1
Известно устройство для на.йк;) стальных труб, содержащее герметичную нагревательную головку, соединенную с системой подачи запдитнОГО газа в зону пайки трубопроводов.
Для осуществления процесса бесфлюсовой лайки деталей из трудиопаяемых материалов в монтажных условиях с любьш пространственным расположением паяе.мого изделия предложено устройство, позволяющее вести процесс пайки в пара.х присадочных металлов, снабженное испарителем, оснащенным автономным нагревателем и выполненным в виде гераметичйого резервуара, расположенного между .нагревательной головкой и системой подачи защитного газа, а трубопровод соединен с системой подачи инертного газа и с системой отвода смеси газа с парами присадочного металла, при этом нагреватель испарителя выполнен в виде полого змеевика.
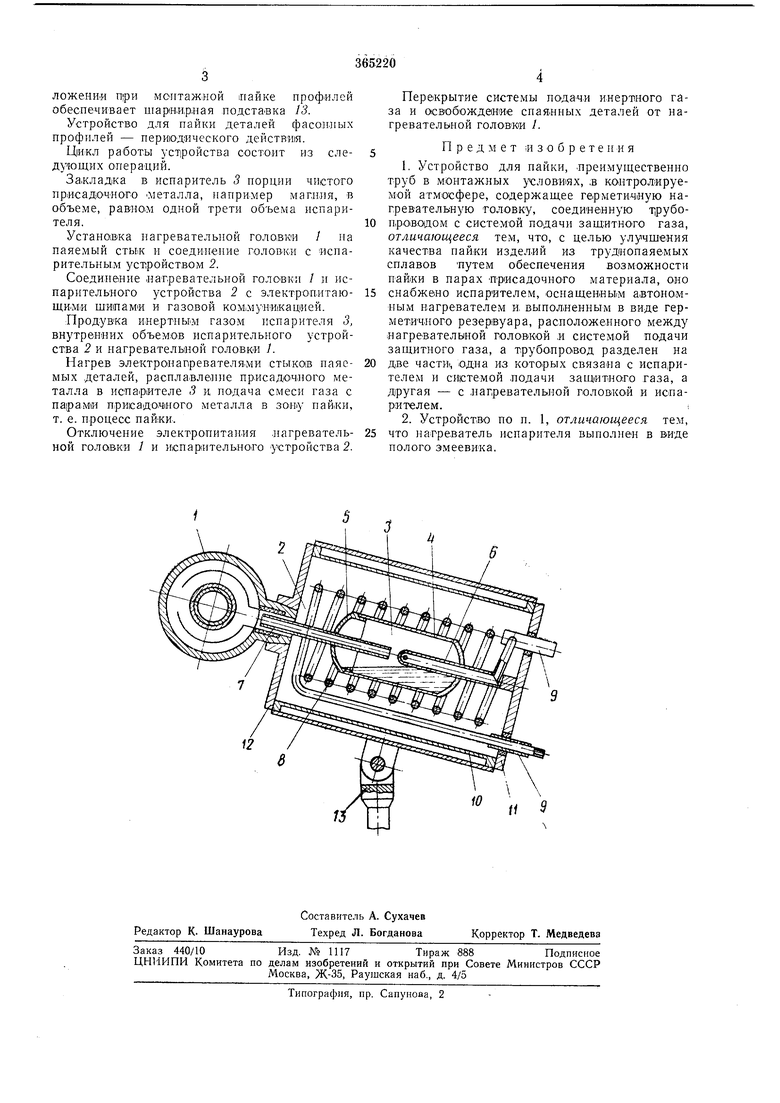
На чертеже представлено устройство для пайки деталей фасонных профилей.
К герметичной нагревательной головке 1 присоединено с помощью разъемного соединения испарительное устройство 2, которого установлен испаритель 3 для расплавления присадочного металла 4.
Испаритель 5 состоит из двух стаканов 4 и 5 со сферическими , выполненных из материала, несмачиваемого расплавом. Обе части испарителя плотно состыковываются
одна с другой, 0|бразуя замкнутую емкость. Каждый стакан имеет в центре днища трубопроводы 6 и 7, выступающие внутрь емкости испарителя на длину, несколько меньшую половины длины испарителя (на 2-4 мм). Торец трубонровода 6, обращенный внутрь испарителя, закрыт полусферическим колпачком с радиальнЫ:Ми отверстиями, обеспечнвающвми равномерное распределение инертного газа но объему испарителя. Трубопровод
7, установленный в стакане 5, служи.т для
транспортировки смеси инертного газа н наров присадочного металла в зону пайки.
Электронагреватель 8, выполненный в виде полого змеевика, обеспечивает расплавление присадочного металла в испарителе и перегрев этого расплава до. температуры, при которой давление паров металла над расплавом близко к атмосферному давлению, а также йгагрев инертного газа до температуры, близкой к температуре пайки. Трубчатый электронафеватель 8 соединен одним концо-м с испарителем 3, а вторым - с газовой коммуни1кацией, и подключен к электровводам 9.
Цилиндрический корпус 10 с крыщками // и 12 ;выполняет роль опорной констружции для испарителя 3 с нагревателем 8 и одновременно является защитным тепловым экраном. Удержание нагревательной головки / с
испарительным устройством 2 в заданном положении при монтажной шайке профилей обеспечивает шаршфная подста вка 13.
Устройство для пайки деталей фасоллых профилей - периюдического действия.
Цикл работы устройства состоит из следующих операций.
За.кладка в испаритель 3 порции чистого присадочного металла, например магнля, в объеме, равном одной трети объема испарителя.
Устано1Вка нагревательной головки / на паяемый стььк и соединение головки с испарительным устройством 2.
Соединение .нагревательной голСВки / л испарительного устройства 2 с электроп.итаюЩИМИ шипами и газовой ком.муникацией.
Продувка И|НертпЫМ газо.м испарителя 3, внутренних объемов испарительного устройства 2 и нагревательной головки /.
Нагрев электронапревателя.ми стыкав паяемых деталей, расплавление присадочного металла в испарителе 3 и подача смеси газа с парами присадочного металла в зону пай;ки, т. е. процесс пайки.
Отключение электронитания нагревательной головки 1 и испарительного устройства 2.
Перекрытие системы подачи инертиого газа и освобождение спаянных деталей от нагревательной ГОЛОВКИ /.
П р е д м е т ;и 3 о б р е т е н и я
1.Устройство для пайки, преимущественно труб в монтажных слови1ях, ,в контролируемой атмосфере, содержащее герметичную нагрев-ательную головку, соединенную т рубонроводом с системой подачи защитного газа, отличающееся тем, что, с целью улучшения качества пайки изделий из труднопаяемых сплавов путем обеспечения возможности пайки в парах присадочного материала, оно
снабжено испарителем, оснащеннььм автономным нагревателем и, выполненным в виде герметич.иого резервуара, расположенного между нагревательной головкой и системой подачи защитного газа, а трубонровод разделен на
две частиц одна из которых связана с испарителем и системой нодачи защитного газа, а другая - с нагревательной голоакой и испарителем.
2.Устройство по п. 1, отличающееся тем, что нагреватель испарителя выполнен в виде
полого змеевика.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2382117C1 |
| УСТРОЙСТВО для ПАЙКИ в АТМОСФЕРЕ | 1970 |
|
SU274625A1 |
| Устройство для испарения материала | 1982 |
|
SU1051134A1 |
| Устройство для бесфлюсовой пайки трубопроводов | 1977 |
|
SU680828A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ В АТМОСФЕРЕ ПАРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2014975C1 |
| Устройство для пайки в атмосфере паров испаряющихся металлов | 1974 |
|
SU496125A1 |
| УСТРОЙСТВО ДЛЯ МЕТАЛЛОТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ АЛЮМИНИЯ ИЗ ЕГО ТРИХЛОРИДА МАГНИЕМ | 2011 |
|
RU2476613C2 |
| СПОСОБ ПАЙКИ МИКРОКАНАЛЬНОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2809287C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОДИСПЕРСНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДАННОГО УСТРОЙСТВА | 2009 |
|
RU2410203C1 |
| СПОСОБ ИСПРАВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2498888C2 |
12
