между основами также выполняют провязыванием. Наложенные друг на друга основы, снятые с цепей 20, 22, подают в вязальное устройство 46, которое соединяет основы вдоль нескольких линий, параллельных продольным кромкам волокнистого полотна 50.
Как показано на фиг. 5A, провязывающая система 48 имеет вид тамбурного столбика с петельными остовами 48a, соединенными прямолинейными протяжками 48b. Волокнистое полотно 50 расположено между протяжками 48b, видными на лицевой стороне материала (фиг. 5B) и петельными остовами 48a, видными на изнаночной стороне (фиг. 5C). Провязывающая нить для выполнения вариантов по фиг. 2 и 4 может быть изготовлена из уничтожаемого материала, то есть из материала, который может полностью уничтожаться без повреждения структурных волокон основ. Можно использовать, например, нити из материала, который может уничтожаться без остатка под действием тепла, или из материала, уничтожаемого растворителем, например, растворимые в воде нити из поливинилового спирта.
Возможно также использование провязывающей нити, совместимой с намечаемым конечным применением волокнистого полотна. Поскольку оно предназначено для изготовления каркасов для последующего изготовления изделий из композитного материала, провязывающая или сшивающая нить может быть изготовлена из материала, совместимого со связующим материалом как частью композитного материала. Имеется в виду, что материал нити предпочтительно должен иметь те же свойства, что и связующий материал, или смешиваться с ним без химической реакции между ними.
Могут быть выбраны и другие варианты соединения провязыванием или сшиванием.
Получаемое волокнистое полотно в виде ленты имеет особые преимущества благодаря тому, что его способность к деформации позволяет производить его завивку по винтовой спирали с плоскими витками без деформации поверхности (скольжения или волнистости) за счет того, что элементарные ячейки 52 волокнистого полотна 50 ведут себя подобно деформируемым параллелограммам, деформации которых не препятствует выбранный вариант соединения. В этом отношении предпочтительным является соединение провязыванием по примерам выполнения согласно фиг. 2, 3A, 3B и 3C.
В процессе завивки (фиг. 6) элементарные ячейки 52', расположенные вблизи внутреннего диаметра винтовой спирали, деформируются путем удлинения в радиальном направлении и сужения в продольном направлении, в то время как элементарные ячейки 52'', расположенные вблизи наружного диаметра винтовой спирали, деформируются путем сужения в радиальном направлении и расширения в продольном направлении. В результате распределение волокон по площади остается по существу постоянным или слабо изменяется от внутреннего к наружному диаметру, что имеет особые преимущества для изготовления однородных каркасов, предназначенных для получения изделий из композитного материала. На фиг. 6 штрихпунктирной линией 54 показана деформация одного из первоначальных направлений ленты 50.
В случае соединения посредством провязывания или сшивания деформация элементарных ячеек, образуемых элементами волокнистого полотна, происходит совместно с деформацией элементарных ячеек провязывающей системы или прошивки. При этом для провязывающей системы по фиг. 3A - 3C деформация выражается в удлинении или укорочении участков нити, образующих петельные остовы, или увеличением, или уменьшением углов протяжек зигзагообразного столбика.
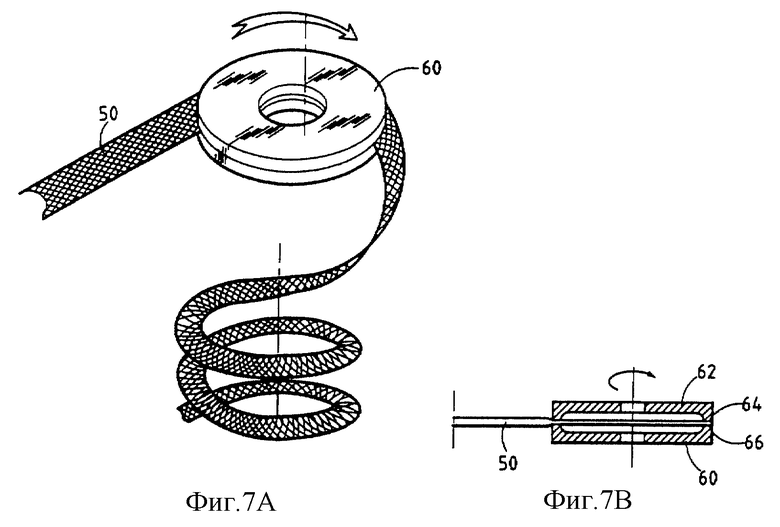
Деформационная завивка волокнистого полотна 50 в винтовую спираль с плоскими витками может быть выполнена посредством его пропускания между двумя кольцевыми дисками или фланцами 60, 62 с удерживанием между ними продольных кромок ленты (фиг. 7A). Удерживание волокнистого полотна выполняют, например, зажимом кромок между кольцевыми выступами 64, 66, образованными на внутренних поверхностях дисков 60, 62 или по меньшей мере на внутренней поверхности одного из дисков (фиг. 7B).
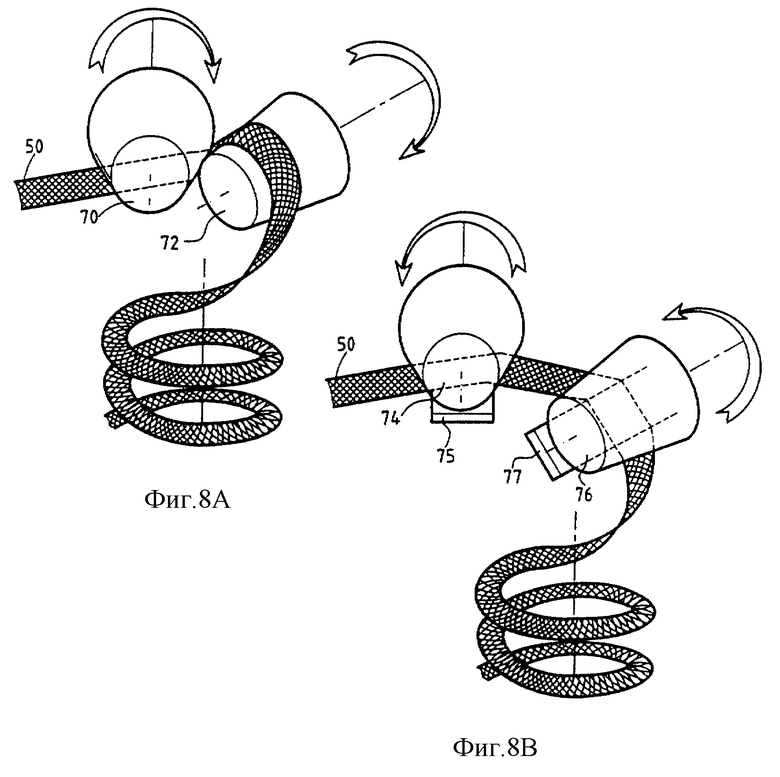
Согласно другому примеру осуществления способа деформационную завивку волокнистого полотна производят, заставляя материал огибать по меньшей мере один валец в форме усеченного конуса. Число вальцов и углы конуса при вершине выбирают в функции желаемой степени деформации. В примере по фиг. 8A используют два одинаковых вальца 70, 72 в форме усеченного конуса, приводимые во вращение с помощью соответствующих двигателей (не показаны). Волокнистое полотно заставляют облегать часть боковой поверхности по меньшей мере одного из вальцов.
В примере осуществления способа по фиг. 8B волокнистое полотно принудительно пропускают между первым вращающимся вальцом 74 в форме усеченного конуса и прижимной пластиной 75 скольжения и между вторым вращающимся вальцом 76 в форме усеченного конуса и прижимной пластиной 77 скольжения. Вальцы, приводимые во вращение соответствующими двигателями (не показаны), деформируют волокнистое полотно посредством фрикционного воздействия.
Можно использовать один валец в форме усеченного конуса с наложением на него волокнистого полотна. В этом случае наименьшая окружность, описываемая кромкой полотна на вальце, определяет внутренний диаметр винтовой спирали.
Кольцевой волокнистый каркас может быть изготовлен посредством плоского наложения витков, формируемых посредством спиральной завивки полотна 50, и соединения витков между собой проработкой иглами по мере завивки (фиг. 9). Это может выполняться в непрерывном процессе деформации волокнистого полотна в винтовую спираль с плоскими витками или после промежуточного хранения.
Волокнистое полотно 50, деформированное, например, путем пропускания между двумя дисками, как в примере по фиг. 5, укладывают с плоским наложением витков на вращающийся стол 80. Стол 80 установлен на вертикальной оси 82, жестко соединенной с опорой 84. На опоре 84 установлен двигатель 86, приводящий стол 80 во вращение вокруг вертикальной оси 90 (стрелка f1) с помощью ремня 88.
Узел, содержащий опору 84 и стол 80, имеет возможность вертикального смещения вдоль центральной направляющей трубы 92 с осью 90. На верхнем конце трубы 92 установлено устройство деформирования ленты в винтовую спираль с плоскими витками. Опора 84 опирается на вертикальные телескопические стойки 94, вертикальное смещение опоры производится одним или несколькими домкратами 96.
По мере плоской круговой укладки на вращающийся стол 80 ленту 50 прорабатывают иглами с помощью игольницы 100, которая несет иглы и приводится в вертикальное возвратно-поступательное движение. Движение игольницы с иглами обеспечивается двигателем 104 через трансмиссию кривошипно-шатунного типа. Двигатель 104 установлен на опоре 84.
Проработку иглами ленты 50 производят по существу с постоянной частотой и глубиной. Для обеспечения постоянной частоты проработки иглами 102 всей поверхности кольцевого витка ленты 50 игольница 100 имеет форму сектора в соответствии с кольцевым сектором слоя полотна и равномерное распределение игл, а поддерживающий каркас 110 стол 80 в процессе проработки иглами приводится во вращение с постоянной скоростью.
Глубина проработки иглами, то есть расстояние, на которое иглы 102 каждый раз проникают в каркас 110, выдерживается примерно постоянной и равной, например, толщине нескольких наложенных друг на друга слоев. С этой целью по мере круговой укладки ленты 50 на стол 80 его смещают вертикально вниз на желаемое расстояние таким образом, чтобы в конце вертикального хода сохранялось неизменным относительное положение между поверхностью каркаса и игольницы. В конце изготовления каркаса 110, после укладки последнего витка ленты 50 производят несколько циклов проработки иглами с продолжением вращения стола 80 таким образом, чтобы объемная плотность проработки иглами в поверхностных слоях была по существу такой же, как в остальной части каркаса. В ходе по меньшей мере части этих заключительных циклов проработки иглами может осуществляться последовательное опускание стола 80, как и на предыдущих этапах. Указанный принцип проработки постоянной глубины посредством последовательного опускания несущей каркас опоры и выполнения заключительных циклов проработки известен и, в частности, описан в указанном выше патентном документе Франции N A-2 584 106. Далее, стол 80 облицован защитным слоем 106, в который могут иглы проникать без повреждения при проработке первых витков ленты 50. Защитный слой 106 может быть выполнен из войлочного покрытия, например, полипропиленового войлока, покрытого листом из пластика, например, полихлорвинила, чтобы при обратном ходе игл волокна войлочного покрытия не захватывались в каркас 110.
В другом примере изготовления волокнистого каркаса 110 витки, формируемые посредством завивки деформируемого полотна в винтовую спираль с плоскими витками, укладывают друг на друга, и волокнистый каркас сжимают с помощью приспособления, которое включает опорную плиту 130 и верхнюю плиту 132 (фиг. 10). Сжатие производят таким образом, чтобы получить желаемое объемное процентное содержание волокна. Далее витки могут соединяться проработкой иглами с помощью игольницы 134, иглы 136 которой проходят через отверстия в верхней плите 132 и проникают на всю толщину каркаса 110. Отверстия могут быть предусмотрены также в нижней плите 130 напротив игл.
Полученный описанным образом кольцевой волокнистый каркас может использоваться в качестве каркаса для изготовления кольцевого изделия из композитного материала, например, тормозного диска.
В тех случаях, когда соединение основ с одним направлением элементов осуществляют временной уничтожаемой нитью, ликвидацию нити производят растворением или тепловым воздействием перед уплотнением каркаса.
В тех случаях, когда материалом волокон волокнистого каркаса является предшественник материала, который будет служить волокнистым каркасом композитного материала, преобразование предшественника производят перед уплотнением каркаса или в ходе повышения температуры перед уплотнением.
Уплотнение каркаса производят известным образом либо путем обработки жидкой фазой, либо химической пропиткой паровой фазой с тем, чтобы вследствие пористости каркаса обеспечить его пропитку желаемым материалом.
Хотя в приведенных примерах осуществления предусматривается использование волокнистого полотна, которое образовано двумя основами, ориентированными под углами +45 и -45o к продольному направлению ленты, понятно, что способ в соответствии с изобретением может осуществляться с использованием способных к деформации основ, ориентированных под другими углами, отличными от 45o, а также отличными друг от друга. Однако, для сохранения достаточной способности к деформации элементарных ячеек предпочтительно, чтобы эти углы имели абсолютную величину в пределах от 30 до 60o, а также предпочтительно, чтобы эти углы имели одинаковую абсолютную величину для сохранения симметрии способной к деформации ленты.
Кроме того, перед завивкой в винтовую спираль с плоскими витками в способе предусмотрено получение волокнистой ленты, тако как получаемая на выходе установки по фиг. 1. Кроме того, поскольку радиальная ширина колец кольцевых каркасов не особенно велика, в варианте осуществления, и даже в предпочтительном варианте, на выходе установки предусмотрено разделение волокнистой ленты посредством продольного разрезания на несколько лент, которые могут иметь одинаковую или разную ширину.




Для изготовления кольцевого волокнистого каркаса используют полотно в виде ленты, образованной двумя основами, имеющими одинарное направление волокон, направления ориентации которых образуют противоположные углы по отношению к продольному направлению ленты, при этом две основы соединяют между собой таким образом, что образуются деформируемые элементарные ячейки. Далее полотно завивают с деформацией для его преобразования в винтовую спираль с плоскими витками, причем элементарные ячейки деформируются таким образом, что масса единицы площади между внутренним и наружным диаметрами витков остается стабильной, а витки плоско укладывают один на другой. 15 з.п.ф-лы, 10 ил.
| EP 05228336 A2, 24.02.1993 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРИКРЕПЛЕНИЯ ОТКРЫВАЮЩЕГО УСТРОЙСТВА К ГИБКОЙ УПАКОВКЕ | 2014 |
|
RU2643656C2 |
| СПОСОБ И СИСТЕМА КОНТРОЛЯ АВТОМАТИЧЕСКОЙ ПОСАДКИ/ВЗЛЕТА БЕСПИЛОТНОГО ЛЕТАТЕЛЬНОГО АППАРАТА НА КРУГЛУЮ ПОСАДОЧНУЮ СЕТКУ ПЛАТФОРМЫ, В ЧАСТНОСТИ МОРСКОЙ ПЛАТФОРМЫ | 2009 |
|
RU2490687C2 |
| US 4677831 A, 07.07.1987 | |||
| КЛАПАН, СИСТЕМА ДЛЯ ВВЕДЕНИЯ ЖИДКОСТЕЙ ПАЦИЕНТУ И ИСПОЛЬЗОВАНИЕ КЛАПАНА ДЛЯ ВВЕДЕНИЯ ПИТАТЕЛЬНОГО ВЕЩЕСТВА | 2001 |
|
RU2268759C2 |
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ЗАВОРОТА НИЖНЕГО ВЕКА | 2003 |
|
RU2254106C1 |
| СПОСОБ ЛЕЧЕНИЯ ПТОЗА ВЕРХНЕГО ВЕКА | 2003 |
|
RU2254107C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОВРОВиз | 0 |
|
SU232059A1 |
| ФРИКЦИОННАЯ НАКЛАДКА | 1999 |
|
RU2150619C1 |

