Изобретение относится к способу и устройству для изготовления конкретного вкладыша протеза для присоединения протеза к остатку конечности (культе) и к готовому вкладышу протеза.
В соответствии с предшествующими техническими решениями концевые вкладыши для присоединения протеза к остатку конечности (культе) инвалидов получают различными способами, включающими формование термореактивных, термопластичных или других известных полимерных материалов с получением готового жесткого вкладыша, который вмещает культю и благодаря своей конструкции воспринимает реактивные нагрузки, возникающие между протезом и культей без дискомфорта для пользователя. Примеры таких формованных вкладышей без упрочнителей и при их наличии приведены в патенте США 5163965, выданном 17 ноября 1992 г. Rasmusson and Fishl, и 5263990, выданном 23 ноября 1993 г. Handal, соответственно.
В соответствии с хорошо известной технологией формования концевых вкладышей из полимерных материалов выпуклую или позитивную форму, соответствующую форме культи, делают из гипсового слепка ответной или негативной литейной матрицы, которая может быть получена формованием матрицы непосредственно на культе, иногда с помощью известной системы литья под давлением, например системы типа ICECASTTM, изготавливаемой Ossur h.f., Рейкьявик, Исландия. Позитивную форму затем в соответствии с хорошо известными технологиями подвергают доводке или "зачистке" для придания ей рельефа чувствительных областей культи и получения точного по размерам вкладыша, который должен быть правильно пригнан к культе. Наличие многочисленных этапов формования и процесса доводки хорошо известны и широко отражены в литературе и учебниках, известных специалистам по протезированию. Способ отнимает много времени, является дорогостоящим и в большой степени зависит от индивидуальной профессиональной квалификации протезиста.
Другие процедуры формования промежуточных или концевых вкладышей описаны в предшествующих технических решениях, включая процедуру, посредством которой ленту SCOTCHCASTR, выпускаемую фирмой "ЗМ Company", Миннеаполис, шт. Миннесота, используют для получения промежуточного вкладыша протеза для инвалидов с ампутацией ноги ниже колена. Лентой SCOTCHCASTR обматывают непосредственно культю, после того как на культю был надет трубчатый вкладыш, и ленту SCOTCHCASTR вручную обжимают до тех пор, пока не будут достигнуты условия для возникновения процесса отверждения, обеспечивающие получение в области рельефа надколенных сухожилий для образования РТВ стержня и для регулирования переднего-заднего диаметра для восприятия веса. (Wu et al., "SCOTCHCASTR P.V.C. Interim Prosthesis for Below-Knee Amputees", Bulletin of Prosthesis Research 10-36, Fall 1981, hh.40-45). Однако этот процесс не был представлен как подходящий для формования концевых вкладышей протезов, пригодных для постоянного длительного использования.
Настоящее изобретение относится к полученному формованием конкретному вкладышу протеза для культи конечности, полученному при использовании технологии одноэтапного литья под давлением, которая обеспечивает получение вкладыша с внутренней формой, которая получается по существу в готовом виде после завершения процесса отливки. Вкладыш отливают прямо на культе конечности с использованием упрочняемого полимерного материала, который в предпочтительном варианте изобретения предварительно сформирован в виде предварительно пропитанной ("пред-пропитка") трубчатой рогожки или полотна из упрочняющих волокон или элементов, пропитанных способным подвергаться отверждению нетермообработанным или неотвержденным формуемым предпочтительно полимерным материалом, которые находятся в сборе с соединительным средством, которые в конечном счете соединяются с формуемым материалом в ходе формования и отверждения вкладыша. С внутренней и наружной поверхностью материала вкладыша могут быть в ходе формования соединены подходящие вкладыши и слоистые покрытия, а также в процессе формования на вкладыш можно воздействовать давлением, передаваемым от упругого материала.
Формование вкладыша выполняют, используя технологию литья под давлением, модифицированную таким образом, чтобы в ходе отверждения материала вкладыша к самому концу культи прилагалось растяжение в периферийном направлении. В предпочтительном варианте изобретения растяжение передают через упругий герметичный всасывающий патрубок или муфту, которую помещают на культю между культей и материалом вкладыша. Было обнаружено, что приложение такого растяжения к самому концу культи растягивает мягкие ткани культи по отношению к находящейся под ними кости(ей) скелета и приводит к сужению культи в диаметральном направлении. Возникновение такого растяжения в ходе литья под давлением материала вкладыша приводит к появлению фактически окончательного или определенно заданного зазора между культей и вкладышем. Таким образом, в изобретении обнаружено, что сочетание растяжения, приложенного к концевой части культи конечности, и литья под давлением материала вкладыша непосредственно на культю конечности при этом дает возможность протезисту при таком растяжении формовать концевой вкладыш для протеза с использованием одноэтапного процесса, в котором используют формуемый и способный к отверждению материал вкладыша, который обладает необходимыми для вкладыша протеза структурными характеристиками, обеспечивающими восприятие нагрузки.
Предпочтительный формуемый и способный к отверждению материал вкладыша по настоящему изобретению состоит из трубчатой рогожки из упрочняющей проволоки, оплетенной углеродными волокнами, пропитанными водорастворимым способным к отверждению форполимером типа полиизоцианата. Пример сборки предварительно отформованного вкладыша включает соединительное средство для протеза, соединенное на одном конце со сборкой вкладыша до формования и отверждения.
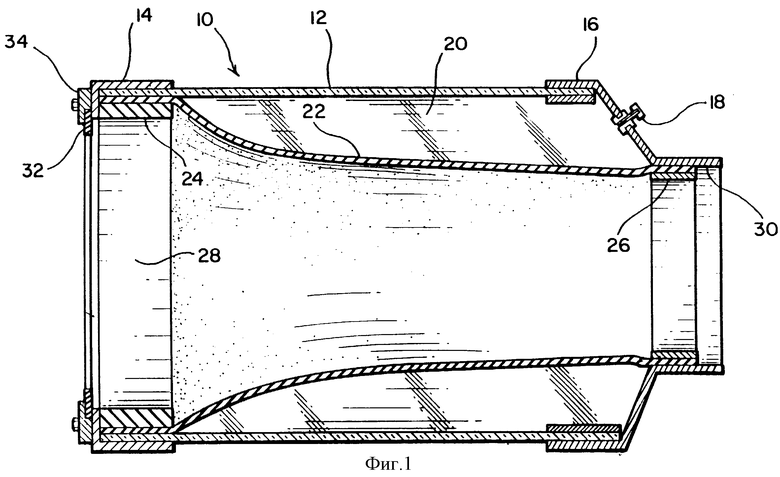
На фиг. 1 показан вертикальный разрез вида сбоку конструкции предшествующего технического решения устройства литья под давлением.
На фиг. 2 показан вертикальный разрез вида сбоку конструкции устройства литья под давлением согласно настоящему изобретению с культей конечности, всасывающим патрубком и предварительно отформованным вкладышем в положении для литья вкладыша для культи, предназначенного для соединения с протезом.
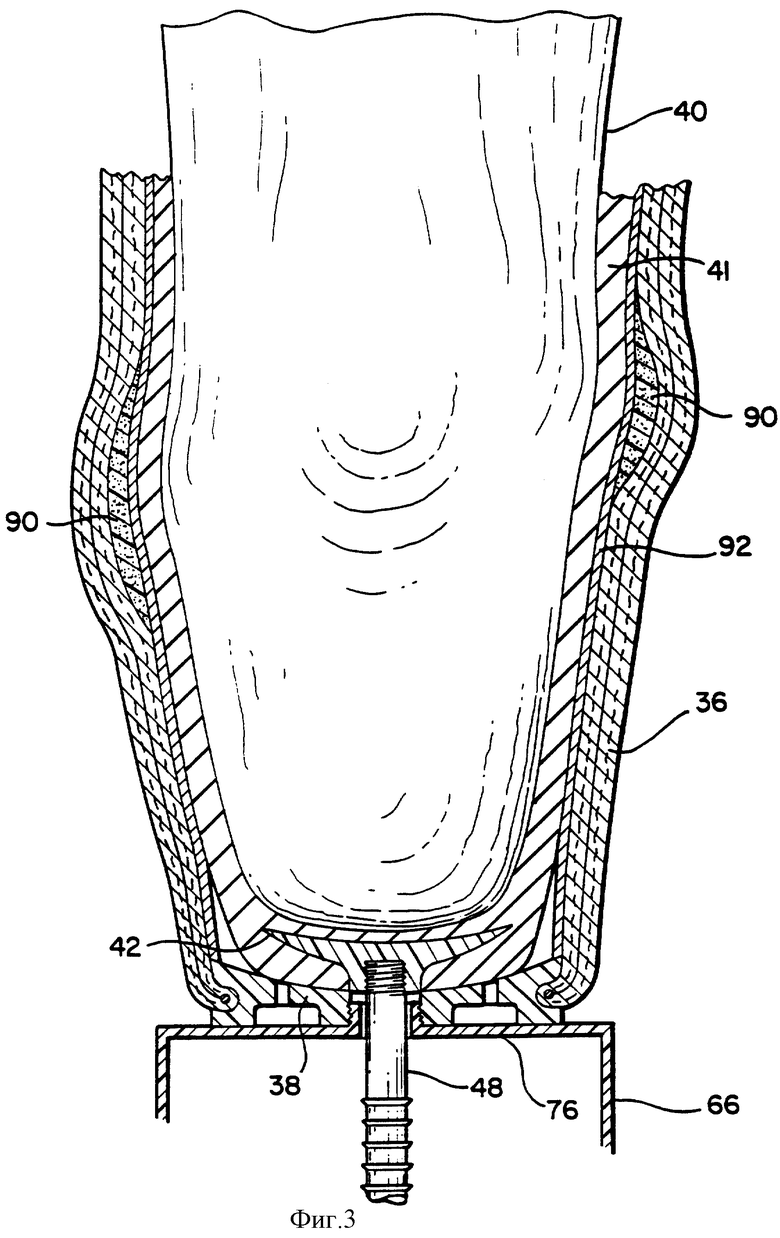
Фиг. 3 представляет собой вертикальный разрез вида сбоку, подробно показывающий всасывающий патрубок у культи, соединительное средство с протезом и предварительно отформованную прокладку с разгрузочными патрубками по месту.
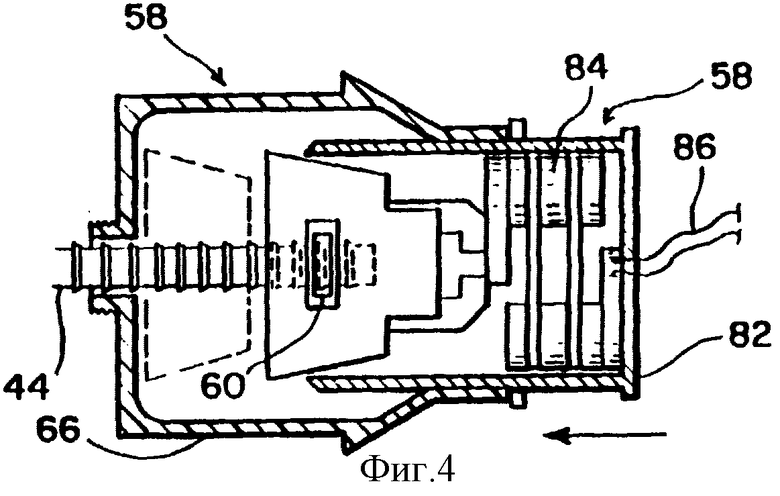
На фиг. 4 показана вертикальная проекция с частичным разрезом тягового соединительного элемента устройства литья под давлением согласно настоящему изобретению, включающему средство для измерения растяжения.
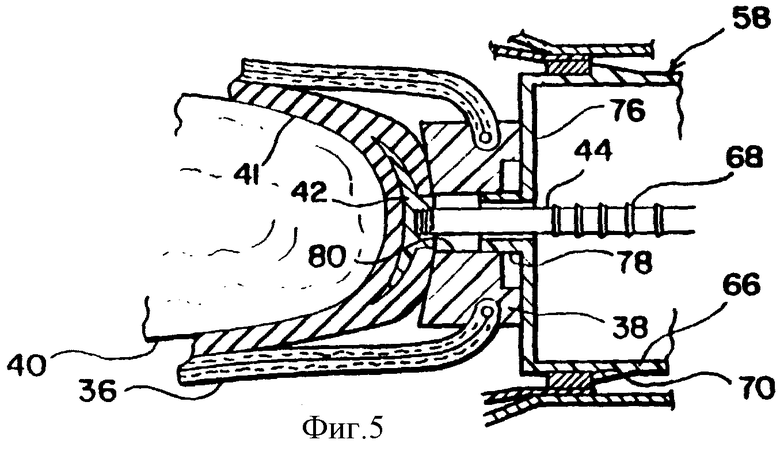
Фиг. 5 представляет собой вертикальную проекцию с частичным разрезом, показывающую один из вариантов устройства патрубка вкладыша для культи и предварительно отформованного вкладыша в положении для отливки.
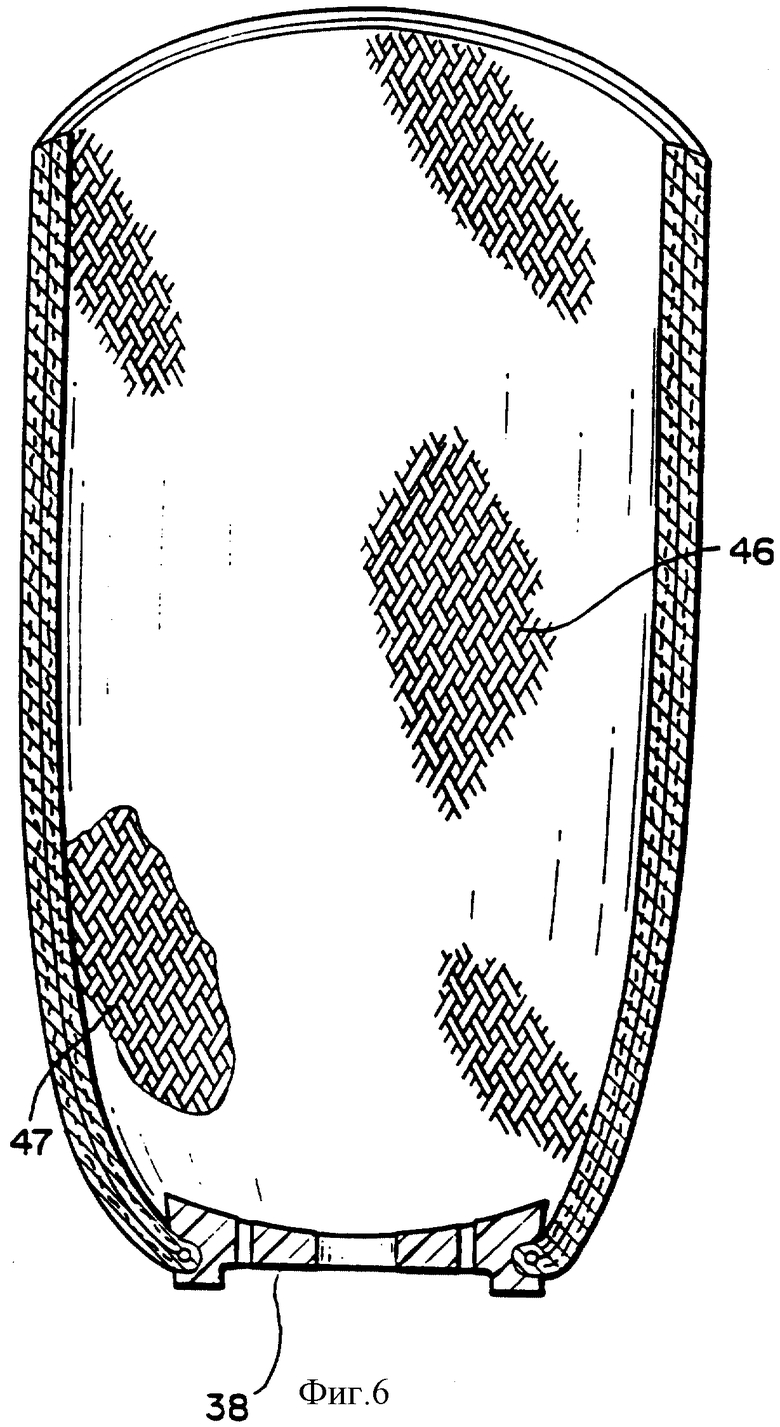
Фиг. 6 представляет собой частичный разрез предпочтительного варианта упрочняющего средства, используемого для образования предварительно отформованного вкладыша.
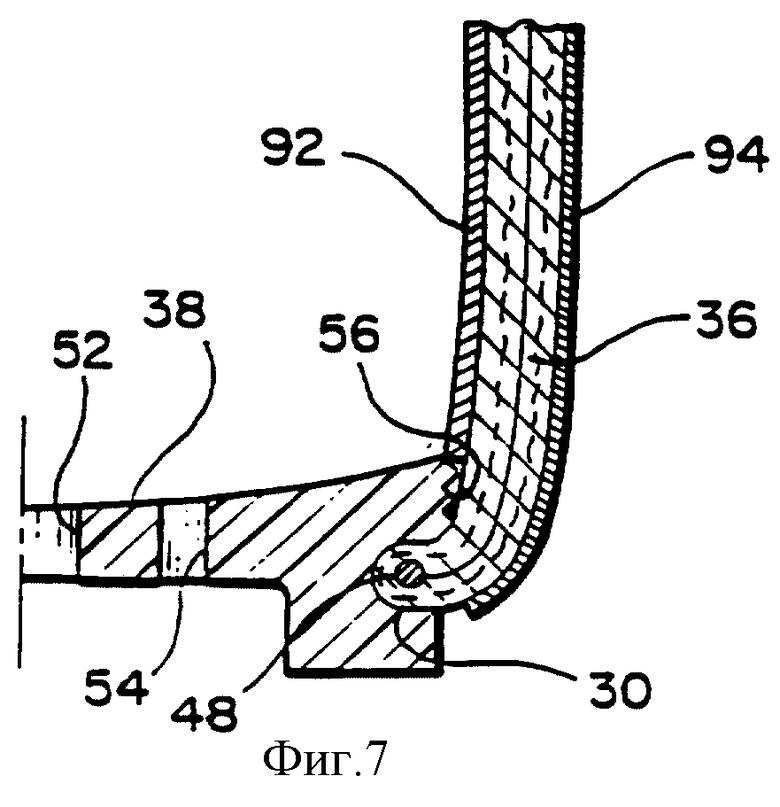
Фиг. 7 представляет собой частичный разрез предварительно отформованного вкладыша, связанного с элементом соединения с протезом и с внешними слоями покрытия предварительно отформованного вкладыша.
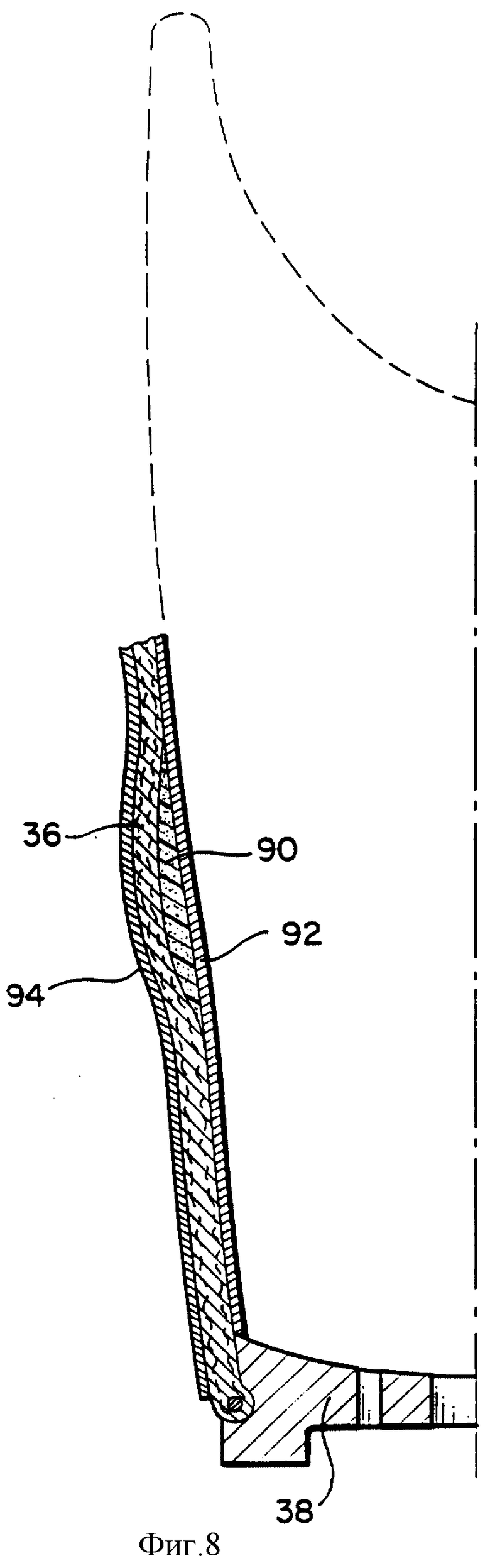
Фиг. 8 представляет собой детальный вид разреза, показывающий вкладыш протеза и элемент соединения с протезом после отливки и отверждения предварительно отформованного вкладыша в соответствии с изобретением.
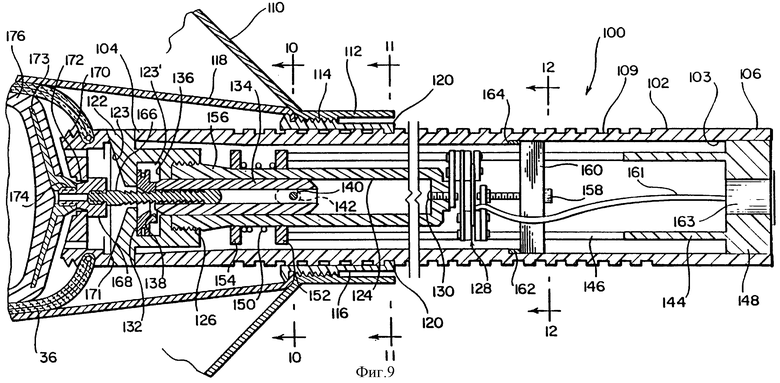
Фиг. 9 представляет собой вертикальный разрез вида сбоку альтернативного варианта системы тяговой соединительной муфты, используемой с устройством литья под давлением согласно изобретению.
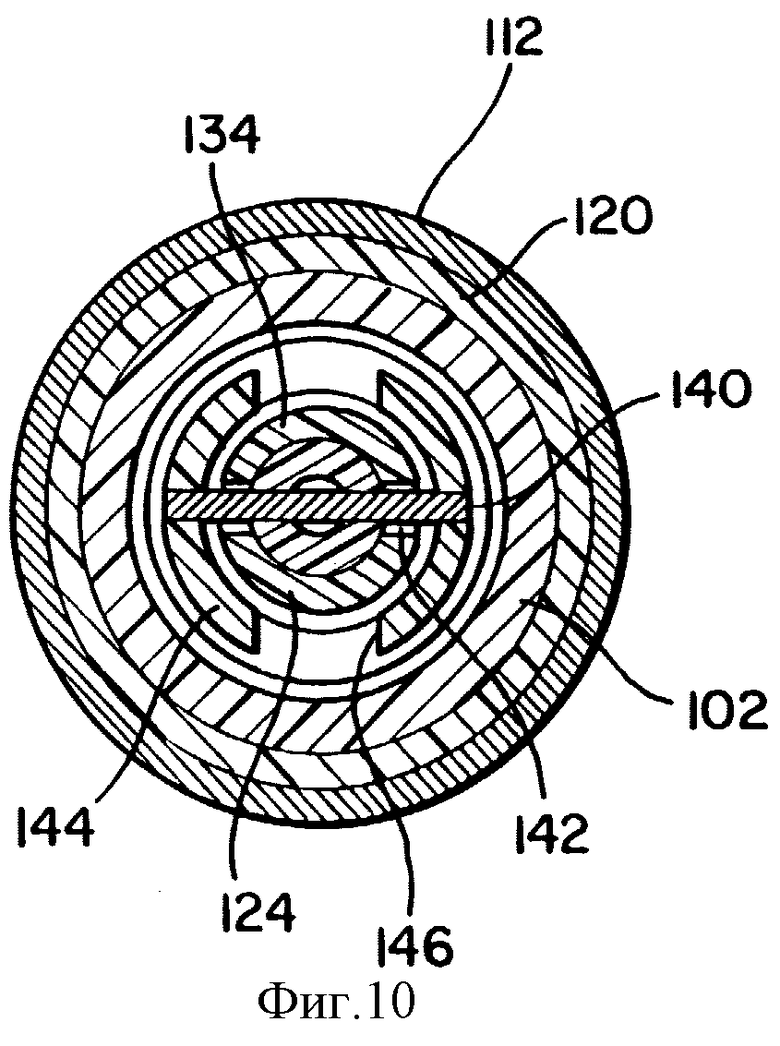
Фиг. 10 представляет собой разрез по линии 10-10 на фиг. 9.
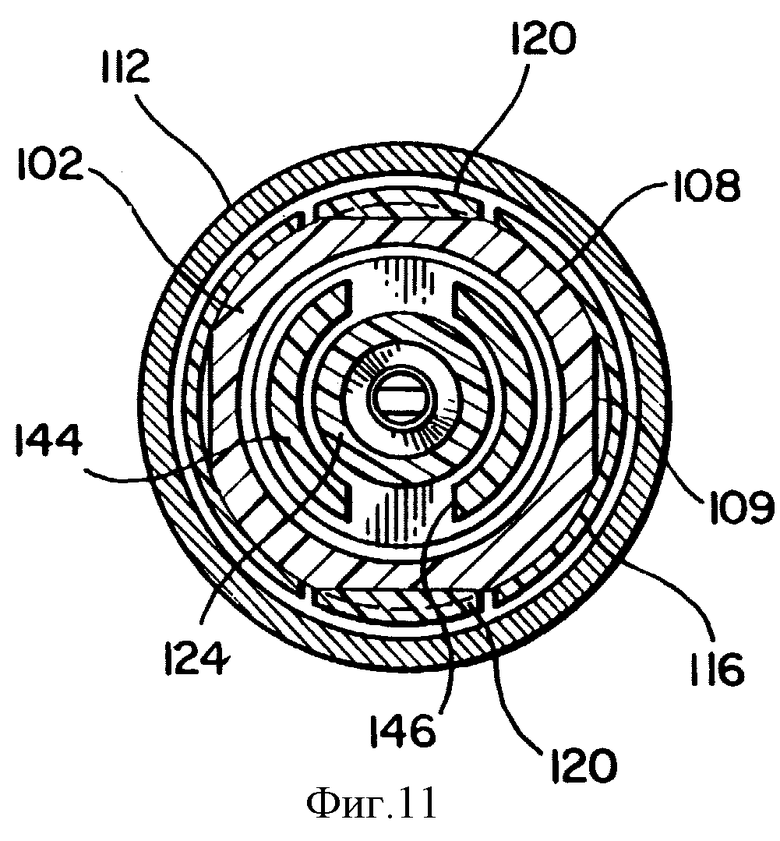
Фиг. 11 представляет собой разрез по линии 11-11 на фиг. 9.
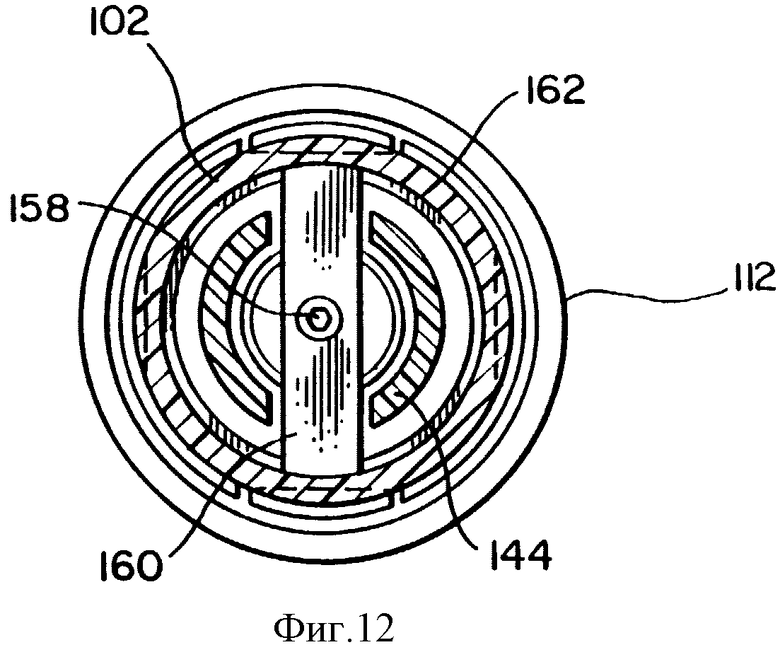
Фиг. 12 представляет собой разрез по линии 12-12 на фиг. 9.
В соответствии с предшествующими техническими решениями при изготовлении вкладышей для культи, предназначенных для помещения в протез для конечности, негативную форму получают при использовании технологии отливки, посредством которой активируемый водой и способный к формованию и твердению материал (например, бинт, покрытый гипсовым раствором) накладывают при мягких, предшествующих затвердеванию условиях на концевую часть культи, обкладку оставляют для застывания или твердения, при этом она воздействует через надуваемый воздухом баллон или оболочку на область культи конечности, а после затвердевания (отверждения) накладку удаляют с культи конечности с тем, чтобы получить негативную полость, соответствующую концевой части культи.
Затем, используя негативную полость в качестве негативной формы, изготавливают позитивную отливку концевой части культи конечности и, наконец, после выполнения соответствующей доводки или зачистки формы получают конкретный вкладыш посредством отливки или формовки на позитивном слепке подходящего способного к твердению материала для вкладыша. После этого на вкладыше выполняют различные отделочные операции с получением готового к использованию и помещению на протез вкладыша.
В типичном комплекте вкладыша для протеза конкретный вкладыш включает подходящие крепежные элементы, включающие регулируемые элементы соединения с протезом, с тем чтобы обеспечить жесткое, но при этом разъемное соединение между конкретным вкладышем и протезом. Одна часть такого крепежного элемента относится при этом к соединительному средству протеза для удобства и предназначена для концевого фитинга для вкладыша, который в основном создает периферическое усилие противодействия в соединении между вкладышем и протезом.
Пример предшествующего технического решения устройства 10 для отливки под давлением (см. фиг. 1) показывает, что в нем успешно использованы для опоры и негативной матрицы для литья под давлением отлитые втулки, наложенные на культю конечности в процессе отверждения или затвердевания формуемых втулок, чтобы обеспечить точную подгонку формуемых втулок к внешней конфигурации культи конечности. Мягкие ткани конечности слегка сжимаются под пневматическим давлением, однородно приложенным по существу ко всей внешней периферийной поверхности культи конечности (давление не действует на самый конец культи конечности) по всей такой литейной системе.
Устройство для отливки 10 состоит из наружного кожуха, который включает прозрачный трубчатый элемент 12, ближней концевой крышки 14 и дальней концевой крышки 16. Дальняя концевая крышка 16 содержит впускной и вентиляционный клапан 18, через который можно подавать создающую давление среду (например, сжатый воздух) в находящееся под давлением пространство 20 между трубчатым кожухом 12 и передающей давление оболочкой или баллоном 22. Клапан 18 также обеспечивает удаление воздуха из находящегося под давлением пространства 20 для растяжения передающей давление оболочки 22 наружу, в направлении трубчатого элемента 12, для целей, которые будут пояснены ниже.
В этом примере передающая давление оболочка 22 содержит трубчатый элемент из податливого эластомерного силиконового каучука, герметично зажатого между зажимными кольцами 24, 26 и концевыми крышками 14, 16 соответственно, с тем чтобы образовать находящееся под давлением пространство 20 между наружной поверхностью оболочки 22 и внутренней поверхностью трубчатого элемента 12 (и, конечно, внутренней поверхностью концевых крышек 14, 16).
Концевая крышка 14 имеет форму, которая предусматривает наличие отверстия 28, вмещающего культю конечности, на ближнем конце трубчатого элемента 12, тогда как концевая крышка 16 имеет форму, которая предусматривает отверстие 30, имеющее уменьшенную площадь поперечного сечения по сравнению с отверстием 28, на удаленном конце трубчатого элемента 12.
Трубчатая оболочка 22 вставлена в трубчатый элемент 12 посредством растяжения трубчатой оболочки меньшего размера из силиконового каучука наружу в радиальном направлении на ближнем конце трубы и зажатия ее по месту кольцом 24, тогда как на концевой крышке 16 оболочка, растянутая внутри концевой крышки 16 приблизительно до нормального диаметра после релаксации оболочки или несколько большего, зажата внутренним кольцом 26. Передающую давление оболочку 22 поддерживают в состоянии продольного или осевого растяжения вдоль ее длины с тем, чтобы в собранном состоянии она выглядела приблизительно так, как показано на фиг. 1, без сморщенных или сжатых участков.
Кольцеобразное установочное кольцо 32 зафиксировано с возможностью удаления на концевой крышке 14 крепежным элементом 34, чтобы замкнуть пространство между культей конечности, вставленной в устройство для отливки, и ближним концом концевой крышки 14 для предотвращения раздувания оболочки 22 через ближний конец трубчатого элемента 12 в процессе отливки, когда оболочка находится под давлением.
Изготавливают запас установочных колец 32 разных размеров для использования в устройстве для отливки с подгонкой к культям конечностей различных размеров, на которые помещают устройство для отливки.
В процессе производства для получения литейной матрицы с использованием типового устройства для отливки, показанного на фиг. 1, сначала подготавливают культю конечности, надевая на нее муфту из силиконового каучука имеющегося в продаже типа под названием ICEROSSTM, изготавливаемую фирмой Ossur h.f., Рейкьявик, Исландия. Этот тип силиконовой муфты слегка растягивает мягкие ткани, когда надевают муфту, раскатывая ее поверх концевой части культи, и эффективно фиксирует мягкие ткани. Однако растяжение происходит по существу на поверхности конечности и не поддается учету, одинаковое или эквивалентное растяжение передается от силиконовой муфты снаружи к концевой части поверхности конечности. На силиконовую муфту ссылаются также как на всасывающий патрубок, исходя из того, как он взаимодействует с культей конечности, что будет объяснено ниже.
Замешиваемый на воде способный к твердению и формованию материал для отливки муфты, такой как лента с гипсовой пропиткой или бандаж, замачивается в воде, а затем прибинтовывается поверх присасывающегося вкладыша, при этом его вручную формуют для получения полного прилегания к концевой поверхности культи конечности. Полученный чулок (заготовку) затем помещают поверх еще мягкого материала для отливки патрубка (втулки), а затем устройство 10 литья под давлением размещают поверх концевой части культи, а материал для отливки так, чтобы культя входила в устройство 10 через ближнее отверстие 28 (иногда на него ссылаются здесь как на вмещающий культю конец устройства для отливки). Всасывание из находящейся под давлением полости 20 обычно осуществляют через клапан 18 перед тем, как культю вставляют в устройство 10 для отливки, так чтобы оттянуть передающую давление оболочку от центральной области устройства для отливки для освобождения пространства для культи и материала для отливки в центральной области.
Внутри передающей давление оболочки можно разместить уплотнительную прокладку (не показана) между дальним концом культи и дальним концом кожуха устройства литья под давлением для ограничения или исключения воздействия давления через передающую давление оболочку на самый кончик дальнего конца кожуха устройства литья под давлением. Подходящую прокладку можно использовать также, чтобы обеспечить сохранение пространства между дальним концом конечности и материалом для отливки на нем, а уплотнительное кольцо - для обеспечения растяжения дальнего конца мягких тканей конечности в продольном направлении относительно уплотнительного кольца в ходе процесса литья под давлением.
Теперь в пространство 20 подается давление посредством нагнетания воздуха через клапан 18 из подходящего регулируемого источника для воздействия тем самым сжимающего давления оболочки при контакте с литейным материалом и равномерного распределения давления литейного материала относительно культи конечности. Мягкие ткани реагируют на давление, поскольку они подвергаются воздействию гидростатических напряжений, равномерно распределенных по наружной поверхности культи, но не действующих на дальний конец конечности благодаря наличию уплотнительной прокладки.
В действительности давление, действующее в устройстве литья под давлением, стремится воздействовать на устройство для отливки и входящие в его состав элементы в продольном направлении, противоположном дальнему концу культи конечности, и заставить культю конечности выйти из отверстия 28. Однако силы сжатия и растяжения уравновешиваются внутри оболочки 22, в то время как происходит схватывание и твердение литейного материала по месту, внутри устройства литья под давлением, в то время как к литейному материалу и к находящейся внутри культе приложено давление. В процессе этой известной процедуры на культю конечности не действует внешнее растяжение.
По истечении времени, достаточного для отверждения материала для отливки формы (муфты), воздух из находящегося под давлением пространства 20 выпускают для освобождения материала для отливки муфты и удаляют устройство 10 для отливки с культи конечности. Затем пространство 20 может быть вакуумировано для отделения оболочки 22 от наружной поверхности отливки, чтобы облегчить извлечение культи из центральной части устройства для отливки.
Затвердевший материал для отливки формы, имеющий теперь форму негативной матрицы, удаляют с культи конечности в соответствии с известной методикой, используя режущий инструмент для разделения матрицы на части, если это необходимо. Матрицу затем подвергают дальнейшей обработке и используют в конечном счете для изготовления выпуклой или позитивной матрицы поверхности культи конечности, используя отлитую матрицу в качестве негативной. Позитивную матрицу затем обрабатывают или зачищают для доводки ее поверхности до конечных размеров и конфигурации с учетом точек давления, которые уже известны или могут иметь место между культей конечности и конкретным вкладышем. Как правило, необходимо иметь рельефы давления у готового конкретного вкладыша для принятия в расчет формы и конфигурации концевого участка культи конечности, наличия костных тканей вблизи поверхности культи и других обстоятельств или факторов, которые хорошо известны протезистам. Таким образом, готовый или конкретный вкладыш протеза формуют с использованием позитивной матрицы в соответствии с известной технологией.
В настоящем изобретении предложено устройство и технология формования конкретного вкладыша протеза по существу за одноэтапную процедуру, которая исключает необходимость изготовления негативных слепков матриц и позитивных матриц, а также большую часть работ, связанных с зачисткой и подгонкой, входящих в процедуру согласно предшествующему техническому решению.
Более конкретно, со ссылкой на фиг. 2, используют известное устройство 10 литья под давлением вместе с заготовкой 36 вкладыша, изготовленной в соответствии с настоящим изобретением, причем заготовка включает присоединяемую к протезу муфту 38 с целью формирования конкретного вкладыша протеза за один этап отливки с использованием приложения к поверхности культи конечности как сжатия, так и растяжения одновременно в ходе процесса отливки.
Как показано на фиг. 2, в предпочтительном варианте изобретения дальний конец культи конечности 40 покрыт сначала силиконовой присасывающейся прокладкой 41, такой как описанная выше ICEROSSTM. Силиконовая прокладка включает внедренный в нее концевой фитинг 42, в который может быть ввинчена тяговая шпилька 44 или стержень (или элемент для приложения растяжения) для обеспечения средства для передачи осевого усилия растяжения или сжатия стенке дальнего конца силиконовой прокладки 41.
Тяговые шпильки, такие как шпилька 44, используют с такими силиконовыми присасывающимися прокладками для помещения их во вкладыш протеза, но они не должны использоваться в том порядке, как изложено здесь, для растяжения культи конечности 40 в ходе литья под давлением конкретного вкладыша протеза.
Заготовка вкладыша 36 в соответствии с предпочтительным вариантом настоящего изобретения включает любую подходящую комбинацию способных к отверждению и формованию соединений и упрочняющих материалов, которые будут обеспечивать образование конкретного вкладыша, имеющего физические характеристики, необходимые или желательные для такого конкретного вкладыша, и муфту для соединения с протезом или подобное ей средство. Предпочтительный вариант заготовки вкладыша содержит пористую или гидрофильную податливую трубчатую сотканную из углеродных волокон прокладку 46 (см. фиг. 6), выпускаемую фирмой Atkins & Pierce, 2 Braid Way, Ковингтон, шт. Кентукки, как изделия под номерами WGM4, WGM5.00 и WGM6.00 (4-, 5- и 6-дюймовые (101,6 мм, 127,0 мм и 152,4 мм) прокладки из двухосного углеродного волокна), предварительно пропитанные водорастворимым способным к отверждению полиизоцианатом типа форполимерной смолы 47, поставляемой под торговой маркой I.D. 41-3701-0524-3, фирмой "ЗМ Company", Миннеаполис, шт. Миннесота. Эта смола активируется и приобретает способность к отверждению посредством добавления в нее воды, и после увлажнения смола быстро твердеет до полностью отвержденного состояния.
Более конкретно, прокладку, сотканную из углеродных волокон, пропитывают смолой так, чтобы весовое отношение смолы к волокнам (не считая средства соединения с протезом на конце прокладки) составляло приблизительно 50%. Это отношение может изменяться в соответствии с конкретными случаями применения, так чтобы количество смолы, которое можно теоретически использовать, составляло по весу не менее приблизительно 35% и не более приблизительно 75%.
Смолы и упрочнители потенциально подходят для применения при изготовлении заготовки вкладыша 36, как описано в патенте США 4502479, выданном Garwood и др. 5 марта 1985 г., 4667661, выданном Scholz и др. 26 мая 1987 г. и 5228164, выданном Graf и др. 20 июля 1993 г., все они принадлежат "ЗМ Company", и в патенте США 4411262, выданном Bonin и др. 25 октября 1983 г., принадлежащему Вауеr (Германия), все патенты приведены для ссылки и описание их различных технологий приготовления активизированных водой смол полиизоцианата и упрочняющих материалов, применимых для изготовления заготовок, могут быть использованы в устройстве для отливки и методологии, описанной и заявленной здесь.
Конечно, комбинации смола-упрочнение могли бы выбираться на основе наличия их запаса (срока годности), характеристик формуемости и способности к твердению, с тем чтобы готовый вкладыш был жестким и способным воспринимать опорные нагрузки, приложенные к такому вкладышу в процессе реального использования.
Заготовку 36 обычно в скатанном виде герметично упаковывают в пакет и активируют смачиванием заготовки водой, чтобы сделать ее мягкой и податливой. Увлажненная заготовка может быть вручную надета поверх культи конечности и силиконовой прокладки, а также вручную заглажена и первоначально прижата к поверхности конечности при подготовке к помещению конечности, силиконовой прокладки, заготовки и соединяющих их элементов в устройство для отливки, все это в соответствии с описанием, приведенным здесь выше и ниже.
Следует избегать по очевидным причинам использования упрочняющих материалов и других элементов, входящих в состав готового конкретного вкладыша или предварительной заготовки 36, которые уменьшают способность к формованию, срок службы или прочность.
Предпочтительная в настоящее время смола, имеющая торговую марку ЗМ 41-3701-0524-3, имеет следующий состав:
Содержание веществ, вес.%:
1,1'-Метиленбис (изоцианатобензол) - 59,00
PPG 725 (гликоль, поставляемый Union Carbide) - 25,03
PPG 425 (гликоль, поставляемый Union Carbide) - 9,92
Pluronic F-108 (поставляемый BASF Wyandotte) - 4,00
4-2-1-Метил-2(4-морфолинил) этоксиэтилморфолин (катализатор) - 1,34
2,6-D1-Трет-бутил-п-крезол - 0,48
Бензоилхлорид (стабилизатор) - 0,05
Смола находится в жидком виде, когда ею пропитывают упрочнитель, а заготовка находится в относительно жестком, но податливом состоянии в герметичной упаковке перед активизацией посредством увлажнения.
Плетеную прокладку можно предварительно собрать с муфтой 38 соединения с протезом посредством раскатки заготовки оболочки по наружной поверхности муфты 38 протеза и, кроме того, фиксации ее подходящим образом, таким как посредством использования шнура 48 (см. фиг. 7) для удержания прокладки в выемке 50, предусмотренной в муфте 38. Конечно, можно использовать любой подходящий способ соединения волокнами 46 и муфтой 38. В соответствии с предпочтительным вариантом изобретения плетеную трубчатую форму выполняют по известной "двухосной" модели, которая обеспечивает очень хорошую податливость и при уплотнении в радиальном направлении, когда трубчатую прокладку растягивают в продольном направлении. Это улучшает компрессионное формование заготовки 36 вкладыша в ходе формования и отверждения заготовки.
Также предусмотрено, чтобы материал заготовки вкладыша, состоящий из способной к отверждению, формованию и твердению смолы или подобного ей материала, мог быть использован для изготовления вкладыша в соответствии с настоящим изобретением без использования отдельного упрочнения или упрочняющего полотна, или чтобы упрочнитель мог быть в форме, отличающейся от предварительно введенного полотна. Требуется только, чтобы материал был способен к формованию и затвердеванию в процессе компрессионного формования для получения структурно прочного вкладыша для применения в протезе.
Для получения предпочтительного образца предварительной заготовки 36 вкладыша для формования заготовку погружают в воду для активизации смолы и придания ей способности к формованию описанным выше образом посредством ее наложения вручную на культю конечности. Следует понимать, что описанная выше заготовка 36 вкладыша представляет собой всего лишь образец и что для получения заготовки 36 вкладыша могут быть использованы другие смолы или способные к отверждению (затвердеванию) соединения в сочетании с другими упрочняющими элементами. В предпочтительном варианте желательно, однако, получать заготовку вкладыша с присоединенной к ней соединительной муфтой протеза в виде предварительно отформованной, предварительно пропитанной сборной заготовки, готовой к использованию в устройстве 10 литья под давлением при минимальной ручной обработке заготовки, отличающейся от той, которая заключается в применении активирующего агента для смолистого компонента заготовки для активизации его затвердевания или отверждения и надевания заготовки поверх культи конечности, так чтобы разместить соединительную муфту протеза вблизи концевой части культи конечности. Таким образом, контакт между передающей давление оболочкой 22 и заготовкой 36 должен быть достаточным для формования заготовки под действием сжимающего давления и при полном контакте с культей конечности 40, в то время как происходит твердение или отверждение материала вкладыша в условиях окончательного затвердевания. Присасывающуюся прокладку 41 в показанном примере используют предпочтительно между тканями культи и заготовкой.
Поэтому, как иллюстрирует пример, показанный на фиг. 2, заготовку 36 вкладыша вместе с присоединенной к ней муфтой 38 соединения с протезом размещают поверх дальнего конца культи конечности 40, на которую надета силиконовая присасывающаяся прокладка 41 со связанной с ней тяговой шпилькой 44. Муфта 38 имеет центральное отверстие 52 (см. фиг. 7), которое может быть с резьбой или без резьбы, в зависимости от устройства для формования, которое должно использоваться, и может иметь другие отверстия 54 и другие геометрические и/или конструктивные особенности, если это необходимо для использования в качестве элемента соединительного средства для протеза. Муфта 38 может также иметь любые необходимые выступы или зубцы 56 или другие характерные особенности, такие как показаны, для улучшения характеристик связи и надежности между муфтой 38 и заготовкой 36 в области муфты 38 в процессе формования и у готового отвержденного вкладыша. Муфта 38 и смола заготовки 36 оказываются тесно связанными вместе в ходе процесса отливки.
Важной особенностью настоящего изобретения является использование растяжения, которое прикладывают к концевой части силиконовой прокладки 41 через концевой фитинг 42 в процессе объемного сжатия заготовки 36 вкладыша во время ее отверждения и затвердевания. Как отмечено выше, на силиконовую прокладку 41 в соответствии с данным примером часто ссылаются как на "присасывающийся вкладыш", поскольку она охватывает культю конечности в условиях вакуумирования без проскальзывания. Когда такую прокладку используют с вкладышем протеза, то она не только обеспечивает мягкую прослойку между культей конечности и вкладышем, но также предотвращает подсасывающее действие культи конечности на дальнем конце культи, это - нежелательное явление, которое возникает при использовании некоторых других типов известных вкладышей или прокладок для протезов. При использовании силиконовой прокладки такой эффект достигается благодаря тому, что она удерживается в плотном, но тем не менее упругом контакте с поверхностью культи конечности благодаря силе охватывания, возникающей между силиконом и культей конечности, что предотвращает проникновение воздуха внутрь, между прокладкой и культей конечности.
Для приложения усилия растяжения к дальнему концу присасывающейся прокладки 41 в процессе формования или литья под давлением в устройстве 10 для отливки обычно вместе с устройством 10 литья под давлением используют тяговое средство соединения 58. Тяговая соединительная муфта 58 предназначена для соединения с тяговой шпилькой 44 и предотвращает ее движение назад, в направлении ближнего отверстия 28 устройства 10 литья под давлением в процессе воздействия давления сжатия заготовки 36 вкладыша. Для облегчения соединения между шпилькой 44 и тяговой соединительной муфтой 58 используют одноходовой стопорный захват 60, посредством чего зубцы 62 на шпильке 44 могут толкать ее вперед через захват 60 без стопорения в направлении соединительной муфты 58 (т. е. в противоположную сторону от ближнего конца 28), однако обратное движение шпильки 44 тормозится и стопорится до тех пор, пока не возникнет необходимость освободить шпильку 44. Шпилька 44 освобождается при использовании подходящей рукоятки, шпильки или другого элемента 64, которым может соответствующим образом манипулировать протезист.
Захват 60 хорошо известен сам по себе в данной области техники, и такие элементы используют на практике в комплекте с силиконовыми присасывающимися прокладками, такими как показаны под номером 41, у протезов для облегчения введения культи конечности во вкладыш, который должен использоваться с протезом. Однако предполагают, что такие захваты в дальнейшем не будут использоваться применительно к системам формования или литья под давлением описанного здесь типа.
Захват 60 в варианте изобретения, показанном на фиг. 2, поддерживается опорным устройством тяговой соединительной муфты, которое состоит из трубчатого корпуса 66 и опорной пробки 68 захвата с возможностью осевого перемещения у дальнего конца 69 корпуса 66. В пробке 68 находится захват 60 и связанные с ним механизмы, включающие рукоятку 64 для освобождения, а корпус 66 имеет отверстия, обеспечивающие доступ рук к рукоятке 64 освобождения захвата. Корпус 66 может быть образован, например, проходящими продольно стойками, которые образуют круговое пространство для образования подобного клетке ограждения для механизма захвата, так чтобы освобождением рукоятки 64 можно было манипулировать через отверстия в подобном клетке ограждении. Следует учитывать, что пробку 68 с захватом 60 можно просто вставлять в концевую часть 69 корпуса 66 для выполнения одноходового зацепления между шпилькой 44 и захватом 60, после чего культю конечности 40, силиконовую прокладку 41 и заготовку 36 вкладыша помещают как единое целое в трубчатый элемент 12, как показано на фиг. 2. В этом положении заготовка 36 вкладыша находится в положении отливки, а шпилька 44 проходит в осевом направлении через отверстие 52 и муфту 38, связанную с заготовкой 36 вкладыша.
Корпус 66 тяговой соединительной муфты 58 в соответствии с данным примером настоящего изобретения включает также элемент передачи усилия или ограничитель продольного перемещения или ограничители 70, которые оформлены как один или несколько радиальных выступов на корпусе, которые находятся в зацеплении с радиальной поверхностью кольца 26, или другое подходящее средство в устройстве 10 литья под давлением для предотвращения осевого или продольного перемещения корпуса относительно концевой крышки 16 в процессе отливки, по меньшей мере в направлении отверстия 28 в ближней концевой крышке 14.
Таким образом, должно быть ясно, что как только шпилька 44 входит в зацепление с захватом 60 и культя конечности, силиконовая прокладка 41 и заготовка 36 вкладыша фиксируются в положении литья, перемещение шпильки 44 и дальнего конца силиконовой прокладки 41 в направлении ближнего конца устройства 10 литья под давлением сдерживается за счет соединения шпильки 44 с захватом 60, а продольное перемещение при этом блокируется зацеплением между выступами 70 и кольцевым фиксатором 26.
Ближний конец корпуса 66 в соответствии с вариантом, показанным на фиг. 2, содержит достаточно короткий в осевом направлении удлинитель 74 с резьбой (см. фиг. 2). Муфта 38 в соответствии с данным вариантом содержит центральное отверстие 52 с резьбой, которая введена в зацепление с резьбой осевого выступа 74 корпуса 66 тяговой соединительной муфты 58. В этом случае муфта 38 может удерживаться в непосредственной близости к поверхности 76 ближнего конца корпуса 66 тяговой соединительной муфты 58.
В соответствии с данным вариантом между дальним концом силиконовой прокладки 41 и внутренней поверхностью ближней стенки муфты 38 может сохраняться пространство или зазор 77 в ходе процедуры формования. Это пространство 77 сохраняется благодаря наличию зацепления между шпилькой 44 и захватом 60 в процессе формования в устройстве 10 литья под давлением.
Когда к заготовке 36 вкладыша прикладывают давление сжатия через передающую давление оболочку 22 после создания избыточного давления в пространстве 20 подачей сжатого воздуха, силы сжатия и силы противодействия стремятся отжать устройство 10 литья под давлением в направлении дальнего конца по отношению к культе конечности 40, в то время как сама конечность остается неподвижной. При рассмотрении фиг. 2 должно стать понятно, что любое перемещение устройства 10 литья под давлением в направлении удаления ограничено наличием соединения между тяговой соединительной муфтой 58 и шпилькой 44. То есть, силы, приложенные в направлении удаления к внутренней поверхности трубчатого элемента 12 с присоединенными к ней концевыми крышками 14, 16, должны оказывать противодействие на ограничители 70 передачи усилия или движения тяговой соединительной муфты 58, и такое противодействие должно передаваться через пробку 68 на захват 60, а затем на шпильку 44. Шпилька 44, в свою очередь, будет дальше передавать воспринятые усилия назад, в фитинг 42 концевой части силиконовой прокладки таким образом, что силиконовая прокладка 41 эффективно воспринимает всю растягивающую нагрузку, действующую через шпильку 44. Растягивающая нагрузка, приложенная к силиконовой прокладке 41, действует на культю конечности 40 как передаваемое по периферии всасывание, а сила растяжения эффективно вытягивает область культи конечности в периферийном направлении, в то время как его наружный диаметр уменьшается, до той степени, в какой мягкие ткани в области культи конечности могут воспринимать такое растяжение и уменьшение диаметра.
Реальные растягивающие нагрузки, применяемые на практике при использовании способа и устройства литья под давлением согласно настоящему изобретению, следует определять экспериментально, в зависимости от формы, морфологии и чувствительности культи конечности и структуры материалов, входящих в состав заготовки 36. На практике было установлено, что при использовании предпочтительного активируемого водой полиизоцианата ЗМ в качестве материала для отливки, описанного выше, давления 220 мм ртутного столба внутри находящегося под давлением пространства 20, вызывающего усилие растяжения порядка 17-30 кгс, достаточно для получения конкретного вкладыша. Однако могли бы использоваться другие давления и растягивающие усилия, чтобы не вызывать дискомфорта у инвалида с ампутированной конечностью. Кроме того, используемая степень растяжения должна зависеть от степени плотности посадки между культей конечности и конкретным вкладышем. На практике было установлено также, что полезно предварительно нагружать шпильку 44, 166 до предварительно определенного уровня, порядка 9-12 кгс, перед приложением к заготовке сжимающей нагрузки. Однако в любом случае растяжение, вызываемое сжатием заготовки, всегда должно превышать любую предварительно приложенную нагрузку к тяговой шпильке.
В процессе сжатия заготовки 36 вкладыша происходит ее твердение возле растягиваемой и частично суженной площади культи конечности 40. Что касается степени, в которой усилие сжатия, действующее на площадь культи конечности, вызывает ее осевое удлинение в периферийном направлении, должно быть видно, что это движение действительно имеет место благодаря продвижению шпильки 44 дальше в захвате 60, так что самый край дальнего конца культи конечности практически не испытывает сжатия, пока существует пространство 77. Резьбовое соединение центрального отверстия 52 муфты 38 и выступ 74 с резьбой корпуса 66 вызывают осевые нагрузки в периферийном направлении, которые могут действовать на устройство 10 литья под давлением, которое передает нагрузку на муфту 38, так что муфта 38 фактически движется с тяговой соединительной муфтой 58 относительно культи конечности 40. Поэтому, поскольку муфта 38 эффективно перемещается вместе с тяговой соединительной муфтой 58 и концевой крышкой 16 устройства 10 литья под давлением, то пространство 77 сохраняется между дальним концом культи конечности и муфтой 38, предназначенной чтобы дальний конец культи конечности не растягивался настолько, чтобы занять все пространство 77.
Сочетание формующих сжимающих усилий, действующих на заготовку 36 вкладыша по мере того, как она твердеет, и растяжения, приложенного на дальнем конце к области культи конечности через присасывающуюся прокладку 41, приводят в результате к формованию конкретного вкладыша протеза, имеющего геометрическую форму внутренней поверхности, которая требует или не требует небольшой зачистки перед его использованием в качестве конкретного воспринимающего нагрузку вкладыша.
Поскольку в состав заготовки 36 входит упрочняющее полотно для уплотнения в радиальном направлении, когда трубчатое полотно удлиняется, усилие растяжения, приложенное через тяговую соединительную муфту 58, тяговую шпильку 44, силиконовую прокладку 41, муфту 38 к заготовке 36 вкладыша будет стремиться сначала вызвать уплотнение заготовки 36 в радиальном направлении, чтобы увеличить тем самым сжимающее усилие, действующее через передающую давление оболочку 22, в то время как заготовка 36 вкладыша отверждается и затвердевает внутри устройства 10 литья под давлением.
Обнаружено, что требование наличия пространства 77 может быть необязательным для всех случаев и может быть использован вариант изобретения в соответствии с фиг. 5, если наличие пространства 77 не требуется.
Вариант настоящего изобретения, показанный на фиг. 5, на которой использованы одинаковые номера позиций для элементов, соответствующих уже описанным элементам, включает присасывающуюся силиконовую прокладку 41, фитинг 42 на конце прокладки и тяговую шпильку 44, имеющую зубцы 62, предназначенные для зацепления с рукояткой (не показана), поддерживаемой корпусом 66 тяговой соединительной муфты 58. В этом варианте осевой выступ 78 стенки 76 ближнего конца тяговой соединительной муфты 58 не имеет резьбы, но обычно имеет цилиндрическую форму, с тем чтобы обеспечить соединение с соответствующим цилиндрическим отверстием 80 в муфте 38, в которое выступ 78 вставляют. Таким образом, выступ 78 служит для центровки соединительной муфты в устройстве литья под давлением. Шпилька 44, как и в предыдущем варианте, проходит как через осевой выступ 78, так и через отверстие 80 в муфте 38. Следует отметить, что, как показано на фиг. 5, когда заготовка 36 вкладыша, силиконовая прокладка 41 и культя конечности находятся в положении отливки, то дальний конец силиконовой прокладки 41 фактически зажимает муфту 38 между дальним концом культи конечности 40 и стенкой 76 ближнего конца корпуса 66 тяговой соединительной муфты 58.
В соответствии с вариантом на фиг. 5 отливку или формование заготовки вкладыша выполняют таким же образом, как описано в связи с фиг. 2, причем давление среды передается находящейся под давлением оболочкой 22 на наружную поверхность заготовки 36 вкладыша, вызывая тем самым как радиальное сжатие, так и растяжение, которые прикладываются к культе конечности 40, силиконовой прокладке 41 и заготовке 36 в ходе процесса обливки, в то время как происходит затвердевание заготовки 36. Описанные положительные результаты, полученные перед этим посредством такого сжатия и растяжения культи конечности, находящейся внутри заготовки вкладыша в процессе формования, можно получить также и для варианта в соответствии с фиг. 5.
Имеется в виду, что в случаях применения может оказаться желательно измерять или отслеживать растяжение, прилагаемое или вызываемое посредством шпильки 44 к дальнему концу силиконовой прокладки 41. В соответствии с вариантом на фиг. 4 фиксатор 60 передает посредством захвата и узла 82 месдозы, который может быть установлен вдоль оси внутри дальнего отверстия тяговой соединительной муфты 58 для сцепления со шпилькой 44 до того, как в устройстве отливки под давлением на заготовку 36 вкладыша и культю конечности 40 подадут давление. Узел 82 включает подходящее чувствительное средство восприятия усилия или месдозу 84, которую можно приводить в действие электрически через выводы 86, с тем чтобы измерять и/или отслеживать растяжение, прилагаемое к захвату 60 в процессе формования с приложением давления сжатия отливки 36. Конечно, месдоза 84 может иметь любую подходящую форму, которая способна измерять усилие, растяжение или сжатие, передаваемое шпилькой 44 относительно неподвижного элемента, связанного с устройством отливки под давлением. Кроме того, месдоза 84 может приводиться в действие механически или электрически в соответствии с современными техническими решениями, которые по конструкции могут быть способны принимать электрические сигналы и передавать сигналы от месдозы 84 через соответствующие выводы (не показаны). Может быть использован подходящий контрольно-измерительный прибор, адаптированный к приему сигналов нагрузки и выдаче показаний величины нагрузки (не показан), который дает возможность наблюдателю определять величину растяжения, передаваемого шпилькой 44 дальнему концу силиконовой прокладки 41. Например, может быть использована месдоза, которая представляет собой Planar Beam Sensor модели 802, изготавливаемый фирмой Reverce Transducers Incorporated, Cerritos, Калифорния, который представляет собой электрическую систему из датчика деформаций и фотоэлемента и который может быть использован, как показано, в виде комплекта из нескольких месдоз для снижения погрешностей.
Как правило, желательно предусмотреть в конкретном вкладыше области или участки смягчения давления, причем такие участки обычно включают в структуру вкладыша в соответствии с предшествующими техническими решениями в процессе окончательного формования вкладыша. Настоящее изобретение предлагает технологию, посредством которой участки смягчения давления могут быть введены в заготовку 36 вкладыша до отливки под давлением вкладыша. Как показано на фиг. 3, участки снижения давления 90 из мягкого силиконового каучука или пенопласта или подобных им материалов или элементов, обеспечивающих аналогичные функции, могут быть размещены в заготовке 36 вкладыша путем наложения сначала внутреннего слоя 92 тонкой ровной тканой прокладки (например, из тонкого тканого или вязаного нейлона) на наружную поверхность силиконовой прокладки 41 с последующим наложением участков снижения давления 90 на наружную поверхность прокладки 92. Квалифицированному протезисту будет понятно, как и где следует предусмотреть участки снижения давления с использованием при этом известной методики, посредством чего, когда происходит затвердевание заготовки 36 вкладыша, участки 90 следует прикрепить на места на внутренней поверхности вкладыша 36 с помощью смолы, и они должны находиться в нужном положении для создания областей снижения давления для чувствительных участков культи конечности 40 в процессе использования.
После прикрепления участков снижения давления 90 на прокладку 92 можно наложить заготовку 36 вкладыша и муфту 38 поверх прокладки 92, чтобы подготовить сборку для отливки под сжимающим давлением. Сборку затем помещают внутрь устройства 10 литья под давлением и, как описано выше, выполняют процедуру отливки таким образом, чтобы передать растяжение на дальний конец силиконовой прокладки 41, в то время как происходит отверждение или затвердевание под сжимающим давлением заготовки 36 вкладыша.
На наружную поверхность заготовки 36 вкладыша, как правило, следует наложить ровный наружный слой 94 тканевого покрытия, например из тонкого тканого или вязаного нейлона (см. фиг. 7), перед приложением сжатия и формованием для придания окончательного внешнего вида отверждаемому вкладышу.
Сечение готового конкретного вкладыша, по существу готового для использования, после удаления из устройства 10 литья под давлением показаны на фиг. 8. Материал заготовки 36 вкладыша затвердевает и, если используются смолы, достигает состояния частичного или полного отверждения, что позволяет получить конкретный жесткий вкладыш, имеющий внутреннюю полость, которая будет точно соответствовать и являться соразмерной с наружными контурами культи конечности, с которой он должен использоваться. Далее, если необходимо на данной стадии, можно выполнять этапы отверждения, обеспечивая, чтобы таковые не оказали неблагоприятного влияния на посадку вкладыша.
Соединительная муфта протеза или узел должна быть присоединена к муфте 38, а окончательный наружный контур вкладыша подвергнут чистовой обработке с тем, чтобы получить такую типовую площадь опоры и участки снижения давления, какие обычно предусматривают у таких конкретных вкладышей, особенно в их ближнем конце.
Со ссылкой на фиг. 9-12 показан альтернативный вариант соединительной муфты приложения растяжения. Устройство позволяет приспособить более короткую культю конечности к устройству литья под давлением и облегчить соединение и разъединение тяговой шпильки посредством механизма захвата.
Как показано на фиг. 9-12, тяговая соединительная муфта 100 включает продолговатый цилиндрический элемент (или корпус) 102, имеющий, как правило, ровное внутреннее отверстие 103, ближний конец 104 и дальний конец 106. Как показано на фиг. 10 и 11 наружный периметр трубчатого элемента 102 имеет гладкую цилиндрическую поверхность, за исключением блокировочных шлиц или стопоров 109, которые получают отливкой или, иначе, посредством среза, образованных на периферийной поверхности трубчатого элемента 102 в продольном направлении и с интервалами по периметру. Низ каждой шлицы 109 плоский, как показано на фиг. 11. Наружный периметр трубчатого элемента 102 между расположенными с интервалами стопорными шлицами 109, как видно на
поверхности 108, в продольном направлении является гладким и непересеченным.
В крышке 110 дальнего конца устройства литья под давлением (которая в других случаях имеет конструкцию в соответствии с фиг. 2) предусмотрен продольный цилиндрический выступ 112, имеющий внутреннюю резьбу 114, предусмотренную для соединения с блокирующим элементом 116 тяговой соединительной муфты, который, как показано, имеет наружную резьбу, соответствующую внутренней резьбе 114 трубчатого выступа 112. Передающая давление оболочка 118 удерживается при сборке концевой крышкой 110, когда блокирующий элемент 116 муфты приложения растяжения плотно навинчивается, как показано, на резьбу на концевой крышке. Могут быть использованы другие средства для соединения блокирующего элемента 116 муфты приложения растяжения с концевой крышкой 110 в соответствии с любым подходящим техническим средством, которое вполне очевидно для специалистов в данной области техники. Блокирующее средство 116 муфты приложения растяжения содержит блокирующий зубец 120, выступающий внутрь в радиальном направлении, как показано на фиг. 9 и 11, для сцепления по выбору со стопорными шлицами 109 в трубчатом элементе 102. Блокирующее средство 116 муфты приложения растяжения по существу содержит тонкую кольцеобразную эластичную трубу, имеющую прерывистые участки боковой стенки, упруго отклоняющиеся и опирающиеся зубцом 120, посредством чего зубец 120 может пружинить или отклоняться наружу в радиальном направлении от нормального блокирующего положения относительно смещения (отклонения) материала, образующего блокирующее средство муфты приложения растяжения. Например, блокирующее средство муфты приложения растяжения может быть изготовлено из формованной синтетической смолы, такой как нейлон, который может придать присущую ему эластичность для обеспечения пружинящего движения в направлении наружу зубца 120 таким образом, как будет описано ниже.
Из рассмотрения фиг. 9 и 11 должно стать очевидно, что поворот трубчатого элемента 102 вокруг продольной оси будет приводить к блокирующему зацеплению зубца 120 со шлицами 109, которые отклоняются наружу в радиальном направлении, когда наружные части ровной поверхности 108 элемента 102 движутся под зубцом, чтобы заставить зубец отжиматься наружу из шлиц 109. Когда зубец находится в зацеплении с ровной наружной поверхностью 108, трубчатый элемент 102 может свободно перемещаться в продольном направлении в блокирующем средстве муфты приложения растяжения, без зацепления или блокировки зубца 120 с любой из шлиц 109 до тех пор, пока элемент 102 не повернется. Легкий поворот трубчатого элемента 102 вдоль шлиц 109 с зубцом 120, однако, будет способствовать попаданию зубца 120 радиально внутрь ближайшей свободной шлицы 109 на наружной поверхности трубчатого элемента 102, тем самым блокируя трубчатый элемент 102 от дальнейшего продольного перемещения относительно блокирующего средства 116 муфты приложения растяжения и концевой крышки 110 устройства литья под давлением. Поскольку шлицы 109 расположены близко друг к другу, то тонкое регулирование изменения положения трубчатого элемента 102 относительно концевой крышки 110 обеспечивает простое управление поворотом и продольным перемещением трубчатого элемента 102. Плоская форма дна шлиц предотвращает незапланированный поворот трубчатого элемента 102, когда он заблокирован.
Длину трубчатого элемента 102 выбирают так, чтобы он мог перемещаться внутри концевой крышки 110 устройства для литья под давлением в продольном направлении в направлении культи конечности и обратно внутри устройства для отливки и концевого фитинга, соединенного с силиконовой прокладкой в устройстве для отливки, как более подробно будет объяснено ниже. В этом варианте длину трубчатого элемента 102 выбрали такой, чтобы он мог перемещаться внутри концевой крышки 110 до сцепления с тяговой шпилькой, соединенной с более короткой культей конечности, которая должна вставляться в формуемый вкладыш, оставляя при этом достаточную длину снаружи концевой крышки 110, чтобы облегчить управление трубчатым элементом.
Тяговая соединительная муфта 100 содержит фитинг 122 ближнего конца, вставленный в ближний конец 104 трубчатого элемента 102, причем концевой фитинг имеет концевое углубление с конической поверхностью 123 и центральную полость 123'. Через концевой фитинг 122 проходит тянущееся в продольном направлении отверстие, как показано на фиг. 9. Концевой фитинг 122 соединяется посредством резьбы 126 с цилиндрической передающей усилие тягой 124, которая проходит продольно внутри трубчатого элемента 102 от ближнего конца трубчатого элемента в направлении его дальнего конца. Передающая усилие тяга 124 соединяется с дальним концом посредством крепежного элемента 130. Месдоза 128 может иметь такое же устройство, как описано выше, в связи с месдозой 84, показанной на фиг. 4, или подходящей месдозой другого типа, которая будет функционировать аналогичным образом.
В центральной полости фитинга 122 расположен механизм захвата 132 и удерживается в ней с помощью подходящего средства перемещения (не показано), обычно удерживающего захват 132, размещенный на одной стороне продольной оси концевого фитинга 122. Захват 132 имеет внутренние зубцы или упоры, предназначенные для зацепления с наружными зубцами или упорами, предусмотренными на такой тяговой шпильке 166, чтобы захват позволял тяговой шпильке 166 продольно перемещаться в направлении дальнего конца трубчатого элемента 102, но препятствовал бы возвратному движению шпильки, пока захват не освободится. Такое устройство захвата и тяговой шпильки соответствует устройству, описанному ранее в соответствии с вариантом изобретения, показанным на фиг. 2.
Средство 134 освобождения захвата содержит трубчатый элемент, имеющий конический выступающий конец 136 для сцепления с конической поверхностью 138 захвата 132. Конический выступающий конец 136 средства 134 освобождения может перемещаться в осевом направлении в сторону захвата и от него так, чтобы, когда передний конец 136 продвинется в направлении захвата 132, он действовал бы как поверхность эксцентрика, а коническая поверхность 138 захвата 132 действовала как поверхность ведомого элемента таким образом, что захват 132 перемещается в поперечном направлении или радиально по отношению к продольной оси концевого фитинга 122, когда средство 134 освобождения продвигается в направлении захвата 132. По существу, конический передний конец 136 средства 134 освобождения вызывает центровку захвата 132, благодаря чему происходит освобождение его зубцов от зацепления с зубцами тяговой шпильки 166.
Средство 134 освобождения захвата находится с возможностью скольжения во внутреннем отверстии цилиндрической передающей усилие тяги 124, как показано на фиг. 9. Средство 134 освобождения захвата, однако, соединено посредством шпильки 140, проходящей через продольный паз 142 в передающей усилие тяге 124, со штангой 144 исполнительного механизма средства освобождения захвата, которое расположено продольно внутри внутреннего отверстия трубчатого элемента 102 (см. фиг. 10). Штанга 144 имеет продольный паз 146, проходящий через ближний конец штанги 144, при этом остальная часть наружной поверхности штанги 144 имеет цилиндрический периметр, как показано на фиг. 12. У штанги 144 предусмотрена расширенная головная часть 148, которая плотно вставлена в отверстие 103 трубчатого элемента 102 и действует как опорная поверхность между головной частью 148 и отверстием 103.
Нажимная пружина 150 стопорится на передающей усилие тяге 124 посредством стопорных дисков 152, 154 и находится на ближнем конце штанги 144 исполнительного механизма для удерживания штанги 144, расположенной так, чтобы расширенная головная часть 148 штанги находилась в дальнем конце 106 трубчатого элемента 102. Нажимная пружина 150 стремится раздвинуть диски 152 и 154 врозь, однако диск 154 заблокирован от продольного перемещения посредством массивного упора 156, предусмотренного на цилиндрической передающей усилие тяге 124. Таким образом, пружина 150 давит на диск 152 и ближний конец штанги 144 в направлении дальнего конца трубчатого элемента 102. Штанга 144, с другой стороны, имеет возможность перемещения против силы сжатия пружины 150 за счет движения расширенной головной части 148 в продольном направлении внутрь трубчатого элемента 102, с тем чтобы заставить двигаться шпильку 140 и средство 134 освобождения захвата продольно в направлении захвата 132, посредством чего происходит по выбору освобождение захвата 132 в описанном выше порядке. При возврате расширенной головной части 148 посредством пружины 150 штанга 144 отжимается в направлении дальнего конца трубчатого элемента 102 и отводит средство освобождения захвата 132, чтобы дать возможность захвату вернуться в его нормальное положение эксцентрично относительно продольной оси концевого фитинга 122. Следует отметить, что пружина 150 стремится удерживать диски 152, 154 врозь друг относительно друга в продольном направлении внутри трубчатого элемента 102 для направления тем самым штанги 144 назад, в ее нормальное положение на дальнем конце 106 трубчатого элемента 102. Таким образом, освобождения захвата 132 можно выполнять дистанционно посредством ручного нажатия на расширенную головную часть 148, действующую как нажимная кнопка.
Месдоза 128 жестко закреплена на дальнем конце передающей усилие тяги 124 с помощью подходящего крепежного средства 130, как описано выше. Месдоза 128 присоединена также к передающему усилие элементу 160 через регулируемое крепежное средство 158 или подобное ему. Передающий усилие элемент 160 находится внутри расширенной части внутреннего отверстия 103 трубчатого элемента 102 и зафиксирован подходящим металлическим кольцом 162 или аналогичным ему элементом, удерживаемым на бурте 164 трубчатого элемента 102 в конце расширенного участка отверстия 103 (фиг. 9 и 12). Таким образом, предотвращается осевое перемещение передающего усилие элемента 160 внутри отверстия 103 за кольцо 162 в направлении ближнего конца трубчатого элемента 102.
Должно быть ясно, что усилие растяжения, возникающее в ходе процесса отливки, как описано ранее, и передаваемое через концевую крышку 110 на блокирующее средство 116 муфты приложения растяжения и ее зубцы 120, в свою очередь, передается через трубчатый элемент 102, что заставляет передающий усилие элемент 160 двигаться вместе с трубчатым элементом 102 и концевой крышкой 110 в периферийном направлении в процессе отливки.
Через передающий усилие элемент 160 происходит передача усилия на месдозу 128 через регулируемое крепежное средство 158, и это усилие при растяжении передается передающей усилие тягой 124. Сила растяжения, передаваемая через передающую усилие тягу 124, в свою очередь, передается на захват 132 через концевой фитинг 122, который находится в зацеплении с тяговой шпилькой 166, как описано выше. Таким образом, осевая нагрузка между концевой крышкой 110 и культей конечности внутри устройства литья под давлением передается через месдозу 128, которая, как описано выше, генерирует электрический выходной сигнал, соответствующий значению нагрузки. Соответствующий провод или провода 161, соединенные с электрическим штепсельным разъемом 163, находящимся на расширенном конце 148 штанги 144 средства освобождения захвата, дающего возможность возбудить месдозу 128 и передать выходные сигналы, показывающие уровень нагрузки, воспринятой месдозой, на штепсельный разъем 163.
Далее в соответствии с данным вариантом изобретения тяговая шпилька 166 имеет головной конец 168 с резьбой, который проходит сквозь соединительную муфту 170 через центральное отверстие 172. Резьба головного конца 168 шпильки 166 ввинчивается во втулку 174 с резьбой, предусмотренную в концевом фитинге 173 силиконовой прокладки 176, которая находится в непосредственном контакте с культей конечности, к которой должен подгоняться вкладыш протеза, в соответствии с настоящим изобретением. Головная часть 168 шпильки 166 эффективно присоединяет соединительную муфту 170 протеза к силиконовой прокладке 176 и ее концевому фитингу 173, так что растягивающие нагрузки, приложенные через шпильку 166, должны передаваться на силиконовую прокладку 176, а также к зажимному концу заготовки 36 в процессе затвердевания предварительной заготовки, в то время как она находится под сжимающим давлением, передаваемым через находящуюся под давлением оболочку 118.
Следует отметить, что концевое углубление с конической поверхностью 123 концевого фитинга 122 позволяет расположить шпильку 166 в центре концевого фитинга, что позволяет пропустить шпильку через захват 132, когда соединительная муфта 100 движется в направлении ближнего конца устройства литья под давлением.
В процессе работы вариант изобретения в соответствии с фиг. 9-12 функционирует по существу таким же образом, как вариант, показанный на фиг. 2-5. После того как силиконовая прокладка 41 или 176 надета на культю конечности 40, заготовку 36 вместе с присоединенной муфтой 38 или 170 протеза раскатывают поверх силиконовой прокладки, и она обжимается в плотном сцеплении с прокладкой и помещенной в нее культей конечности. Тяговая шпилька 44 или 166 ввинчена в концевой фитинг 42 или 173 так, что она проходит в периферийном направлении в находящуюся под давлением оболочку 22 или 118.
Затем соединительную муфту 58 или 100 в сборе продвигают в продольном направлении через концевую крышку 16 или 110 так, что тяговая шпилька проходит через захват, соединенный с муфтой приложения растяжения во всех вариантах. В соответствии с вариантом, приведенном на фиг. 9-12, к тяговой шпильке 166 может быть предварительно приложено небольшое растяжение нажатием на муфту приложения растяжения, после того как шпилька 166 войдет в зацепление с захватом 132. Тяговую соединительную муфту 100 затем поворачивают настолько, чтобы обеспечить сцепление цилиндрического элемента 102 с зубцами 120, чтобы тем самым предотвратить возможность продольного перемещения соединительной муфты 100 приложения растяжения относительно концевой крышки 110.
Во всех вариантах применение создающей давление среды в пространстве 20 (фиг. 4) вызывает приложение наружного давления на заготовку 36 описанным выше образом и как результат этого - усилие противодействия, которое воздействует на дальний конец тяговой шпильки 166. Затем происходит затвердевание заготовки 36 вплоть до его завершения, после чего тяговую шпильку освобождают от ее захвата, а культю конечности с отформованным и затвердевшим вкладышем удаляют из ближнего конца устройства литья под давлением. Отформованный вкладыш снимают с культи конечности и вслед за этим выполняют завершающие операции обрезки, доводки формы (устранение литейных дефектов) и операции окончательной отделки.
Должно быть понятно, что в описании приведены предпочтительные или лучшие варианты настоящего изобретения исключительно с иллюстративными целями и что сфера притязаний изобретения ограничена только сферой, очерченной приведенной далее формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ФОРМОВАНИЯ ПРОТЕЗНОГО ГНЕЗДА | 1997 |
|
RU2155562C1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ВСАСЫВАЮЩЕЙ ПРОКЛАДКИ ДЛЯ ПРОТЕЗА | 2001 |
|
RU2263489C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ НЕЦЕОЛИТНЫХ МОЛЕКУЛЯРНЫХ СИТ | 1995 |
|
RU2150428C1 |
| СПОСОБЫ ПОЛУЧЕНИЯ КРИСТАЛЛИЧЕСКОГО ЦЕОЛИТА | 1993 |
|
RU2137713C1 |
| ГИЛЬЗА ПРОТЕЗА | 2013 |
|
RU2675929C2 |
| СПОСОБЫ ДЕПАРАФИНИЗАЦИИ ЖИДКОГО НЕФТЕПРОДУКТА И СМАЗОЧНЫХ МАСЕЛ | 1998 |
|
RU2214441C2 |
| КОМПОЗИЦИОННЫЙ ЭЛАСТИЧНЫЙ МАТЕРИАЛ | 2001 |
|
RU2264831C2 |
| ВКЛАДЫШ ПРОТЕЗА И СИСТЕМА ГИЛЬЗЫ ПРОТЕЗА С ВКЛАДЫШЕМ ПРОТЕЗА И ГИЛЬЗОЙ ПРОТЕЗА | 2013 |
|
RU2610202C2 |
| Устройство для изготовления приемных гильз протезов конечностей | 1988 |
|
SU1657177A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОЙ ГИЛЬЗЫ ДЛЯ ПРОТЕЗА | 2019 |
|
RU2786701C2 |
Изобретение относится к протезостроению и ортопедии. Комбинируют давление сжатия при отливке или формовании предварительно подготовленного способного к формованию и затвердеванию материала вкладыша и прилагают растяжения к культе конечности в периферийном направлении. Материал вкладыша подвергают отверждению, что приводит к формированию конкретного вкладыша, который хорошо прилегает к культе конечности после отверждения, по существу, без зачистки. Элементы облегчения давления, покрытия вкладыша и муфту протеза формируют под действием сжатия одновременно с вкладышем. Система литья под давлением включает находящуюся под давлением камеру, передающую сжимающее давление оболочку, систему противодействующего растяжения для генерирования результирующего осевого растяжения на культе конечности в материале вкладыша в процессе формования и затвердевания вкладыша и месдозу для отслеживания силы растяжения в процессе формования. Материал вкладыша включает предварительно подготовленную трубчатую прокладку, подобную упрочняющему полотну из волокон, предварительно пропитанную неотвержденной предпочтительно активируемой водой, способной к формованию и затвердеванию смолой с внедренной в нее муфтой присоединения протеза на одном из концов. Технический результат заключается в возможности получения вкладыша непосредственно на культе конечности. 5 с. и 28 з.п.ф-лы, 12 ил.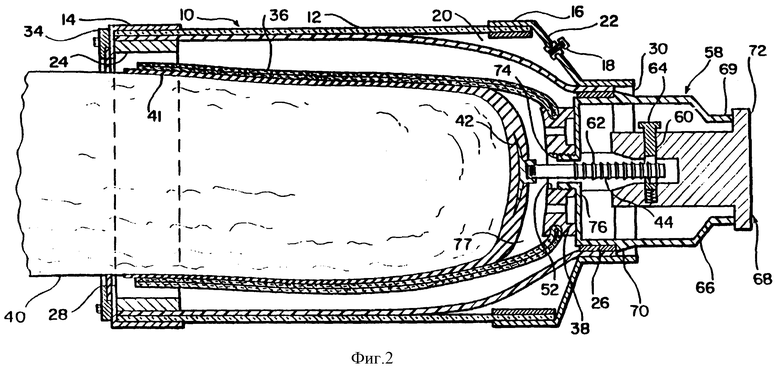
| US 5163965 А, 17.11.1992 | |||
| US 5263990 А, 23.11.1993 | |||
| US 4502479 А, 05.03.1985 | |||
| US 4667661 А, 26.05.1987 | |||
| US 5228164 А, 20.07.1993 | |||
| US 4411262 А, 25.10.1983 | |||
| Приемная гильза к протезам конечностей | 1980 |
|
SU1053826A1 |
| Способ получения несущих гильз протезов конечностей и устройства для его осуществления | 1980 |
|
SU1109150A1 |

