Область техники
Данное изобретение относится к области пайки, в частности к способам пайки деталей, изготовленных из нержавеющей стали.
Предшествующий уровень техники
Основные трудности, возникающие при пайке нержавеющих сталей типа ЭП288, связаны с обеспечением хорошего смачивания паяемых поверхностей расплавленными припоями.
Известен способ капиллярной пайки деталей из нержавеющей стали, включающий сборку деталей - трубок с трубной решеткой, нанесение на поверхность трубной решетки слоя металлического порошка, хорошо смачиваемого жидким припоем. При этом величина частиц порошка должна быть больше максимальной величины паяльного зазора, а материал используемого порошка должен растворяться в жидком припое.
Указанный порошок является своего рода фильтром, очищающим от кислорода паяльную атмосферу, что улучшает условия смачиваемости и растекаемости припоя (см. описание изобретения по авт. свид. СССР №515605, МКИ В23К 1/00, 1976 г.). Данное техническое решение является аналогом предлагаемого изобретения.
Пайка по предлагаемому способу обеспечивает высокое качество соединения, однако при пайке деталей, изготовленных из нержавеющих сталей переходного класса, например сталей марки ЭП288, этот способ малоэффективен, т.к. в процессе разогрева деталей происходит изменение их объемов и увеличение зазоров под пайку. В результате чего часть расплавленного припоя вытекает из зазоров, образуя в паяном соединении непропай, поры и другие дефекты.
Смачивание паяемых поверхностей и хорошее растекание припоя достигаются пайкой деталей в нейтральной газовой среде, например в среде аргона, подаваемой в герметичный контейнер, нагреваемый в воздушной печи. Аргон обеспечивает защиту металла от окисления и при определенных условиях очищает поверхность от окислов.
Известен способ пайки деталей, изготовленных из нержавеющей стали, осуществляемый в герметичном контейнере в газовой защитной среде. Собранное под пайку изделие укладывают в контейнер. Далее производят очистку защитной газовой среды от кислородосодержащих газов за счет нагрева контейнера до температуры 200-300°С, при которой происходит испарение адсорбированных на внутренних поверхностях контейнера влаги и кислородосодержащих газов.
После очистки в контейнере газовой среды производят нагрев контейнера до температуры пайки деталей (см. кн. С.В.Лашко, Н.Ф.Лашко. Пайка металлов. М.: Машиностроение, с.197-198, 1977 г.).
Это техническое решение принимаем за прототип предлагаемого изобретения.
Недостатком прототипа является то, что в процессе очистки защитной газовой среды не осуществляется анализ защитной среды на присутствие в ней кислородосодержащих газов, а осуществляется изотермическая выдержка контейнера какое-то время, после которого осуществляется сброс среды в атмосферу.
Другим недостатком прототипа является то, что при пайке деталей их паяемые поверхности не защищены средствами, обеспечивающими лучшее растекание и смачивание паяемых поверхностей.
Раскрытие изобретения
Задачей настоящего изобретения является создание такой технологии пайки деталей, изготовленных из нержавеющей стали, например сталей переходного класса, обеспечивающей защиту паяемых поверхностей от окисления при высокотемпературной пайке и хорошую смачиваемость и растекание припоя на паяемых поверхностях.
Технический результат состоит в получении качественного паяного соединения без газовых раковин и «рыхлот» и обеспечении высокой герметичности при большом перепаде давлений.
Эта задача решена за счет того, что в способе капиллярной пайки деталей из нержавеющей стали, преимущественно штуцеров с цилиндрической втулкой, включающем сборку деталей с размещением припоя в паяемый зазор, укладку в контейнер, заполненный нейтральной защитной средой, загрузку контейнера в печь, очистку указанной среды от кислородосодержащих газов при температуре 200-300°С и пайку, перед сборкой деталей на их паяемые поверхности наносят никелевое покрытие, а на внешней поверхности штуцера выполняют две кольцевые проточки, в которые размещают припой, при этом внутренний диаметр цилиндрической втулки в месте паяемого шва выполняют меньше требуемого диаметра, далее собранную конструкцию помещают в контейнер, в котором размещают емкость с титановой стружкой, и при температуре 200-300°С проводят анализ защитной среды на наличие в ней кислородосодержащих газов и после достижения в контейнере требуемой чистоты защитного газа осуществляют разогрев конструкции до температуры плавления припоя и без временной выдержки начинают охлаждение конструкции, а затем вынимают ее из контейнера и внутренний диаметр цилиндрической втулки растачивают до требуемого диаметра, срезая при этом первую кольцевую проточку.
Другими отличиями заявляемого изобретения являются:
- применение в качестве припоя сплава марки ПдМНХ30;
- пайку деталей ведут при температуре плавления припоя 1200+10°С;
- никелевое покрытие наносят на паяемые поверхности деталей толщиной 3-7 мкм;
- анализ защитного газа на содержание кислородосодержащих примесей производят подачей защитного газа на подплавляемую титановую пластину.
Краткое описание чертежей
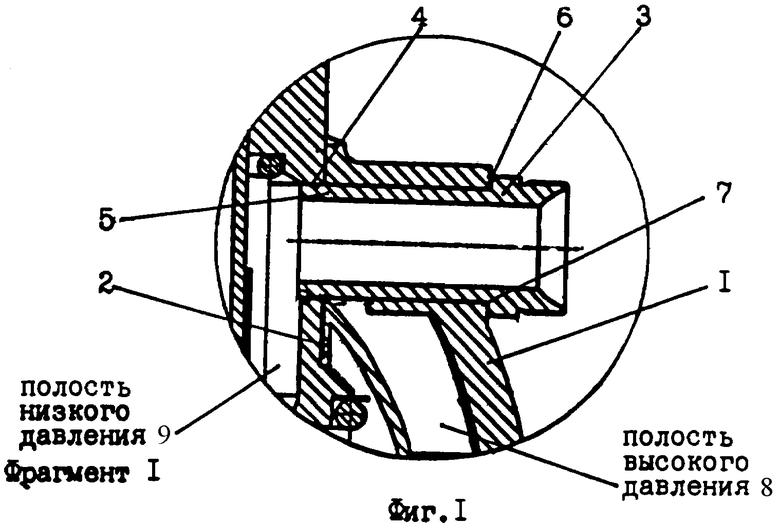
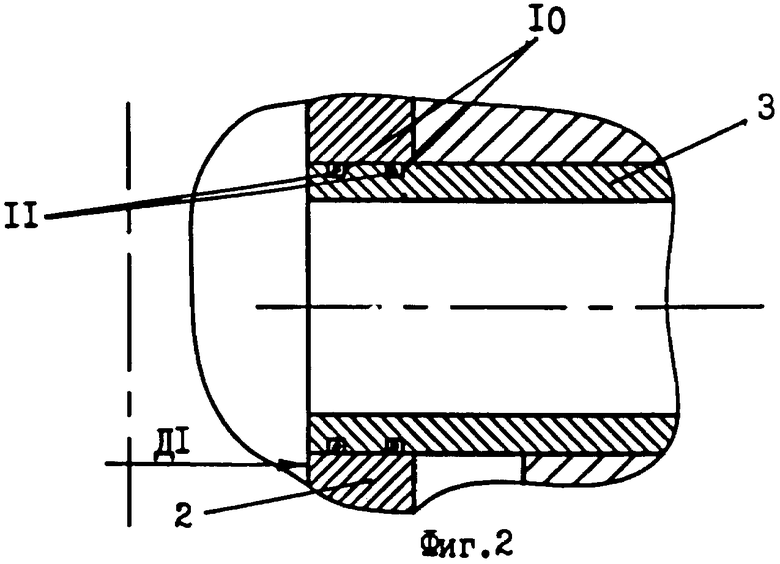
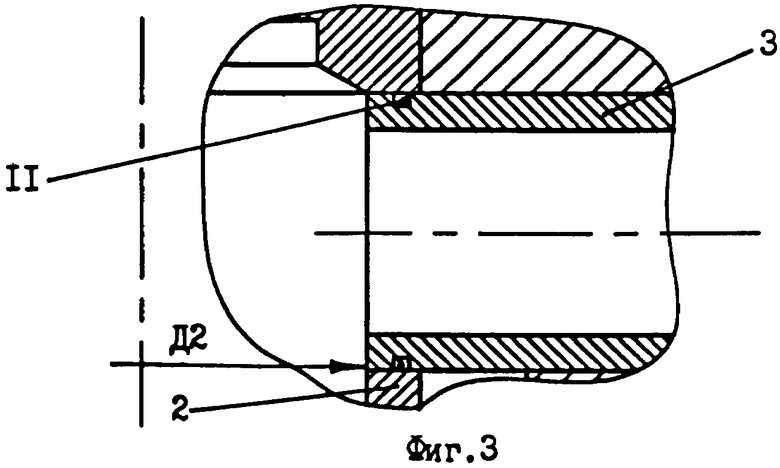
На фиг.1 представлен фрагмент сечения клапана, на фиг.2 - в увеличенном виде сечение паяемых деталей - штуцера с цилиндрической втулкой, на фиг.3 - сечение фиг.2 со срезанным утолщенным участком стенки цилиндрической втулки.
Пример осуществления изобретения
Фрагмент клапана (фиг.1) включает корпус 1, цилиндрическую втулку 2 и штуцер 3. В стенке цилиндрической втулки 2 выполнено цилиндрическое отверстие 4, в которое вставлен концевой участок 5 штуцера 3. Другой конец 6 штуцера 3 вставлен в отверстие 7, выполненное в корпусе 1, и зафиксирован прихваткой с помощью сварки. Концевой участок 5 герметично соединен со стенкой цилиндрической втулки с помощью пайки. Внутренний диаметр Д1 цилиндрической втулки 2 перед пайкой указанных деталей выполняют меньше требуемого диаметра Д2. В этой конструкции штуцер 3 проходит через полость 8 высокого давления и выходит в полость 9 низкого давления.
На внешней поверхности концевого участка 5 штуцера 3 выполняют две кольцевые проточки 10, в которые размещают припой в виде проволоки 11. В качестве припоя используют высокотемпературный сплав марки ПдМНХ-30. Это связано с тем, что после пайки указанных деталей корпус клапана 1 и паяемой детали подвергают термообработке при высокой температуре 1000-1050°С. Следует заметить, что перед пайкой паяемые поверхности штуцера 3 и цилиндрической втулки 2 покрывают тонким слоем никеля толщиной 3-7 мкм. Все детали выполнены из нержавеющей стали переходного класса марки ЭП288.
Выполнение двух кольцевых проточек, заполненных припоем, обеспечивает качественное наполнение припоем зазора между паяемыми поверхностями.
Далее собранную конструкцию помещают в герметичный контейнер, который устанавливают в печи (не показано). В этот контейнер помещают емкость, заполненную титановой стружкой. Отношение объема стружки к внутреннему объему контейнера составляет 15-30%.
Перед пайкой контейнер заполняют защитной газовой средой до давления 0,11 МПа, например газообразным аргоном. Кроме того, предусмотрены трубки для вывода аргона из контейнера. Они монтируются и выводятся через крышки контейнера и печи.
После этого производят очистку атмосферы контейнера от кислородосодержащих газов, влаги, воздуха, адсорбированных на внутренних поверхностях контейнера. Это достигается за счет разогрева контейнера до температуры 200-300°С. В процессе разогрева газовой среды в контейнере производят непрерывный анализ этой среды на наличие в ней кислородосодержащих примесей. Этот анализ производится подачей через трубки газовой среды на подплавляемую титановую пластинку.
После достижения требуемой чистоты защитного газа производят разогрев конструкции до температуры плавления припоя - Т=1200+10°С (Ликвидус) и без временной выдержки осуществляют охлаждение контейнера.
После охлаждения конструкции она была извлечена из контейнера и подвергнута механической обработке, в результате которой была срезана утолщенная часть стенки цилиндрической втулки до требуемого диаметра Д2.
Внешний осмотр показал, что поверхность паяного соединения светлая, без признаков окисления, внешние галтели паяного шва сформированы качественно.
Это достигнуто за счет следующих новых операций способа:
- установка емкости с титановой стружкой в герметичный контейнер, в результате чего осуществлялась очистка атмосферы контейнера от кислородосодержащих газов в процессе нагрева конструкции до температуры пайки;
- очистка аргона, что предотвратило окисление паяемых поверхностей и припоя;
- нанесение никелевого покрытия на паяемые поверхности деталей обеспечило хорошее смачивание и растекание припоя в паяемом зазоре;
- выполнение двух кольцевых проточек, заполненных припоем, которые обеспечивают в процессе пайки за счет капиллярных сил подпитку припоем зазора между паяемыми поверхностями.
Промышленное применение
Предлагаемое изобретение промышленно освоено и применяется при пайке деталей из нержавеющей стали переходного класса. Конструкции, изготовленные из этих сталей, пригодны для работы в криогенных средах высокого давления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕХОДНОГО КЛАССА | 2004 |
|
RU2330747C2 |
| Способ пайки паяносварных конструкций с телескопическими соединениями | 1989 |
|
SU1808554A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2156182C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2221679C2 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1995 |
|
RU2104840C1 |
| СПОСОБ ПАЙКИ ДВУХСЛОЙНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104838C1 |
| ПРИПОЙ НА НИКЕЛЕВОЙ ОСНОВЕ | 1996 |
|
RU2115528C1 |
Данное изобретение относится к области пайки, в частности к способам пайки деталей, изготовленных из нержавеющей стали, и может найти применение в машиностроении. Перед сборкой деталей на их паяемые поверхности наносят никелевое покрытие, а на внешней поверхности штуцера выполняют две кольцевые проточки, в которых размещают припой. Внутренний диаметр цилиндрической втулки в месте паяемого шва выполняют меньше требуемого диаметра. Собранную конструкцию помещают в контейнер, в котором размещают емкость с титановой стружкой, и при температуре 200-300°С проводят анализ защитной среды на наличие в ней кислородосодержащих газов. После достижения в контейнере требуемой чистоты защитного газа осуществляют разогрев конструкции до температуры плавления припоя и без временной выдержки начинают охлаждение конструкции. Затем вынимают ее из контейнера и внутренний диаметр цилиндрической втулки растачивают до требуемого диаметра, срезая при этом первую кольцевую проточку. Технический результат состоит в получении качественного паяного соединения без газовых раковин и дефектов. 5 з.п. ф-лы, 3 ил.
1. Способ капиллярной пайки деталей из нержавеющей стали в виде штуцера и цилиндрической втулки, включающий сборку деталей с размещением припоя в паяемый зазор, укладку в контейнер, заполненный нейтральной защитной средой, загрузку контейнера в печь, очистку указанной среды от кислородосодержащих газов при температуре 200-300°С и пайку, отличающийся тем, что перед сборкой деталей на их паяемые поверхности наносят никелевое покрытие, а на внешней поверхности штуцера выполняют две кольцевые проточки, в которых размещают припой, при этом внутренний диаметр цилиндрической втулки в месте паяемого шва выполняют меньше требуемого диаметра, собранную конструкцию помещают в контейнер, в котором размещают емкость с титановой стружкой, и при температуре 200-300°С проводят анализ защитной среды на наличие в ней кислородосодержащих газов, и, после достижения в контейнере требуемой чистоты защитного газа, осуществляют разогрев конструкции до температуры плавления припоя и без временной выдержки начинают охлаждение конструкции, затем вынимают ее из контейнера и внутренний диаметр цилиндрической втулки растачивают до требуемого диаметра, срезая при этом первую кольцевую проточку.
2. Способ капиллярной пайки по п.1, отличающийся тем, что в качестве припоя используют сплав марки ПдМНХ30.
3. Способ капиллярной пайки по п.1, отличающийся тем, что пайку ведут при температуре плавления припоя 1200+10°С.
4. Способ капиллярной пайки по п.1, отличающийся тем, что никелевое покрытие наносят толщиной 3-7 мкм.
5. Способ капиллярной пайки по п.1, отличающийся тем, что анализ защитного газа на содержание кислородосодержащих примесей производят подачей защитного газа на подплавляемую титановую пластину.
6. Способ капиллярной пайки по п.1, отличающийся тем, что объем титановой стружки составляет 10-15% от объема контейнера.
| ЛАШКО Н.Ф | |||
| и др | |||
| Пайка металлов | |||
| - М.: Машиностроение, 1967, с.321-334, 133-134 | |||
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ ТЕЛЕСКОПИЧЕСКОГО ТИПА | 1996 |
|
RU2120361C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1995 |
|
RU2104836C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ КОНСТРУКЦИЙ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 1999 |
|
RU2156678C1 |
| Способ пайки | 1974 |
|
SU515605A1 |
| Способ определения димедрола в биологических объектах | 1980 |
|
SU930123A1 |

