Область техники, к которой относится изобретение
Настоящее изобретение относится к автоматическим жарочным шкафам для приготовления различных партий пищевых продуктов. Автоматические жарочные шкафы настоящего изобретения находят конкретное применение в ресторанах быстрого обслуживания и быстрого питания. В частности, настоящее изобретение относится к удобным для применения автоматическим жарочным шкафам для жарки партий различных пищевых продуктов с использованием беспламенной горелки, расположенной под обрабатываемым пищевым продуктом и с изменением инфракрасной энергии, излучаемой тепловым источником, установленным над обрабатываемым пищевым продуктом.
Уровень техники
Приготовление различных пищевых продуктов с помощью цепного конвейера известно в индустрии быстрого питания. Обычно устройства для приготовления пищи с помощью цепного конвейера содержат непрерывно перемещающуюся конвейерную поверхность для приготовления, смещающуюся вблизи нагревательных элементов. Такие устройства для приготовления пищи с помощью цепного конвейера обеспечивают непрерывное последовательное приготовление пищевых продуктов, например, пирожков с мясом и, следовательно, помогают в периоды большого спроса в ресторанах быстрого питания. Устройства конвейерного приготовления пищи также повышают эффективность кухонных операций путем равномерного приготовления одинаковых пищевых продуктов, не требующего постоянного внимания со стороны повара.
Однако такие устройства приготовления пищи с помощью цепного конвейера имеют значительные недостатки, например, невозможность быстрого и эффективного изменения профиля приготовления пищи, так чтобы устройство могло равномерно приготовить один отдельный пищевой продукт или партию пищевых продуктов, и затем последовательно равномерно приготовить другой пищевой продукт или партию пищевых продуктов. Например, устройства приготовления пищи с помощью цепного конвейера не могут быстро и эффективно изменить тепловую мощность теплового источника для надлежащего приготовления мяса различных категорий или продуктов различного размера.
В патенте США No. 4,924,767 даются указания, каким образом устройства последовательного конвейерного приготовления пищи с термоэлементами, имеющими переменную нагрузку и низкую тепловую массу, приспособить к различным пищевым продуктам. Эти термоэлементы обеспечивают быстрое охлаждение зоны тепловой обработки, чтобы предотвратить горение последовательно обрабатываемых пищевых продуктов. Однако, к сожалению, тепловая энергия теряется. В результате конвейерного перемещения и переменных нагрузок термоэлементы не излучают тепло непрерывно и равномерно непосредственно на пищевые продукты. Дополнительное тепло теряется из-за незащищенности зоны тепловой обработки. Дополнительно, показаны только электрические термоэлементы и, следовательно, не решаются проблемы, связанные с подгонкой изменяющихся нагрузок тепловой обработки к различным пищевым продуктам при использовании газовых горелок или жарки на открытом огне.
Типичные устройства конвейерного приготовления пищи имеют дополнительные недостатки. Например, хотя такие устройства и обеспечивают непрерывное последовательное приготовление пищевых продуктов, эффективность кухонных операций не является максимальной. Загрузка партиями не осуществляется. Вместо этого оператор должен устанавливать отдельные продукты на входе конвейерной поверхности для тепловой обработки. Дополнительно, непрерывное перемещение конвейерной поверхности для приготовления и связанных компонентов кинематической цепи делают устройства труднодоступными для чистки, техническое обслуживание трудным и дорогим (в отношении деталей, труда и времени простоя) и более чувствительным к поломке. Более того, такие устройства обычно не имеют полностью закрытой камеры для приготовления, что облегчает попадание мусора и потерю теплового коэффициента полезного действия.
Имеются и другие проблемы, связанные с типичными обычными системами управления. Эти известные системы управления, например, термостаты, регулируют температуру в устройстве приготовления пищи. Обычные средства управления основаны на системе с контуром обратной связи, что приводит к проблемам, особенно во время процесса приготовления пищи, включая неточную температуру тепловой обработки и температурные градиенты. В результате, продукты могут подвергаться недостаточной или избыточной тепловой обработке, следовательно, снижается качество готового продукта. Далее, типичные устройства приготовления пищи не способны различать разные этапы нагрева, например, предварительный подогрев от холодного этапа, предварительный подогрев от горячего этапа, этап приготовления и этап ожидания. Дополнительно, типичные устройства приготовления пищи не максимизируют эффективность устройств при работе на этих этапах или при переходе между этими этапами.
Еще один недостаток систем управления, связанных с конвейерными устройствами приготовления пищи, указан в патенте США No. 4,924,767. Устройство приготовления пищи управляется только термостатом. Это приводит к возникновению различных проблем, включая неточную температуру тепловой обработки и температурные градиенты, что приводит к низкому качеству готового продукта. Эти проблемы усложняются конвейерной конструкцией устройства и его использованием в коммерческой среде. Более того, описанное средство управления не может быть запрограммировано, не может проводить проверку системы или обнаруживать неполадки системы, не может отслеживать статистические данные и не обеспечивает аудио- или видеоиндикацию состояния системы.
Специалистам в данной области техники понятно, что имеется разница между жаркой на открытом огне и запеканием. Обычно при жарке на открытом огне требуется температура около 500°F или более. Дополнительно, жарка на открытом огне включает в себя первоначальное воздействие световым излучением для фиксации соков и запаха. В результате, приготовляемый продукт становится более сочным и ароматным в дополнение к привлекательной коричневой наружной текстуре. Выпекание, с другой стороны, обычно требует температуру около 450°F или меньше. Запекание включает в себя приготовление без первоначального воздействия световым излучением, что может привести к получению сухого и безвкусного продукта с непривлекательной текстурой и цветом.
Желая приготовить жареное, а не запеченное мясо, можно столкнуться со многими из вышеупомянутых проблем, связанных с обычными конвейерными устройствами последовательного приготовления пищи. Например, такие устройства не могут быстро и эффективно изменить тепловую мощность тепловых источников, чтобы должным образом зажарить вначале мясные продукты, а затем куриные грудки. Подобные проблемы непереналаживаемости наблюдаются при последовательной тепловой обработке партий мясных продуктов, когда отдельные продукты одной партии отличаются по размеру от отдельных продуктов следующей партии, например, партии больших пирожков с мясом в сравнении с партией маленьких пирожков. Более того, когда конкретно требуется жарка на открытом огне, изменение тепловой интенсивности между последующими партиями пищевых продуктов приводит к выполнению неэффективных действий и к потере теплового кпд.
Поэтому было решено создать автоматический разгружающийся жарочный шкаф, способный изменять инфракрасную энергию, направляемую на пищевой продукт, в зависимости от типа пищевого продукта и размера партии, которая подлежит жарке, при этом устраняются вышеупомянутые проблемы в данной области техники.
Раскрытие изобретения
Все вышеизложенное демонстрирует потребность в создании жарочного шкафа с изменяющейся инфракрасной интенсивностью, в который пищевой продукт легко загружается и выгружается, и способа применения такого жарочного шкафа, чтобы быстро и эффективно разместить в меню различные партии пищевых продуктов. Такой жарочный шкаф и способ также должны быть просты в использовании и иметь соответствующую стоимость, которая предусматривает использование в существующих ресторанах быстрого питания.
Следовательно, задачей настоящего изобретения является создание разгрузочного жарочного шкафа для тепловой обработки партий пищевых продуктов и способа применения, который устраняет вышеупомянутые недостатки предшествующего уровня техники.
Другой задачей настоящего изобретения является создание жарочного шкафа, который содержит конвейерную поверхность для тепловой обработки, нижний тепловой источник, верхний импульсный тепловой источник и систему управления для изменения интенсивности инфракрасной энергии, генерируемой верхним тепловым источником. Также система управления регулирует время тепловой обработки и соответствующим образом активирует конвейерную поверхность для тепловой обработки в соответствии с заданным профилем тепловой обработки.
Еще одной задачей настоящего изобретения является создание жарочного шкафа, который включает в себя блок управления с заданными профилями тепловой обработки заранее выбранных пищевых продуктов из условия, чтобы пользователь мог выбрать соответствующий профиль тепловой обработки нужного пищевого продукта.
Еще одной задачей настоящего изобретения является создание жарочного шкафа, который включает в себя блок управления для активации верхнего и нижнего нагревательных элементов независимо друг от друга и для разрешения или недопущения ввода пищевых продуктов в жарочный шкаф в зависимости от состояния жарочного шкафа.
Еще одной задачей настоящего изобретения является создание жарочного шкафа, который включает в себя блок управления для быстрого и автоматического регулирования температур, времени тепловой обработки, и цикла элементов, излучающих инфракрасный свет, посредством этого устанавливая конкретные профили тепловой обработки для конкретных видов пищевых продуктов.
Еще одной задачей настоящего изобретения является создание жарочного шкафа, который включает в себя блок управления, который вырабатывает выходной сигнал для индикации фактического профиля тепловой обработки.
Еще одной задачей настоящего изобретения является создание жарочного шкафа, который включает в себя блок управления, который вырабатывает выходной сигнал для индикации состояния жарочного шкафа.
Еще одной задачей настоящего изобретения является создание жарочного шкафа, который включает в себя блок управления, который может хранить и выводить на экран статистические данные о рабочих характеристиках жарочного шкафа и рабочих условиях.
Еще одной задачей настоящего изобретения является создание жарочного шкафа, который включает в себя блок управления, который обнаруживает различные функциональные неполадки жарочного шкафа и обладает способностью диагностировать и исправлять эти неполадки.
Еще одной задачей настоящего изобретения является создание переналаживаемого автоматического разгрузочного жарочного шкафа, который включает в себя блок управления для быстрого и автоматического регулирования температур, времени тепловой обработки, и цикла элементов, излучающих инфракрасный свет, посредством этого устанавливая конкретные профили тепловой обработки для конкретных видов пищевых продуктов.
Еще одной задачей настоящего изобретения является создание жарочного шкафа, который содержит корпус, повышающий эффективность эксплуатации и термический коэффициент полезного действия.
Еще одной задачей настоящего изобретения является создание жарочного шкафа, который дополнительно содержит отверстие в передней панели для загрузки партий пищевых продуктов, второе отверстие в боковой панели для разгрузки партий готовых пищевых продуктов, автоматическую дверь/загрузочное устройство для сохранения тепловых границ и обеспечения надлежащего размещения партий пищевых продуктов на конвейерной поверхности для тепловой обработки, и дополнительно имеет разгрузочный наклонный лоток для спуска партий готовых пищевых продуктов в удерживающие поддоны.
Также дополнительной задачей настоящего изобретения является создание способа тепловой обработки, включающего в себя этап загрузки партии пищевых продуктов на конвейерную поверхность для тепловой обработки, этап тепловой обработки пищевых продуктов на неподвижной конвейерной поверхности и этап активации конвейерной поверхности по завершении процесса тепловой обработки при условии, чтобы пищевые продукты были выгружены.
Также дополнительной задачей настоящего изобретения является создание способа тепловой обработки, включающего в себя этап загрузки партии пищевых продуктов на конвейерную поверхность для тепловой обработки, этап возвратно-поступательного движения, совершаемого конвейерной поверхностью во время тепловой обработки для оптимизации равномерности тепловой обработки, и этап активации конвейерной поверхности по завершении процесса тепловой обработки для выгрузки пищевых продуктов.
Также дополнительной задачей настоящего изобретения является создание способа тепловой обработки, включающего в себя этап загрузки партии пищевых продуктов на конвейерную поверхность для тепловой обработки, этап регулирования в горизонтальной плоскости конвейерной поверхности для оптимизации положения пищевых продуктов во время тепловой обработки, этап тепловой обработки пищевых продуктов без перемещения конвейерной поверхности и этап активации конвейерной поверхности по завершении процесса тепловой обработки для выгрузки пищевых продуктов.
Также дополнительной задачей настоящего изобретения является создание способа тепловой обработки, включающего в себя этап хранения в памяти выбранного профиля тепловой обработки в средстве автоматического управления; этап выбора профиля тепловой обработки, этап загрузки партии пищевых продуктов на конвейерную поверхность для тепловой обработки, этап нагревания партии пищевых продуктов с помощью нижнего теплового источника, который расположен под конвейерной поверхностью для тепловой обработки, этап нагревания партии пищевых продуктов с помощью переменного управляемого импульсного верхнего теплового источника, который расположен над конвейерной поверхностью для тепловой обработки, этап регулирования тепловой мощности верхнего и нижнего тепловых источников с помощью средства автоматического управления в зависимости от выбранного профиля тепловой обработки, и этап разгрузки партии пищевых продуктов с конвейерной поверхности в соответствии с выбранным профилем тепловой обработки.
Различные прочие задачи, преимущества и признаки настоящего изобретения очевидны из следующего ниже подробного описания, а новые признаки будут конкретно указаны в прилагаемой формуле изобретения.
Краткое описание чертежей
Для лучшего понимания изобретения ниже приводится подробное описание, представленное в виде примера, но не ограничивающее изобретение только описанными конкретными вариантами его осуществления, со ссылками на прилагаемые чертежи, на которых:
Фиг.1 - вид спереди в перспективе предпочтительного варианта автоматического жарочного шкафа изобретения в соответствии с идеями настоящего изобретения, в котором показаны различные внешние компоненты жарочного шкафа;
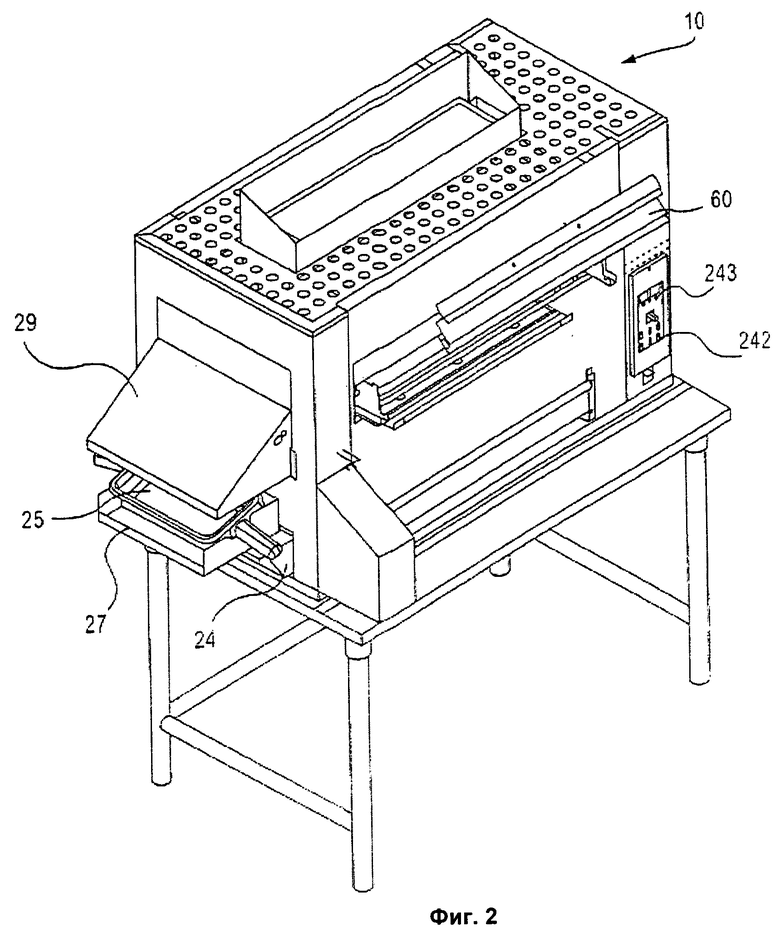
Фиг.2 - вид спереди в перспективе автоматического жарочного шкафа, представленного на Фиг.1, с крышкой для наклонного разгрузочного лотка;
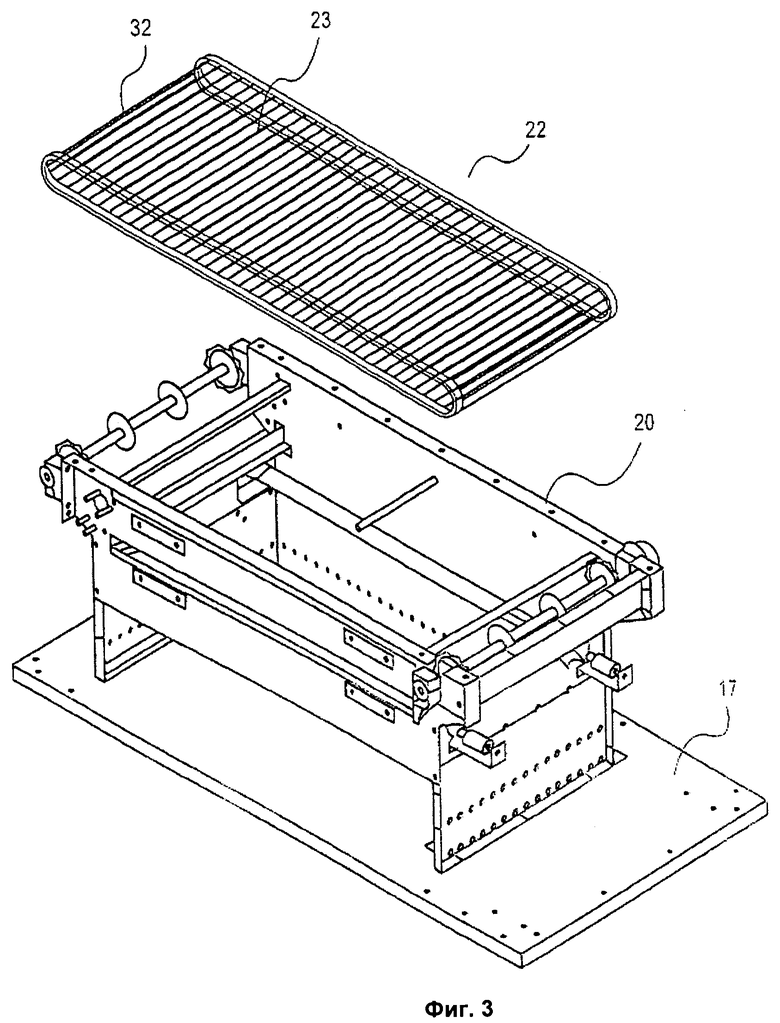
Фиг.3 - изометрическое изображение автоматического жарочного шкафа, представленного на Фиг.1, в котором показаны различные внутренние компоненты и узел конвейера в разобранном виде;
Фиг.4 - изометрическое изображение автоматического жарочного шкафа, представленного на Фиг, 1, с загрузочным устройством, с пламегасителем и разгрузочным лотком в разобранном виде;
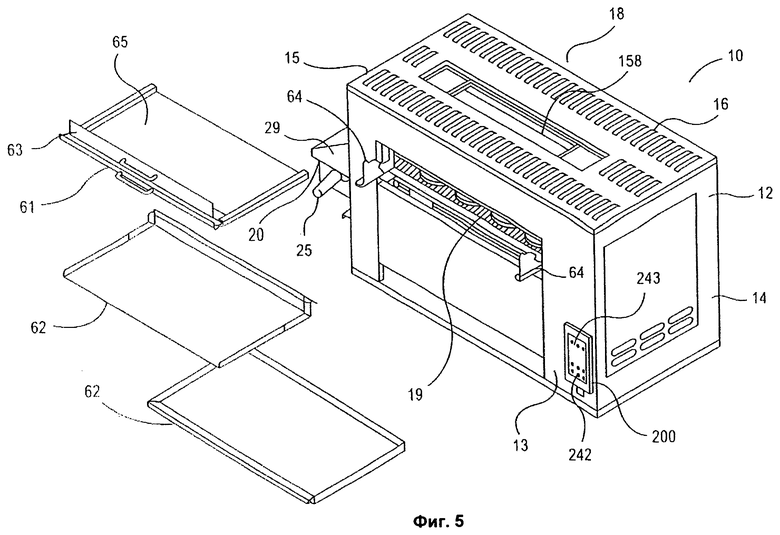
Фиг.5 - изометрическое изображение автоматического жарочного шкафа, представленного на Фиг.1, в котором загрузочное устройство показано в разобранном виде;
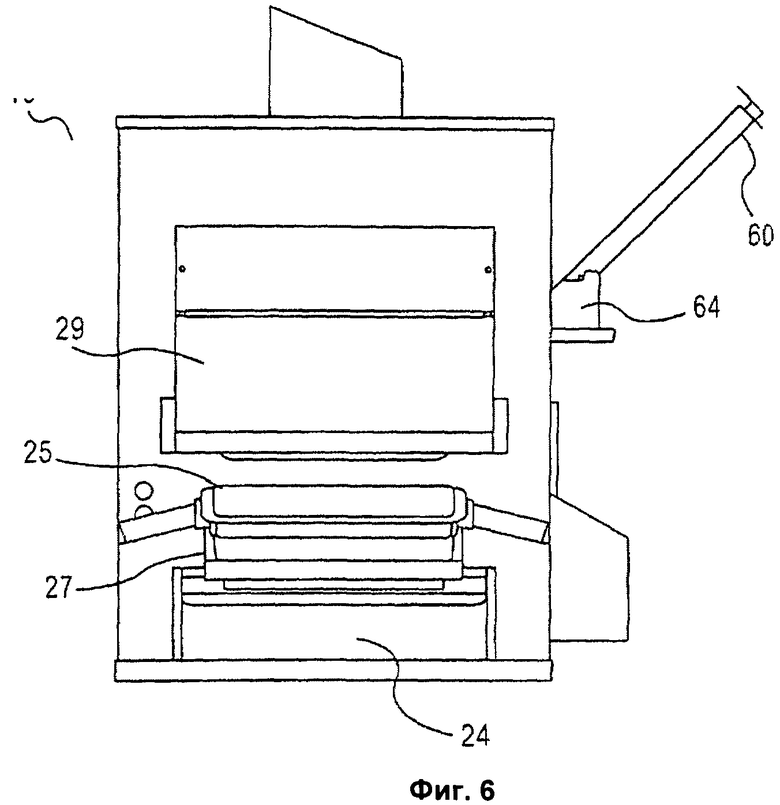
Фиг.6 - вид слева автоматического жарочного шкафа, представленного на Фиг.1, в котором показан узел дверца/загрузочное устройство в закрытом положении и узел разгрузки/сбора;
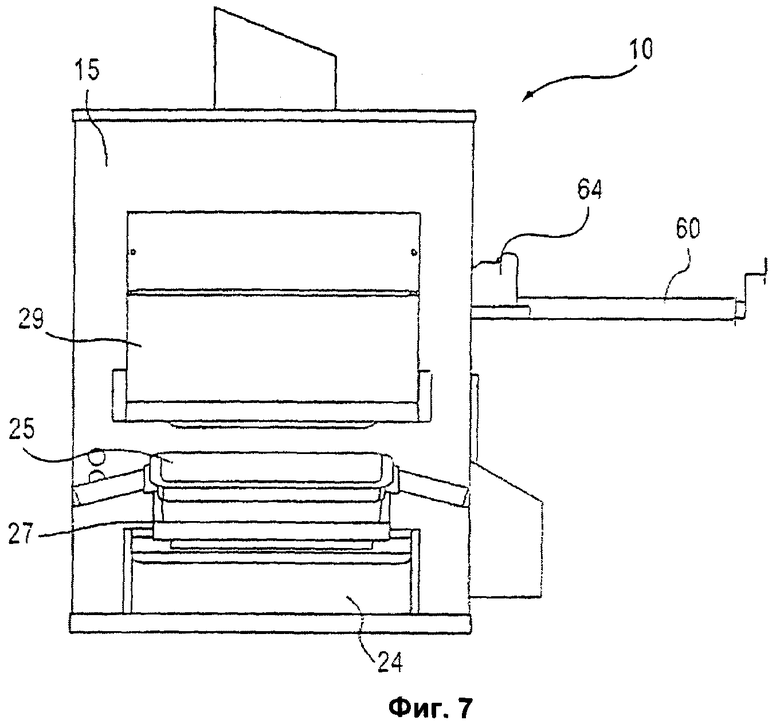
Фиг.7 - вид слева автоматического жарочного шкафа, представленного на Фиг.1, в котором показан узел дверца/загрузочное устройство в открытом положении и узел разгрузки/сбора;
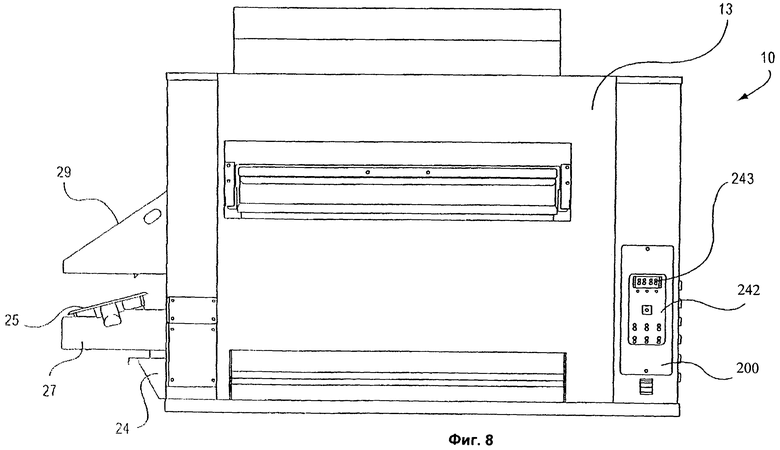
Фиг.8 - вид спереди автоматического жарочного шкафа, представленного на Фиг.1, в котором показаны устройство управления и узел разгрузка/сбора;
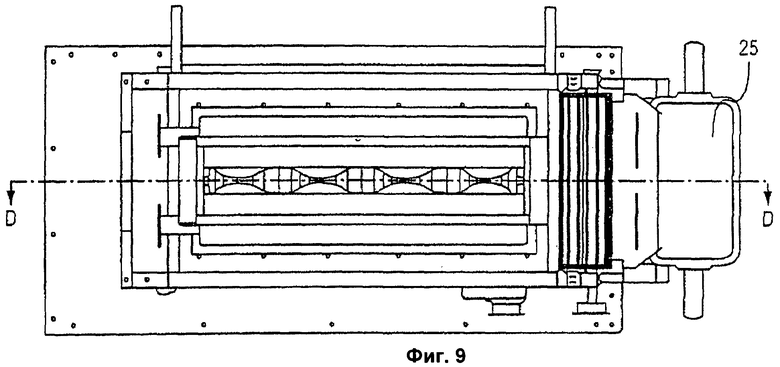
Фиг.9 - вид сверху автоматического жарочного шкафа, представленного на Фиг.1;
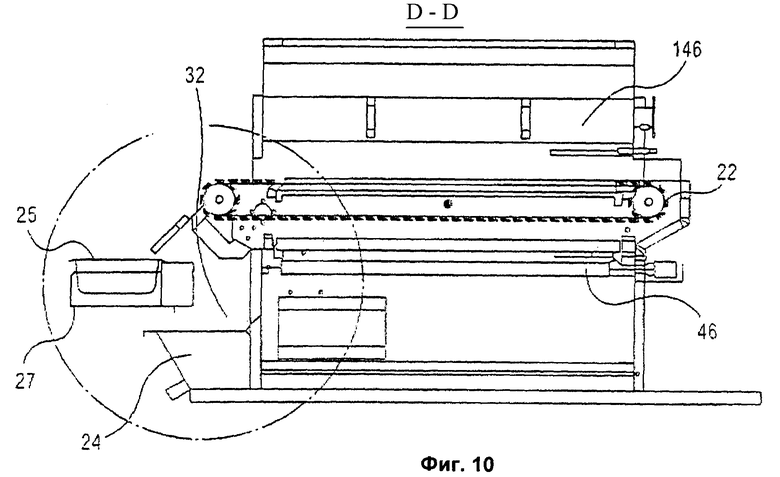
Фиг.10 - вид в разрезе по линии D-D фиг.9;
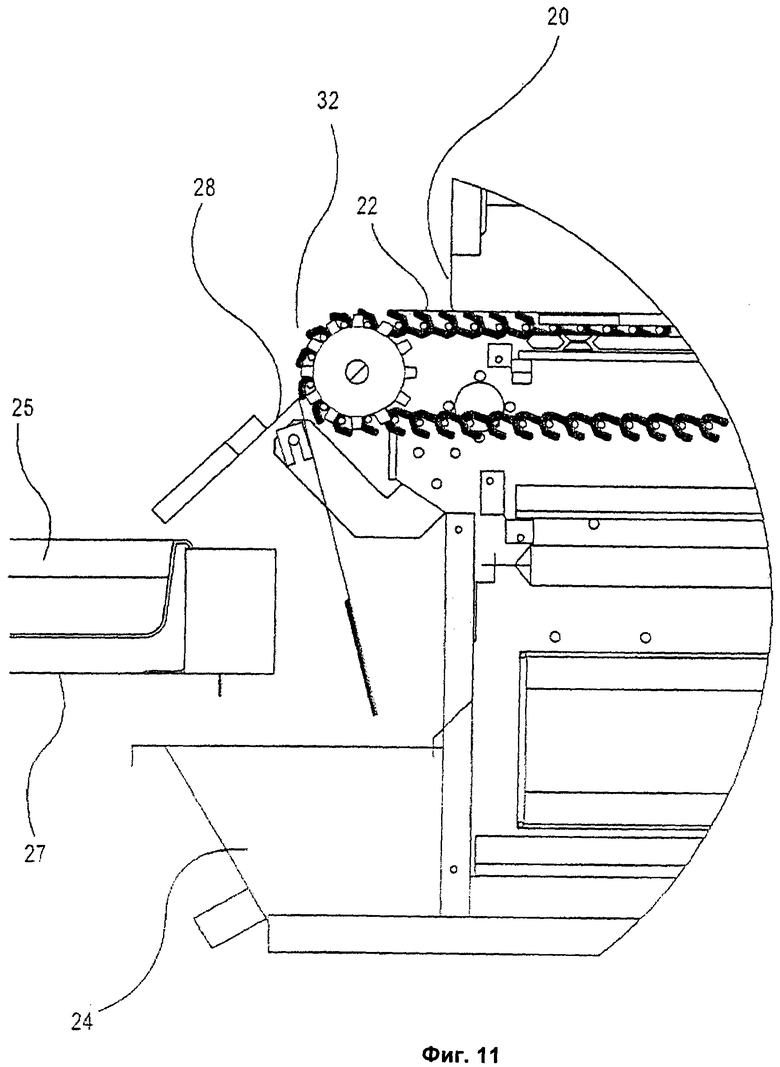
Фиг.11 - увеличенное изображение устройства разгрузки и сбора, представленного на Фиг.10;
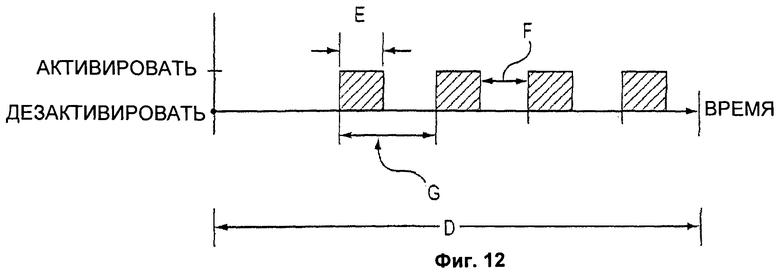
Фиг.12 - кривая зависимости времени от активации теплового источника для варианта режима работы с максимальной нагрузкой;
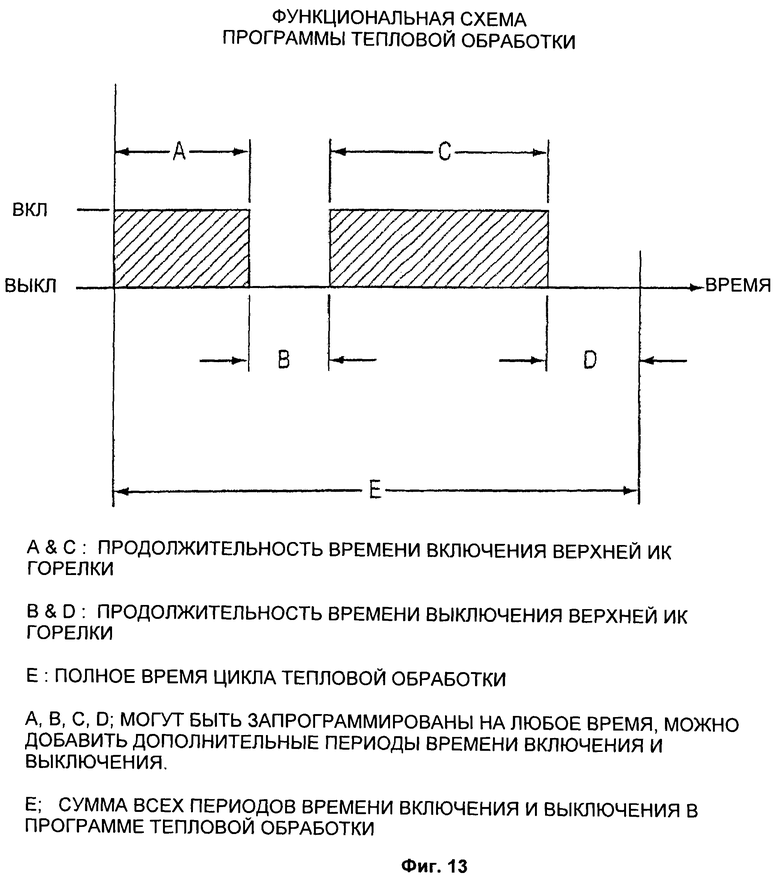
Фиг.13 - кривая зависимости времени от активации теплового источника для варианта осуществления предварительно запрограммированного нерегулярного последовательного режима работы;
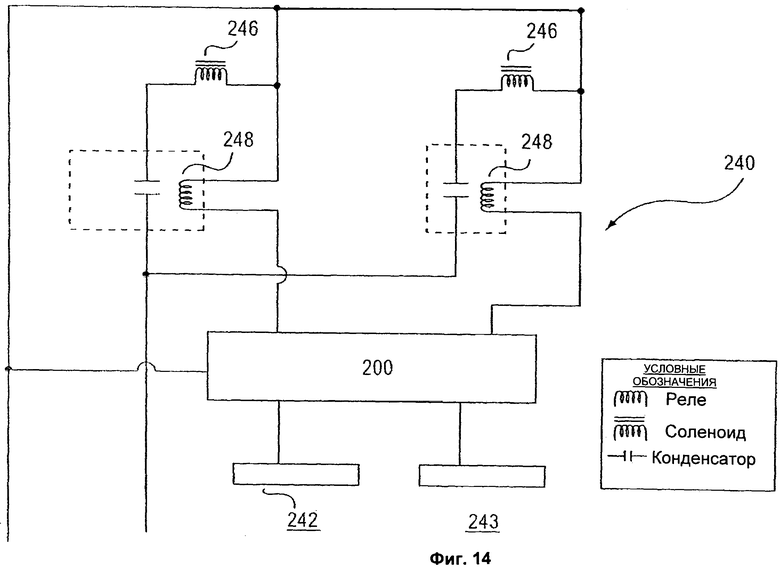
Фиг.14 - принципиальная схема варианта системы управления импульсных ИК нагревательных элементов, которая используется в сочетании с автоматическим жарочным шкафом, представленным на Фиг.1;
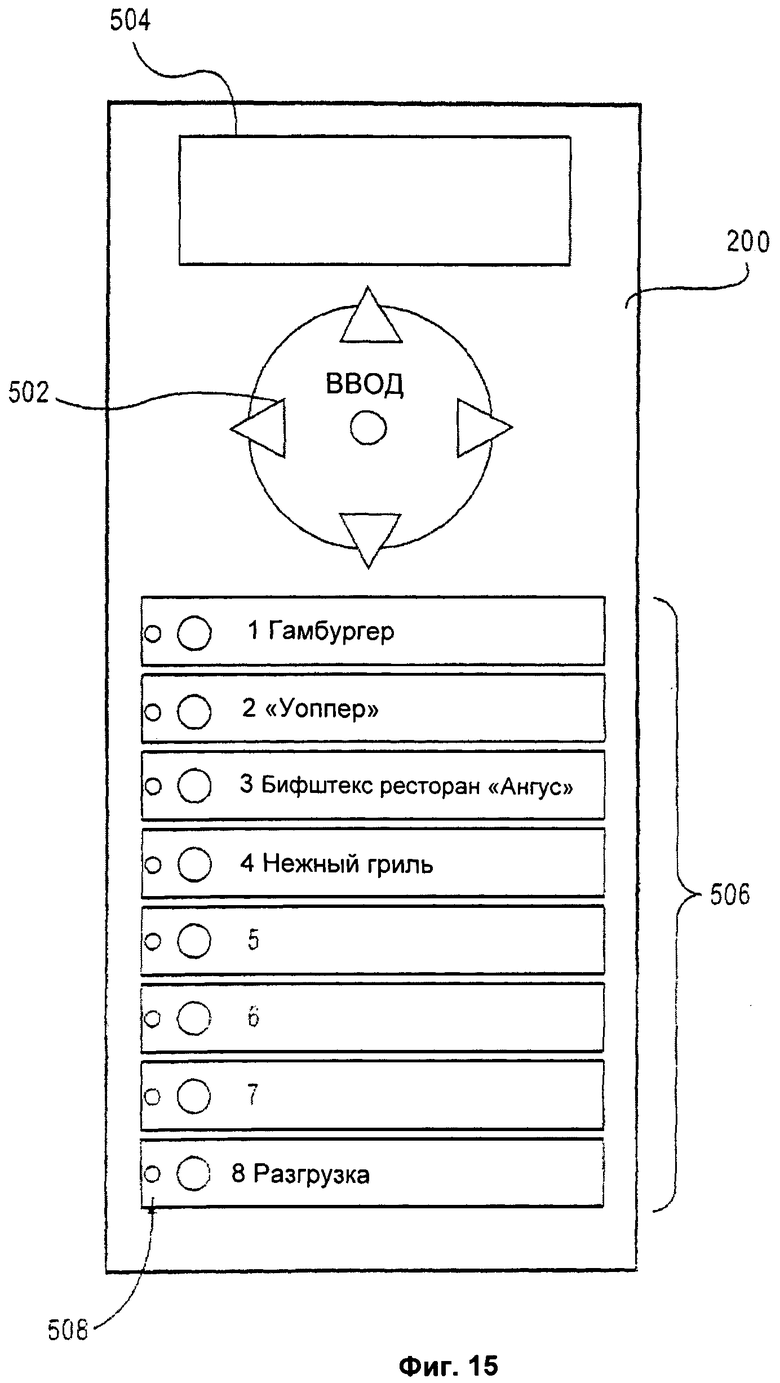
Фиг.15 - вид спереди одного из вариантов блока управления, в котором показано устройство ввода оператора, дисплей и индикаторные лампы.
Краткое описание предпочтительных вариантов осуществления
Как видно, в частности, из чертежей, автоматический жарочный шкаф настоящего изобретения широко применяется в ресторанах быстрого обслуживания и быстрого питания. На фигурах 1-13 и 15 показан один вариант осуществления настоящего изобретения.
Как показано на фиг.1, автоматический жарочный шкаф обычно содержит узел 60 дверца/загрузочное устройство, поддон 25 для удержания пищи, разгрузочный наклонный лоток 28, управляющий дисплей 243, клавишный пульт 242 управления. Тот же вид показан на фиг.2, с добавлением крышки 29 для разгрузочного наклонного лотка.
Как показано на фиг.3 и 4, основание 20 поддерживает конвейерную поверхность 22 для тепловой обработки. Нижний тепловой источник 46 расположен под конвейерной поверхностью 22 для тепловой обработки, а верхний тепловой источник 146 расположен над конвейерной поверхностью 22 для тепловой обработки. Разгрузочный наклонный лоток 28 расположен рядом и ниже верхней поверхности 23 конвейерной поверхности 22 для тепловой обработки для приема пищевых продуктов, выгружаемых с конвейерной поверхности 22, и направляет эти пищевые продукты в удерживающие поддоны.
Предпочтительно, чтобы конвейерная поверхность 22 для тепловой обработки подходила для жарки различных пищевых продуктов и наиболее предпочтительно, чтобы подходила для жарки на огне различных пищевых продуктов. Размер конвейерной поверхности 22 для тепловой обработки может быть таким, чтобы принимать несколько рядов одинаковых пищевых продуктов для тепловой обработки партиями. Предпочтительно, конвейерная поверхность 22 для тепловой обработки остается неподвижной во время тепловой обработки и продвигает пищевой продукт только по завершении тепловой обработки или жарки. После выгрузки пищевого продукта с конвейерной поверхности 22, конвейерная поверхность 22 останавливается, пока не завершится процесс тепловой обработки следующей партии пищевых продуктов.
В другом варианте осуществления изобретения, конвейерная поверхность 22 для тепловой обработки остается неподвижной во время ввода пищевых продуктов, и после регулировки ввода, вперед или назад, чтобы способствовать наилучшему выставлению нагревательных элементов относительно пищевых продуктов. Такое выставление будет содействовать и равномерной тепловой обработке, и повышению термического коэффициента полезного действия. В данном варианте осуществления, выставление выполняется механизмом управления, что будет объяснено ниже. Предпочтительно, в данном варианте осуществления, после завершения первоначального горизонтального перемещения, конвейерная поверхность останавливается во время тепловой обработки и продвигает пищевой продукт только после завершения процесса тепловой обработки или жарки. После выгрузки пищевого продукта с конвейерной поверхности 22 конвейерная поверхность 22 останавливается, пока не завершится процесс тепловой обработки следующей партии пищевых продуктов.
В другом варианте осуществления конвейерная поверхность 22 для тепловой обработки остается неподвижной во время ввода пищевых продуктов, и после ввода осуществляет возвратно-поступательное движение во время тепловой обработки, чтобы способствовать более равномерной тепловой обработке пищевых продуктов. В данном варианте осуществления, возвратно-поступательное движение выполняется механизмом управления, что будет объяснено ниже. По завершении цикла тепловой обработки возвратно-поступательное движение прекращается. Затем конвейерная поверхность для тепловой обработки продвигает пищевой продукт, выгружая его после завершения процесса тепловой обработки или процесса жарки. После выгрузки пищевого продукта с конвейерной поверхности 22 конвейерная поверхность 22 останавливается, пока не завершится процесс тепловой обработки следующей партии пищевых продуктов.
Нижним тепловым источником 46 предпочтительно является газовая горелка для жарки пищевых продуктов на огне, но также может представлять собой другое подходящее средство для жарки продуктов, известных в области техники, например, электрические нагревательные элементы. Нижний тепловой источник 46 предпочтительно выполнен с возможностью излучения тепловой энергии непосредственно на пищевые продукты, расположенные на конвейерной поверхности 22 для тепловой обработки, чтобы равномерно жарить различные пищевые продукты, не образуя горячих пятен, холодных пятен, неравномерно обжаренных участков и не допуская несовместимости между отдельными продуктами конкретной партии. В одном варианте осуществления, несколько газовых горелок установлено под конвейерной поверхностью 22 для тепловой обработки по всей длине жарочного шкафа параллельно друг другу. В другом варианте осуществления, только одна нижняя горелка установлена под конвейерной поверхностью 22 для тепловой обработки. Специалистам в данной области техники понятно, что можно использовать горелки различного типа, включая в качестве примера, но, не ограничиваясь ими, горелки низкого давления, горелки усиленного типа, вытяжные горелки, основные горелки с впуском воздуха или горелки предварительного смешения.
Как видно из фиг.4, пламегаситель 30 может быть установлен между конвейерной поверхностью 22 для тепловой обработки и нижним тепловым источником 46. Основание 20 может включать в себя выдвижные приемники 32, держатели подносов, петли и другие опорные механизмы для крепления пламегасителя 30. Дополнительно, пламегаситель защищает пищевые продукты от вспышек пламени, возникающих из-за жира, сока и других жидкостей, вытапливаемых из пищевых продуктов во время тепловой обработки, и предотвращает их попадание на нижний тепловой источник 46. Пламегаситель 30 предпочтительно подобен пламегасителю, описанному в патенте США No. 5,727,451, на который ссылаются, и содержит несколько перфорированных листов низкой тепловой массы и относительно тонкой структуры, открытый участок которых составляет приблизительно от 25% до 75% всей площади листа. Перфорированные листы располагаются под участками конвейерной поверхности 22 для тепловой обработки, предназначенной для приема партий пищевых продуктов. Когда жир вытекает из жарящегося пищевого продукта, он попадает на перфорированный лист, чтобы испариться, и быстро и чисто сгорает до пиролизации.
Верхний тепловой источник 146 предпочтительно излучает инфракрасную (ИК) энергию непосредственно на пищевые продукты в соответствии с заданным циклом, ассоциируемым с конкретным пищевым продуктом. Путем циклического изменения интенсивности ИК-излучения верхнего теплового источника 146 можно установить точные профили тепловой обработки для быстрой адаптации автоматического жарочного шкафа к партиям различных пищевых продуктов, например, пирожкам с мясом и куриным отбивным котлетам. Циклическое ИК-излучение верхнего теплового источника 146 может варьироваться от режима последовательного включения и выключения до режима низкой интенсивности, прерываемого периодами ИК-излучения высокой интенсивности, или до режима высокой интенсивности, прерываемого периодами ИК-излучения низкой интенсивности, или комбинации этих двух режимов. Такие режимы и их длительность идеально оптимизируются для конкретного вида пищевых продуктов и размера партии, которые следует подвергнуть жарке в автоматическом жарочном шкафу, посредством этого устанавливается профиль тепловой обработки нужного пищевого продукта.
Верхний тепловой источник 146 предпочтительно выполнен так, чтобы включать в себя два или более продольных ИК-излучающих нагревательных элемента, установленных параллельно друг другу, но может включать в себя только один ИК-излучающий нагревательный элемент. Нагревательные элементы 157 предпочтительно проходят между боковыми панелями 14 и 15 и располагаются над конвейерной поверхностью 22 для тепловой обработки. Предпочтительное расстояние между нагревательными элементами и конвейерной поверхностью 22 для тепловой обработки составляет от 2 до 6 дюймов, более предпочтительно, 3 дюйма. ИК-излучающие нагревательные элементы 157 отстоят друг от друга, чтобы обеспечить вентиляцию рабочих газов, выходящих из нижнего теплового источника 46, и паров, образующихся при тепловой обработке пищевых продуктов на конвейерной поверхности 22, вентиляция производится через проход 158. Специалисты в данной области техники должны принимать во внимание, что, как и нижний тепловой источник, в качестве верхнего теплового источника можно использовать горелки различного типа, включая в качестве примера, но не ограничиваться ими, горелки низкого давления, горелки усиленного типа, вытяжные горелки, основные горелки с впуском воздуха или горелки предварительного смешения. Так же, как и нижний тепловой источник, верхний тепловой источник может быть электрическим.
Как видно из фиг.5, чтобы дополнительно повысить производительность, автоматический жарочный шкаф 10 может быть помещен в изоляционный корпус 12, содержащий переднюю панель 13, правую боковую панель 14, левую боковую панель 15, верхнюю панель 16, нижнюю панель 17 и заднюю панель 18. Комбинация вышеупомянутых панелей создает закрытую или полузакрытую среду, в значительной степени уменьшающую тепловые потери в окружающую среду и обеспечивающую больший контроль температур на поверхности для тепловой обработки. Размещение автоматического жарочного шкафа в корпусе также способствует контролю температуры кухни путем предотвращения выхода тепла из жарочного шкафа в помещение кухни.
В предпочтительном варианте осуществления, передняя панель 13 имеет первое отверстие (загрузочное отверстие) 19, через которое партии пищевого продукта загружаются на конвейерную поверхность 22 для тепловой обработки. Левая боковая панель 15 также предпочтительно имеет второе отверстие (разгрузочное отверстие) 20, оно лучше видно на фиг.1, через которое партии пищевого продукта выгружаются с конвейерной поверхности 22 для тепловой обработки на разгрузочный наклонный лоток 28. Следует заметить, что первое отверстие 19 может быть также выполнено в левой боковой панели 15, правой боковой панели 14 или задней панели 18. В варианте осуществления, представленном на фиг.2-4, передняя панель 13 выполнена с возможностью установки узла 60 дверца/загрузочное устройство для того, чтобы, когда узел 60 дверца/загрузочное устройство открыт, партии пищевого продукта можно загрузить на конвейерную поверхность 22 для тепловой обработки. Когда узел дверцы закрыт, передняя панель 13 в значительной мере предотвращает потери тепловой энергии через отверстие 19. В основном, узел 60 дверца/загрузочное устройство имеет пять основных характеристик. Во-первых, узел обеспечивает быстрый и эффективный ввод полной или частичной партии пищевых продуктов в камеру тепловой обработки. Во-вторых, узел быстро и точно размещает продукт внутри нагревательной камеры. В-третьих, узел складывается и убирается во время процесса тепловой обработки. В-четвертых, узел герметизирует камеру тепловой обработки, чтобы обеспечить равномерное распределение тепла внутри камеры и повысить термический коэффициент полезного действия. В-пятых, узел снимается без инструментов для выполнения чистки и ремонта.
Как видно из фиг.5-7, узел 60 дверца/загрузочное устройство содержит выдвижную верхнюю полку 61 и нижнюю полку 62. Выдвижная верхняя полка 61 содержит выдвижной поддерживающий поднос 65 и рычаг 63 стопорного механизма. Во время работы узел 60 дверца/загрузочное устройство размещается в позиции загрузки по горизонтали. Затем оператор помещает партию пищевого продукта на выдвижной поддерживающий поднос 65. Как только поднос 65 полностью загружается, оператор вдвигает его и рычаг 63 стопорного механизма, пока весь выдвижной поддерживающий поднос 65 и, следовательно, пищевые продукты, полностью не войдут в камеру тепловой обработки. Затем выдвижной поддерживающий поднос 65 убирается, при этом рычаг 63 стопорного механизма удерживается на месте заподлицо панели 13, таким образом, способствуя перемещению пищевых продуктов из поддерживающего подноса 65 на конвейерную поверхность 22 для тепловой обработки. Наконец, рычаг 63 стопорного механизма устанавливается в исходное положение, как показано на фиг.4. Узел 60 дверца/загрузочное устройство крепится к передней панели 13 в точках 64 крепления, которые выполнены с возможностью перевода узла дверца/загрузочное устройство из горизонтального, открытого положения для загрузки в закрытое или частично закрытое положение для тепловой обработки. Дополнительно, узел дверца/загрузочное устройство может включать в себя механизм, например, рейки или рельсы на поддерживающем подносе 65 для гарантии того, что загруженная партия пищевых продуктов удерживается в заданном положении на конвейерной поверхности 22 для тепловой обработки.
Следует также отметить, что в другом варианте осуществления узел дверца/загрузочное устройство настоящего изобретения может включать в себя автоматический загрузочный механизм, при этом загрузка пищевых продуктов осуществляется одновременно с процессом тепловой обработки и разгрузкой продукта, прошедшего тепловую обработку.
Правая боковая панель выполнена с возможностью размещения различных линий электроснабжения, линий возврата и линий управления для автоматического жарочного шкафа, включая газовые, электрические системы и системы управления. Верхняя панель 16 предпочтительно выполнена с возможностью удаления рабочих газов и дыма, появляющихся при тепловой обработке. Задняя панель 18 выполнена с возможностью снятия, чтобы облегчить техническое обслуживание и чистку. Нижняя панель 17 является базой, на которой размещается основание 20.
Как лучше видно на фиг.1, 4, 6-8, 10 и 11, левая боковая панель 15 предпочтительно выполнена с возможностью установки наклонного разгрузочного лотка 28 и бункера 24 для сбора вытопленных жидкостей, расположенного ниже наклонного разгрузочного лотка 28. Как упомянуто выше, разгрузочный лоток 28 предпочтительно установлен немного ниже точки разгрузки 32 конвейерной поверхности 22 для тепловой обработки. Такое устройство позволяет пищевому продукту спускаться вниз к разгрузочному лотку, при этом жир, сок или прочие вытопленные жидкости на поверхности пищевого продукта проливаются на разгрузочный лоток и собираются в бункере 24. Разгрузочный лоток 28 может иметь перфорации, щели или канавки, чтобы вытопленные вещества проходили через разгрузочный лоток 28 в бункер 24. Точный наклон разгрузочного лотка 28 может быть также оптимизирован для конкретных пищевых продуктов, используемых во время работы, чтобы обеспечить надлежащую разгрузку и удаление вытопленных жидкостей.
Съемный удерживающий поддон 25 для пищевых продуктов предпочтительно расположен рядом с нижней стороной разгрузочного наклонного лотка 28 и поддерживается элементом 27. Элементом 27 для поддерживания поддона может быть простая полка или стандартная опора, совместимая с удерживающим поддоном 25. В предпочтительном варианте осуществления, разгрузочный удерживающий поддон 25 совместим с другими кухонными устройствами, например, шкафами для хранения, паровыми камерами и шкафами для продуктов, чтобы минимизировать потребность в передаче жареных пищевых продуктов с подноса на поднос, а также минимизировать воздействие неконтролируемых условий окружающей среды на жареные пищевые продукты.
Автоматический жарочный шкаф 10 включает в себя блок 200 управления для управления работой автоматического жарочного шкафа 10. Предпочтительно, блок 200 управления имеет устройство ввода для оператора, которое в одном варианте осуществления содержит клавиатуру 242 и дисплей 243. Эти устройства позволяют оператору избирательно взаимодействовать с блоком управления для ввода различных профилей тепловой обработки и/или выбирать различные профили тепловой обработки, способствующие управлению условиями жарки, например, уровнем горелки, температурой, временем жарки и скоростью разгрузки. Альтернативно, устройство ввода оператора может включать в себя диски, переключатели и подобные устройства, известные специалистам в данной области. Например, диски управления, установленные на передней панели 13 с возможностью вращения, и перемещающиеся способом толкай-и-поворачивай в любое выбранное пользователем положение, могут обеспечить ввод оператора к блоку 200 управления. Блок 200 управления может также включать в себя взаимосвязанные индикаторные лампочки (не показаны на фиг.1-14) и/или дисплей 243, чтобы информировать оператора о выбранном профиле тепловой обработки, о состоянии автоматического жарочного шкафа и состоянии пищевого продукта внутри жарочного шкафа.
На фиг.15 показан предпочтительный вариант блока 200 управления, содержащего устройство ввода 502 оператора с многофункциональной клавиатурой, устройство 504 многозначного буквенно-цифрового дисплея и несколько клавиш 506 с наименованием продуктов. Дополнительно, разноцветные информационные индикаторные лампы 508 соответствуют и находятся рядом или включены в клавиши 506 с наименованием продуктов.
В предпочтительном варианте осуществления, при первоначальной активации жарочного шкафа, блок 200 управления определяет температуру в камере жарочного шкафа, сравнивает эту температуру с заданной температурой предварительного прогрева и инициирует один из двух циклов предварительного прогрева. Предпочтительно, заданная температура предварительного прогрева составляет 300°F. Если температура в камере жарочного шкафа ниже заданной температуры предварительного прогрева, тогда блок 200 управления активирует нижний тепловой источник. В этом случае цикл предварительного прогрева завершается, когда блок 200 управления выключает нижний тепловой источник в первый раз, плюс дополнительное время, предпочтительно 10 минут. Если температура в камере жарочного шкафа выше заданной температуры предварительного прогрева, то блок 200 управления продолжает измерять температуру в камере жарочного шкафа, но не активирует нижние тепловые источники, пока температура в камере жарочного шкафа не станет ниже заданной температуры предварительного прогрева. В этом случае цикл предварительного прогрева завершается, когда блок 200 управления выключает нижний тепловой источник в первый раз.
В любом случае блок 200 управления управляет нижним тепловым источником и любым требуемым рабочим циклом для достижения и поддержания температуры в камере жарочного шкафа. В предпочтительном варианте осуществления, как только температура в камере жарочного шкафа достигает заданного значения, блок 200 управления активирует верхний тепловой источник. Верхний тепловой источник остается активным в течение цикла предварительного прогрева.
Дополнительно, в течение цикла предварительного прогрева блок 200 управления не позволяет пользователю загрузить жарочный шкаф или запустить цикл тепловой обработки. Устройство 504 цифрового дисплея покажет заранее заданное сообщение и СИД индикатор укажет, что жарочный шкаф не должен или не может быть загружен в течение этого цикла. Дополнительно, блок 200 управления укажет состояние предварительного прогрева посредством загорания индикаторных ламп 508, заранее выбранного цвета и рисунка. Устройство 504 цифрового дисплея покажет заранее заданное сообщение о состоянии жарочного шкафа, как только завершается цикл предварительного прогрева. В предпочтительном варианте осуществления блок 200 управления жарочным шкафом может быть запрограммирован во время цикла предварительного прогрева, чтобы максимизировать производительность. Когда жарочный шкаф удовлетворяет ряду заранее установленных условий, сигнализирующих о завершении цикла предварительного прогрева, например, условий, представленных выше, цикл предварительного прогрева завершается, и блок управления инициирует следующий цикл, цикл ожидания.
Как только цикл предварительного прогрева завершается, система управления будет поддерживать жарочный шкаф в состоянии готовности или ожидания. Во время цикла ожидания блок 200 управления поддерживает в камере жарочного шкафа заданную температуру, заданную температуру ожидания. В предпочтительном варианте заданная температура ожидания та же, что и заданная температура предварительного прогрева. Как только блок 200 управления инициирует цикл ожидания, нижний тепловой источник 46 выключается, если уже не отключен, а верхний тепловой источник 146 остается включенным. В этом цикле ожидания блок 200 управления регулирует температуру в камере жарочного шкафа. Если шкаф остывает до запрограммированного нижнего предела температуры, нижний тепловой источник 46 будет включаться и выключаться, чтобы поддерживать в камере заданную температуру ожидания. Состояние шкафа в режиме ожидания будет указываться индикаторными лампами 508 заранее выбранного цвета и рисунка, например, "READY" или "RDY", отличных от ламп цикла предварительного прогрева.
Из цикла ожидания пользователь может переключиться в цикл тепловой обработки. Во время цикла тепловой обработки блок 200 управления включит верхний тепловой источник 146 через посредство заранее определенного профиля, и будет регулировать температуру камеры путем периодического включения и выключения нижнего теплового источника 46. По завершении цикла тепловой обработки, блок 200 управления активирует конвейерную поверхность для тепловой обработки, чтобы разгрузить обработанный продукт. В предпочтительном варианте осуществления блок 200 управления издает звуковой сигнал по завершении цикла тепловой обработки.
Выбор нужного профиля тепловой обработки осуществляется нажатием нужной клавиши 506 защиты программного продукта. Выбор оператора подтверждается загоранием соответствующей индикаторной лампы 508 заданного цвета, при этом оставшиеся лампы не загораются. Когда жарочный шкаф выполняет запрограммированный профиль тепловой обработки, индикаторная лампа, соответствующая выбранному профилю тепловой обработки, будет указывать состояние тепловой обработки в жарочном шкафу, светясь заранее заданным образом, например мерцая. Дополнительно, устройство дисплея будет поочередно показывать заданное сообщение, соответствующее выбранному профилю тепловой обработки, и оставшемуся времени, необходимому для жарочного шкафа, чтобы завершить цикл тепловой обработки. Завершение цикла тепловой обработки отмечается обратным отсчетом времени на устройстве 504 дисплея, указывающим остаток до начала отсчета времени. По завершении цикла тепловой обработки прозвучит звуковой сигнал. По завершении цикла тепловой обработки, конвейерная поверхность 22 для тепловой обработки укажет заданное расстояние для разгрузки приготовленного пищевого продукта. Во время процедуры разгрузки устройство 504 дисплея будет продолжать указывать остаток до начала отсчета времени. Одновременно, индикаторная лампа 508, связанная с выбранным циклом тепловой обработки, будет гореть, но с другим рисунком, чтобы указать различие между циклом тепловой обработки и процедурой разгрузки. Все другие индикаторные лампы 508 выключены. По завершении процедуры разгрузки, отмечаемой завершением движения конвейерной поверхности 22 для тепловой обработки, жарочный шкаф переходит в состояние ожидания с помощью соответствующих дисплеев.
В предпочитаемых вариантах осуществления, блок или механизм 200 управления имеет три основные программируемые функции. Первая, когда блок 200 управления регулирует режим тепловой обработки конкретного продукта - функция рецепта. Как будет описано далее более подробно, режим тепловой обработки состоит из регулярной и нерегулярной последовательности периодов времени включения и периодов времени выключения. Вторая, когда блок 200 управления регулирует основные параметры системы. Третья, когда блок 200 управления отслеживает статистические данные.
В отношении второй программируемой функции, блок 200 управления регулирует основные параметры системы. В предпочтительном варианте осуществления, блок 200 управления регулирует следующие параметры: (1) параметр температуры в режиме ожидания; (2) параметр отклонения; (3) параметр °С или °F; (4) параметр времени подвода цепного механизма; (5) сигнал тревоги о завышенной температуре; (6) сигнал тревоги о заниженной температуре; (7) температурный гистерезис; (8) звуковая сигнализация/блокировка; и (9) температура предварительного прогрева ИК жарочного шкафа.
Параметр температуры в режиме ожидания - это заданная температура для жарочного шкафа в режиме предварительного прогрева или ожидания. Предпочтительно, температура составляет от 500 до 900°F, наиболее предпочтительно - 680°F.
Параметр отклонения определяет разность между измеренной температурой и отображаемой температурой. Параметр положительного отклонения означает, что отображаемая температура будет ниже измеренной на параметр отклонения. Параметр отрицательного отклонения означает, что отображаемая температура будет выше измеренной на параметр отклонения. Предпочтительно, параметр отклонения устанавливается в диапазоне от -100 до +100°F, наиболее предпочтительно, 0°F.
Параметр °С или °F переводит показанную температуру с градусов Фаренгейта (F) на градусы Цельсия (С). Предпочтительно, по умолчанию используются градусы Фаренгейта (F).
Параметр времени подвода цепного механизма определяет время, необходимое для подвода цепного механизма к конвейерной поверхности для тепловой обработки на заданную величину, предпочтительно, половину полного оборота. Предпочтительно, этот параметр устанавливается в диапазоне между 1 и 10 секундами, наиболее предпочтительно, 6 секунд.
Параметром сигнала тревоги о завышенной температуре является температура выше заданной, при которой сработает сигнал тревоги о завышенной температуре. Предпочтительно, температура устанавливается в диапазоне от 0 до 200°F, наиболее предпочтительно, 200°F.
Параметром сигнала тревоги о заниженной температуре является температура ниже заданной, при которой сработает сигнал тревоги о заниженной температуре. Предпочтительно, температура устанавливается в диапазоне от 0 до 200°F, наиболее предпочтительно, 100°F.
Блок управления обеспечивает двухпозиционное регулирование. Блок будет отключать выходную температуру при заданной температуре и будет опять включать ее при заданном количестве градусов ниже заданной температуры. Заданное количество градусов, предпочтительно, 10°F, определяется как тепловой гистерезис. В предпочтительном варианте, гистерезис задается в диапазоне от 2 до 50°F, наиболее предпочтительно, 2°F.
Звуковая сигнализация/блокировка дает блоку управления возможность выключать звуковую сигнализацию. В отключенном состоянии будет звучать зуммер при повреждении датчика температуры и пропуске зажигания.
Температурой предварительного прогрева ИК жарочного шкафа является температура, при которой ИК жарочный шкаф включается во время цикла предварительного прогрева. Предпочтительно, температура задается в диапазоне от 301 до 900°F, наиболее предпочтительно, 500°F.
В соответствии с третьей программируемой функцией, блок 200 управления отслеживает статистические данные. В предпочтительном варианте, блок 200 управления отслеживает следующие данные:
- Отсчет проходов продукта - отслеживает, сколько раз проходит продукт.
- Продолжительность работы - отслеживает количество часов, в течение которых жарочный шкаф функционировал.
- Попытки зажигания ИК-горелки - отслеживает, сколько раз подается выходной сигнал на ИК-горелки.
- Отказы при инициировании ИК-горелок - отслеживает, сколько раз обнаружил разницу в выходных и входных сигналах для ИК-горелок в течение цикла предварительного прогрева.
- Отказы ИК-горелок в режиме тепловой обработки - отслеживает, сколько раз обнаружил разницу в выходных и входных сигналах для ИК-горелок в течение цикла тепловой обработки.
- Отказы ИК-горелок в других режимах - отслеживает, сколько раз обнаружил разницу в выходных и входных сигналах для ИК-горелок в течение периодов, не вошедших в пункты Отказы от инициирования ИК-горелок и Отказы ИК-горелок в режиме тепловой обработки.
- Нарушения в блокировке газа ИК-горелки отслеживает, сколько раз были перебои в подаче газа на ИК-горелки.
- Попытки зажигания нижних горелок - отлеживает, сколько раз подает выходной сигнал на нижние горелки.
- Отказы при инициировании нижних горелок ("LbIf") -отслеживает, сколько раз обнаружил разницу в выходных и входных сигналах для нижних горелок в течение цикла предварительного прогрева.
- Отказы нижних горелок в режиме тепловой обработки ("LbCf") - отслеживает, сколько раз обнаружил разницу в выходных и входных сигналах для нижних горелок в течение цикла тепловой обработки.
- Отказы нижних горелок в других режимах отслеживает, сколько раз обнаружил разницу в выходных и входных сигналах для нижних горелок в течение периодов, не вошедших в "LbIf" и "LbCf".
- Отказы при блокировке газа нижних горелок отслеживает, сколько раз были перебои в подаче газа в отношении нижней горелки. В предпочтительном варианте осуществления, блок 200 управления обнаруживает различные неполадки в работе жарочного шкафа и осуществляет диагностику и исправление этих неполадок. Например, блок 200 управления предпочтительно обнаруживает неполадки из-за температуры, неисправности датчика температуры, и пропуски зажигания. Когда блок обнаруживает эти недостатки, на экране дисплея появится уникальный идентификатор ошибок. Предпочтительно, имеется четыре категории ошибок.
Первой неполадкой является неполадка вследствие завышенной температуры. Неполадка вследствие завышенной температуры возникает, когда блок управления определяет, что измеренной температурой является заданное число градусов выше установленной температуры режима ожидания в течение заданного числа непрерывных секунд. Предпочтительно, эта температура составляет 100°F выше заданной температуры ожидания, а заданное число секунд составляет 30 секунд. Предпочтительно, эта неполадка не проверяется в цикле тепловой обработки. В предпочтительном варианте осуществления, когда это состояние обнаруживается, то (1) на дисплее появится "HI" или подобный уникальный идентификатор ошибок; (2) блок управления позволит пользователю загрузить или запустить цикл тепловой обработки; и (3) нижняя горелка отключена, пока измеренная температура не снизится до заданной точки ожидания или не начнется цикл тепловой обработки. Предпочтительно, эта неполадка сама ликвидируется при снижении температуры.
Второй неполадкой является неполадка вследствие заниженной температуры. Неполадка вследствие заниженной температуры возникает, когда блок управления определяет, что измеренной температурой является заданное число градусов выше установленной температуры режима ожидания в течение заданного числа непрерывных секунд. Предпочтительно, эта температура составляет 100°F выше заданной температуры ожидания, а заданное число секунд составляет 30 секунд. Предпочтительно, эта неполадка проверяется в цикле ожидания и тепловой обработки. В предпочтительном варианте осуществления, когда это состояние обнаруживается в режиме ожидания, то (1) на дисплее появится "LO" или подобный уникальный идентификатор ошибок; и (2) блок управления не позволит пользователю загрузить или запустить цикл. Эта неполадка сама ликвидируется при повышении температуры. В предпочтительном варианте, когда это состояние обнаруживается в режиме тепловой обработки, блок управления будет продолжать тепловую обработку как обычно, и в конце тепловой обработки прозвучит сигнал. Предпочтительно, чтобы этот сигнал был звуковым и видимым. Этот сигнал будет звучать после окончания тепловой обработки и вращения цепного механизма, чтобы его отключить, оператор должен нажать клавишу.
Третья неполадка - это неисправность датчика. Эта неисправность возникает, когда блок управления определяет короткое замыкание или разомкнутую цепь в схеме датчика. Предпочтительно, блок управления имеет заданную задержку, наиболее предпочтительно, 10 секунд, перед тем как укажет или среагирует на неисправность датчика. Когда обнаруживается это состояние, на экране появится "PROB" или подобный уникальный идентификатор ошибок, и прозвучит звуковой сигнал. Выходы нижней и верхней горелки будут закрыты, пока устройство находится в середине цикла тепловой обработки. Если устройство находится в середине цикла тепловой обработки, блок управления будет продолжать тепловую обработку, и затем прозвучит звуковой сигнал в конце цикла тепловой обработки.
Четвертой неполадкой является пропуск зажигания. Здесь, блок управления будет сравнивать входной сигнал от электронного блока управления зажиганием с соответствующим выходным сигналом блока управления зажиганием. В отношении пропуска зажигания, если жарочный шкаф находится в режиме предварительного прогрева, блок управления будет искать разность либо в сигналах ИК-горелки, либо в сигналах нижней горелки, которые длятся в течение более чем заданного времени, предпочтительно, непрерывно в течение 15 секунд. При первом пропуске блок управления будет периодически выключать тепловой выход горелки, у которой был пропуск зажигания (т.е., тепловой выход ИК или нижней горелки) на заданное время, предпочтительно 4 секунд, а затем включать. Если блок управления обнаруживает второй пропуск на той же горелке в пределах заданного времени, предпочтительно 5 минут, от первого пропуска, блок управления: (1) издаст сигнал тревоги и (2) перекроет выход газовых вентилей. Если жарочный шкаф находится в режиме ожидания, блок управления будет искать разность либо в сигналах ИК-горелки, либо нижней горелки, которые длятся в течение более чем заданного времени, предпочтительно, в течение 15 секунд непрерывно. При появлении первого пропуска блок управления выключит тепловой выход горелки, у которой был пропуск зажигания (т.е., тепловой выход ИК-горелки или нижней горелки) на заданное время, предпочтительно 4 секунды, а затем включит. Если блок управления обнаруживает появление второго пропуска на той же горелке в течение установленного времени, предпочтительно 5 минут, от появления первого пропуска, блок управления: (1) издаст сигнал тревоги и (2) перекроет выход газового вентиля, у которого был пропуск зажигания. Если жарочный шкаф находится в режиме тепловой обработки, когда блок управления обнаруживает разность либо в сигналах верхних горелок, либо в сигналах нижних горелок, блок управления немедленно останавливает время тепловой обработки с обратным отсчетом всякий раз, когда имеется разность в этих сигналах (без учета задержки при инициировании блока зажигания). Блок управления допускает остановку обратного отсчета в течение 5 минут максимально. По прошествии 5 минут блок управления продолжит нормальный отсчет времени. Блок управления продолжит тепловую обработку в нормальном режиме, и в конце тепловой обработки прозвучит сигнал.
Блок 200 управления используется для включения и выбора нужного профиля тепловой обработки и управления работой и окружающей средой автоматического жарочного шкафа. Блок 200 управления изменяет количество излучаемого тепла, которое требуется для выполнения надлежащей тепловой обработки, и предпочтительно, жарки нужного пищевого продукта. В одном варианте осуществления, блок управления содержит подходящий таймер и средства управления рабочим циклом для регулирования продолжительности рабочего цикла верхнего теплового источника 146, термин «рабочий цикл» означает отношение времени включения верхнего теплового источника (активированный) и времени включения верхнего теплового источника плюс время выключения (дезактивированный). Дополнительно, блок 200 управления регулирует работу и перемещение конвейерной поверхности 23 для тепловой обработки, обеспечивая регулирование начального перемещения вперед и назад, чтобы способствовать выставлению пищевых продуктов относительно нагревательных элементов и/или заключительной работы и, следовательно, разгрузке обработанных пищевых продуктов. Блок 200 управления использует подходящий микропроцессор и соответствующее программное обеспечение для управления конвейерной поверхностью 23 для тепловой обработки, а также реле 248 (Фиг.13), которые активируют верхние тепловые источники 146. Верхние тепловые источники активируются и дезактивируются различными способами, в зависимости от их конструкции. Специалистам в данной области техники известно, что электрические нагревательные элементы, например, можно активировать и дезактивировать путем регулирования энергии, подаваемой на нагревательную схему. Газовые горелки можно активировать и дезактивировать путем регулирования электронных соленоидных клапанов. В соответствии с изобретением, другие нагревательные элементы можно регулировать другими способами, известными в данной области техники.
На фиг.12 показан вариант осуществления, в котором тепловой источник 146 последовательно активируется и дезактивируется в управляемой, периодической последовательности или рабочем цикле, отмеченном G, чтобы изменять количество излучаемого тепла, которое требуется для выполнения надлежащей тепловой обработки, и предпочтительно, жарки нужного пищевого продукта. В данном конкретном варианте осуществления, каждый рабочий цикл G содержит интервал нагрева Е, в течение которого тепловой источник 146 активируется, далее следует интервал F, в течение которого тепловой источник дезактивируется. Интенсивность и длительность периодических циклов инфракрасного излучения от верхнего теплового источника 146 определяются эмпирически и зависят от партии пищевых продуктов, подлежащих жарке.
В других вариантах осуществления, функция периодического рабочего цикла заменяется предварительно запрограммированной нерегулярной последовательностью периодов времени включения и времени выключения верхнего теплового источника. На фиг.13 показан вариант, в котором тепловой источник 146 активируется и дезактивируется в управляемой, предварительно запрограммированной нерегулярной последовательности для изменения количества излучаемого тепла, которое требуется для выполнения надлежащей тепловой обработки, и предпочтительно, жарки нужного пищевого продукта. В данном конкретном варианте осуществления, А и С представляют продолжительность периодов времени включения верхнего ИК нагревательного элемента или элементов, а В и D представляют продолжительность периодов времени выключения верхнего ИК нагревательного элемента или элементов. Е - сумма всех периодов времени включения и выключения в программе тепловой обработки. А, В, С и D могут быть запрограммированы на любое время, и могут быть добавлены дополнительные периоды времени включения и выключения. В данных вариантах осуществления, нерегулярная последовательность, в противоположность регулярному рабочему циклу, используется для изменения количества излучаемого тепла, которое требуется для выполнения надлежащей тепловой обработки, и предпочтительно, жарки нужного пищевого продукта. Интенсивность и длительность нерегулярной последовательности инфракрасного излучения от верхнего теплового источника 146 определяются эмпирически и зависят от партии пищевых продуктов, подлежащих жарке.
На фиг.13 представлена упрощенная схематическое изображение части одного из вариантов осуществления схемы 240 управления печи, которая управляется блоком 200 управления. Схема 240 управляет работой верхнего теплового источника 146 автоматического жарочного шкафа 10. В варианте, представленном на фиг.13, схема 240 управляет работой соленоидов 246. При возбуждении соленоиды открывают клапаны потока газа, следовательно, регулируя поток газа к верхнему тепловому источнику. В других вариантах можно использовать другие механизмы управления нагревом, хорошо известные в данной области техники, например, обычные реле возбуждения. С помощью клавиатуры 242 и дисплея 243 или другого подходящего устройства ввода оператора, блок 200 управления может быть запрограммирован для управления верхними 146 тепловыми источниками в соответствии с профилем тепловой обработки нужного пищевого продукта. Подобным образом, блок 200 управления также может управлять нижним тепловым источником 46 и конвейерной поверхностью 22 для тепловой обработки, хотя в предпочтительном варианте осуществления, нижний тепловой источник выделяет непрерывное равномерное тепло на конвейерную поверхность 22 для тепловой обработки, лучше, чем в течение рабочих циклов. В одном варианте осуществления, конвейерная поверхность 22 для тепловой обработки остается неподвижной во время загрузки и жарки и перемещается только для разгрузки партии продуктов, прошедших полную обработку. В другом варианте осуществления, конвейерная поверхность 22 для тепловой обработки может быть первоначально отрегулирована для перемещения по горизонтали (вперед или назад), чтобы способствовать равномерной тепловой обработке продукта и предотвращать тепловую неэффективность, обеспечивая, чтобы большая часть ИК тепла попадала на пищевые продукты. При эксплуатации, в предпочтительном варианте осуществления настоящего изобретения, данные о профиле тепловой обработки или рецепт хранятся в блоке 200 управления, который устанавливает температуру тепловой обработки, тепловую мощность для нижнего теплового 46 источника и верхнего теплового источника 146 и активацию конвейерной поверхности 22 для тепловой обработки. Оператор выбирает хранимые данные о профиле тепловой обработки в зависимости от нужной партии пищевых продуктов, подлежащих тепловой обработке. Затем, пищевой продукт размещается в узле 60 дверца/загрузочное устройство, узел 60 дверца/загрузочное устройство загружается через первое отверстие 19, и партия продуктов располагается на конвейерной поверхности для тепловой обработки. Предпочтительно, чтобы конвейерная поверхность была неподвижной при загрузке и тепловой обработке. Затем оператор убирает узел 60 дверца/загрузочное устройство из первого отверстия 19 и устанавливает узел в закрытое положение, чтобы улучшить термический кпд жарочного шкафа и предотвратить тепловые потери через переднее отверстие 19.
Дополнительно, автоматический блок 200 управления в предпочтительном варианте осуществления может содержать интерфейс, чтобы загружать профили тепловой обработки, и рабочее программное обеспечение в блок 200 управления от внешнего источника. Предпочтительный вариант осуществления может содержать запоминающее устройство для хранения оперативных данных, электромеханических данных и информацию о неполадках для загрузки через тот же самый интерфейс.
Предпочтительно, нижний тепловой источник 46 непрерывно подает тепло на партию пищевых продуктов, находящихся на конвейерной поверхности 22 для тепловой обработки. Альтернативно, интенсивность тепла, излучаемого нижним тепловым источником 46, может изменяться в соответствии с конкретным пищевым продуктом, подлежащим жарке, и размером партии. Однако верхний тепловой источник 146 работает в импульсном или циклическом режиме периодами инфракрасного излучения высокой интенсивности и инфракрасного излучения низкой интенсивности в зависимости от выбранного профиля тепловой обработки. Циклические ИК-излучения верхнего теплового источника 146 могут изменяться от цикла работы по принципу включено-выключено до цикла низкой интенсивности, прерываемого периодами ИК-излучения высокой интенсивности или до цикла ИК-излучения высокой интенсивности, прерываемого периодами ИК-излучения низкой интенсивности или комбинации вышеупомянутых циклов. Такие циклы и их длительность идеально оптимизируются для конкретного типа пищевого продукта, подлежащего жарке в автоматическом жарочном шкафу 10, и размера партии, таким образом, устанавливая профиль тепловой обработки нужного пищевого продукта.
Когда период циклов верхнего теплового источника завершен, партия пищевых продуктов полностью приготовлена и готова к разгрузке. Активируется конвейерная поверхность для тепловой обработки, которая перемещает партию продуктов по направлению к разгрузочному концу 32. Пищевой продукт по достижении разгрузочного конца 32 падает вниз на разгрузочный лоток 28, при этом жир, соки или другие вытапливаемые жидкости на поверхности пищевого продукта проливаются на разгрузочный лоток 28 и, в конце концов, собираются в бункере 24 для сбора вытопленных жидкостей. Затем пищевой продукт плавно перемещается вниз по разгрузочному лотку и попадает в удерживающий поддон 25.
Хотя настоящее изобретение показано и описано выше со ссылками на некоторые предпочтительные варианты осуществления, специалистам в данной области техники понятно, что в него могут быть внесены различные изменения и дополнения, которые не выходят за пределы существа и объема изобретения. Предполагается, что формула изобретения включает в себя все вышеизложенное, а также различные упомянутые изменения и дополнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОВАЯ ФРИТЮРНИЦА, ИМЕЮЩАЯ РАВНОМЕРНЫЙ ТЕПЛООБМЕН И УЛУЧШЕННЫЙ ДОСТУП ДЛЯ ОЧИСТКИ | 2017 |
|
RU2726768C2 |
| ДВУХУРОВНЕВАЯ ПИЩЕВАЯ СИСТЕМА ДЛЯ ПОЭТАПНОГО ПРОИЗВОДСТВА БЛЮД РЕСТОРАННОГО ТИПА | 2020 |
|
RU2768885C1 |
| Жарочный шкаф | 1983 |
|
SU1153880A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗЕРНИСТЫХ ПИЩЕВЫХ ПРОДУКТОВ | 1991 |
|
RU2033738C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МЯСНЫХ КУЛИНАРНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2582819C1 |
| ЛИНИЯ МИКРОНИЗАЦИИ ЗЕРНА | 2013 |
|
RU2546172C2 |
| Шкаф для инфракрасной сушки национального кисломолочного продукта курта | 2018 |
|
RU2743871C2 |
| УСТРОЙСТВО для ТЕПЛОВОЙ ОБРАБОТКИ ПИЩЕВЫХПРОДУКТОВ | 1968 |
|
SU213305A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ РЫБНЫХ КУЛИНАРНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2607601C2 |
| Устройство для обработки пищи, управляющее устройство и способ работы | 2017 |
|
RU2738923C1 |

Изобретение относится к области приготовления пищи. Автоматический жарочный шкаф (поз.10) для тепловой обработки партий пищевых продуктов, реализующий заявленный способ, содержит конвейерную поверхность для тепловой обработки, камеру жарочного шкафа, нижний тепловой источник, расположенный под конвейерной поверхностью для тепловой обработки и верхний тепловой источник, расположенный над конвейерной поверхностью для тепловой обработки. При этом имеется средство управления для выборочного хранения нескольких профилей тепловой обработки пищевых продуктов, определения состояния цикла автоматического жарочного шкафа как одного из циклов предварительного прогрева, ожидания и тепловой обработки. Заявленная группа изобретений позволяет изменять инфракрасную энергию, направляемую на пищевой продукт в зависимости от типа пищевого продукта и размера партии и соответственно оптимизировать процесс приготовления. 3 н. и 31 з.п. ф-лы, 15 ил.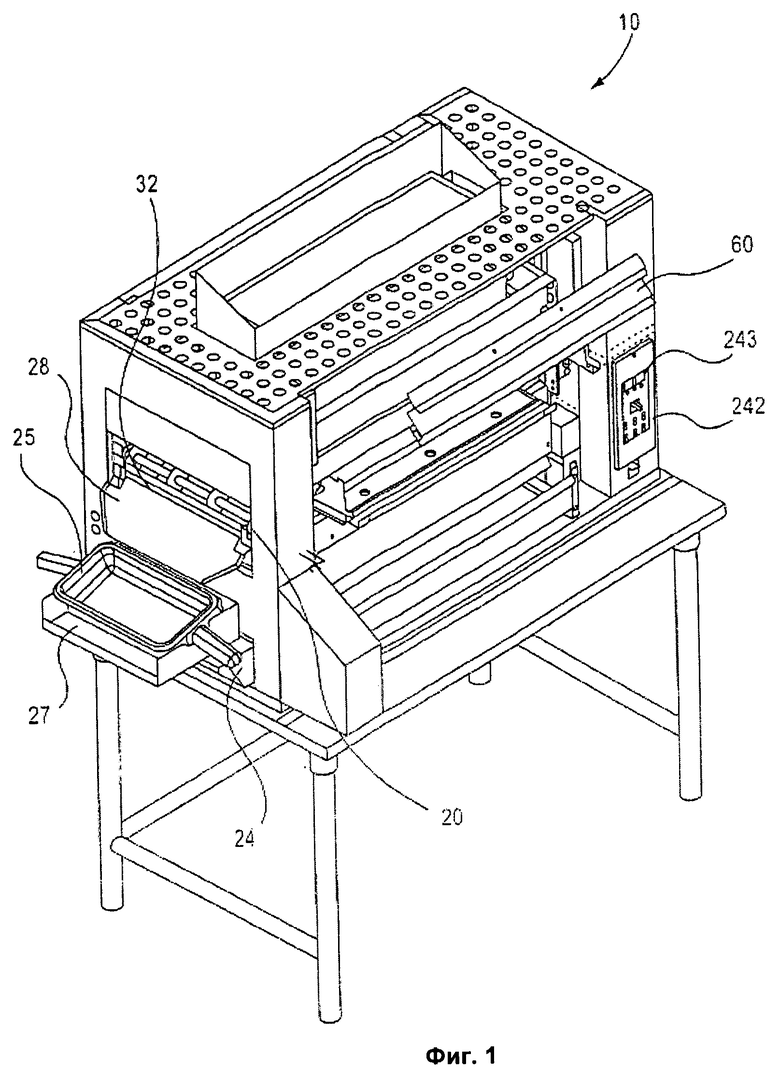
1. Автоматический жарочный шкаф для тепловой обработки партий пищевых продуктов, содержащий:
конвейерную поверхность для тепловой обработки;
камеру жарочного шкафа;
нижний тепловой источник, расположенный под конвейерной поверхностью для тепловой обработки;
верхний тепловой источник, расположенный над конвейерной поверхностью для тепловой обработки;
средство управления для выборочного хранения нескольких профилей тепловой обработки пищевых продуктов;
определения состояния цикла автоматического жарочного шкафа как одного из циклов предварительного прогрева, ожидания и тепловой обработки, при этом
во время цикла предварительного прогрева механизм управления определяет температуру в камере жарочного шкафа, управляет нижним тепловым источником с его периодическим включением для повышения температуры в камере жарочного шкафа до заданной температуры предварительного прогрева или его периодическим выключением для снижения температуры в камере жарочного шкафа до заданной температуры предварительного прогрева и активирует верхний тепловой источник, когда температура в камере жарочного шкафа достигает заданного значения,
во время цикла ожидания механизм управления управляет нижним тепловым источником, чтобы поддерживать заданную температуру ожидания в камере жарочного шкафа, и дает возможность автоматическому жарочному шкафу войти в цикл тепловой обработки, и
во время цикла тепловой обработки механизм управления независимо регулирует температуру в камере жарочного шкафа, периодически включая и выключая нижний тепловой источник, и регулирует тепловую мощность верхнего теплового источника в зависимости от выбранного профиля тепловой обработки;
регулирования основных параметров автоматического жарочного шкафа и
разгрузки партии пищевых продуктов в соответствии с выбранным профилем тепловой обработки путем активации конвейерной поверхности для тепловой обработки.
2. Автоматический жарочный шкаф по п.1, в котором упомянутый верхний тепловой источник выполнен в виде, по меньшей мере, двух продольных нагревательных элементов с вентиляционным каналом, проходящим в промежутке между каждым рядом нагревательных элементов для обеспечения вентиляции газов.
3. Автоматический жарочный шкаф по п.1, в котором упомянутый нижний тепловой источник имеет открытое пламя.
4. Автоматический жарочный шкаф по п.3, в котором пламегаситель расположен над упомянутым нижним тепловым источником, но ниже конвейерной поверхности для тепловой обработки.
5. Автоматический жарочный шкаф по п.3, в котором упомянутый нижний тепловой источник содержит, по меньшей мере, два продольных нагревательных элемента.
6. Автоматический жарочный шкаф по п.1, дополнительно содержащий:
изоляционный корпус, окружающий конвейерную поверхность для тепловой обработки и тепловые источники;
загрузочное отверстие, выполненное в изоляционном корпусе для загрузки партий пищевых продуктов на конвейерную поверхность для тепловой обработки;
разгрузочное отверстие, выполненное в изоляционном корпусе для разгрузки партий пищевых продуктов с конвейерной поверхности для тепловой обработки по завершении выбранного профиля тепловой обработки.
7. Автоматический жарочный шкаф по п.1, дополнительно содержащий:
изоляционный корпус, окружающий конвейерную поверхность для тепловой обработки и тепловые источники, дополнительно содержащий:
изоляционную переднюю стенку, имеющую отверстие для загрузки партий пищевых продуктов на конвейерную поверхность для тепловой обработки;
изоляционную заднюю стенку;
изоляционную нижнюю стенку, выполненную с возможностью приема жидкостей, вытапливаемых из обжариваемых пищевых продуктов на конвейерной поверхности для тепловой обработки;
изоляционную верхнюю поверхность, предназначенную для вентиляции газов;
и изоляционные боковые стенки, при этом, по меньшей мере, одна из боковых стенок имеет отверстие для разгрузки партий пищевых продуктов с конвейерной поверхности для тепловой обработки по завершении выбранного профиля тепловой обработки.
8. Автоматический жарочный шкаф по п.1, дополнительно содержащий встроенный узел дверца/загрузочное устройство для автоматической загрузки партий пищевых продуктов на конвейерную поверхность для тепловой обработки через отверстие, выполненное в изоляционном корпусе, при этом узел дверца/загрузочное устройство минимизирует потери тепла из изоляционного корпуса после загрузки партии пищевых продуктов.
9. Автоматический жарочный шкаф по п.8, дополнительно содержащий устройство размещения пищевого продукта для обеспечения того, чтобы загруженная партия пищевых продуктов сохраняла надлежащее положение на конвейерной поверхности для тепловой обработки.
10. Автоматический жарочный шкаф по п.6, в котором разгрузочное отверстие, выполненное в изоляционном корпусе для разгрузки партий пищевых продуктов, включает в себя разгрузочный наклонный лоток и поддон для сбора партии пищевых продуктов после разгрузки с конвейерной поверхности для тепловой обработки.
11. Способ жарки партий пищевых продуктов в автоматическом жарочном шкафу включает в себя:
хранение выбираемого профиля тепловой обработки в автоматическом блоке управления;
выбор профиля тепловой обработки;
определение состояния цикла автоматического жарочного шкафа, при этом состояние цикла выбирается из группы, состоящей из цикла предварительного прогрева, цикла ожидания и цикла тепловой обработки;
регулирование нижнего теплового источника, чтобы довести температуру в камере жарочного шкафа до заранее заданной установленной температуры предварительного прогрева, когда жарочный шкаф активируется и устанавливается в режим предварительного прогрева;
регулирование нижнего теплового источника, чтобы поддерживать температуру в камере жарочного шкафа на уровне заданной температуры ожидания, когда автоматический жарочный шкаф устанавливается в режим ожидания по достижении установленной температуры предварительного прогрева;
загрузку партии пищевых продуктов на конвейерную поверхность для тепловой обработки, при этом автоматический блок управления препятствует загрузке партии пищевых продуктов и входу в цикл тепловой обработки, если состоянием цикла является цикл предварительного прогрева;
нагревание партии пищевых продуктов с помощью переменного управляемого пульсирующего верхнего теплового источника, установленного над конвейерной поверхностью для тепловой обработки;
независимое регулирование тепловой мощности верхнего теплового источника и температуры камеры жарочного шкафа путем управления нижним тепловым источником посредством автоматического блока управления в зависимости от выбранного профиля тепловой обработки;
и разгрузку партии пищевых продуктов с конвейерной поверхности для тепловой обработки в соответствии с выбранным профилем тепловой обработки.
12. Способ по п.11, в котором этап загрузки партии пищевых продуктов выполняется посредством автоматического механизма позиционирования загрузочного устройства.
13. Способ по п.11, в котором нижний тепловой источник содержит, по меньшей мере, две параллельные продольные газопламенные горелки.
14. Способ по п.11, в котором верхний импульсный тепловой источник дополнительно содержит, по меньшей мере, два продольных нагревательных элемента с вентиляционным каналом, проходящим в промежутке между нагревательными элементами для обеспечения вентиляции газов.
15. Способ по п.11, в котором пламегаситель расположен ниже конвейерной поверхности для тепловой обработки и выше нижнего теплового источника.
16. Способ по п.11, в котором этап разгрузки пищевого продукта дополнительно содержит разгрузку пищевого продукта с конвейерной поверхности для тепловой обработки на наклонный лоток и удаление значительного количества излишних жидкостей, вытапливаемых из пищевого продукта, перед тем как продукт окажется в удерживающем поддоне.
17. Способ по п.11, в котором этап загрузки пищевого продукта дополнительно содержит загрузку пищевого продукта через отверстие, выполненное в изоляционном корпусе, причем изоляционный корпус окружает конвейерную поверхность для тепловой обработки, нижний источник питания и верхний источник питания.
18. Способ по п.17, в котором отверстие включает в себя узел дверь/загрузочное устройство.
19. Способ по п.17, в котором изоляционный корпус дополнительно содержит:
изоляционную переднюю стенку, имеющую первое отверстие для загрузки партий пищевых продуктов на конвейерную поверхность для тепловой обработки;
изоляционную заднюю стенку;
изоляционную нижнюю стенку, при этом нижняя стенка предназначена для установки бункера для сбора вытапливаемых веществ;
изоляционную верхнюю поверхность, предназначенную для вентиляции газов; и
изоляционные боковые стенки, при этом, по меньшей мере, одна из боковых стенок имеет второе отверстие для разгрузки партий пищевых продуктов с конвейерной поверхности для тепловой обработки по завершении выбранного профиля тепловой обработки.
20. Автоматический жарочный шкаф по п.1, в котором средство управления включает в себя выбор заранее заданных профилей тепловой обработки для выбранных пищевых продуктов.
21. Автоматический жарочный шкаф по п.1, в котором средство управления может активировать верхний и нижний нагревательные элементы независимо друг от друга.
22. Автоматический жарочный шкаф по п.1, в котором блок управления генерирует выходной сигнал о состоянии жарочного шкафа.
23. Автоматический жарочный шкаф по п.1, в котором блок управления собирает и хранит статистические данные о технических характеристиках жарочного шкафа и рабочих условиях.
24. Автоматический жарочный шкаф по п.1, в котором блок управления регулирует основные параметры системы, выбранные из группы, содержащей параметр температуры ожидания, параметр отклонения, параметр °F или °С, параметр времени подвода цепного привода, параметр сигнала тревоги о завышенной температуре, параметр сигнала тревоги о заниженной температуре, параметр температурного гистерезиса, параметр звуковой сигнализации/блокировки и параметр температуры предварительного прогрева ИК жарочного шкафа.
25. Автоматический жарочный шкаф по п.23, в котором блок управления собирает и хранит статистические данные, выбранные из группы, содержащей отсчет проходов продуктов, продолжительность работы, попытки зажигания ИК горелки, отказы при инициировании ИК горелок, отказы ИК горелок во время тепловой обработки, отказы ИК горелок во время всех других режимов, нарушения в блокировке газа ИК горелки, попытки зажигания нижней горелки, отказы при инициировании нижних горелок, отказы нижних горелок в режиме тепловой обработки, отказы нижних горелок во всех других режимах и отказы при блокировке газа нижних горелок.
26. Автоматический жарочный шкаф по п.1, в котором блок управления обнаруживает различные функциональные неполадки жарочного шкафа и выполнен с возможностью диагностировать и автоматически устранять неполадки или издавать сигнал тревоги.
27. Автоматический жарочный шкаф по п.26, в котором блок управления обнаруживает неполадку вследствие завышенной температуры, неполадку вследствие заниженной температуры, неисправность датчика или пропуск зажигания.
28. Автоматическая жарочная система для тепловой обработки партий пищевых продуктов содержит:
жарочный шкаф, при этом жарочный шкаф содержит:
камеру жарочного шкафа;
конвейерную поверхность для тепловой обработки;
нижний тепловой источник; и
верхний тепловой источник, расположенный над конвейерной поверхностью для тепловой обработки; и
средство управления, при этом средство управления содержит:
устройство запоминания для хранения нескольких профилей тепловой обработки пищевых продуктов;
температурный датчик для считывания температуры в камере жарочного шкафа;
устройство ввода для оператора для выбора хранимого профиля тепловой обработки и управления жарочным шкафом содержит:
переключатель для активации жарочного шкафа;
индикатор состояния цикла, при этом состояние цикла жарочного шкафа определяется средством управления как один из циклов предварительного прогрева, ожидания и тепловой обработки, цикл предварительного прогрева начинается при активации жарочного шкафа, цикл ожидания начинается, когда температура в камере жарочного шкафа достигает заданного значения, и цикл тепловой обработки начинается выбором через устройство ввода для оператора;
и блок управления для регулирования нижнего теплового источника, чтобы довести температуру в камере жарочного шкафа до заданной температуры предварительного прогрева, когда установлен цикл предварительного прогрева, для управления нижним тепловым источником, чтобы поддерживать температуру в камере жарочного шкафа в цикле ожидания, и для независимого управления, в соответствии с выбранным профилем тепловой обработки, нижним тепловым источником по поддержанию температуры в камере жарочного шкафа, и тепловым выходом верхнего теплового источника в цикле тепловой обработки.
29. Автоматическая жарочная система по п.28, в которой средство управления регулирует основные системные параметры жарочного шкафа.
30. Автоматическая жарочная система по п.29, в которой средство управления регулирует основные параметры системы, выбранные группы, содержащей параметр температуры ожидания, параметр отклонения, параметр °F или °С, параметр времени подвода цепного привода, параметр сигнала тревоги о завышенной температуре, параметр сигнала тревоги о заниженной температуре, параметр температурного гистерезиса, параметр звуковой сигнализации/блокировки и параметр температуры предварительного прогрева ИК жарочного шкафа.
31. Автоматическая жарочная система по п.28, в которой средство управления собирает и хранит статистические данные о технических характеристиках жарочного шкафа и рабочих условиях.
32. Автоматическая жарочная система по п.31, в которой средство управления собирает и хранит статистические данные, выбранные из группы, содержащей отсчет проходов продуктов, продолжительность работы, попытки зажигания ИК горелки, отказы при инициировании ИК горелок, отказы ИК горелок во время тепловой обработки, отказы ИК горелок во время всех других режимов, нарушения в блокировке газа ИК горелки, попытки зажигания нижней горелки, отказы при инициировании нижних горелок, отказы нижних горелок в режиме тепловой обработки, отказы нижних горелок во всех других режимах и отказы при блокировке газа нижних горелок.
33. Автоматическая жарочная система по п.28, в которой средство управления обнаруживает различные функциональные неполадки жарочного шкафа и выполнено с возможностью диагностировать и автоматически устранять неполадки или издавать сигнал тревоги.
34. Автоматическая жарочная система по п.33, в которой средство управления обнаруживает неполадку вследствие завышенной температуры, неполадку вследствие заниженной температуры, неисправность датчика или пропуск зажигания.
| US 2006257542 A1, 16.11.2006 | |||
| ДВУТЕЛЬНАЯ ЖАРОВНЯ ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩИ | 0 |
|
SU250061A1 |
| ИК-ПЕЧЬ КАМЕРНОГО ТИПА ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2005 |
|
RU2304884C2 |
| US 5560349 A, 01.10.1996. | |||

