Изобретение относится к сварочному производству, в частности к автоматизированным способам нанесения электродуговой наплавкой покрытия из износостойкого наплавочного материала на поверхность изделия, и может быть использовано при изготовлении биметаллических листов с износостойким покрытием, предназначенных для футеровки и восстановления изношенных поверхностей оборудования, подверженных различным видам износа, с целью увеличения их стойкости.
Известен способ сварки труб по патенту США №4828161, МПК B23K 9/04, 1989 г., при котором металл наплавляют узкими однопроходными валиками и одновременно производят охлаждение обратной стороны изделия струями воды, перемещающимися под зоной сварочной ванны.
Такой способ дает хорошие результаты при наплавке труб материалами, обладающими достаточной пластичностью и хорошей стойкостью против образования трещин. Однако при наплавке тонкостенных труб износостойкими сплавами с низкой пластичностью при пульсирующем охлаждении в наплавленном слое возникает значительное количество трещин, обусловленное неравномерным режимом охлаждения сварочной ванны на различных участках наплавляемого валика.
Также известен способ наплавки тонкостенных изделий по патенту США №4807800, МПК B23K 9/04, 1989 г., при котором применяют охлаждение обратной стороны изделия по всей ширине наплавляемого широкослойного валика путем смывания всей поверхности изделия водой.
Однако при охлаждении всей поверхности изделия создается слишком жесткий режим охлаждения кристаллизующейся ванны и остывающих наплавленных валиков, температура которых на небольшом расстоянии от зоны горения дуги становится равной температуре охлаждающей воды. Это вызывает образование значительного количества холодных трещин в наплавленном слое при наплавке износостойкими сплавами с низким запасом пластичности, что приводит к возникновению отслоений наплавленного металла и ухудшению эксплуатационных свойств изделий.
Наиболее близким аналогом к заявляемому изобретению по совокупности признаков и ожидаемому техническому результату является способ электродуговой наплавки тонкостенных изделий по патенту на изобретение RU №2053067 С1, МПК6 B23K 9/04, 16.12.1991 г., опубликованному 27.01.1996 г., включающий операции нанесения электродуговой наплавкой покрытия из износостойкого наплавочного материала на прокатный лист из углеродистых или низколегированных сталей и принудительного охлаждения прокатного листа в процессе электродуговой наплавки на него покрытия путем воздействия на свободную поверхность прокатного листа охлаждающей средой.
Производительность электродуговой наплавки определяется как Qн=αн×Iсв×t,
где
Qн- количество наплавляемого метала, грамм;
αн - коэффициент наплавки, грамм А/час;
Iсв - сила сварочного тока, А;
t - продолжительность наплавки, час. Коэффициент наплавки αн - величина для каждого наплавочного материала постоянная и показывает, какое количество наплавленного материала перейдет на изделие при величине сварочного тока в 1 А за время 1 час. При этом с увеличением сварочного тока увеличивается и глубина проплавления основного метала (подложки, прокатного листа), а значит, происходит перемешивание наплавляемого металла с металлом основы (подложки, прокатного листа). Таким образом, чем больше сварочный ток, тем больше глубина проплавления подложки и разбавления наплавляемого металла с металлом основы, что ведет к большему несоответствию по химическому составу наплавленного материала задаваемому. Поэтому при электродуговой наплавке возникает противоречие - для увеличения производительности необходимо повысить силу тока наплавки и скорость наплавки, а для уменьшения глубины проплавления метала подложки и перемешивания наплавляемого материала с материалом основы (подложки, листа) - одновременно понизить силу тока.
В результате влияния вышеуказанных противоречий изменяется химический состав наплавленного износостойкого материала и его структура, что приводит к ухудшению износостойких свойств покрытия.
В основу изобретения поставлена задача усовершенствовать способ изготовления износостойкого биметаллического листа путем изменения режимов электродуговой наплавки, обеспечить оптимальные условия, при которых достигается требуемый химический состав и структура наплавленного износостойкого материала, и за счет этого повысить износостойкость покрытия.
Задача решена тем, что в способе изготовления износостойкого биметаллического листа, включающем операции нанесения электродуговой наплавкой покрытия из износостойкого наплавочного материала на прокатный лист из углеродистых или низколегированных сталей и принудительного охлаждения прокатного листа в процессе электродуговой наплавки на него покрытия путем воздействия снизу на свободную поверхность прокатного листа охлаждающей средой, согласно изобретению покрытие на прокатный лист из износостойкого наплавочного материала электродуговой наплавкой выполняют послойно, при этом при электродуговой наплавке каждого последующего слоя покрытия из износостойкого наплавочного материала погонную энергию электродуговой наплавки изменяют в зависимости от температуры прокатного листа, а принудительное охлаждение прокатного листа охлаждающей средой осуществляют в момент превышения в нем допустимой температуры нагрева прокатного листа, соответствующей температуре образования карбидной фазы.
Согласно изобретению в качестве охлаждающей среды используют водный раствор хлористого натрия.
Покрытие электродуговой наплавкой из износостойкого наплавочного материала выполняют сплошным слоем.
Покрытие электродуговой наплавкой из износостойкого наплавочного материала выполняют прерывистым слоем.
Выполнением послойного покрытия на прокатный лист из износостойкого наплавочного материала электродуговой наплавкой и изменением при этом погонной энергии электродуговой наплавки в зависимости от температуры прокатного листа с принудительным охлаждением прокатного листа охлаждающей средой в момент превышения в нем допустимой температуры нагрева прокатного листа, соответствующей температуре образования карбидной фазы, достигается требуемое направление карбидов, ориентированных перпендикулярно к плоскости прокатного листа. Достигнутая при этом данная ориентация карбидов, обеспечивает получение наплавленного слоя с высокой степенью износостойкости.
Использование в качестве охлаждающей среды водного раствора хлористого натрия, который имеет больший коэффициент теплопередачи относительно воды, позволило обеспечить оптимальный режим охлаждения, при котором достигается требуемая структура наплавленного слоя покрытия, обладающего высокими износостойкими свойствами.
Сущность изобретения поясняется чертежами, где на:
фиг.1 - представлена схема ориентации карбидов в структуре биметаллического листа;
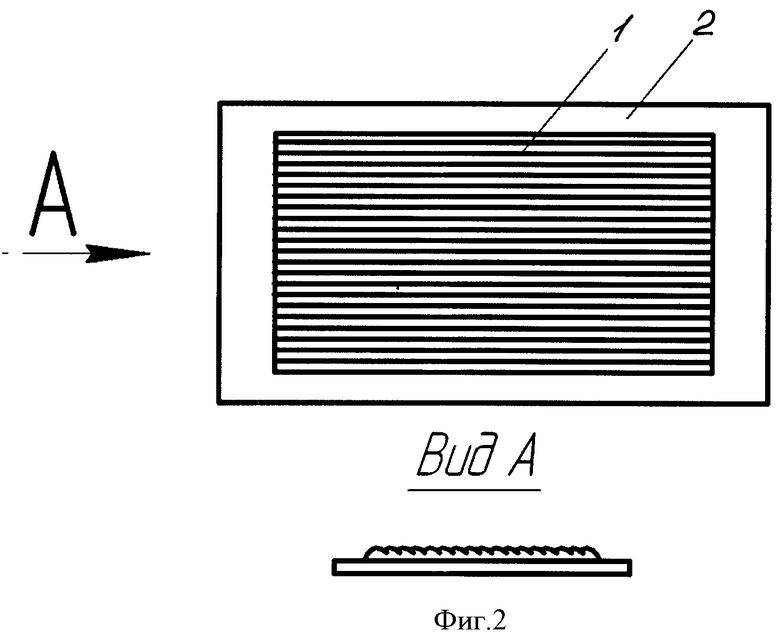
фиг.2 - биметаллический лист со сплошным износостойким покрытием, выполненным наплавкой вдоль прокатного листа;
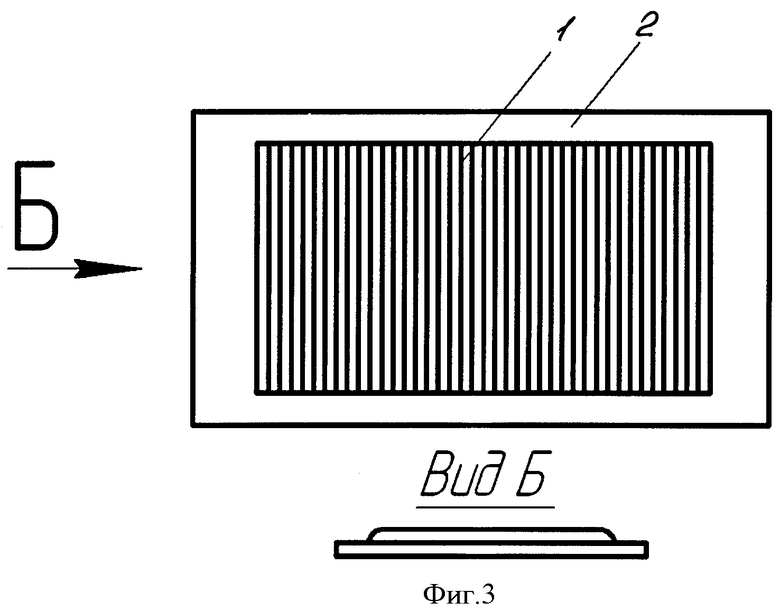
фиг.3 - биметаллический лист со сплошным износостойким покрытием, выполненным поперек прокатного листа;
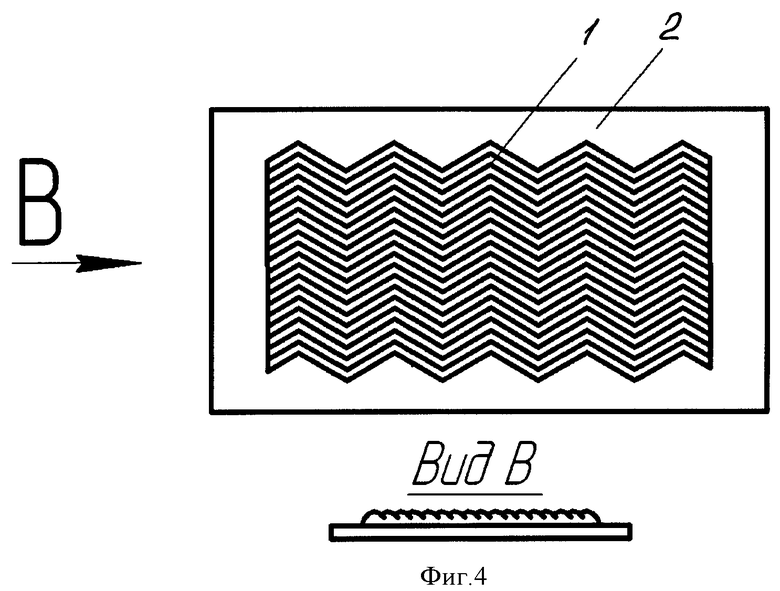
фиг.4 - биметаллический лист со сплошным износостойким покрытием, выполненным зигзагообразной наплавкой вдоль прокатного листа;
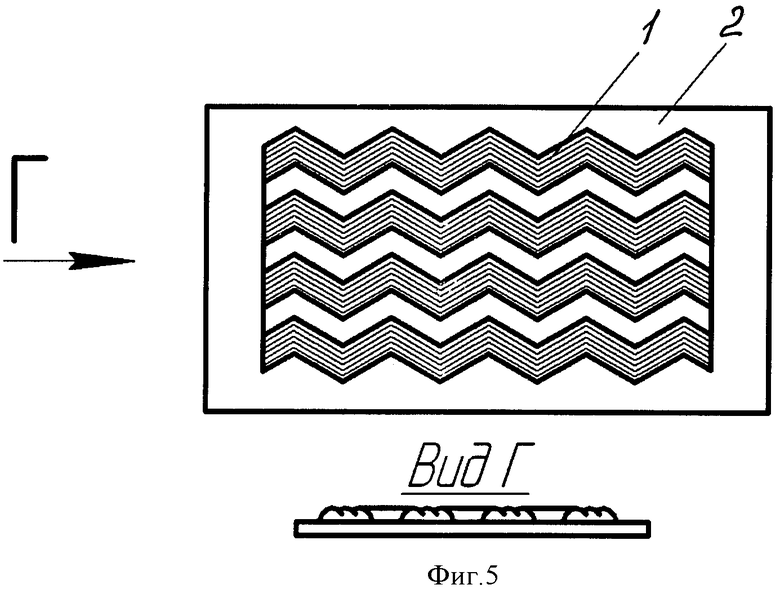
фиг.5 - биметаллический лист с прерывистым износостойким покрытием, выполненным зигзагообразной наплавкой вдоль листа с интервалами между наплавочными валами;
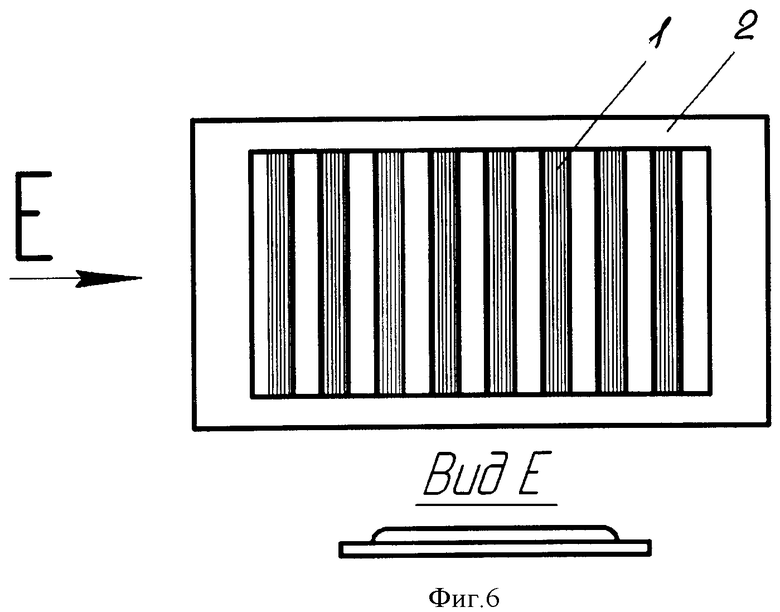
фиг.6 - биметаллический лист с прерывистым износостойким покрытием, выполненным наплавкой поперек листа с интервалами между наплавочными валами;
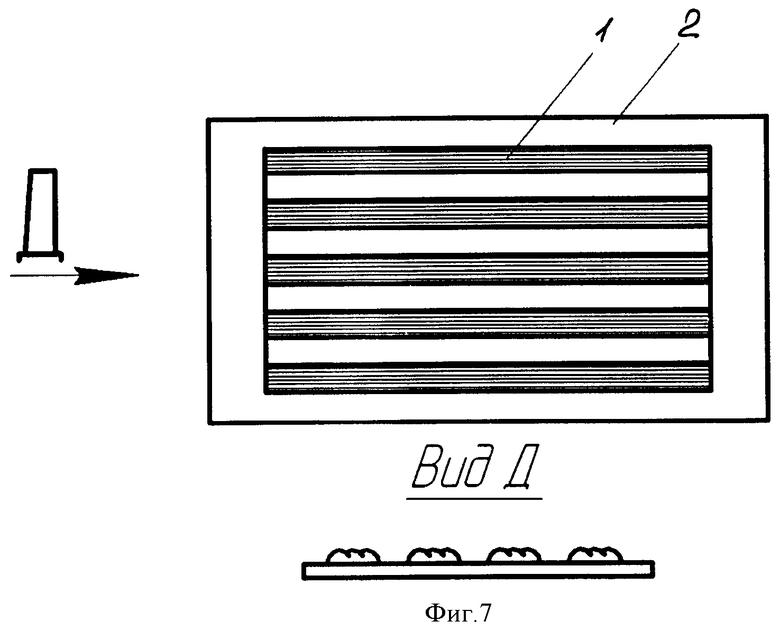
фиг.7 - биметаллический лист с прерывистым износостойким покрытием, выполненным наплавкой вдоль листа с интервалами между наплавочными валами;
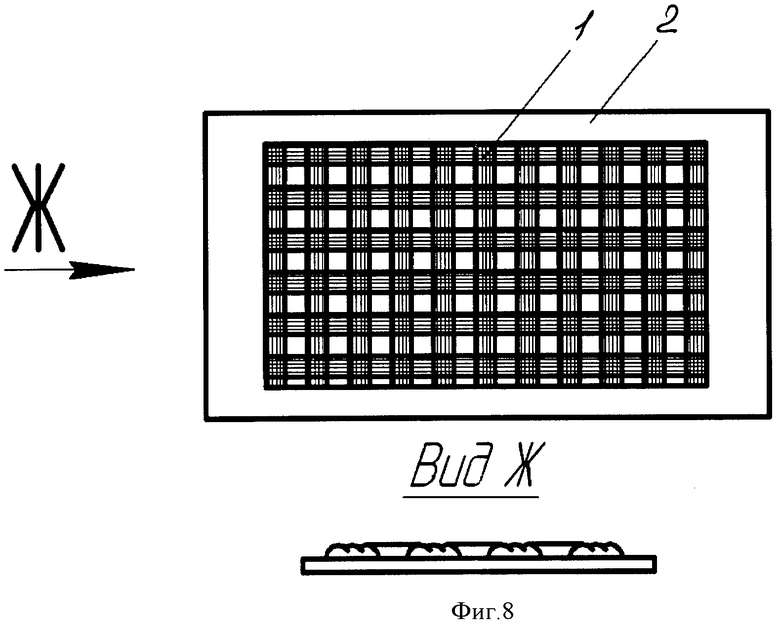
фиг.8 - биметаллический лист с прерывистым износостойким покрытием, выполненным наплавкой по схеме сетки с квадратными ячейками;
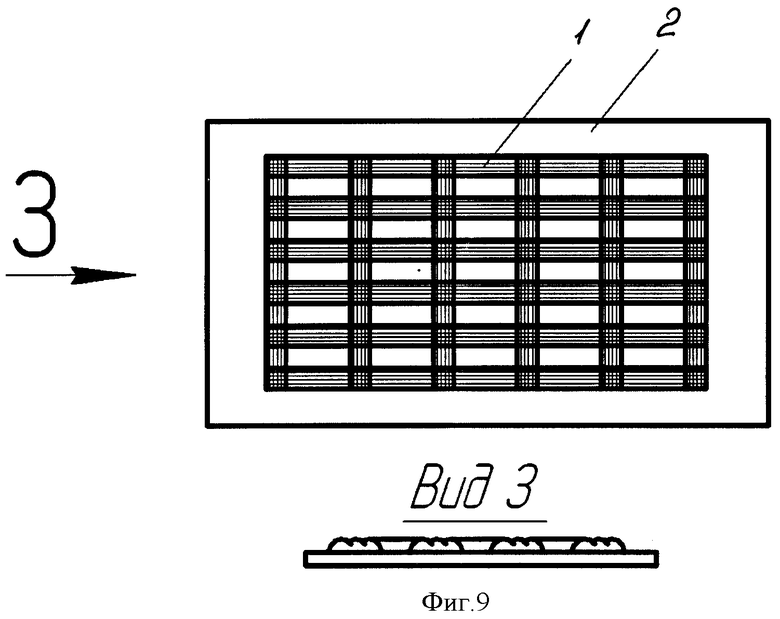
фиг.9 - биметаллический лист с прерывистым износостойким покрытием, выполненным наплавкой по схеме сетки с прямоугольными ячейками.
Пример осуществления способа изготовления износостойкого биметаллического листа.
Предложенный способ изготовления износостойкого биметаллического листа реализуют с использованием наплавочного аппарата с автоматическим управлением режимами наплавки и охлаждения. Перед нанесением электродуговой наплавкой покрытия из износостойкого наплавочного материала на прокатный лист из углеродистых или низколегированных сталей для каждого отдельного технологического процесса задают программу режимов наплавки и охлаждения.
При этом задают такие параметры, как направление наплавляемых валиков, их конфигурацию, последовательность их наплавления, толщины наплавляемого покрытия, количество наплавляемых друг на друга слоев покрытия, марку стали прокатного листа и его толщину.
Для изготовления износостойкого биметаллического листа используют сплавы с высоким содержанием карбидной фазы, износостойкость которых существенным образом зависит от типа и количества карбидной фазы. Как правило, упрочняющая фаза в наплавочных сплавах содержит карбиды: Fe3C; Mn3C; Сr7С3; W2C; WC; VC; TiC; B4С, Mo2C и др., а также карбобориды, нитриды железа и легирующие элементы.
Исходя из условий эксплуатации износостойкого биметаллического листа и характера интенсивности изнашивания для каждого случая выбирают оптимальный состав его покрытия. Все вышеприведенные факторы учитывают при разработке программы управления режимами наплавки, охлаждения прокатного листа и изменения погонной энергии электродуговой наплавки.
Так как при наплавке большое значение имеет правильно установленный тепловой баланс и оптимальные условия для проведения химических и металлургических процессов в наплавленном металле, которые определяют эксплуатационные свойства износостойкого биметаллического листа, устанавливают параметры следующих составляющих режима наплавки:
- сварочный ток Iсв;
- сварочное напряжение на дуге Uд;
- скорость наплавки Vнапл;
- вылет электрода hэл;
- ширина поперечного перемещения электрода bэл,
- расход защитного газа Qз.г или флюса Qф,
- скорость принудительного охлаждения прокатного листа в процессе электродуговой наплавки;
- допустимая температура прокатного листа в процессе электродуговой наплавки.
- величина погонной энергии Еi вычисляемая по формуле:
 где:
где:
U - напряжение на сварочной дуге;
I - сварочный ток;
V - скорость наплавки;
Величину допустимой температуры нагрева прокатного листа при электродуговой наплавке износостойкого покрытия слоями устанавливают на основании результатов предварительно выполненных дилатометрических исследований. Согласно данным исследованиям охлаждение прокатного листа при электродуговой наплавке осуществляют с температуры, когда он имеет состояние, близкое к равновесному, т.е. в интервале протекания превращений, когда аустенит (А) переходит в карбид (К). При этом количество образующейся карбидной фазы и положение точки начала мартенситного превращения Мн взаимосвязаны и определяются режимом температуры охлаждения наплавляемого прокатного листа, при котором достигается требуемое направление карбидов, ориентированных перпендикулярно к плоскости прокатного листа. Данная ориентация карбидов обеспечивает получение наплавленного слоя с высокой степенью износостойкости (см. фиг.1). Таким образом, допустимая температура прокатного листа соответствует температуре образования карбидной фазы в наплавленном слое карбидов заданной ориентации. Сведения о температуре образования карбидной фазы для определенного сплава приводятся в справочнике металлурга. Так как температура образования карбидной фазы для различных сплавов не одинакова, то и допустимая температура прокатного листа в процессе электродуговой наплавки покрытия для каждого случая будет изменяться в зависимости от используемого состава наплавочного материала.
Сварочный ток Iсв и сварочное напряжение на дуге Uд определяют в зависимости от вида применяемых наплавочных материалов (проволока сплошная наплавочная стальная, проволока порошковая наплавочная, лента сплошная спеченная, лента порошковая для наплавки), размеров сечения и от степени легирования. Данный способ получения биметаллического листа осуществляют с использованием любых из указанных типов наплавочных материалов с применением соответствующего оборудования.
После установления режимов наплавки прокатный лист укладывают на стол наплавочного аппарата и жестко прижимают его к поверхности стола при помощи гидравлических прижимов. В качестве листа заготовки используют прокатный лист из стали ст.3 по ГОСТ 380-94 толщиной от 5 до 30 мм и размером 1500×3000 мм. В качестве электродного материала применяют порошковые ленты сечением 10,0×3,0 мм и 16,5×4,0 мм и проволоку порошковую 0 от 2 до 6 мм для стальных листов толщиной от 5 до 8 мм и сечением 16,5×4,0 мм для листов толщиной свыше 8 мм. Для наплавки используют сплавы типа 450Х30М (порошковая лента ПЛАН-Т 180), 500Х30Б2, 500Х22Б7М7 В2Ф (ПЛАН-Т 179) и 500Х22Б15ФЗ и им подобные.
В процессе нанесения электродуговой наплавкой покрытия 1 из износостойкого наплавочного материала на прокатный лист 2 из углеродистых или низколегированных сталей постоянно определяют величину погонной энергии и температуру прокатного листа 2. Указанные данные режимов наплавки обрабатывают посредством цифрового вычислительного блока автоматизированной системы управления наплавочного аппарата.
Согласно изобретению покрытие 1 на прокатный лист 2 из износостойкого наплавочного материала электродуговой наплавкой выполняют послойно.
При поступлении с цифрового вычислительного блока на исполнительный механизм системы автоматического управления наплавочным аппаратом сигнала разногласия между температурой прокатного листа и допустимой температурой его нагрева изменяют погонную энергию электродуговой наплавки. При этом принудительное охлаждение прокатного листа охлаждающей средой осуществляют в момент превышения в нем допустимой температуры прокатного листа, соответствующей температуре образования карбидной фазы в наплавленном слое карбидов заданной ориентации. Для чего на прокатный лист снизу воздействуют охлаждающей средой посредством устройства для охлаждения, выполненного в виде трубы с рядом сопел для подачи охлаждающей среды в зону охлаждения и автоматически связанного с блоком управления наплавочного аппарата. В качестве охлаждающей среды используют водный раствор хлористого натрия, который способствует быстрому отбору тепла. Это обеспечивает стабильный температурный режим в зоне сварочной ванны, при котором величина теплоотвода достаточна для исключения вероятности образования прожогов прокатного листа, обеспечения небольшой глубины проплавления, незначительного разбавления наплавленного металла основным и требуемого направления карбидов в слое покрытия, ориентированных перпендикулярно к плоскости прокатного листа. В результате чего образуется структура и форма карбидов, которая обеспечивает высокую износостойкость покрытия (фиг.1).
В зависимости от назначения биметаллических листов их изготавливают с разнообразными формами износостойкого покрытия относительно прокатного листа с учетом толщины покрытия и прокатного листа, количества наплавленных слоев и физико-механических особенностей материала прокатного листа (фиг.2-9). Получение износостойкого покрытия соответствующей формы обеспечивают путем изменения шага и направления перемещения сварочных электродов. Покрытие электродуговой наплавкой из износостойкого наплавочного материала выполняют сплошным слоем (фиг.2-4).
Покрытие электродуговой наплавкой из износостойкого наплавочного материала выполняют прерывистым слоем (фиг.5-9).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПА | 2004 |
|
RU2279956C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| Способ электродуговой наплавки износостойкого слоя | 2018 |
|
RU2689272C1 |
| МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ФЕРРОМАГНИТНОЙ ШИХТОЙ ПОВЕРХНОСТИ РОЛИКОВ СИСТЕМЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2613801C2 |
| НАУГЛЕРОЖИВАЮЩАЯ ПАСТА ДЛЯ НАПЛАВКИ | 2021 |
|
RU2755912C1 |
| Способ плазменной наплавки | 1991 |
|
SU1797537A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ (ВАРИАНТЫ) | 2013 |
|
RU2550069C1 |
| СПОСОБ МНОГОСЛОЙНОЙ НАПЛАВКИ ТЕПЛОСТОЙКИМИ СТАЛЯМИ ВЫСОКОЙ ТВЕРДОСТИ В АЗОТСОДЕРЖАЩЕЙ СРЕДЕ | 2019 |
|
RU2699488C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗНОСОСТОЙКИМИ КОМПОЗИЦИОННЫМИ МАТЕРИАЛАМИ С ЗЕРНИСТОЙ УПРОЧНЯЮЩЕЙ ФАЗОЙ | 2000 |
|
RU2192337C2 |
| ПОРОШКОВЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ И НАПЫЛЕНИЯ | 2015 |
|
RU2607066C2 |
Изобретение относится к сварочному производству. Способ включает нанесение электродуговой наплавкой покрытия из износостойкого наплавочного материала на поверхность прокатного листа из углеродистых и низколегированных сталей. Производят принудительное охлаждение прокатного листа в процессе электродуговой наплавки на него покрытия. Снизу на свободную поверхность прокатного листа воздействуют охлаждающей средой. Покрытие выполняют послойно. Погонную энергию для каждого слоя электродуговой наплавки изменяют в зависимости от величины температуры прокатного листа с наплавленными слоями покрытия. Принудительное охлаждение прокатного листа охлаждающей средой ведут в момент превышения в нем допустимой температуры нагрева. Допустимая температура соответствует температуре образования карбидной фазы. В качестве охлаждающей среды используют водный раствор хлористого натрия. Покрытие выполняют сплошным или прерывистым слоем. Техническим результатом изобретения является повышение износостойкости покрытия. 3 з.п. ф-лы, 9 ил.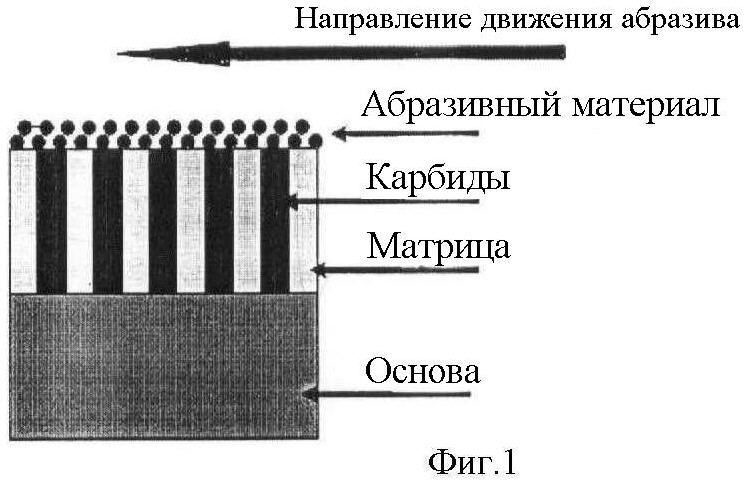
1. Способ изготовления износостойкого биметаллического листа, включающий операции нанесения электродуговой наплавкой покрытия из износостойкого наплавочного материала на прокатный лист из углеродистых или низколегированных сталей и принудительного охлаждения прокатного листа в процессе электродуговой наплавки на него покрытия путем воздействия снизу на свободную поверхность прокатного листа охлаждающей средой, отличающийся тем, что покрытие на прокатный лист из износостойкого наплавочного материала электродуговой наплавкой выполняют послойно, при этом при электродуговой наплавке каждого последующего слоя покрытия из износостойкого наплавочного материала погонную энергию электродуговой наплавки изменяют в зависимости от температуры прокатного листа, а принудительное охлаждение прокатного листа охлаждающей средой осуществляют в момент превышения в нем допустимой температуры нагрева прокатного листа, соответствующей температуре образования карбидной фазы.
2. Способ изготовления износостойкого биметаллического листа по п.1, отличающийся тем, что в качестве охлаждающей среды используют водный раствор хлористого натрия.
3. Способ изготовления износостойкого биметаллического листа по п.п.1 или 2, отличающийся тем, что покрытие электродуговой наплавкой из износостойкого наплавочного материала выполняют сплошным слоем.
4. Способ изготовления износостойкого биметаллического листа путем электродуговой наплавки по п.п.1 или 2, отличающийся тем, что покрытие электродуговой наплавкой из износостойкого наплавочного материала выполняют прерывистым слоем.
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2053067C1 |
| RU 2004125601 A, 27.05.2005 | |||
| СПОСОБ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1979 |
|
SU794899A1 |
| CN 101126143 A, 20.02.2008 | |||
| Способ автоматического управления процессом обжига в кипящем слое | 1980 |
|
SU911106A1 |

