Изобретение относится к машиностроению и может быть применено для пайки изделий сложной конфигурации из активных материалов, например из сплавов алюминия, титана, бериллия или ниобия.
Известен способ бесфлюсовой пайки алюминиевых изделий (патент РФ №2124971, от 07.06.1997 г., МПК В23К 1/012). Устройство, которое применяют для осуществления этого способа, принято за прототип. Устройство по прототипу включает в себя печь, снабженную вакуумной системой и системой подачи инертного газа, причем в камеру печи заложен геттер, обеспечивающий очистку газа от кислорода. Такая конструкция устройства по прототипу позволяет осуществить известный способ и повысить прочность и плотность паяных соединений. Однако при пайке ряда активных металлов, имеющих высокое сродство к кислороду, например титана, ниобия и т.п., это устройство по прототипу не обеспечит достаточную очистку атмосферы в зоне пайки от кислорода, содержащегося в инертном газе и остающегося после вакуумирования, что не позволит повысить качество соединений до требуемых пределов.
Технический результат предлагаемого устройства - повышение работоспособности паяных соединений.
Сущность предлагаемого устройства заключается в том, что оно содержит нагревательную печь и расположенный в ней вакуумируемый контейнер, содержащий геттер. С печью и с вакуумируемым контейнером соединены система вакуумирования и система подачи защитного газа. В отличие от прототипа внутри вакуумируемого контейнера расположен дополнительный контейнер для паяемого изделия, выполненный в виде полой прямоугольной коробки или цилиндра с открытым торцом. На днище вакуумируемого контейнера установлена площадка в виде пластины толщиной 5…20 мм. Ее форма идентична форме открытого торца дополнительного контейнера. Ширина и длина площадки не менее чем на 50 мм превышают ширину и длину открытого торца дополнительного контейнера. В площадке выполнена замкнутая канавка шириной 10…30 мм, причем площадь части площадки, ограниченная продольными осями канавки, равна площади открытого торца дополнительного контейнера, в канавку засыпан измельченный материал-геттер, а дополнительный контейнер установлен на площадку так, чтобы кромки стенок его открытого торца входили внутрь канавки. Канавка в площадке имеет прямоугольную или корытообразную форму поперечного сечения. Система подачи защитного газа снабжена несколькими каналами с возможностью их поочередного или одновременного подключения к вакуумируемому контейнеру, причем каналы соединены с емкостями, содержащими различные инертные или активные газы. В вакуумируемом контейнере размещена открытая емкость с испаряющимся при температуре пайки активным материалом, а в дополнительном контейнере размещена открытая емкость с испаряющимся при повышении температуры материалом-катализатором процесса растекаемости припоя по поверхности паяемого изделия. Вакуумируемый контейнер снабжен клапаном, позволяющим поддерживать заданное давление газа.
Такое выполнение устройства позволяет производить многократную очистку атмосферы в зоне пайки: вначале вакуумированием полостей основного и дополнительного контейнеров, затем, в процессе нагрева под пайку, удалять часть кислорода из заполнившего эти полости защитного газа с помощью находящегося в основном контейнере материала-геттера, и, в отличие от прототипа, дополнительно удалять кислород из газа, поступающего в полость дополнительного контейнера через помещенный в канавки площадки измельченный материал-геттер. Кроме того, наличие в системе подачи защитного газа нескольких каналов, соединенных с емкостями, содержащими различные газы, позволяет, используя возможность поочередного или одновременного подключения их к основному (вакуумируемому) контейнеру, создавать в зоне пайки контролируемую как нейтральную, так и восстановительную атмосферу различного состава, в зависимости от свойств паяемого материала. Наличие в дополнительном контейнере испаряющегося материала-катализатора улучшает растекаемость припоя по поверхности паяемого материала. Все это в целом позволит уменьшить вероятность отрицательного воздействия кислорода на паяные соединения и повысить их работоспособность.
Изобретение иллюстрируется чертежом, где показана схема конструкции предлагаемой установки.
Установка содержит печь 1 с дверцей 2, на которой закреплен вакуумируемый контейнер 3, закрытый крышкой 4 и введенный в рабочую полость печи 1. В вакуумируемом контейнере 3 установлена площадка 5 в виде пластины толщиной 5…20 мм. На площадке 5 расположен дополнительный контейнер 6, выполненный в виде полой прямоугольной коробки, как это показано на чертеже, или цилиндра с открытым торцом. Форма площадки 5 идентична форме открытого торца дополнительного контейнера 6, а ширина и длина площадки 5 не менее чем на 50 мм превышают ширину и длину открытого торца дополнительного контейнера 6. Эти условия улучшают возможность точной установки дополнительного контейнера 6 на площадку 5. В площадке 5 выполнена замкнутая канавка 7 шириной 10…30 мм. Размеры канавки обусловлены тем, что при ширине менее 10 мм будет трудно устанавливать в нее дополнительный контейнер 6, а при ширине более 30 мм потребуется большой расход измельченного материала-геттера. В обоих случаях эффективность очистки газа помещенным в канавку материалом-геттером ухудшится из-за неточной установки в канавку торца дополнительного контейнера 6. Площадь части площадки 5, ограниченная продольными осями канавки 7, равна площади открытого торца дополнительного контейнера 6. Канавка 7 имеет прямоугольную или корытообразную форму поперечного сечения. В канавку 7 засыпан измельченный материал-геттер 8. Дополнительный контейнер 6 установлен на площадке 5 так, чтобы кромки стенок его открытого торца входили внутрь канавки 7, в результате чего они оказываются по всему периметру присыпанными частицами материала-геттера 8. Внутри дополнительного контейнера 6 на площадке 5 помещено паяемое изделие 9. В вакуумируемом контейнере 3 установлена открытая емкость 10 с испаряющимся при температуре пайки активным материалом 11 и материал-геттер 12. В дополнительном контейнере 6 расположена открытая емкость 25 с материалом-катализатором 26 процесса растекания припоя по поверхности паяемого изделия 9, испаряющимся при повышении температуры.
Система вакуумирования состоит из вакуумной станции 13, снабженной насосами, необходимыми для получения остаточного давления в вакуумируемом 3 и в дополнительном 6 контейнерах, требуемого для пайки данного материала. Соединяется вакуумная станция 13 с вакуумируемым контейнером 3 каналом 14 через вентиль 15.
Система подачи защитного газа состоит из емкостей 16, 17, и 18, содержащих различные защитные (инертные или активные) газы. Она снабжена несколькими каналами 19, 20, 21, соединяющими емкости 16, 17, 18 через редукторы 22 с газовым смесителем 23, который через вентиль 24 и канал 14 соединен с вакуумируемым контейнером 3. Редукторы 22 и смеситель 23 обеспечивают возможность поочередного или одновременного подключения каналов 19, 20, 21 к вакуумируемому контейнеру 3. Клапан 27 позволяет поддерживать внутри вакуумируемого контейнера 3 заданную величину избыточного давления газов.
Предлагаемое устройство работает следующим образом.
В вакуумируемый контейнер 3 на площадку 5 укладывают подготовленное к пайке изделие 9. Затем на дно канавки 7 на всей ее длине засыпают измельченный материал-геттер 8. На площадку 5 устанавливают также открытую емкость 25 с помещенным в нее измельченным материалом-катализатором 26 процесса растекания припоя по поверхности изделия 9. В качестве материала-катализатора 26 может быть применен металл, имеющий температуру плавления ниже температуры пайки и активно влияющий на процесс растекания припоя, например свинец. Затем на площадку 5 устанавливают дополнительный контейнер 6, погружая кромки его открытого торца в канавку 7. По периметру открытого торца дополнительного контейнера 6 досыпают измельченный материал-геттер 8. На дно вакуумируемого контейнера 3 вблизи площадки 5 устанавливают компактную порцию 12 материала-геттера и открытую емкость 10 с испаряющимся при температуре пайки активным материалом 11, в качестве которого может быть применен материал более активный по отношению к кислороду, чем материал паяемого изделия 9. Таким материалом может быть, например, магний. В качестве материала-геттера 8 и 11 используют измельченную губку или стружку из активного материала, например титана.
Подготовленный таким образом к операции пайки контейнер 3 закрывают крышкой 4 и устанавливают через крышку 2 печи 1 (например, типа СНОЛ) в ее рабочее пространство. С помощью вакуумной станции 13 через вентиль 15 и канал 14 полость контейнера 3 вакуумируют, откачивая воздух до заданного значения остаточного давления. Вакуумная станция 13 состоит из известных форвакуумного (например, типа НВР) и диффузионного (например, ТМН 150-80) насосов и включает в себя также известные устройства для контроля остаточного давления в вакуумируемом контейнере 3.
После вакуумирования полости контейнера 3 в нее с помощью системы подачи газа из емкостей 16, 17 и 18 подаются защитные или активные газы, либо их смеси через каналы 19, 20 и 21. С помощью редукторов 22 и газового смесителя 23 обеспечивается возможность поочередного или одновременного подключения к вакуумируемому контейнеру 3 через вентиль 24 каналов 19, 20 и 21. При этом редукторами 22 может быть установлен различный расход газов через каждый из каналов 19, 20 и 21, что позволит с помощью газового смесителя 23 получать в вакуумируемом контейнере 3 газовые смеси различного состава, требующегося для пайки изделия 9 из данного материала. Например, в емкостях 16, 17 и 18 могут находиться аргон, азот и водород, как это показано на чертеже. В этом случае в вакуумируемом контейнере 3 может быть создана, например, атмосфера аргона с добавками азота и водорода, что позволит уменьшить парциальное давление кислорода и паров воды, присутствующих в смеси газов в виде примесей, и снизить вероятность окисления при высокой температуре подготовленных под пайку поверхностей паяемого изделия 9. Это повысит растекаемость припоя и улучшит качество паяных соединений. После окончания процесса пайки может быть резко увеличена концентрация азота в газовой смеси и прекращена подача аргона. Поскольку постоянство избыточного давления газовой смеси внутри вакуумируемого контейнера 3 обеспечивается с помощью клапана 27, настраиваемого на заданное давление, то увеличение расхода азота и выпуск смеси через клапан 27 обеспечивает возможность увеличения скорости охлаждения изделия 9 после пайки. Применительно к некоторым материалам изделия 9 это также повысит качество соединения.
Вместо азота и водорода могут быть применены и другие газы, например треххлористый бор BF3, фторборат калия KBF4 и др., концентрации которых в газовой смеси выбирают в зависимости от паяемого материала и применяемого припоя. Все это улучшает качество паяных соединений и повышает их работоспособность.
Подаваемая в контейнер 3 газовая смесь смешивается с остатками воздуха после вакуумирования, в нее добавляются загрязнения воздухом, проникающим через уплотнения, а также воздухом и парами воды, адсорбированными на стенках контейнеров 3 и 6. Эти загрязнения атмосферы, содержащие кислород (O2, CO2, H2O), частично поглощаются, омывая материал-геттер 12, расположенный в вакуумируемом контейнере 3, а также проникая через каналы между частицами материала-геттера 8, засыпанного в канавку 7 на площадке 5. Кроме того, при нагреве в процессе пайки испаряется активный материал 11, находящийся в открытой емкости 10, установленной в полости вакуумируемого контейнера 3. В качестве активного материала 11 может быть применен, например, магний или другой металл, испаряющийся в процессе нагрева под пайку и обладающий более высоким сродством к кислороду, чем материал паяемого изделия 9 и компоненты используемого в данном случае припоя. Пары активного материала 11 поглощают кислород из атмосферы контейнера 3.
Все это приводит к тому, что атмосфера в дополнительном контейнере 6, окружающая паяемое изделие 9, очищается от примесей, содержащих кислород в большей степени, чем в устройстве по прототипу, что улучшает качество и работоспособность паяных соединений.
Расположенный внутри дополнительного контейнера 6 в непосредственной близости от паяемого изделия 9 в открытой емкости 25 материал-катализатор 26 при нагреве в процессе пайки испаряется, и его пары активируют поверхность паяемого изделия, существенно улучшая растекаемость припоя по поверхности паяемого изделия 9. В качестве материала-катализатора 26 может быть использован, например, свинец. Экспериментальная проверка подтвердила эффективность применения свинца в качестве материала-катализатора процесса растекания использованного в качестве припоя технического алюминия и силумина при пайке изделий из сплавов титана.
Таким образом, применение предлагаемого устройства обеспечивает достижение технического результата, заключающегося в повышении работоспособности паяных соединений. Устройство может быть изготовлено и использовано с применением известных в технике устройств, деталей и материалов. Следовательно, предлагаемое устройство обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки алюминия и его сплавов | 1987 |
|
SU1511033A1 |
| Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами | 1987 |
|
SU1551482A1 |
| Способ бесфлюсовой пайки алюминиевых изделий | 2016 |
|
RU2623543C1 |
| СПОСОБ БЕЗФЛЮСОВОЙ ПАЙКИ АЛЮМИНИЕВЫХ ИЗДЕЛИЙ | 1997 |
|
RU2124971C1 |
| СПОСОБ ПАЙКИ МИКРОКАНАЛЬНОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2809287C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕХОДНОГО КЛАССА | 2004 |
|
RU2330747C2 |
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ | 1996 |
|
RU2109607C1 |
| СПОСОБ ПАЙКИ СВАРНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2104835C1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| Контейнер для пайки в активной газовой среде | 1983 |
|
SU1147529A1 |
Изобретение относится к машиностроению и может быть применено для пайки изделий из специальных сталей и активных материалов. Устройство содержит нагревательную печь и расположенный в ней вакуумируемый контейнер. С вакуумируемым контейнером соединены система вакуумирования и система подачи защитного газа. Внутри вакуумируемого контейнера установлен дополнительный контейнер для паяемого изделия. Вакуумируемый контейнер содержит площадку в виде пластины с замкнутой канавкой. В канавку засыпан измельченный материал-геттер. Система подачи защитного газа снабжена несколькими каналами. Каналы выполнены с возможностью подключения к вакуумируемому контейнеру. Каналы соединены с емкостями. Емкости содержат инертные или активные газы. В вакуумируемом контейнере расположены материал-геттер и открытая емкость. В емкости испаряется активный материал при температуре пайки. В дополнительном контейнере расположена открытая емкость с испаряющимся при повышении температуры материалом. Вакуумируемый контейнер снабжен клапаном. Клапан позволяет поддерживать заданное давление газа. Техническим результатом изобретения является повышение работоспособности паяных соединений. 5 з.п. ф-лы, 1 ил.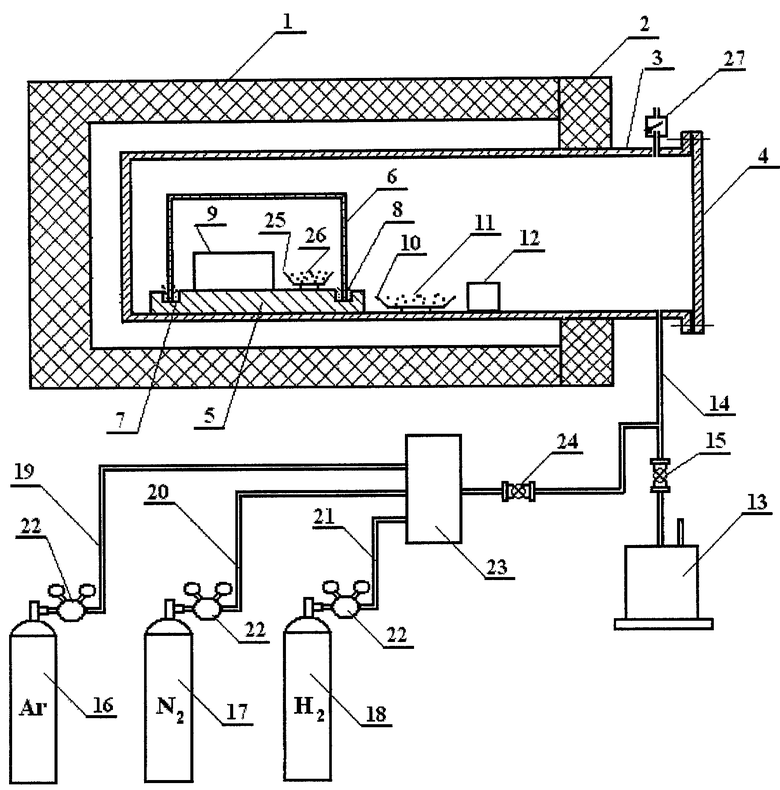
1. Устройство для пайки изделий в контролируемой атмосфере, содержащее нагревательную печь и расположенный в ней вакуумируемый контейнер, содержащий геттер, соединенные с печью и с вакуумируемым контейнером систему вакуумирования и систему подачи защитного газа, отличающееся тем, что внутри вакуумируемого контейнера расположен дополнительный контейнер для паяемого изделия, выполненный в виде полой прямоугольной коробки или цилиндра с открытым торцом, на днище вакуумируемого контейнера установлена площадка в виде пластины толщиной 5…20 мм, форма которой идентична форме открытого торца дополнительного контейнера, при этом ширина и длина площадки не менее чем на 50 мм превышают ширину и длину открытого торца дополнительного контейнера, по периметру площадки выполнена замкнутая канавка шириной 10…30 мм, причем площадь части площадки, ограниченная продольными осями канавки, равна площади открытого торца дополнительного контейнера, в канавку засыпан измельченный материал - геттер, а дополнительный контейнер установлен на площадку так, чтобы кромки стенок его открытого торца входили внутрь канавки.
2. Устройство по п.1, отличающееся тем, что канавка в площадке имеет прямоугольную или корытообразную форму поперечного сечения.
3. Устройство по п.1, отличающееся тем, что система подачи защитного газа снабжена несколькими каналами с возможностью их поочередного или одновременного подключения к вакуумируемому контейнеру, причем каналы соединены с емкостями, содержащими различные инертные или активные газы.
4. Устройство по п.1, отличающееся тем, что в вакуумируемом контейнере размещена открытая емкость с испаряющимся при температуре пайки активным материалом.
5. Устройство по п.1, отличающееся тем, что в дополнительном контейнере размещена открытая емкость с испаряющимся при нагреве под пайку материалом - катализатором процесса растекаемости припоя по поверхности паяемого изделия.
6. Устройство по п.1, отличающееся тем, что вакуумируемый контейнер снабжен клапаном для поддержания заданной величины избыточного давления газовой смеси.
| СПОСОБ БЕЗФЛЮСОВОЙ ПАЙКИ АЛЮМИНИЕВЫХ ИЗДЕЛИЙ | 1997 |
|
RU2124971C1 |
| У^.ТРОЙСТВО ДЛЯ ПАЙКИ | 0 |
|
SU365220A1 |
| Способ пайки алюминия и его сплавов | 1987 |
|
SU1511033A1 |
| JP 80028785 B, 30.07.1980 | |||
| WO 2001088451 A1, 22.11.2001. | |||

