Уровень техники
В последние годы имеется возрастающая потребность потребителей в эстетически своеобразных кусках мыла. Чтобы сделать кусок мыла более привлекательным, создаются полупрозрачные, прозрачные куски и куски различных форм, а также многофазные и/или многоцветные куски мыла, изготовленные из различных материалов мыла и/или с различными цветами, для увеличения привлекательности и притягательности этих продуктов для потребителя.
Например, способы и экструзионные устройства для получения полосатых кусков мыла показаны в патентах Соединенных Штатов Америки 3891365 и 3947200 (оба, Fischer) и 6852260 B2 (Vu et al), а способы и устройства для получения разноцветных, многоцветных и/или мраморных кусков мыла описаны в патентах Соединенных Штатов 3823215 и 3940220 (оба D'Arcangeli), 3993722 (Borcher et al), 4011170 (Pickin et al), 6727211 B1 (Aronson et al) и 6805820 B1 (Myers). Способ литья под давлением с использованием двух различных компонентов с получением кусков моющих средств, содержащих различные зоны, описан в патенте Соединенных Штатов 6878319 B2 (Browne et al).
Сущность изобретения
Настоящее изобретение предусматривает способ экструзии с получением продукта твердого мыла, включающий введение композиции мыла в экструдер, имеющий корпус с входом и выходом и шнековый импеллер, проходящий через экструдер, где, по меньшей мере, часть корпуса, простирающаяся от входа до выхода корпуса и заканчивающаяся на выходе, сужается с образованием части корпуса с уменьшенной площадью поперечного сечения, и шнековый импеллер простирается, по меньшей мере, частично в сужающуюся часть экструдера, где заканчивается шнековый импеллер, и экструдирование композиции мыла через экструдер.
Настоящее изобретение предусматривает также способ получения многофазного куска мыла, включающий обработку потока, содержащего первичную фазу мыла, по меньшей мере, в одном рафинере, а затем в пресс-машине, содержащей корпус пресс-машины, входной лоток для приема материала, который должен экструдироваться, экструдер, выход, через который выходит материал, который находился в экструдере, и конус экструдера, у которого поперечное сечение уменьшается в направлении указанного выхода, и который заканчивается на нем, через входной лоток, шнековый импеллер, расположенный в экструдере и простирающийся, по меньшей мере, частично в конусе экструдера; введение, по меньшей мере, одной вторичной фазы мыла в поток первичной непрерывной фазы мыла во входном лотке пресс-машины и экструдирование потока, содержащего первичную фазу мыла и, по меньшей мере, одну вторичную фазу мыла, через конус экструдера с помощью шнекового импеллера в области экструзии, с получением кускового мыла, имеющего запрессованные в него визуально различные фазы.
Краткое описание фигур
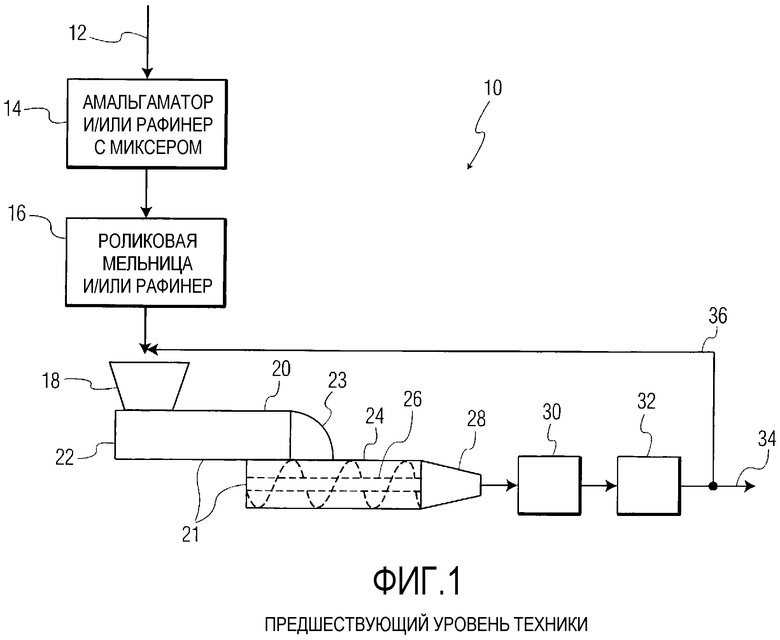
Фиг.1 представляет собой блок-схему, иллюстрирующую обычное устройство для экструдирования заготовок, которые могут при необходимости разрезаться и прессоваться в виде кускового мыла.
Фиг.2 иллюстрирует один из вариантов осуществления устройства для экструдирования кускового мыла, это устройство содержит двухступенчатую вакуумную пресс-машину, содержащую сужающийся шнек, простирающийся в конус экструдера, в соответствии с определенными аспектами концепции настоящего изобретения.
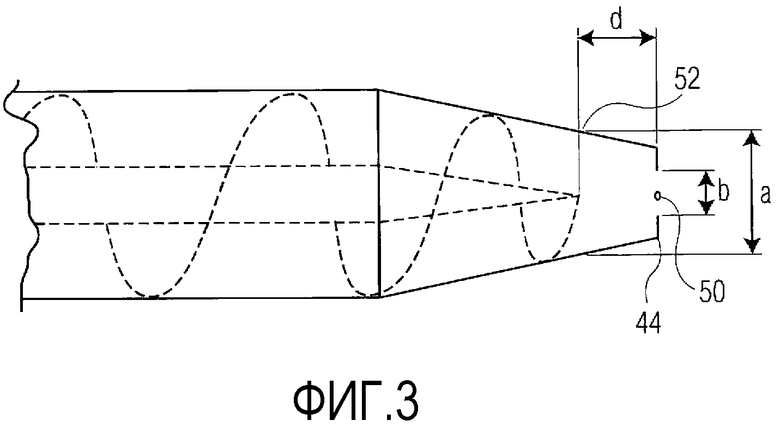
Фиг.3 представляет собой детальный вид в разрезе сужающегося шнека в области конуса экструдера на Фиг.2.
Фиг.3A представляет собой детальный вид в разрезе сужающегося шнека в области конуса экструдера на Фиг.2 с внутренним сужающимся конусом, установленным внутри конуса экструдера.
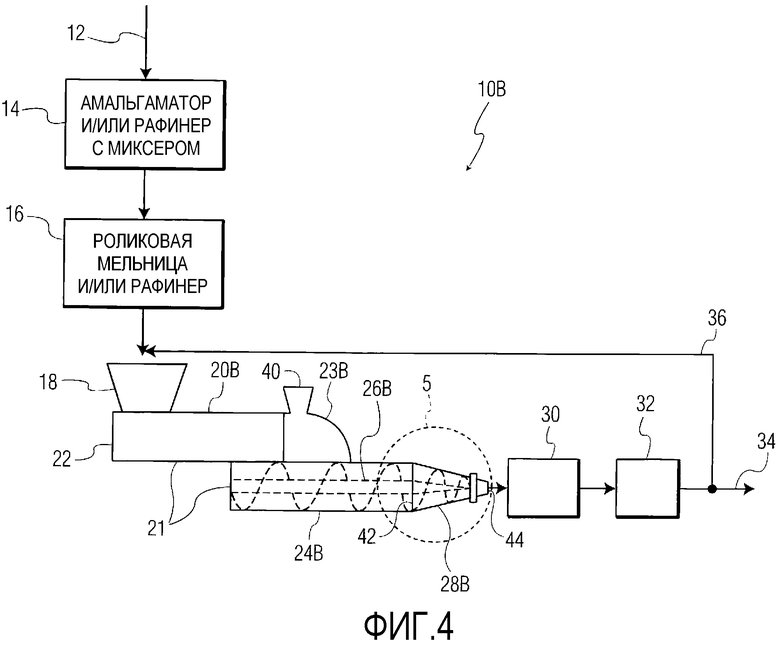
Фиг.4 иллюстрирует другой вариант осуществления устройства для экструдирования заготовок для кусков мыла, это устройство содержит двухступенчатую вакуумную пресс-машину, содержащую отделение цилиндра экструдера, имеющее сужающийся шнек, простирающийся в конус экструдера, и дополнительный конус, соединенный с конусом экструдера на выходе конуса экструдера, в соответствии с определенными аспектами концепции настоящего изобретения.
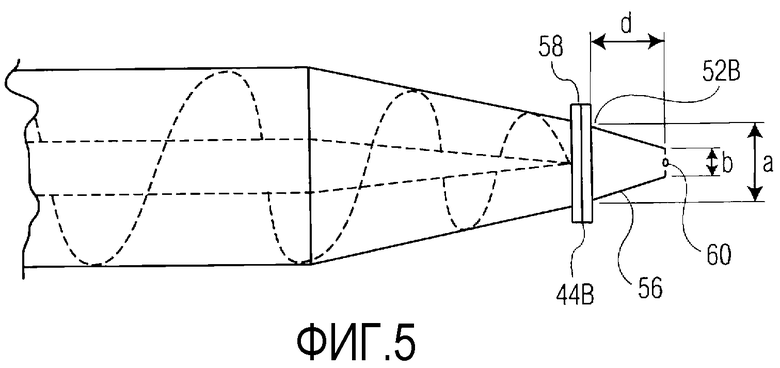
Фиг.5 представляет собой детальный вид в разрезе сужающегося шнека, с конусом экструдера, и содержащего дополнительный конус, как показано на Фиг.4.
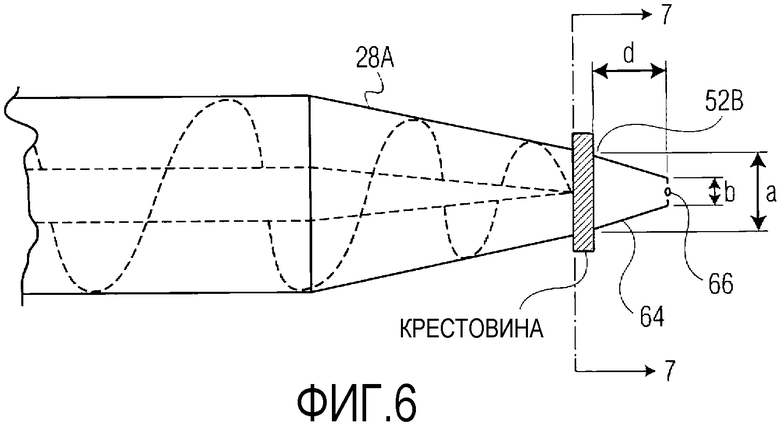
Фиг.6 иллюстрирует другой вариант осуществления устройства для экструдирования заготовок для кусков мыла, это устройство содержит крестовину, поддерживающую многогнездовую форму.
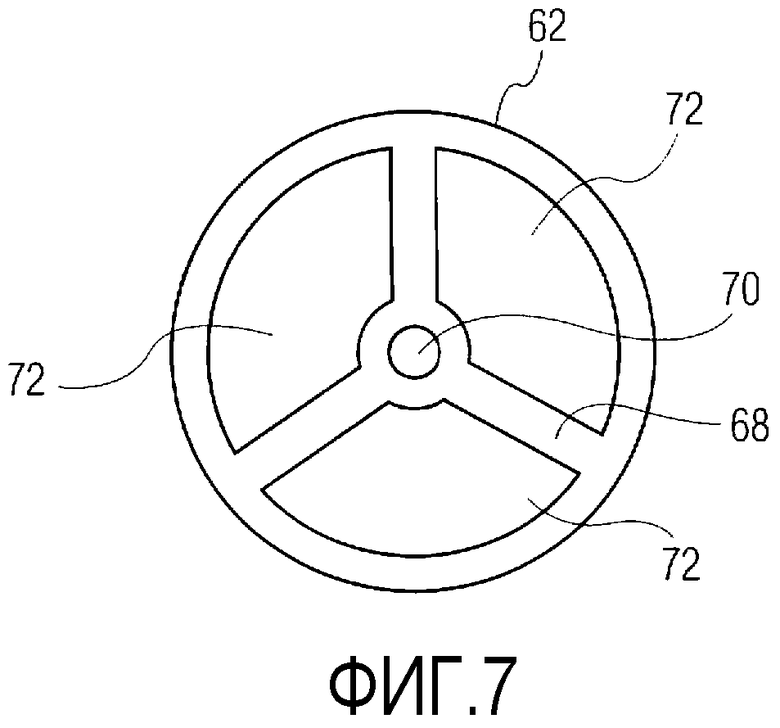
Фиг.7 представляет собой вид поперечного сечения крестовины, поддерживающей многогнездовую форму, взятый вдоль линии 7-7' на Фиг.6.
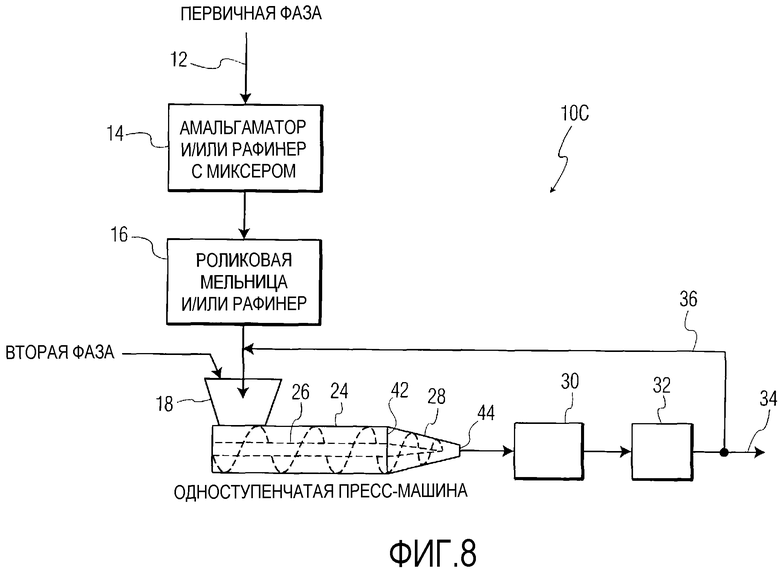
Фиг.8 иллюстрирует еще один вариант осуществления устройства для экструдирования заготовок мыла, это устройство содержит одноступенчатую пресс-машину, содержащую сужающийся шнек, простирающийся в конус экструдера, в соответствии с определенными аспектами концепции настоящего изобретения.
Подробное описание изобретения
В настоящем документе диапазоны используются вместо каждого и любого значения, которое находится в этом диапазоне. Может выбираться любое значение в этом диапазоне для того параметра, который определяется. Все используемые проценты, если не указано иного, представляют собой проценты массовые.
Теперь разработаны устройство и способ экструзии для получения многофазного куска мыла, содержащего первую фазу и, по меньшей мере, одну дополнительную фазу, где дополнительная фаза (фазы) может иметь сходную или чуть более высокую твердость по сравнению с твердостью первой фазы. В частности, использование сужающегося шнека, простирающегося, по меньшей мере, частично в область конуса (усеченного) экструдера для получения куска многофазного мыла, дает улучшенную эстетику куска с визуально различными фазами и/или делает возможным образование желаемых мраморообразных структур. Использование такой модифицированной конструкции шнекового экструдера делает получение желаемой эстетики куска гораздо более простым, поскольку могут использоваться простые формулы мыла, и не требуется специальных процессов или сложного оборудования для получения фаз мыла, в частности для получения более твердой второй фазы мыла, чтобы фазы не деформировались/не смешивались избыточно во время экструзии.
Соответственно, предусматривается способ экструзии для получения заготовок для многофазных кусков мыла, эти куски содержат непрерывную первичную фазу мыла и, по меньшей мере, одну вторичную твердую фазу мыла, запрессованную в нее. Способ включает прохождение потока первичной непрерывной фаз мыла через первую ступень линии отделки мыла, которая содержит рафинер, имеющий одну или несколько роликовых мельниц и пресс-машину. По меньшей мере, одна вторичная твердая фаза мыла вводится в поток первичной непрерывной фазы мыла через входной лоток/вакуумную камеру, расположенную позже в конструкции пресс-машины, для формирования объединенного потока первичной (непрерывной) и вторичной (дисперсной) фаз мыла. Поток, содержащий первичную и вторичную фазу, экструдируется с использованием шнека с сужающейся секцией, простирающейся в конус (усеченный) экструдера, и поток формируется в виде заготовок, имеющих запрессованные визуально отличные фазы, эти заготовки затем разрезаются и прессуются в виде кусков мыла. Сужающийся шнек простирается в конус экструдера достаточно для формирования "эффективной" зоны экструзии, для того чтобы в готовом куске наблюдались визуально различные фазы и/или желаемые мраморообразные структуры. Эта эффективная зона экструзии представляет собой область между концом сужающегося шнека и выходом конуса экструдера. В одном из вариантов осуществления отношение входной диаметр:выходной диаметр, как правило, составляет до 3:1. В других вариантах осуществления отношение составляет от 2,5:1 до 2:1 или от 1,5:1 до 1:1. Входной диаметр представляет собой диаметр конуса экструдера на конце сужающегося шнека внутри конуса экструдера, а выходной диаметр, измеряемый на выходе конуса (усеченного) экструдера, становится диаметром экструдируемой заготовки мыла.
В определенных аспектах настоящего изобретения конус экструдера необязательно содержит внутренний сужающийся конус. В другом аспекте настоящего изобретения, конус экструдера необязательно содержит меньший дополнительный конус (усеченный), присоединенный к выходу конуса экструдера, через который проходит технологический поток. В других аспектах эффективная область экструзии дополнительно содержит крестовину, поддерживающую многогнездовую форму, которая может располагаться на конце сужающегося шнека в конусе экструдера или может располагаться между выходом конуса экструдера и началом дополнительного конуса, если он присутствует.
Как иллюстрируется на Фиг.2, одношнековые и двухступенчатые (двухкамерные) экструдеры для получения кусков мыла (пресс-машины для мыла), как правило, содержат один или несколько входных лотков, один (одноцилиндровый) или два (двухступенчатый или сдвоенный) цилиндра экструдера, в которых устанавливаются с возможностью вращения один или несколько шнековых импеллеров, и конус экструдера. Один или несколько порошкообразных или гранулированных исходных материалов для мыла вводятся в устройство на одном конце цилиндра, через входной лоток, и затем материал переносится и сжимается с помощью вращающегося импеллерного шнека (шнеков) через отделение (отделения) цилиндра в конус (реально усеченный) экструдера для получения заготовок мыла, которые затем разрезаются и прессуются в желаемой форме (формах) куска мыла.
На Фиг.1 упрощенное схематическое изображение, в котором отсутствует вспомогательное оборудование, такое как устройство для получения вакуума, двигатели, исполнительные механизмы и тому подобное, иллюстрирует обычную линию 10 для отделки мыла, с использованием сдвоенной пресс-машины, технологический поток 12, как правило, содержащий материалы предшественников мыла (например, стружки, шарики, хлопья, кусочки и тому подобное), краситель, ароматизатор и другие ингредиенты, вводится в амальгаматор и/или смеситель-рафинер 14, где материалы технологического потока перемешиваются и/или смешиваются. Из 14 поток вводится в роликовую мельницу и/или рафинер 16 (необязательно, сдвоенный рафинер или одинарный рафинер, объединенный с одной или несколькими роликовыми мельницами) для дополнительной гомогенизации, затем вводится во входной лоток 18 и в первое (верхнее) отделение 22 цилиндра двухкамерной (сдвоенной) пресс-машины (экструдера) 21 для мыла, имеющей два различных отделения цилиндров экструдера, эта пресс-машина компактирует или сжимает поток, подвергая его воздействию определенной величины смешивания, и перемещает его на чертеже слева направо, в направлении камеры/соединения 23, где мыло может подвергаться воздействию вакуума для удаления любых пузырьков воздуха и/или где могут добавляться красящий агент или краситель или другие добавки, и/или мыло может разрезаться на сегменты перед введением под действием силы тяжести во второе (нижнее) отделение 24 цилиндра пресс-машины. В этом цилиндре вращающийся шнек компактирует и перемещает принудительно мыло в конус (усеченный) 28 экструдера и через него, из него формируются заготовки, эти заготовки необязательно попадают в резак 30, где заготовки разрезаются с образованием отдельных кусков мыла, и в пресс 32 для формования и/или печатания нарезанных кусков мыла. Затем твердые продукты 34 кускового мыла для личной гигиены/прачечной/бытового мытья покидают линию 10 отделки мыла, при этом избыточный материал мыла рециклируется с помощью соответствующих средств 36 назад во входной лоток 18 для повторной переработки в двухступенчатой пресс-машине 20.
Когда многофазные куски мыла производятся с помощью обычных экструдеров в способах на линиях отделки мыла, это получение часто включает сложные процессы выбора и приготовления соответствующих композиций мыла для каждой фазы. Например, для поддержания визуально различных фаз при экструдировании многофазных кусков мыла твердость соответствующих фаз выбирается для облегчения включения или запрессовывания второй фазы в первую фазу, в то же время, избыточно не смешивая, не перемешивая, не растирая или не растягивая вторую фазу внутри первой фазы, для достижения желаемой эстетики. Таким образом, в обычных способах, когда экструдируют кусковое мыло, в котором вторая фаза запрессована внутри первой фазы, вторая твердая фаза часто выбирается с получением значительно более высокой твердости по сравнению с первичной фазой мыла, в то время как вторичная фаза соответствующим образом противостоит различным физическим силам, связанным с процессом обработки в пресс-машине для мыла с целью поддержания желаемых визуально различных фаз.
Предлагаемая конструкция экструдера и способ экструзии преодолевают недостатки, связанные со стандартными способами экструзии мыла для получения многофазного куска мыла, такого как те, которые имеют первую твердую фазу и дисперсную вторую твердую фазу, диспергированную в ней (например, полупрозрачную, непрозрачную или другую вторую фазу). Как используется в настоящем документе для удобства, многофазное мыло упоминается как имеющее первую непрерывную фазу и вторую дискретную, дисперсную фазу, диспергированную в ней, однако настоящее описание предполагает и наличие множества фаз в композиции твердого мыла. В определенных аспектах имеются, по меньшей мере, две визуально или композиционно различные фазы.
В соответствии с настоящим описанием, экструдер в способе получения куска мыла имеет сужающийся шнек, простирающийся в область конуса экструдера, с формированием "эффективной" зоны экструзии, которая имеет меньшую длину и относительно низкое отношение диаметра поперечного сечения входа к диаметру выхода в этой эффективной области экструзии, что устраняет ключевое растирание/растягивание, которое обычно происходит в способе обработки в экструдере.
В соответствии с концепцией настоящего изобретения, предусматриваются способы, которые формируют твердые мыла посредством использования устройств пресс-машин и устройств, поддерживающих экструзию, которые делают возможным более широкий выбор свойств и композиций (например, фаз) материала мыла и обеспечивают эстетически отличное и эстетически приятное многофазное кусковое мыло. Как отмечено выше, область экструзии конструируется так, чтобы она была более короткой и имела более низкое отношение площади поперечных сечений входа и выхода, соответственно, по сравнению с обычными конструкциями.
В определенных аспектах способ экструзии с получением твердого куска мыла, содержащего непрерывную первичную фазу мыла, и, по меньшей мере, одну вторичную твердую фазу мыла, запрессованную в ней, изображен с помощью линии 10A отделки мыла на Фиг.2, у которой конфигурация и нумерация компонентов сходна с линией 10 на Фиг.1. Исходные материалы первой первичной фазы мыла вводятся в технологический поток 12, который поступает в амальгаматор/рафинер с миксером 14 и в роликовую мельницу и/или рафинер 16. Технологический поток поступает в лоток 18 для введения в двухступенчатую пресс-машину 20A, имеющую цилиндрические отделения 21 экструдера первой и второй ступени. Шнек 26A второй ступени отличается от второго шнека 26 на Фиг.1, как будет обсуждаться более подробно ниже. Материал технологического потока (первые материалы первичной фазы мыла) покидает цилиндрическое отделение 22 экструдера первой ступени и поступает в камеру/соединение 23A между соответствующими отделениями 21 экструдера.
По меньшей мере, одна вторичная твердая фаза мыла вводится с помощью второго технологического потока в первый технологический поток (первичные материалы мыла) через вход 40 в камере/соединении 23A с образованием объединенного потока первичной и вторичной фаз мыла. Второй технологический поток может быть жидким или может находиться в твердой форме (стружки, хлопья, шарики, кусочки, частицы и тому подобное), когда он вводится в камеру/соединение 23A. Физическая форма второго технологического потока может выбираться на основе желаемой эстетики многофазного твердого кускового мыла. Например, форма и размер твердых вторичных фаз выбираются так, что они приводят к желаемому размеру и к конечным визуальным эффектам/визуальной эстетике кускового мыла, как понятно специалистам в данной области. Кроме того, способ может отличаться от устройства, показанного на Фиг.2, например второй технологической поток может инжектироваться в жидкой форме в различных точках вдоль отделения 24A цилиндра экструдера или конуса 28A экструдера для достижения различной эстетики при смешивании, например для получения эффекта мраморности. Также точка введения вторичной фазы мыла может представлять собой вход 18 перед поступлением в отделение 24A цилиндра экструдера второй ступени.
В одном из вариантов осуществления имеется минимальное смешивание, растяжение и/или растирание вторичной фазы мыла во время способа экструзии. Под минимальным подразумевается, что две различных фазы могут быть видны в конечном продукте мыла обычным наблюдателем, имеющим зрение 20/20 или скорректированное зрение 20/20, на расстоянии 30 см.
Вал 26A шнекового импеллера принудительно перемещает смесь первичной и вторичной фаз мыла через выход в коническом (усеченном) конце 44 экструдера. Как отмечено выше, в различных аспектах поток проходит через конус экструдера, имеющий сужающийся шнек, простирающийся в нем.
В определенных аспектах настоящего описания шнек второй ступени модифицируется так, чтобы он имел сужающийся шнек 26A или присоединенную часть сужающегося шнека на конце 26A (не показано), которая простирается, по меньшей мере, в часть конуса экструдера, имеющую постепенно уменьшающийся диаметр. Таким образом, вместо конуса экструдера, такого как 28 на Фиг.1, шнек 26A второй ступени или присоединенная часть сужающегося шнека, если она присутствует, сужается до меньшего диаметра, когда она подходит к дальнему концу 44. Однако конус экструдера может дополнительно содержать другие компоненты, такие как внутренний конус, установленный внутри конуса экструдера, дополнительный конус, присоединенный к дальнему концу 44 конуса 28A экструдера, или крестовину, поддерживающую многогнездовую форму, установленную на конце сужающегося шнека внутри конуса экструдера, или присоединенное в точке соединения между конусом экструдера и дополнительным конусом.
В соответствии с различными аспектами концепции настоящего изобретения, модифицированный шнек 26A второй ступени, показанный на Фиг.2, показан более подробно на Фиг.3. Вал 26A шнекового импеллера конструируется для перемещения материала технологического потока через отделение 24A цилиндра экструдера второй ступени к дальнему концу 44 конуса экструдера, что дает в результате эффективную зону экструзии с входной областью 52, и материал экструдируется через выход 50. Эффективная зона экструзии имеет первый (входной) диаметр, обозначенный как "a", и второй диаметр, обозначенный как "b", на выходе 50. Первый диаметр поперечного сечения "a" соответствует точке конца сужающегося шнека 52 на входе эффективной зоны экструзии. Второй диаметр поперечного сечения "b" соответствует концу эффективной зоны 44 экструзии, где выходит заготовка мыла, которая имеет такой же диаметр, как и экструдируемая заготовка. В других аспектах отношение входного и выходного диаметров (a:b), также упоминаемое в настоящем документе как отношение входного диаметра к выходному диаметру, составляет 3:1; предпочтительно, 2,5:1; более предпочтительно, 2:1; еще более предпочтительно, 1,7:1, а в определенных аспектах, 1,5 или 1:1. Такие отношения входного диаметра к выходному диаметру при экструзии или при слиянии смесей мыла в заготовки и в конечном счете в куски мыла являются особенно желательными и они также применимы к области эффективной экструзии в целом (включая другие компоненты, такие как сужающийся внутренний конус, любой дополнительный конус и/или любые крестовины). В обычном способе эта эффективная зона экструзии обычно имеет отношение входного диаметра к выходному диаметру приблизительно в пределах между 4,5:1 и 10:1.
В различных аспектах расстояние "d", определяемое входной областью 52 до выхода 50, минимизируется, чтобы оно было относительно коротким по сравнению с обычным оборудованием для экструзии. Например, в определенных аспектах, "d" выбирается, чтобы оно было равным или меньшим чем 200 мм, предпочтительно, равным или меньшим чем 150 мм, необязательно, равным или меньшим чем 80 мм. В определенных аспектах "d" составляет от 40 до 80 мм по сравнению с обычным оборудованием для экструзии, где оно составляет от 450 мм до 650 мм. Таким образом, многофазные куски мыла, полученные с помощью способа с использованием экструзионного устройства пресс-машины, имеющего эффективную зону экструзии или зону слияния с относительно низким отношением входного диаметра к выходному диаметру и/или с уменьшенной длиной между входом и выходом, обеспечивают экструдируемую заготовку для куска мыла, имеющую улучшенную эстетику, и, кроме того, делают возможным использование более разнообразных композиций мыла и свойств твердости для соответствующих фаз.
Возвращаясь опять к Фиг.2, здесь, после выхода из конуса (усеченного) экструдера, содержащего внутри сужающийся шнек, смесь технологического потока из первичной и вторичной фаз проходит затем через резак 30 и пресс 32 с получением кусков твердого многофазного мыла, имеющих первую и вторую фазы мыла, смешанные в нем желаемым образом.
В определенных аспектах конус экструдера, содержащий сужающийся шнек, может, кроме того, содержать внутренний конус 28A, установленный внутри него в направлении конца конуса экструдера, который подобным же образом обеспечивает эффективную область экструзии с соответствующим низким отношением входного диаметра к выходному диаметру, так, как показано на Фиг.3A. Линия отделки мыла сходна с уже обсуждавшимися вариантами осуществления. Отношение входного диаметра к выходному диаметру сходно с тем, что описано выше. Первый (входной) диаметр "a" соответствует входу 52, он сравнивается со вторым (выходным) диаметром "b" на выходе 50 сужающегося внутреннего конуса (усеченный). Подобным же образом длина "d" секции экструзии простирается от входа 52 до выхода 50.
В определенных аспектах конус экструдера, содержащий сужающийся шнек, может дополнительно содержать присоединенный дополнительный конус, который подобным же образом обеспечивает эффективную область экструзии с соответствующим низким отношением входного диаметра к выходному диаметру, как показано на Фиг.4 и 5. Линия отделки мыла сходна с уже обсуждавшимися вариантами осуществления, за исключением того, что двухступенчатая вакуумная пресс-машина 20B имеет дополнительный конус 56, присоединенный на дальнем конце 44B. Дополнительный конус необязательно соединяется с дальним концом 44B, например, через соответствующие соединительные фланцы 58. Отношение входного диаметра к выходному диаметру сходно с тем, что описано выше; однако первый (входной) диаметр "a" соответствует входу 52B, он сравнивается со вторым (выходным) диаметром "b" на выходе 60 сужающегося дополнительного конуса (усеченного) 56. Подобным же образом длина "d" секции экструзии простирается от входа 52B до выхода 60 дополнительного конуса 56.
Фиг.6 и 7 показывают альтернативный вариант осуществления устройства пресс-машины для многофазной экструзии, где конус 28A экструдера дополнительно содержит присоединяемую крестовину 62, поддерживающую многогнездовую форму, расположенную между дальним концом 44 конуса 28A экструдера и дополнительным конусом 64. Крестовины хорошо известны в данной области, и одна из иллюстративных конфигураций показана на Фиг.7, где крестовина 62 имеет множество спиц 68, которые сходятся вместе в 70, с образованием отверстий 72, через которые протекает технологический материал, когда он проходит от дальнего конца 44 конуса (усеченного) 28A экструдера, затем через дополнительный конус 64, и наконец, экструдируется из выхода 66, как показано на Фиг.6. Таким образом, эффективная область экструзии имеет общее отношение соответствующих диаметров входа 52 к выходу дополнительного конуса 66, другими словами, отношение входного диаметра к выходному диаметру представлено как a:b. Кроме того, что оно выполняет функцию центрирования шнека, оно также может использоваться в описываемых в настоящем документе способах для создания желаемой мраморообразной структуры. Когда технологический поток проходит через отверстия 72 крестовины 62, поддерживающей многогнездовую форму, образуются определенные структуры деформации/течения материала мыла, таким образом делается возможным достижение желаемой эстетики экструдируемых заготовок и возможных кусков мыла.
В определенных других аспектах двухступенчатая пресс-машина заменяется одноступенчатой пресс-машиной с сужающимся шнеком, простирающимся, по меньшей мере, частично в конус экструдера. В другом аспекте двухступенчатая пресс-машина может также объединяться с другими устройствами, такими как внутренний конус, дополнительный конус и/или крестовина, поддерживающая многогнездовую форму.
В другом варианте осуществления сужающийся шнек имеет, по меньшей мере, одну бороздку, простирающуюся в продольном направлении в конус экструдера.
В другом варианте осуществления по меньшей мере, одна вторичная твердая фаза мыла содержит полупрозрачное мыло.
В другом варианте осуществления по меньшей мере, одна вторичная твердая фаза мыла содержит непрозрачное мыло.
Заготовки и куски многофазного мыла, сформированные в соответствии с концепцией настоящего изобретения, содержат непрерывную фазу и дисперсную фазу. Желательно, чтобы содержание влажности второй фазы было гораздо выше, когда такая вторая фаза используется в соответствии со способами экструзии настоящего описания, по сравнению с использованием в обычных способах экструзии многофазного мыла. В одном из вариантов осуществления настоящего изобретения стружка прозрачного мыла имеет типичное содержание влажности от 16% до 18% по сравнению с обычным способом экструзии многофазного мыла с влажностью ≤ 12%. Вторая фаза, имеющая более высокое содержание влажности, как правило, имеет соответственно уменьшенное значение твердости. В другом варианте осуществления твердая непрерывная фаза и твердая масса дисперсной фазы объединяются в куске твердого многофазного мыла посредством помещения вместе материалов для соответствующих фаз в миксер, в определенном диапазоне температур (от 35 до 55°C или от 38 до 45°C), с последующим экструдированием и формованием, с образованием конечных заготовок.
Непрерывная твердая фаза мыла
Композиция куска содержит от 55 до 99% непрерывной фазы, в другом варианте осуществления - от 75 до 95%, а еще в одном варианте осуществления - от 80 до 90%.
Непрерывная фаза содержит основание поверхностно-активного вещества или моющего средства для мытья кожи и необязательный пластифицирующий агент, использующийся для контроля его консистенции.
Дисперсная фаза
Дисперсная фаза может представлять собой от 1 до 35% куска в одном из вариантов осуществления, от 5 до 25% в другом варианте осуществления и от 10 до 20% еще в одном варианте осуществления. Как правило, форма, распределение и качество поверхности (например то, как она отличается визуально) дисперсной фазы придают куску приятную визуальную эстетику, а в определенных аспектах качество предмета, изготовленного вручную.
В определенных аспектах области дисперсной фазы куска твердого многофазного мыла могут иметь разнообразные формы. Например, области могут выглядеть в поперечном сечении как приблизительно сплющенные или продолговатые сфероиды, диски, цилиндры, призмы, ромбоиды, кубы или полумесяцы, или они могут иметь нерегулярные формы. В определенных аспектах такие области дисперсной фазы имеют наибольший размер от 3 до 70 миллиметров в длину, в других - от 5 до 50, а еще в одних - от 5 до 35 миллиметров. Как обсуждалось выше, область дисперсной фазы необязательно вводится посредством инжектирования жидкости дисперсных фаз, которые могут образовывать ленты, полосы, мраморный узор и тому подобное.
Кроме того, либо непрерывная либо дисперсная фаза может быть сделана многоцветной, например мраморообразной, посредством тщательного использования красящих агентов/красителей, как хорошо известно в данной области.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНДИТЕРСКИЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2524182C2 |
| ЭКСТРАКТИВНАЯ ЭКСТРУЗИЯ ТАБАЧНОГО МАТЕРИАЛА | 2009 |
|
RU2497421C2 |
| МНОГОФАЗНЫЙ ОЧИЩАЮЩИЙ КУСОК (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ МНОГОФАЗНОГО ОЧИЩАЮЩЕГО КУСКА (ВАРИАНТЫ) | 2001 |
|
RU2266317C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ШОКОЛАДА ИЛИ ЖИРОСОДЕРЖАЩЕГО КОНДИТЕРСКОГО МАТЕРИАЛА И МАТЕРИАЛ, ПОЛУЧАЕМЫЙ ЭТИМ СПОСОБОМ | 1997 |
|
RU2181547C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМБИНИРОВАННОГО ПИЩЕВОГО ПРОДУКТА ПОСРЕДСТВОМ СДВОЕННОЙ ЭКСТРУЗИИ | 2000 |
|
RU2269281C2 |
| ЭКСТРУДИРОВАННЫЕ МНОГОФАЗНЫЕ БРУСКИ, ДЕМОНСТРИРУЮЩИЕ ВНЕШНИЙ ВИД ИСКУСНО ИЗГОТОВЛЕННЫХ ВРУЧНУЮ, СПОСОБЫ ИХ ПРОИЗВОДСТВА И СПОСОБЫ ИСПОЛЬЗОВАНИЯ | 2003 |
|
RU2337947C2 |
| МЕСИЛЬНОЕ УСТРОЙСТВО И СПОСОБ ПРИГОТОВЛЕНИЯ МАКАРОННЫХ ИЗДЕЛИЙ ИЗ ТЕСТА | 1990 |
|
RU2005379C1 |
| СПОСОБ И УСТРОЙСТВО, ИСПОЛЬЗУЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 2005 |
|
RU2298474C2 |
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2003 |
|
RU2214917C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭКСТРУДАТОВ | 2011 |
|
RU2460315C1 |


Настоящее изобретение относится к способу экструзии для получения твердого мыла, включающему введение композиции мыла в экструдер, имеющий корпус с входом и выходом и шнековый импеллер, проходящий через экструдер, где, по меньшей мере, часть корпуса от входа до выхода корпуса и заканчивающаяся на выходе сужается с образованием части корпуса с уменьшенной площадью поперечного сечения, и шнековый импеллер простирается, по меньшей мере, частично в сужающуюся часть экструдера, где заканчивается шнековый импеллер, и экструдирование композиции мыла через экструдер. Также настоящее изобретение относится способу получения многофазного кускового мыла. Техническим результатом настоящего изобретения является упрощение технологии получения кускового мыла желаемой формы и структуры. 2 н. и 16 з.п. ф-лы, 8 ил.
1. Способ экструзии для получения продукта твердого мыла, включающий введение композиции мыла в экструдер, имеющий корпус с входом и выходом и шнековый импеллер, проходящий через экструдер, где, по меньшей мере, часть корпуса от входа до выхода корпуса, и заканчивающаяся на выходе, сужается с образованием части корпуса с уменьшенной площадью поперечного сечения, и шнековый импеллер простирается, по меньшей мере, частично в сужающуюся часть экструдера, где заканчивается шнековый импеллер, и экструдирование композиции мыла через экструдер.
2. Способ экструзии по п.1, где сужающаяся часть экструдера представляет собой конус экструдера.
3. Способ экструзии по п.1, где часть шнека экструдера, которая располагается в сужающейся части корпуса, сужается.
4. Способ экструзии по п.1, где часть шнека экструдера, которая располагается в сужающейся части корпуса, имеет сужающуюся часть, присоединенную на конце шнека экструдера.
5. Способ экструзии по п.1, в котором отношение диаметра корпуса экструдера на конце шнекового импеллера к диаметру корпуса экструдера на выходе экструдера составляет от 3 до 1 или меньше.
6. Способ экструзии по п.1, где продукт твердого мыла содержит непрерывную первичную фазу мыла и, по меньшей мере, одну вторичную твердую фазу мыла, запрессованную в ней, включающий:
(a) введение первичной фазы мыла в первую ступень вакуумной пресс-машины, имеющей первую ступень и вторую ступень, и экструдирование первичной фазы мыла через первую ступень вакуумной пресс-машины и во вторую ступень вакуумной пресс-машины;
(b) введение, по меньшей мере, одной вторичной твердой фазы мыла во вторую ступень вакуумной пресс-машины для формирования смеси первичной и вторичной фаз мыла; и
(c) экструдирование смеси через остальную часть второй ступени пресс-машины.
7. Способ экструзии по п.1, в котором внутренний сужающийся конус с входом и выходом устанавливается внутри сужающейся части корпуса экструдера таким образом, что выход внутреннего сужающегося конуса соединен с выходом корпуса экструдера.
8. Способ экструзии по п.6, где сужающаяся часть корпуса экструдера содержит дополнительный конус, соединенный с выходом корпуса экструдера, и через него смесь первичной и вторичной фаз мыла проходит после выхода из сужающейся части.
9. Способ экструзии по п.6, где во второй ступени, по меньшей мере, одна бороздка в корпусе экструдера простирается в продольном направлении вдоль сужающейся части и в нее.
10. Способ экструзии по п.1, дополнительно включающий применение крестовины, поддерживающей многогнездовую форму, расположенной на конце сужающейся части экструдера.
11. Способ получения многофазного кускового мыла, включающий:
обработку потока, содержащего первичную фазу мыла в, по меньшей мере, одном рафинере, а затем в пресс-машине, содержащей корпус пресс-машины, входной лоток для приема материала, который должен экструдироваться, экструдер, выход, через который выходит материал, который экструдируется, и конус экструдера, уменьшающийся в поперечном сечении в направлении конца, соответствующего этому выходу, через входной лоток, шнековый импеллер, расположенный в экструдере и простирающийся, по меньшей мере, частично в конус экструдера;
введение, по меньшей мере, одной вторичной фазы мыла в поток первичной непрерывной фазы мыла во входной лоток пресс-машины; и
экструдирование потока, содержащего первичную фазу мыла и, по меньшей мере, одну вторичную фазу мыла, через конус экструдера со шнековым импеллером в области экструзии, с получением кускового мыла, имеющего запрессованные визуально различные фазы.
12. Способ по п.11, в котором внутренний сужающийся конус устанавливается внутри конуса экструдера непосредственно перед выходом экструдера.
13. Способ по п.11, в котором конус экструдера содержит дополнительный конус, присоединенный к его концу, и через него первичная фаза мыла и, по меньшей мере, одна вторичная фаза мыла проходят после выхода из конуса экструдера.
14. Способ по п.11, в котором, по меньшей мере, одна бороздка простирается в продольном направлении вдоль корпуса пресс-машины и в конус экструдера.
15. Способ по п.11, где отношение диаметра корпуса пресс-машины на конце шнекового экструдера к диаметру корпуса экструдера на выходе экструдера составляет от 3 до 1 или меньше.
16. Способ по п.11, где имеется минимальное смешивание, растяжение и/или растирание вторичной твердой фазы мыла во время способа экструзии.
17. Способ по п.11, дополнительно включающий применение крестовины, поддерживающей многогнездовую форму, расположенной на конце сужающейся части экструдера.
18. Способ по п.11, где расстояние от конца шнекового импеллера до выхода равно или меньше, чем 200 мм.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ формования кусков мыла из нескольких разноцветных мыльных масс | 1974 |
|
SU504838A1 |
| Устройство для снижения трения в трубопроводах и шлангах | 1981 |
|
SU983337A1 |
| Прибор для компостирования (пробивки) железнодорожных билетов | 1926 |
|
SU4966A1 |

