Изобретение относится к электродуговой наплавке и может найти применение при восстановлении изношенных частей стальных труб, в частности бурильных труб, а также для получения износостойкого наплавленного слоя на цилиндрических трубах, работающего при динамических и термоциклических нагрузках в судостроении, машиностроении, металлургии и т.д.
Известен Способ наплавки поверхности цилиндрического изделия, описанный в патенте RU 1543717, опубл. 27.08.1995. В описанном в патенте способе наплавку износостойким материалом выполняют при вращении цилиндра вокруг продольной оси перемещающимися вдоль образующей цилиндра с определенной скоростью двумя наплавочными головками. Вначале наплавляют крайние участки изделия, затем наплавляют износостойкое комбинированное покрытие, состоящее из валиков вспомогательной и основной наплавки. Сначала наплавляют узкие подогревные валики из мягкого материала, затем заполняют промежутки между ними основными широкими валиками из износостойкого материала, крайние участки которых стыкуются между собой на теле узких валиков. После этого заполняют впадины на широких валиках относительно мягким материалом. Полученный комбинированный слой повторяют до заданной толщины наплавки. В каждом последующем слое горелки смещают вдоль оси наплавки на половину ширины основного валика и меняют направление их перемещения на противоположное. Нижний валик, расположенный под углом к верхнему, является препятствием для распространения трещины вглубь. Способ является низкотехнологичным, поскольку требует поэтапного накладывания вспомогательных и основных валиков с осуществлением переналадки оборудования с изменением шага наплавки и направления. Кроме того, способ применим только для наплавки труб большого диаметра и неприменим для наплавки тонкостенных труб, таких как бурильные трубы, поскольку вызывает перегрев, а перевод процесса на заниженную погонную энергию приведет к значительному снижению производительности.
Известен Способ автоматической электродуговой наплавки изделий типа тел вращения, описанный в патенте RU 2268121, опубл. 20.01.2006 г. Способ основан на применении зигзагообразного формирования валиков. Наплавляемый валик формируют из продольных участков, располагаемых вдоль образующей изделия, и дугообразных участков, соединяющих концы соседних продольных участков. Наплавку осуществляют в нижнем положении непрерывной дугой в зените с расположением оси электрода и оси поворота детали в вертикальной плоскости. Последовательно формируют, по меньшей мере, два валика, по меньшей мере, в два захода. Размещают продольные участки последующего валика между продольными участками ранее наплавленного валика. Образование продольных участков производят путем перемещения электрода вдоль оси неподвижного изделия, а дугообразных - путем поворота изделия при неподвижном электроде. Невысокая производительность способа вызвана тем, что формирование общего кольцевого валика осуществляется в два захода - промежутки между горизонтальными участками валиков, образованные при первом заходе, наплавляются при втором заходе, после удаления шлаковой корки. В процессе наплавки дугообразных участков зигзага необходимо регулировать режимы наплавки и осуществлять шаговое вращение обрабатываемого изделия, поскольку горизонтальные участки формируются при расположении электрода в зените. Кроме того, наплавка комбинированного покрытия по данному способу выполняется со значительным количеством пересекающихся швов, при стыковке которых создаются благоприятные условия для образования пор и трещин в наплавленном металле, а общий перегрев легированного металла приводит к росту размеров зерна, выделению крупных включений карбидов, снижающих механические свойства зоны термического влияния и в целом наплавленного покрытия.
Специалистам известно, что при одноэлектродной наплавке имеет место глубокий провар, приблизительно равный 1 мм на каждые 100 А сварочного тока. Поэтому доля основного металла в наплавленном валике значительна и составляет 60…70%. В случае многоэлектродной TWIN-наплавки дуга горит то на одном, то на другом электроде и поэтому оказывает попеременное давление на расплавленный металл в различных направлениях. В результате расплавленный металл вытесняется из-под дуги незначительно, меньшие значения имеют глубина проплавления основного металла и длина сварочной ванны. Доля основного металла в наплавленном валике сокращается до 22%.
Большей производительностью обладают способы, основанные на применении многоэлектродной широкослойной наплавки с поперечными колебаниями электрода. Один из таких способов описан в патенте RU 2308364, опубл. 20.10.2007. Этот способ, выбранный в качестве прототипа, включает формирование на поверхности изношенной ниппельной и муфтовой частей трубы автоматической электродуговой наплавкой под флюсом валика при вращении трубы и перемещении электродов в прямом и обратном направлениях вдоль ее образующей. Перед наплавкой устанавливают электроды со смещением в горизонтальной плоскости против направления вращения трубы с линейным отклонением от «зенита» на 20-30 мм и угловым отклонением от «зенита» на 18-26°. Наплавку осуществляют на прямой полярности с подключением «минуса» на электроды и «плюса» на трубу. Группу электродов для наплавки ниппельной части трубы запитывают от одного источника электрического тока, группу электродов для наплавки муфтовой части трубы запитывают от второго источника электрического тока. Расстояние между электродами каждой группы выбирают из условия формирования общей ванны жидкого металла по всей ширине наплавляемого валика, перемещение электродов совмещают с подачей флюса. В процессе наплавки трубу охлаждают изнутри и с торцов. Основные недостатки способа основаны на том, что зона термического воздействия (ЗТВ) при стыковке кольцевых валиков подвергается многократным циклам нагрева и охлаждения. При увеличении времени нахождения этой зоны при температуре выше 800 градусов (температура рекристаллизации стали замковой части) замедляется скорость охлаждения, происходит рост зерна, выделяются и растут крупные зерна карбидов, что в итоге создает условия для образования холодных трещин.
В основу изобретения поставлена задача расширения арсенала средств и создание нового способа электродуговой наплавки износостойких покрытий на цилиндрическую трубу.
Достигаемый комплексный технический результат - обеспечение высокого качества покрытия за счет исключения пор и снижения вероятности образования микротрещин в наплавленном слое при обеспечении повышения производительности наплавки.
Поставленная задача решается тем, что способ электродуговой широкослойной наплавки износостойких покрытий на цилиндрическую трубу характеризуется тем, что при вращении трубы осуществляют двухслойную наплавку кольцевыми валиками, формируемыми расщепленной дугой двумя электродами. Электроды установлены на расстоянии от друга вдоль образующей трубы и совершают поперечные колебательные движения. Расстояние между электродами равно размаху колебаний. Первый электрод, формирующий кольцевые соприкасающиеся между собой валики нижнего слоя наплавки, выполнен из малоуглеродистой низколегированной стали, второй электрод, формирующий кольцевые валики покрывающего слоя наплавки, выполнен из высоколегированной средне- или высокоуглеродистой стали. Наплавку производят с применением флюса с температурой плавления не менее 1300°С. При наплавке одновременно осуществляют формирование двух кольцевых валиков - кольцевого валика покрывающего слоя на наплавленном кольцевом валике нижнего слоя, а также наплавку следующего кольцевого валика нижнего слоя, контактирующего с упомянутым сформированным кольцевым валиком нижнего слоя. В поперечном сечении кольцевые валики покрывающего слоя перекрывают зону контакта смежных кольцевых валиков нижнего слоя, как следствие текучести ванны верхнего слоя.
В предпочтительном варианте реализации наплавку осуществляют при прямой полярности подключения электродов.
При наплавке тонкостенных труб небольшого диаметра (75-200 мм) осуществляют охлаждение зоны наплавки путем подачи внутрь трубы струи сжатого воздуха или защитного газа, направляемой под зону наплавки. Струя может подаваться непосредственно под зону формирования валиков или с опережением.
Для того чтобы лучше продемонстрировать отличительные особенности изобретения, в качестве примера, не имеющего какого-либо ограничительного характера, ниже описан предпочтительный вариант реализации применительно к восстановительной наплавке замковой части буровой трубы диаметром 89-164 мм из стали 40ХНМА или 40Х2НМА. Восстановление осуществляется в направлении от торцевой части замка трубы к ее середине.
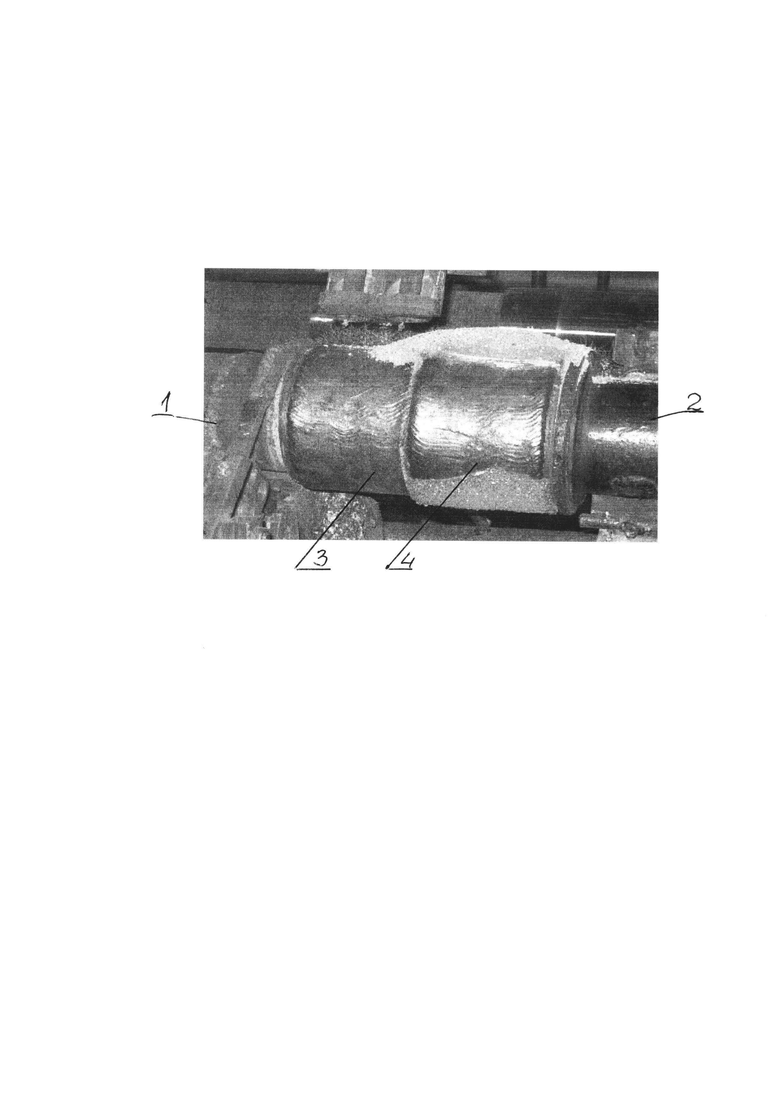
Пример реализации иллюстрируется Фигурой, на которой представлена фотография наплавки муфты трубы двумя широкослойными валиками. Ширина каждого валика - 110 мм.
Способ осуществляется следующим образом. Бурильную трубу укладывают на роликовый стенд и устанавливают подвесной сварочный автомат напротив обрабатываемого конца замковой части трубы. Наплавка осуществляется двумя горелками. Одна предназначена для первого электрода, выполненного из низкоуглеродистой низколегированной стали (например, проволока Св-08А, Св-08ГА, Св-10ГНМА, Св-10ХГСНМА; ПП-АН 180НМ) обеспечивает создание пластичной буферной прослойки - нижнего слоя наплавки. Вторая горелка предназначена для второго электрода, выполненного из высоколегированной среднеуглеродистой стали, или высоколегированной высокоуглеродистой (например, 35Х20АТЮ, 30ХГСА), обеспечивает создание покрывающего износостойкого слоя наплавки.
Горелки подключены к одному полюсу источника питания, в частности, для труб небольшого диаметра подключены к плюсу, и снабжены общим механизмом подачи проволоки и двумя флюсопроводами для подачи флюса в зону наплавки. Для наплавки по данному способу применим флюс с температурой плавления не менее 1300°С, например, ЭЛЗ-ФКН-1/55, ЭЛЗ-ФКН-17. Горелки установлены на механизме поперечного перемещения, обеспечивающим размах колебаний в общем случае 50-100 мм. Для данного примера - 60 мм. В зависимости от диаметра трубы и толщины стенки трубы определяют ширину наплавляемых кольцевых валиков и устанавливают электроды на расстоянии равном двойной амплитуде поперечных перемещений, то есть несколько меньше ширины наплавляемых кольцевых валиков.
Для избежания стекания ванны шлака и металла устанавливают горелки подвесного автомата вдоль образующей трубы под углом 30 градусов к продольной оси трубы и на расстоянии от «зенита» на угол 26-30 градусов). Внутрь трубы вводят устройство подачи струи сжатого воздуха или защитного газа.
После завершения подготовительных операций включают флюсоподачу в зону наплавки и включают механизм, обеспечивающий поперечные колебательные движения горелок. Затем на первый электрод подают напряжение включения дуги, устанавливают рабочий ток, например, 500 А и включают механизм подачи первой проволоки. При этом происходит автоподогрев трубы сварочной дугой и после сформирования первичной ванны, включают механизм вращения трубы и осуществляют наплавку первого кольцевого широкослойного валики нижнего слоя наплавки. При скорости вращения трубы 1,7 мм/с скорость поперечных колебаний составляет 55 мм/с. В общем случае по заявляемому способу сохраняется соотношение скоростей 1:(25-32).
После поворота трубы на 50-60 градусов автоматически включается подача воздуха, и струя направляется под зону наплавки перед сварочной ванной (по окружности трубы). Охлаждение осуществляют периодически с контролем температуры, ориентируясь на жидкотекучесть шлака.
После наплавки первого кольцевого валика шириной 60 мм и толщиной 4 мм прекращается подача проволоки и снимается напряжение с междугового промежутка. Затем обе горелки перемещаются на один шаг, равный ширине наплавки. Таким образом, второй электрод устанавливается непосредственно над торцевой частью сформированного первого валика, в то время как первый электрод автоматически устанавливается таким образом, чтобы сформированный второй кольцевой валик нижнего слоя соприкасался с первым кольцевым валиком нижнего слоя. После установки горелок включается подача флюса, механизм подачи обеих проволок, механизм вращения трубы и механизм, обеспечивающий поперечные колебательные движения горелок. При этом первый электрод наплавляет второй кольцевой валик нижнего слоя, а второй электрод наплавляет первый кольцевой валик покрывающего слоя на первом кольцевом валике нижнего слоя. Внутрь трубы подается струя сжатого воздуха или защитного газа, направляемая под зону наплавки, как это описано выше.
Суммарная ширина двух наплавленных валиков нижнего слоя-110 мм. Перекрытие валиков 5 мм. При этом в поперечном сечении кольцевые валики покрывающего слоя перекрывают зону контакта смежных между собой кольцевых валиков нижнего слоя.
В процессе наплавки образуется единая для обоих кольцевых валиков шлаковая ванна, корка которой при оптимальном сочетании параметров процесса, самопроизвольно отслаивается и удаляется оператором из зоны наплавки.
После наплавки первым электродом второго широкозонного валика нижнего слоя и одновременно с этим наплавки вторым электродом первого валика покрывающего слоя на первом валике нижнего слоя процесс повторяют, при этом спаренные электроды сдвигаются вдоль образующей трубы на шаг. Таким образом, осуществляется одновременная наплавка N-го кольцевого валика покрывающего слоя и (N+1)-го валика нижнего слоя, то есть наплавка слоев ведется одновременно и наплавка валика покрывающего слоя на шаг запаздывает. На последнем этапе отключают подачу проволоки первого электрода, снимают с него напряжение, и осуществляют наплавку покрывающего слоя на последнем наплавленном валике нижнего слоя.
На Фигуре обозначено: 1 - замковая часть трубы, 2 - труба подачи воздуха с торцевой заглушкой, 3 - наплавленный второй широкослойный валик нижнего слоя, 4 -наплавленный первый широкослойный кольцевой валик покрывающего слоя на первом кольцевом валике нижнего слоя. Как видно на фотографии кольцевой валик покрывающего слоя полностью покрывает расположенный под ним кольцевой валик нижнего слоя.
Применение в способе расщепленной дуги с двумя электродами (TWIN- наплавка) дает следующие преимущества:
- потребляемая из сети энергия при параллельном подключении электродов к одному из полюсов источника тока равномерно распределяется между ними, при этом единичная плотность тока в каждом электроде сокращается пропорционально площади сечения каждого из электродов. В этих условиях сокращается глубина проплавления металла основы, уменьшается масса жидкого металла и шлака и снижается их перегрев,
- при параллельном включении двух электродов сварочная дуга автоматически самопроизвольно переходит с одного электрода на другой. Временные интервалы пауза-импульс определяются величиной сварочного тока и количеством параллельных электродов. Таким образом, металл и шлак периодически охлаждаются, что снижает вероятность перегрева ванны,
- импульсный характер горения дуги исключает магнитное дутье, что позволяет сближать электроды или разводить их на технологически разумные расстояния, исключающие их взаимное температурное влияние, что обеспечивает возможность формирования широких валиков.
В дополнение к перечисленным физическим эффектам введение в технологию поперечных колебаний электродов приводит к уменьшению проплавления металла основы, что также приводит к перераспределению энергии, снижению перегрева металла и шлака.
Таким образом, наплавка расщепленной дугой положительно влияет на качество наплавляемого слоя и позволяет увеличить скорость наплавки. Кроме того, обеспечивается возможность практически одновременной (со сдвигом на шаг) наплавки нижнего и покрывающего слоя, а использование двух электродов разного химического состава позволяет получать два слоя с разными свойствами. В заявляемом способе осуществляют двухслойную наплавку комбинированного покрытия, при этом нижний слой создан малоуглеродистой низколегированной проволокой и отделяет друг от друга два высокопрочных материала (основной металл и покрывающий слой), участвующих в металлургическом процессе. Нижний слой за счет своих пластических свойств гасит энергию разрушения, являясь механическим барьером для образования пор и роста микротрещин в зоне термического влияния. В качестве второго электрода применен электрод из высоколегированной наплавочной проволоки, создающей структуру метастабильного аустенита с игольчатым ферритом, мелкодисперсными карбидами титана, хрома и ванадия, а также частично мартенсита. Образование такой структуры достигается задаваемой скоростью охлаждения в диапазоне 10-20 градусов в секунду с помощью струи сжатого воздуха. Отличительная особенность получаемой структуры - упрочнение металла на 60-70%, достигаемое при механической обработке и ударно-абразивных условиях эксплуатации изделия путем превращения при комнатной температуре метастабильного аустенита в мартенсит.
Настоящая заявка описана с некоторыми деталями для достижения ясности и понимания. Специалисты в данной области при прочтении описания могут понять, что возможны некоторые изменения в деталях без выхода за пределы области применения и прилагаемой формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД ФЛЮСОМ НАРУЖНЫХ ИЛИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2410215C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2106949C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2053067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКОГО БИМЕТАЛЛИЧЕСКОГО ЛИСТА | 2010 |
|
RU2468901C2 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| СПОСОБ НАПЛАВКИ ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ ИЗ ТРУДНОСВАРИВАЕМЫХ СТАЛЕЙ | 1999 |
|
RU2176581C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С НАПЛАВЛЕННЫМ ПОКРЫТИЕМ И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СПОСОБА | 2003 |
|
RU2255845C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
Изобретение относится к электродуговой наплавке и может найти применение при восстановлении изношенных частей стальных труб, в частности бурильных труб, а также для получения износостойкого наплавленного слоя на цилиндрических трубах. В способе электродуговой широкослойной наплавки износостойкого покрытия на цилиндрическую трубу, наплавку осуществляют в два слоя кольцевыми валиками. Они формируются расщепленной дугой двумя электродами, установленными вдоль образующей трубы. При этом первый электрод формирует кольцевые соприкасающиеся между собой валики нижнего слоя наплавки, а второй электрод формирует кольцевые валики покрывающего слоя наплавки. Также одновременно осуществляют формирование двух кольцевых валиков: кольцевого валика покрывающего слоя на наплавленном кольцевом валике нижнего слоя и наплавку следующего кольцевого валика нижнего слоя, контактирующего с упомянутым сформированным кольцевым валиком нижнего слоя. Техническим результатом заявленного изобретения является обеспечение высокого качества покрытия за счет исключения пор и снижения вероятности образования микротрещин в наплавленном слое при обеспечении повышения производительности наплавки. 3 з.п. ф-лы, 1 пр., 1 ил.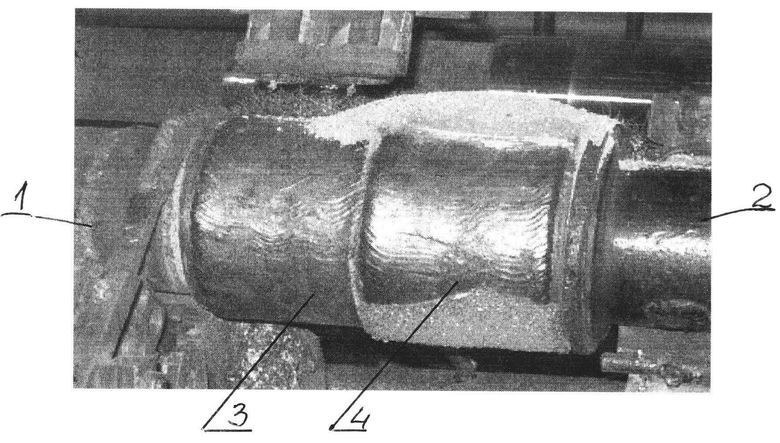
1. Способ электродуговой широкослойной наплавки износостойкого покрытия на цилиндрическую трубу, включающий наплавку при вращении трубы, отличающийся тем, что наплавку осуществляют в два слоя кольцевыми валиками, формируемыми расщепленной дугой от двух электродов, которым сообщают поперечные колебательные движения и устанавливают на расстоянии друг от друга, равном величине размаха колебаний вдоль образующей трубы, при этом формируют кольцевые соприкасающиеся между собой валики нижнего слоя наплавки посредством первого электрода, выполненного из малоуглеродистой низколегированной стали, а посредством второго электрода, выполненного из высоколегированной средне- или высокоуглеродистой стали, формируют кольцевые валики покрывающего слоя наплавки, причем одновременно осуществляют формирование двух кольцевых валиков: кольцевого валика покрывающего слоя на наплавленном кольцевом валике нижнего слоя и наплавку следующего кольцевого валика нижнего слоя, контактирующего с упомянутым сформированным кольцевым валиком нижнего слоя.
2. Способ по п. 1, отличающийся тем, что наплавку осуществляют при прямой полярности подключения электродов.
3. Способ по п. 1 или 2, отличающийся тем, что осуществляют охлаждение зоны наплавки путем подачи внутрь трубы струи сжатого воздуха или защитного газа, направляемой под зону наплавки.
4. Способ по п. 1 или 2, отличающийся тем, что наплавку выполняют с использованием флюса с температурой плавления не менее 1300°С.
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| СПОСОБ НАПЛАВКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ | 1987 |
|
RU1543717C |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2268121C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1999 |
|
RU2163183C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1997 |
|
RU2117560C1 |
| WO 1998005463 A1, 12.02.1998 | |||
| JP 2010142822 A, 01.07.2010. | |||

