Область, к которой относится изобретение
Представлены теплоизоляционные изделия, такие как футеровочная теплоизоляционная пластина, и способы их изготовления. Футеровочная теплоизоляционная пластина может применяться в одном из вариантов изобретения для предотвращения проникновения тепла из или внутрь устройства, предназначенного для подачи расплавленного металла, или другого оборудования.
Предпосылки создания изобретения
При обработке расплавленных металлов, таких как сталь или алюминий, устройства для подачи металла, такие как ковши, тележки, шлаковые желоба, промежуточные разливочные устройства и формы, должны быть стойкими к воздействию расплавленного металла и механическому напряжению при эксплуатации и также не допускать преждевременных потерь тепла из системы для того, чтобы подача расплавленного металла в установку для формования осуществлялась при соответствующей температуре.
Устройства для подачи расплавленного металла, таким образом, состоят из материала, который находится в непосредственном контакте с расплавленным металлом, например с рабочей поверхностью, и представляет собой плотный и твердый огнеупорный материал, обладающий отличными не смачивающими характеристиками по отношению к расплавленному металлу. Этот материал затем футеруется слоем высокоизоляционного, огнеупорного материала, который обеспечивает изоляцию нерабочей поверхности аппарата. Чем выше изоляционные свойства и прочность футеровки, тем тоньше может быть сделан слой футеровки для обеспечения желаемых эксплуатационных характеристик. Более тонкая футеровка позволяет увеличить производительность для устройств подачи расплавленного металла, особенно таких как ковши или тележки ковша.
Сущность изобретения
Представлено теплоизоляционное изделие, которое представляет собой пропитанный коллоидным неорганическим оксидом, прессованный и просушенный, устойчивый к высокой температуре мат или плиту из неорганического волокна, отличающееся тем, что коллоидный неорганический оксид является композицией коллоидного неорганического оксида с гелирующим агентом; при этом изделие имеет рабочую температуру по меньшей мере до 1000°С и сохраняет механическую целостность после воздействия рабочей температуры и имеет плотность более или равную 500 кг/м3, и прочность на сжатие по меньшей мере около 4900 кПа (50 кгс/см2).
В некоторых вариантах теплоизоляционное изделие имеет теплопроводность, которая меньше или равна примерно 0.45 Вт/мК в диапазоне температур, примерно, от 700°С до 800°С. Теплоизоляционное изделие может применяться в качестве футеровочной теплоизоляционной пластины.
В качестве исходного материала могут применяться коммерческие керамоволокнистые маты или плиты, или керамоволокнистые плиты, изготовленные методом литья в вакууме перед пропиткой коллоидным раствором неорганического оксида.
Краткое описание чертежей
Фигура 1 является графиком, показывающим зависимость теплопроводности от температуры футеровочных изоляционных пластин настоящего изобретения в сравнении с конкурентным продуктом.
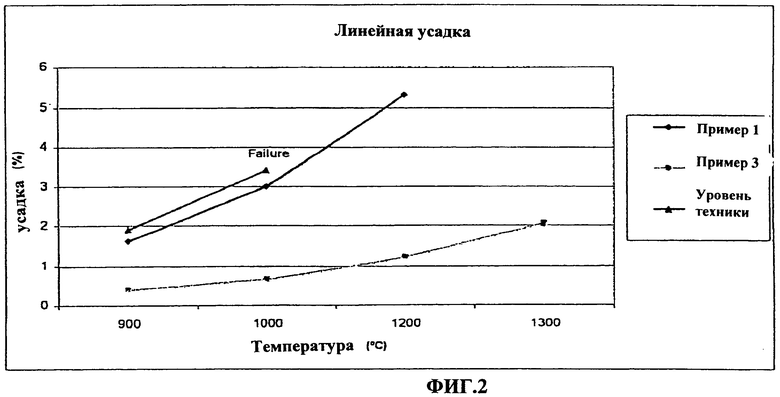
Фигура 2 является графиком, показывающим зависимость линейной усадки от температуры футеровочных изоляционных пластин настоящего изобретения в сравнении с конкурентным продуктом.
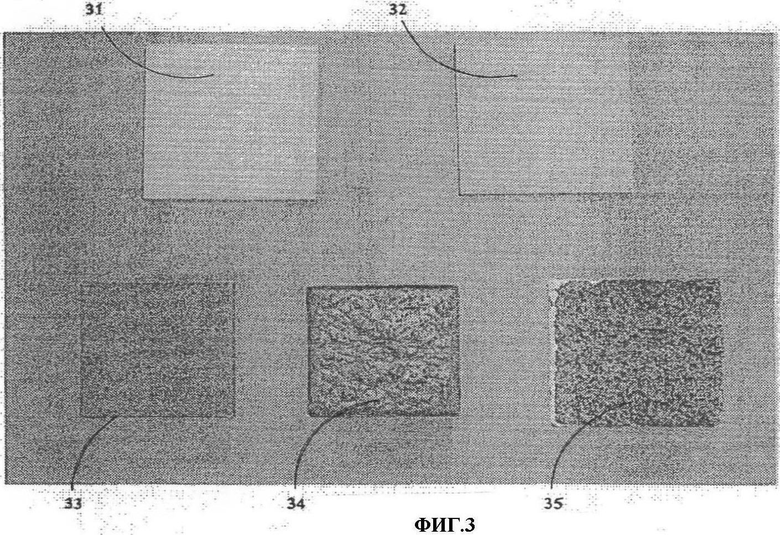
Фигура 3 является снимком, показывающим серию конкурентного продукта футеровочных пластин до и после воздействия температуры.
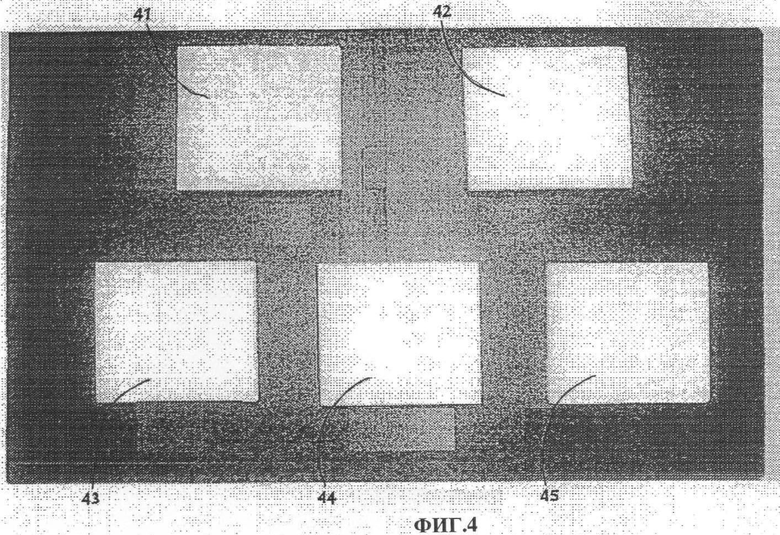
Фигура 4 является снимком, показывающим серию футеровочных пластин, изготовленных в соответствии с Примером 1 (приводится ниже), до и после воздействия температуры.
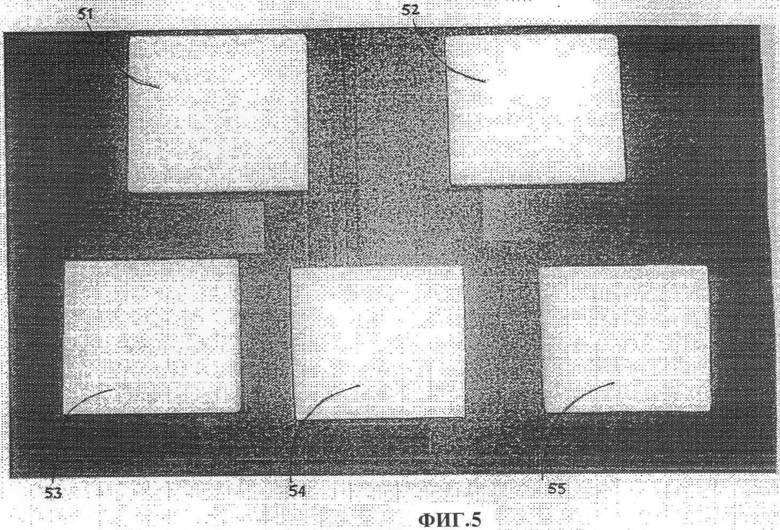
Фигура 5 является снимком, показывающим серию футеровочных пластин, изготовленных в соответствии с Примером 3 (приводится ниже), до и после воздействия температуры.
Подробное описание изобретения
Футеровочные теплоизоляционные пластины согласно настоящему изобретению могут изолировать до 1300°С, имеют крайне высокую прочность на сжатие, низкую теплопроводность и высокую чистоту по сравнению с конкурентным продуктом.
В целом, способ изготовления футеровочной теплоизоляционной пластины включает пропитку изоляционного керамоволокнистого мата или плиты по меньшей мере одним коллоидным неорганическим оксидом, таким как коллоидный кремнезем, глинозем и/или оксид циркония, помещение пропитанного мата или плиты в форму и прессование до нужной толщины, сушку в печи для получения высушенного листа с желаемыми характеристиками и, по желанию, резку высушенного листа до заданного размера.
Керамоволокнистые маты или плиты могут применяться для производства футеровочных теплоизоляционных пластин в соответствии со способами, раскрытыми ниже.
Керамоволокнистые маты или плиты, которые пригодны для изготовления футеровочной изоляционной пластины, могут быть изготовлены известными способами или приобретены. Подходящие исходные керамические маты или плиты в настоящее время поставляет Unifrax I LLC (Niagara Falls, New York) под торговыми марками DURABLANKET и DURABORD.
В качестве иллюстрации только, такие выпускаемые промышленностью керамические маты могут включать керамические волокна и в определенных вариантах содержат примерно от 43 до 47 мас.% глинозема и примерно от 53 до 57 мас.% кремнезема. В других вариантах керамические одеяла могут содержать примерно от 29 до 31 мас.% глинозема, примерно от 53 до 55 мас.% кремнезема и примерно от 15 до 17 мас.% оксида циркония. Одеяла могут иметь плотность порядка от 30 до 192 кг/м3, в некоторых вариантах примерно от 64 до 128 кг/м3, и диапазон температур примерно от 1260°С до 1430°С.
Также, в качестве иллюстрации только, такие выпускаемые промышленностью керамические маты могут включать керамические волокна и в определенных вариантах содержат примерно от 42 до 50 мас.% глинозема и примерно от 50 до 58 мас.% кремнезема. В других вариантах керамические маты могут содержать примерно от 28 до 32 мас.% глинозема, примерно от 52 до 56 мас.% кремнезема и примерно от 14 до 18 мас.% оксида циркония. Маты могут иметь плотность примерно порядка от 150 до 350 кг/м3, потери на прокаливание (LOI) примерно от 3 до 10% и температуру примерно 1260°С.
При этом керамоволокнистые маты и плиты, включающие алюмосиликатные волокна (RCF) и/или алюмо-циркониевые силикатные волокна (AZS), могут включать вместо или дополнительно силикатные волокна щелочноземельного металла (AES), например поставляемые Unifrax I LLC под торговой маркой ISOFRAX, и/или высокотемпературные керамические волокна, такие как высокоглиноземистые волокна, например поставляемые Unifrax I LLC под торговой маркой FIBERMAX.
Керамоволокнистые маты и плиты производятся в промышленности с различной толщиной и плотностью. В некоторых вариантах керамоволокнистые маты или плиты применяются для производства футеровочной теплоизоляционной пластины, которая имеет толщину примерно в 2-4 раза больше, чем готовая футеровочная изоляционная пластина. В одном варианте керамоволокнистый мат или плита имеет толщину, которая примерно в 3.3 раза больше, чем готовая футеровочная изоляционная пластина исходя из веса исходного мата в 10 фунтов (45N).
Обычная толщина футеровочной теплоизоляции варьируется в соответствии с назначением, для которого она используется, также как и ее теплопроводность. Для областей применения, обсуждаемых здесь, обычно толщина составляет 10, 12, 16 и 25 мм, но может быть изготовлена любая толщина в соответствии с целями использования.
Исходный керамоволокнистый мат или плита может иметь любую подходящую ширину или длину, определяемую предполагаемым использованием и размером имеющегося в наличии оборудования для обработки. В некоторых вариантах длина 840 мм при ширине 220 мм является удобной с экономической точки зрения. После пропитки и сушки, уплотненное изоляционное изделие может разрезаться до заданного размера. Например, обычный размер футеровочной теплоизоляционной пластины, которая применяется в ковше для подачи расплавленного металла, составляет около 416×101 мм, но может быть изготовлен любой размер.
Композиции коллоидных растворов неорганических оксидов, которые могут применяться для пропитки керамоволокнистого мата или плиты, могут содержать по меньшей мере один коллоидный неорганический оксид, такой как коллоидный кремнезем, глинозем, оксид циркония, оксид титана, оксид церия и/или иттрия. (В данном контексте, термин «раствор» предполагает включение шламов или суспензий, содержащих коллоидные неорганические оксиды.) Могут быть использованы коммерческие составы коллоидного неорганического оксида, например, в качестве иллюстрации, и, не ограничиваясь этим, может быть использован коллоидный кремнезем NALCO, включающий 40% твердой фазы, поставляемый Nalco Company (Naperville, Illinois). Тем не менее, могут применяться также другие марки коллоидного кремнезема, например такие, которые содержат 30% твердой фазы или менее, или же более 40% твердой фазы.
Композиция коллоидного раствора неорганического оксида может включать примерно от 30 до 100 мас.% коллоидного неорганического оксида, например коллоидного кремнезема. В некоторых вариантах коллоидный неорганический оксид может включать примерно от 50 до 90% коллоидного неорганического оксида, например коллоидного кремнезема, и в других вариантах примерно от 80 до 100% коллоидного неорганического оксида, например коллоидного кремнезема.
Другие компоненты коллоидного раствора неорганического оксида могут включать гелирующий агент и воду в количестве, достаточном для растворения гелирующего агента. Компоненты гелирующего агента могут включать неорганические соли или оксиды, которые способствуют схватыванию или гелированию коллоидного неорганического оксида, например, в случае коллоидного кремнезема, такие как ацетат аммония, хлорид кальция, хлорид магния, оксид магния и т.п., и кислоту, такую как уксусная кислота, соляная кислота, фосфорная кислота, и т.п. Тип и концентрация гелирующих агентов выбирается для нарушения устойчивости коллоидной суспензии и обеспечивает образование геля или осаждает компоненты неорганического оксида во время прессования высокотемпературного волокнистого мата или плиты.
Время гелирования может контролироваться, отчасти, концентрацией гелирующего агента, поскольку время гелеобразования, как правило, уменьшается при увеличении температуры. Количество неорганической соли или гелирующего агента может варьироваться от примерно 0.01 до 10 мас.% раствора. Количество кислоты может варьироваться примерно от 0.01 до 10 мас.%. Время гелирования может контролироваться, отчасти, концентрацией гелирующего агента, поскольку время гелеобразования уменьшается при увеличении температуры. Количество воды, достаточное для растворения гелирующего агента, может варьироваться от 0 до 70% раствора.
Коллоидный раствор неорганического оксида дополнительно может включать краситель, в некоторых вариантах в количестве примерно от 0.01 до 10 мас.% для того, чтобы конечный продукт мог различаться по цвету.
В процессе изготовления футеровочной изоляционной пластины необработанный изоляционный мат или плита может быть пропитан коллоидным раствором кремнезема до точки насыщения.
Пропитанный мат или плита может быть прессован под давлением в диапазоне примерно от 5 до 100 тонн (40-900 кН). В некоторых вариантах давление может варьироваться примерно от 20 до 40 тонн (180-360 кН). Давления, которые требуются для достижения желаемых характеристик пропитанных матов или плит, могут устанавливаться специалистом, опытным в данной области техники, без проведения дополнительных экспериментов. Для прессования керамических изоляционных матов может использоваться любой обычный пресс. Известно о применении форм для пресования во время прессования керамических изоляционных матов. Форма и размеры формы могут различаться в зависимости от желаемых размеров прессованной изоляционной накладки.
В одном варианте пропитанный мат или плита помещается в форму для прессования и прессуется до его окончательной толщины. Пропитанные маты или плиты могут находиться в прессе примерно от 1 до 120 минут. В другом варианте, пропитанный мат или плита прессуется в течение примерно от 1 до 5 минут.
Прессованный мат или плита может сушиться в печи при температуре в диапазоне примерно от 40 до 350°С. В другом варианте могут применяться температуры в диапазоне примерно от 80 до 150°С.
В некоторых вариантах прессованный мат или плита сушатся при температуре примерно от 80 до 150°С в течение от 2 до 6 минут. Еще в одном варианте прессованный мат или плита сушатся при температуре примерно от 40 до 350°С в течение от 10 минут до 1 часа.
Пример 1
В этом варианте изготовления футеровочной теплоизоляционной пластины стандартный огнеупорный керамоволокнистый мат или плита были пропитаны коллоидным кремнеземом. Это было достигнуто путем контакта исходного мата или плиты с раствором коллоидного кремнезема таким образом, чтобы он пропитался насквозь. В одном варианте керамоволокнитый мат или плита был пропитан раствором коллоидного кремнезема, приготовленного из 98.2% коллоидного кремнезема (Nalco, 40% твердой фазы); гелирующего агента, состоящего из 0.81% ацетата аммония и около 0.18% уксусной кислоты; и около 0.18% воды, достаточной для растворения ацетата аммония.
После пропитки керамоволокнистого мата или плиты коллоидным кремнеземом, пропитанный мат или плиту поместили в форму для прессования и прессовали до заданной толщины промышленным прессом 25 тн (220 кН). Могут применяться обычные способы для выполнения этой операции. Происходит гелирование пропитывающего раствора коллоидного кремнезема.
Пропитанный коллоидным кремнеземом керамоволокнистый мат или плита может прессоваться в мат, имеющий толщину, составляющую примерно от 25% до 50% исходной толщины мата или плиты. В одном варианте пропитанный коллоидным кремнеземом мат или плита прессуется в мат, который имеет толщину, составляющую примерно от 30% толщины исходного керамоволокнистого мата или плиты.
Некоторые из растворов коллоидного кремнезема могут быть восстановлены во время операции прессования и возвращены обратно в ванну для пропитки в случае, если гелирования не произошло.
Прессованный мат сушили и затем резали до желаемого размера изделия футеровочной изоляционной пластины. Обычные способы резки керамических изоляционных матов хорошо известны, и любой из этих способов может быть применен, включая, но не ограничиваясь этим, применение циркулярной пилы, ленточной пилы или т.п.
Готовые футеровочные теплоизоляционные пластины, разрезанные до размера 400 мм × 100 мм и имеющие толщину от 10 до 15 мм, имеют плотность примерно от 900 до 1000 кг/м3 и прочность на сжатие примерно 11.800 кПа (120 кгс/см2).
Теплопроводность футеровочных изоляционных пластин, измеренная методом нагретой проволоки DIN 50146, показана на Фигуре 1 и составляла около 0.38 Вт/мК при 750°С. Как показано на Фигуре 2, при температуре около 1200°С теплоизоляционная пластина имеет линейную усадку около 5.5%. Данные теплоизоляционные пластины имеют рабочую температуру до 1200°С.
Пример 2
В ином варианте керамоволокнистый мат или плита имел толщину, которая была в 3.3 раза больше, чем толщина готовой футеровочной теплоизоляционной пластины. Снова стандартный огнеупорный керамоволокнистый мат или плита был пропитан коллоидным кремнеземом в одном варианте таким образом, чтобы он полностью пропитался. В одном варианте керамоволокнистый мат был пропитан раствором коллоидного кремнезема, приготовленным из 98.2% коллоидного кремнезема (Nalco, 40% твердой фазы); гелирующего агента, содержащего 0.81% ацетата аммония и около 0.18% уксусной кислоты; и около 0.81% воды, достаточной для растворения ацетата аммония.
После пропитки керамоволокнистого мата или плиты коллоидным кремнеземом, пропитанный мат или плита помещался в форму для прессования и прессовался до заданной толщины. Прессованный мат сушили, после чего резали до желаемого размера изделия футеровочной изоляционной пластины 400 мм × 100 мм и толщины 10×16 мм.
После резки, изоляционные пластины были пропитаны заново раствором коллоидного кремнезема, в данном варианте включающим часть примерно 50 массовых процентов коллоидного кремнезема (Nalco 40% твердой фазы) в примерно 50 массовых процентах воды. Пропитанные изоляционные пластины далее сушились для того, чтобы получить футеровочные теплоизоляционные изделия плотностью примерно от 1100 до 1250 кг/м3, и прочностью на сжатие вплоть до 49,000 кПа (500 кгс/см2).
В виде альтернативы использованию коммерческих керамоволокнистых матов в качестве исходного материала, керамоволокнистые маты могут изготавливаться до пропитки раствором коллоидного неорганического оксида с помощью обычных способов литья в вакууме. В качестве иллюстрации, отлитая в вакууме керамоволокнистая плита может изготавливаться из водного раствора или суспензии, содержащей примерно от 0.1 до 2 мас.% стандартного RCF алюмосиликатного волокна, примерно от 0.01 до 1.25 мас.% высокоглиноземистого волокна (такого как FIBERMAX волокно, поставляемое Unifrax I LLC) и неорганическую уплотняющую добавку, такую как пластинчатый глинозем, в количестве от 0.1 до 1.9 мас.%. Могут присутствовать стандартные количества крахмала и коллоидного неорганического оксида, такого как коллоидный кремнезем, которые обычно используются для изготовления плит литьем в вакууме.
Пример 3
В одном варианте керамоволокнистая плита применялась для изготовления футеровочной теплоизоляционной пластины, а именно литая в вакууме керамоволокнистая плита, отличающаяся тем, что плита была отлита в вакууме из раствора, имеющего следующий состав: около 97.54% воды; около 0.10% FIBERMAX высокоглиноземистого волокна; около 1% HP стандартного RCF (алюмосиликат) волокна; около 1% пластинчатого глинозема; около 0.08% крахмала; и около 0.28% коллоидного кремнезема.
Отлитая в вакууме керамоволокнистая плита, которая использовалась для производства изоляционной пластины, имела толщину примерно в 2 раза больше (около 1.9 раз), чем толщина готовой футеровочной изоляционной пластины.
Отлитая в вакууме плита была пропитана раствором коллоидного кремнезема, состоящего из примерно 80% коллоидного кремнезема (Nalco, 40% твердой фазы); около 18.53% воды; около 0.1% красителя; и гелирующего агента, состоящего из примерно 1.25% ацетата аммония и примерно 0.25% уксусной кислоты. В этом варианте желательно было получить материал более низкой плотности.
После пропитки отлитой в вакууме керамоволокнистой плиты коллоидным кремнеземом, пропитанная плита помещалась в форму для прессования и прессовалась до заданной толщины (60 тн пресс - 530 кН). Прессованная плита сушилась и затем резалась до желаемого размера изделия футеровочной изоляционной пластины, имеющей размер 400 мм × 100 мм и толщину от 10 до 16 мм. Эти изделия футеровочной теплоизоляционной пластины имели плотность в диапазоне от 700 до 800 кг/м3 и прочность на сжатие до 7800 кПа (80 кгс/см2).
Теплопроводность футеровочных изоляционных пластин, измеренная методом нагретой проволоки DIN 50146, показана на Фигуре 1 и составляла около 0.25 Вт/мК примерно при 750°С. Как показано на Фигуре 2, при температуре примерно 1300°С футеровочная теплоизоляционная пластина имела линейную усадку только 2%. Эти футеровочные теплоизоляционные пластины имеют рабочие температуры примерно до 1300°С.
В одном варианте пропитанные изделия Примера 1 и Примера 3, такие как керамические маты и отлитые в вакууме керамические плиты, обычно до прессования могут контактировать друг с другом, прессоваться и сушиться для производства композиционного изделия теплоизоляционной пластины.
В некоторых вариантах коллоидный глинозем и/или коллоидный оксид циркония может применяться вместе или вместо коллоидного кремнезема.
Фигура 1 является графиком, показывающим зависимость теплопроводности (Вт/мК) от температуры (°С), измеренной методом нагретой проволоки DIN 50146. График представляет данные для трех отдельных наборов образцов. Первый набор образцов включает футеровочные теплоизоляционные пластины, изготовленные в соответствии со способом, описанным в Примере 1. Фигура 1 показывает данные для первого набора образов как линию, соединяющую серии квадратов. Второй набор образцов включает футеровочные теплоизоляционные пластины, изготовленные в соответствии со способом, описанным в Примере 3. Фигура 1 показывает данные для второго набора образцов как линию, соединяющую серии треугольников. Третий набор образцов включает конкурентный коммерческий продукт. Фигура 1 показывает данные для третьего набора образов как линию, соединяющую серии ромбов.
Фигура 1 графически демонстрирует, что для всех выбранных температур теплопроводность конкурентного продукта была выше, чем для любой из футеровочных теплоизоляционных пластин, приготовленных в соответствии со способом, описанным в Примере 1, или футеровочных теплоизоляционных пластин, приготовленных в соответствии со способом, описанным в Примере 3. Следовательно, данные футеровочные теплоизоляционные пластины являются лучшим теплоизоляционным материалом по сравнению с конкурентным продуктом. График также показывает, что для всех выбранных температур теплопроводность данных футеровочных теплоизоляционных пластин, изготовленных в соответствии со способом, описанным в Примере 1, была выше, чем теплопроводность футеровочных теплоизоляционных пластин, изготовленных в соответствии со способом, описанным в Примере 3. То есть данные футеровочные теплоизоляционные пластины, изготовленные в соответствии со способом, описанным в Примере 3, является лучшим изолирующим материалом из трех видов испытанных футеровочных пластин.
Фигура 2 является графиком, показывающим зависимость процента линейной усадки, безразмерное измерение, от температуры (°С). Этот график предоставляет данные для трех отдельных наборов образцов. Первый набор образцов включает футеровочные теплоизоляционные пластины, изготовленные в соответствии со способом, описанным в Примере 1. Фигура 2 показывает данные для первого набора образцов как линию, соединяющую серии ромбов. Второй набор образцов включает футеровочные теплоизоляционные пластины, изготовленные в соответствии со способом, описанным в Примере 3. Фигура 2 показывает данные для второго набора образцов как линию, соединяющую серии квадратов. Третий набор образцов является конкурентным продуктом. Фигура 2 показывает данные для третьего набора образцов как линию, соединяющую серии треугольников.
Фигура 3 показывает пластины 31-35; Фигура 4 показывает пластины 41-45; и Фигура 5 показывает пластины 51-55. Все пластины 31-35 на Фигуре 3 являлись конкурентным продуктом. Все пластины 41-45 на Фигуре 4 были приготовлены в соответствии с вариантом в Примере 1. Все пластины 51-55 на Фигуре 5 были приготовлены в соответствии с вариантом в Примере 3.
В Фигурах 3-5 пластины 31, 41, и 51 являются контрольными пластинами, которые подвергались воздействию только комнатных температур. Пластины 32, 42, и 52 подвергались воздействию температуры 1000°С. Пластины 34, 44, и 54 подвергались воздействию температуры 1200°С, и пластины 35, 45, и 55 подвергались воздействию температуры 1300°С.
На Фигуре 3 пластина 31 является светло желтой с гладкой слабо глянцевой поверхностью; пластина 32 является светло оранжевой с гладкой слабо глянцевой поверхностью; пластина 33 является красно-коричневой со слабой глянцевой поверхностью. Пластина 33 также заметно меньше, чем контрольная пластина (пластина 31); пластина 34 является коричневой с выпуклой высоко глянцевой поверхностью; пластина 34 также заметно меньше, чем контрольная пластина (пластина 31); пластина 35 является темно коричневой с шероховатой слабо глянцевой поверхностью; пластина 35 меньше, чем контрольная пластина.
На Фигуре 4 пластина 41 является серой со слабо глянцевой поверхностью. Пластины 43, 43, 44 и 45 по внешнему виду аналогичны пластине 1. Ни одна из пластин 42, 43, 44 и 45 не показывает заметных изменений в цвете, структуре поверхности, поверхностном блеске или размере после воздействия высоких температур, проявляя высокую температурную устойчивость и стойкость к усадочной деформации.
На Фигуре 5 пластина 51 является серого цвета со слабо глянцевой поверхностью. Пластины 52, 53, 54 и 55 аналогичны по внешнему виду по цвету, структуре поверхности и поверхностному блеску. Пластины 52, 53 и 54 аналогичны по размеру пластине 51. Пластина 55 немного меньше пластины 51. Пластины 52-55 проявляют высокую температурную устойчивость и устойчивую стойкость к усадочной деформации.
Состав готовых футеровочных теплоизоляционных пластин в случае их изготовления из керамоволокнистых матов или плит и пропитки раствором коллоидного кремнезема, в целом, может включать примерно от 30 до 80 массовых процентов волокна и примерно от 20 до 70 массовых процентов коллоидного кремнезема. После того как пропитанный и высушенный керамоволокнистый мат или плита пропитан заново коллоидным кремнеземом, готовая футеровочная теплоизоляционная пластина может включать примерно от 20 до 60 массовых процентов волокна и примерно от 40 до 80 массовых процентов коллоидного кремнезема. Когда исходная керамическая плита отливается в вакууме в соответствии со способом, описанным в Примере 3, готовая футеровочная теплоизоляционная пластина может включать примерно от 40 до 80 массовых процентов волокна и примерно от 20 до 60 массовых процентов коллоидного кремнезема. Отлитая в вакууме керамоволокнистая плита перед пропиткой коллоидным кремнеземом может включать примерно от 0.4 до 50 массовых процентов высокоглиноземистого волокна, примерно от 4 до 90 массовых процентов пластинчатого глинозема, примерно от 0.01 до 0.2 массовых процентов крахмала и, по желанию, коллоидный кремнезем.
Готовые футеровочные теплоизоляционные пластины в случае их производства из керамоволокнистого мата или плиты и пропитки раствором коллоидного кремнезема, в целом, имеют процент линейной усадки примерно от 2 до 6 процентов в диапазоне температур примерно от 900°С до 1100°С. В случае, когда исходная керамическая плита отлита в вакууме в соответствии со способом, описанным в Примере 3, готовая футеровочная теплоизоляционная пластина может иметь процент линейной усадки в диапазоне от 0.1 до 2 процентов при температуре в диапазоне от 900°C до 1100°C.
Примеры 4, 5 и 6
Теплоизоляционные пластины были изготовлены в соответствии с процедурами в Примерах 1, 2 и 3, и их свойства представлены в таблице ниже как Примеры 4, 5 и 6 соответственно.
Футеровочные теплоизоляционные пластины, изготовленные вышеуказанными способами, могут иметь плотности в диапазоне от 700 до 1250 килограммов на кубический метр (кг/м3) или более. Для ковшей прочность на сжатие подвергаемых воздействию теплоизоляционных пластин обычно находится в диапазоне от 7.8000-11.8000 кПа (80-120 кгс/см2). Для тележек чугуновозного ковша миксерного типа прочность на сжатие подвергающийся воздействию теплоизоляционных пластин составляет по меньшей мере 20.000 кПа (200 кгс/см2).
Очень низкая теплопроводность представленных футеровочных теплоизоляционных пластин позволяет использовать более тонкую, огнеупорную прокладку, как, например, в ковшах для расплавленного металла или тележках чугуновозного ковша миксерного типа, таким образом, чтобы увеличить полезный объем ковша или тележки для их предполагаемого применения. Подвергающаяся воздействию футеровочная теплоизоляционная пластина значительно снижает температуру нерабочей поверхности устройств, предназначенных для подачи расплавленного металла, так же как и снижение потерь тепла оборудования.
Главным образом неорганическая футеровочная теплоизоляционная пластина может быть изготовлена из исходного материала, имеющего высокую чистоту, как, например, из неорганического волокна, волокнистых матов или плит из неорганического волокна, и композиций коллоидного неорганического оксида. Чистота производимых в промышленности исходных материалов обеспечивает подвергаемой воздействию футеровочной теплоизоляционной пластине преимущество, которое заключается в отсутствии железа (в некоторых вариантах менее 1% железа), по отношению к конкурентным продуктам данной области промышленности, которые содержат около 5% оксида железа. Подвергаемая воздействию футеровочная теплоизоляционная пластина, следовательно, не является химически активной по отношению к огнеупорным материалам, с которыми она контактирует при высокой температуре.
Будет понятно, что варианты, описанные здесь, являются всего лишь примером и что опытный специалист в данной области может создать другие варианты и модификации без отступления от духа изобретения и в его рамках. Все варианты и модификации могут быть в рамках изобретения, как описанные выше. Далее, все раскрытые варианты не обязательны в качестве альтернативы, так как различные варианты изобретения могут быть объединены для обеспечения желаемого результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО КОМПОЗИЦИОННОГО ИЗДЕЛИЯ | 2009 |
|
RU2412134C1 |
| ВЫСОКОЭФФЕКТИВНЫЕ ТЕПЛОИЗОЛЯЦИОННЫЕ ПРОДУКТЫ | 2015 |
|
RU2704188C2 |
| ПОРИСТЫЙ МАТЕРИАЛ НА ОСНОВЕ КРЕМНЕЗЕМА И ПОРТЛАНДИТА ДЛЯ ЗАПОЛНЕНИЯ ИЗОЛИРУЮЩЕГО КИРПИЧА С КОНТРОЛИРУЕМОЙ СТРУКТУРОЙ И СООТВЕТСТВУЮЩИЙ СПОСОБ ПОЛУЧЕНИЯ | 2012 |
|
RU2592909C2 |
| ИЗОЛЯЦИОННЫЙ ОГНЕУПОРНЫЙ МАТЕРИАЛ | 1999 |
|
RU2213714C2 |
| МНОГОСЛОЙНАЯ БАРЬЕРНАЯ СИСТЕМА (ВАРИАНТЫ) | 2004 |
|
RU2329898C2 |
| АЭРОГЕЛЕВЫЙ КОМПОЗИТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2017 |
|
RU2729992C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ФИЛЬТРОВАНИЯ РАСПЛАВЛЕННЫХ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2465356C2 |
| КОМПОЗИТНАЯ СИСТЕМА ТЕПЛОИЗОЛЯЦИИ | 2012 |
|
RU2582528C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2031889C1 |
| СЕГМЕНТИРОВАННЫЕ ГЕЛЕВЫЕ КОМПОЗИТЫ И ЖЕСТКИЕ ПАНЕЛИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ | 2013 |
|
RU2676289C1 |
Теплоизоляционное изделие представляет собой стойкий к высоким температурам мат или плиту из неорганического волокна, пропитанный коллоидным неорганическим оксидом, прессованный и высушенный. Коллоидный неорганический оксид представляет собой композицию коллоидного неорганического оксида в комбинации с гелирующим агентом, при этом композиция коллоидного неорганического оксида включает коллоидный кремнезем, гелирующий агент в количестве примерно от 0,01 до 10 мас.% неорганических соли или оксида и примерно от 0,01 до 10 мас.% кислоты, а также воду в количестве, достаточном для растворения гелирующего агента, при необходимости в количестве, составляющем вплоть до примерно 70 мас.% от композиции. Изделие имеет рабочую температуру по меньшей мере до примерно 1000°С и сохраняет механическую целостность после воздействия рабочей температуры, имеет плотность больше 700 кг/см3 и прочность на сжатие по меньшей мере примерно 6800 кПа (70 кгс/см2). Технический результат: снижение теплопроводности при высокой плотности изделия. 16 з.п. ф-лы, 1 табл., 5 ил., 6 пр.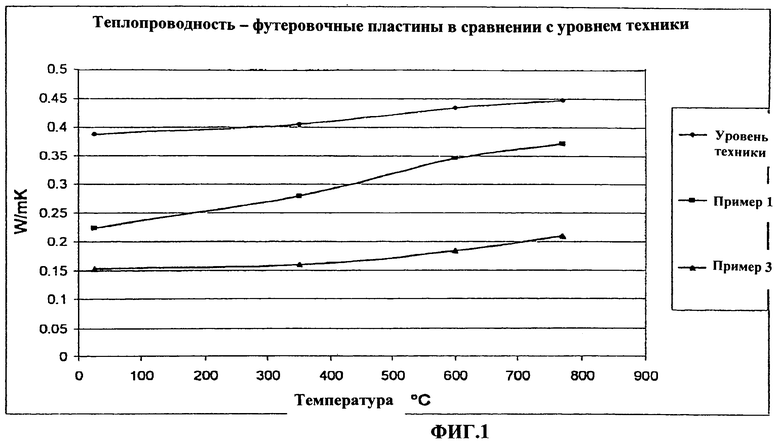
1. Теплоизоляционное изделие, представляющее собой стойкий к высоким температурам, пропитанный коллоидным неорганическим оксидом, прессованный и высушенный мат или плиту из неорганического волокна, отличающееся тем, что коллоидный неорганический оксид представляет собой композицию коллоидного неорганического оксида в комбинации с гелирующим агентом, при этом композиция коллоидного неорганического оксида включает коллоидный кремнезем, гелирующий агент в количестве примерно от 0,01 до 10 мас.% неорганических соли или оксида и примерно от 0,01 до 10 мас.% кислоты, а также воду в количестве, достаточном для растворения гелирующего агента, при необходимости в количестве, составляющем вплоть до примерно 70 мас.% от композиции; при этом изделие имеет рабочую температуру, по меньшей мере, до примерно 1000°С и сохраняет механическую целостность после воздействия рабочей температуры, имеет плотность больше 700 кг/см3, и прочность на сжатие по меньшей мере примерно 6800 кПа (70 кгс/см2).
2. Теплоизоляционное изделие по п.1, отличающееся тем, что коллоидный неорганический оксид представляет собой композицию коллоидного кремнезема в комбинации с гелирующим агентом и оно имеет плотность, более чем или равную 700 кг/см3, и прочность на сжатие, по меньшей мере, примерно 7,800 кПа (80 кгс/см3).
3. Теплоизоляционное изделие по п.1, отличающееся тем, что оно имеет плотность, более или равную примерно 900 кг/м3, прочность на сжатие, по меньшей мере, примерно 11800 кПа (120 кгс/см2), и теплопроводность, менее или равную примерно 0,45 Вт/мК в диапазоне температур примерно от 700°С до 800°С.
4. Теплоизоляционное изделие по п.1, содержащее примерно от 30 до 80 мас.% волокна и примерно от 20 до 70 мас.% коллоидного кремнезема.
5. Теплоизоляционное изделие по п.1, отличающееся тем, что гелирующий агент неорганической соли или оксида включает, по меньшей мере, один из ацетата аммония, хлорида кальция, хлорида магния или оксида магния, и кислоту, включающую, по меньшей мере, одну из уксусной кислоты, соляной кислоты или фосфорной кислоты.
6. Теплоизоляционное изделие по п.2, отличающееся тем, что стойкий к высоким температурам мат или плиту из неорганического волокна пропитывают, по меньшей мере, коллоидным кремнеземом после первой пропитки композицией коллоидного неорганического оксида, прессуют и дополнительно просушивают; при этом изделие имеет плотность, более чем или равную примерно 1100 кг/м3, и прочность на сжатие, по меньшей мере, примерно 29000 кПа (300 кгс/см2).
7. Теплоизоляционное изделие по п.6, содержащее примерно от 20 до 60 мас.% волокна и примерно от 40 до 80 мас.% коллоидного кремнезема.
8. Теплоизоляционное изделие по п.1, отличающееся тем, что представляет собой отлитую в вакууме керамоволокнистую плиту, пропитанную композицией коллоидного неорганического оксида, включающей коллоидный кремнезем, и имеет рабочую температуру примерно до 1300°С, плотность, больше или равную примерно 700 кг/м3, и прочность на сжатие, по меньшей мере, 6800 кПа (70 кгс/см2).
9. Теплоизоляционное изделие по п.8, отличающееся тем, что перед пропиткой содержит примерно от 0,4 до 50 мас.% высокоглиноземистого волокна, примерно от 4 до 90 мас.% пластинчатого глинозема и примерно от 0,01 до 0,2 мас.% крахмала.
10. Теплоизоляционное изделие по п.8, отличающееся тем, что оно содержит примерно от 40 до 80 мас.% волокна и примерно от 20 до 60 мас.% коллоидного кремнезема.
11. Теплоизоляционное изделие по п.8, отличающееся тем, что отлитую в вакууме керамоволокнистую плиту отливают из водной суспензии, включающей примерно от 0,1 до 2 мас.% глиноземистого силикатного волокна, примерно от 0,01 до 1,25 мас.% высокоглиноземистого волокна и примерно от 0,1 до 1,9 мас.% неорганической уплотняющей добавки, при этом указанная уплотняющая добавка может являться пластинчатым глиноземом, и указанная суспензия, кроме того, может включать крахмал и коллоидный кремнезем.
12. Теплоизоляционное изделие по п.8, отличающееся тем, что теплопроводность менее или равна примерно 0,2 Вт/мК в диапазоне температур примерно от 700 до 800°С.
13. Теплоизоляционное изделие по п.2, отличающееся тем, что стойкое к высоким температурам неорганическое волокно включает, по меньшей мере, одно из огнеупорного керамического волокна (RCF), глиноземисто-силикатного волокна, высокоглиноземистого волокна, волокна силиката щелочноземельного металла, глиноземисто-кремнеземисто-диоксидициркониевого волокна или их смеси.
14. Теплоизоляционное изделие по п.1, отличающееся тем, что прочность на сжатие является одинаковой по всему изделию.
15. Теплоизоляционное изделие по п.1, отличающееся тем, что коллоидный неорганический оксид включает, по меньшей мере, один из коллоидного кремнезема, коллоидного глинозема, коллоидного оксида циркония, коллоидного оксида титана, коллоидного оксида церия или коллоидного оксида иттрия.
16. Теплоизоляционное изделие, включающее стойкий к высоким температурам мат из неорганического волокна, пропитанный коллоидным кремнеземом по любому из пп.1-7 или 13-15, который до прессования приводят в контакт с керамоволокнистой плитой, пропитанной коллоидным кремнеземом и отлитой в вакууме по любому из пп.8-12, прессуют и сушат с получением композиционного теплоизоляционного изделия.
17. Теплоизоляционное изделие по любому из пп.1-16, отличающееся тем, что оно представляет собой футерующую теплоизоляцию, по меньшей мере, для одного из устройств - ковша, тележки, шлакового желоба или промежуточного разливочного устройства.
| US 5556586 А, 17.09.1996 | |||
| Композиция для изготовления теплоизоляционного огнеупорного материала | 1990 |
|
SU1724638A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 5830548 A, 03.11.1998. | |||

