Способ электродуговой наплавки износостойкого слоя.
Изобретение относится к области сварочного производства и может быть использовано для производства двухслойных композитных листов, представляющих собой лист-основу из низкоуглеродистой стали с наплавленным на него электродуговым способом износостойкого слоя, содержащего карбиды хрома. Композитные листы могут быть использованы для защиты оборудования от абразивного и других видов износа в горной, цементной, энергетической и прочих отраслях промышленности.
Важную роль в формировании стойкости наплавленного слоя к износу играет ориентация карбидов хрома относительно поверхности листа. Твердость игольчатых кристаллов карбида больше вдоль длины. Поэтому, чем ближе ориентация карбидов к направлению, перпендикулярному к поверхности листа, тем выше будет твердость наплавленного слоя, что положительно скажется на его износостойкости. Из вышесказанного представляется целесообразность осуществление такого физического воздействия на наплавляемый слой, которое будет способствовать росту кристаллитов карбидов в направлении преимущественно перпендикулярном к поверхности листа. Одним из таких способов является задание градиента температуры, путем принудительного охлаждения поверхности листа, противоположной стороне, на которую ведется наплавка и которая по этой причине разогревается от электрической дуги. Вследствие этого создается градиент температуры, направленный перпендикулярно поверхности композиционного листа.
Известно техническое решение, раскрытое в документе SU 1745452 А1 (опублик. 07.07.92), в котором описана установка с двумя соленоидами и двумя полюсными наконечниками, находящимися в зоне наплавки.
Полюсные наконечники создают магнитное поле, имеющего такую конфигурацию, чтобы улучшить условия формирования наплавочных валиков (нет подрезов и неровностей на валике, нет западаний между валиками, наплавленная поверхность ровная), авторы также отмечают влияние магнитного поля на структуру металла. Предлагаемое вынесение магнитной системы за пределы зоны наплавки позволит исключить влияние магнитного поля на электрическую дугу и вызванное этим магнитное дутье. Изменение конфигурации полюсных наконечников с целью создания магнитного поля с силовыми линиями, направленными перпендикулярно наплавляемой поверхности, вызовет рост карбидов преимущественно в этом же направлении, что благоприятно скажется на износостойкости и твердости наплавляемого покрытия.
Известно техническое решение, раскрытое в документе RU 2613801 С2 (опублик. 30.04.2015), в котором описывается способ, предполагающий воздействие магнитного поля на наплавляемый материал еще до его расплавления электрической дугой, что делает невозможным управление направлением роста карбидов с помощью магнитного поля. В заявленном способе магнитное поле воздействует на наплавляемый материал во время роста карбидов, что делает возможным управление этим процессом.
Известно техническое решение, раскрытое в документе RU 152597 U1 (опублик. 30.09.2014), согласно описанию которого охлаждение осуществляется путем приведения обратной поверхности композитного листа в контакт с массивными металлическими частями наплавочной установки. Согласно материалам патента, охлаждения осуществляется путем подачи струи жидкости на обратную сторону листа.
Недостатками вышеуказанных способов, является снижение их эффективности в плане формирования у карбидов нужной ориентации при увеличении толщины листа основы и/или толщины наплавки. Вследствие этого градиент температуры уменьшается.
Заявленный способ лишен этого недостатка. Направление кристаллизации карбидов задается направлением силовых линий внешнего магнитного поля, создаваемого системой постоянных или электромагнитов. Магнитное поле прикладывается непосредственно в области, где происходит кристаллизация карбидов, поэтому эффективность его воздействия не зависит от толщины листа основы и/или толщины наплавки.
Физический механизм предлагаемого воздействия заключается в наличии у атомов наплавляемого сплава магнитных моментов. Магнитное поле ориентирует магнитные моменты атомов вдоль своих силовых линий, благодаря чему в наплавляемом слое создается выделенное направление, задающее направление роста игольчатых кристаллов карбидов.
Если магнитное поле ориентировано перпендикулярно поверхности листа, то кристаллы карбидов также будут иметь ориентацию преимущественно перпендикулярную к поверхности листа, и т.к. твердость игольчатых кристаллов карбидов вдоль длины выше, чем поперек длины, то результатом такого воздействия магнитного поля будет увеличение твердости наплавленного слоя и, как следствие, рост износостойкости.
Техническим результатом заявленного изобретения является повышение твердости и износостойкости наплавленного слоя двухслойных композитных листов, что увеличит срок службы изделий из них.
Заявленный способ электродуговой наплавки износостойкого слоя, содержащего карбиды хрома, на низкоуглеродистый стальной лист для получения двухслойного композитного листа, включающий использование электродуговой наплавочной головки и воздействие на наплавленную зону листа магнитным полем, формируемым по средствам магнитной системы, установленной с возможностью перемещения вместе с наплавочной головкой. При этом магнитную систему размещают за наплавочной головкой по отношению к направлению движения головки на расстоянии, позволяющим воздействовать магнитным полем на наплавленную зону листа при температуре кристаллизации карбидов, при этом силовые линии магнитного поля направляю перпендикулярно поверхности наплавляемого слоя, а на магнитную систему устанавливают магнитный экран для уменьшения влияния магнитного поля на электрическую дугу.
На фиг. 1 представлен схематический вид заявленного технического решения.
Под указанными позициями обозначено следующее:
Поз. 1 - наплавочная головка;
Поз. 2 - магнитный экран;
Поз. 3 - магнитная система;
Поз. 4 - наплавляемый износостойкий слой;
Поз. 5 - лист-основа из низкоуглеродистой стали.
Магнитная система 3 крепится на расстоянии  от наплавочной головки 1 таким образом, чтобы силовые линии магнитного поля были направлены перпендикулярно поверхности наплавляемого износостойкого слоя 4. Расстояние
от наплавочной головки 1 таким образом, чтобы силовые линии магнитного поля были направлены перпендикулярно поверхности наплавляемого износостойкого слоя 4. Расстояние  зависит от скорости движения наплавочной головки и выбирается из следующих соображений - магнитное поле должно воздействовать на область листа с температурой, при которой происходит кристаллизация карбидов. Магнитной системой может служить электромагнит или постоянный магнит с температурой Кюри достаточно высокой, чтобы сохранять ферромагнитные свойства в случае нагрева от электрической дуги. Важным элементом устройства является магнитный экран 2, служащий для минимизации влияния магнитного поля магнитной системы на электрическую дугу. Магнитная система 3 представляет собой систему постоянных магнитов или электромагнитов.
зависит от скорости движения наплавочной головки и выбирается из следующих соображений - магнитное поле должно воздействовать на область листа с температурой, при которой происходит кристаллизация карбидов. Магнитной системой может служить электромагнит или постоянный магнит с температурой Кюри достаточно высокой, чтобы сохранять ферромагнитные свойства в случае нагрева от электрической дуги. Важным элементом устройства является магнитный экран 2, служащий для минимизации влияния магнитного поля магнитной системы на электрическую дугу. Магнитная система 3 представляет собой систему постоянных магнитов или электромагнитов.
Наплавка происходит в автоматическом режиме. Наплавочная головка движется со скоростью ν, наплавляя износостойкий слой (фиг. 1). За головкой на жесткой связи на расстоянии  от нее движется магнитная система, создающая магнитное поле, силовые линии которого направлены перпендикулярно наплавленной поверхности. Расстояние
от нее движется магнитная система, создающая магнитное поле, силовые линии которого направлены перпендикулярно наплавленной поверхности. Расстояние  зависит от скорости движения наплавочной головки и выбирается из следующих соображений - магнитное поле должно воздействовать на область листа с температурой, при которой происходит кристаллизация карбидов.
зависит от скорости движения наплавочной головки и выбирается из следующих соображений - магнитное поле должно воздействовать на область листа с температурой, при которой происходит кристаллизация карбидов.
Воздействие магнитного поля приводит к тому, что игольчатые кристаллы карбидов растут вдоль силовых линий и поэтому ориентированы преимущественно перпендикулярно поверхности листа. Анизотропия механических свойств кристаллов карбидов обуславливает повышение твердости наплавленного слоя и его износостойкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2017 |
|
RU2668645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКОГО БИМЕТАЛЛИЧЕСКОГО ЛИСТА | 2010 |
|
RU2468901C2 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ФЕРРОМАГНИТНОЙ ШИХТОЙ ПОВЕРХНОСТИ РОЛИКОВ СИСТЕМЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2613801C2 |
| КОМПОЗИТНЫЙ ЭЛЕКТРОД | 2000 |
|
RU2188110C2 |
| ИЗНОСОСТОЙКИЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА | 2001 |
|
RU2183688C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2002 |
|
RU2218256C2 |
| Порошковая проволока | 2017 |
|
RU2676383C1 |
| Электрод для износостойкой электродуговой наплавки | 2021 |
|
RU2769682C1 |

Изобретение относится к области сварочного производства и может быть использовано при производстве двухслойных композитных листов, представляющих собой лист-основу из низкоуглеродистой стали с наплавленным на него электродуговым способом износостойким слоем, содержащим карбиды хрома. Способ включает использование электродуговой наплавочной головки и воздействие на наплавленную зону листа магнитным полем, формируемым посредством магнитной системы, установленной с возможностью перемещения вместе с наплавочной головкой. При этом магнитную систему размещают за наплавочной головкой по отношению к направлению движения головки на расстоянии, позволяющем воздействовать магнитным полем на наплавленную зону листа при температуре кристаллизации карбидов, а силовые линии магнитного поля направляют перпендикулярно поверхности наплавляемого слоя. Использование изобретения позволяет повысить твердость и износостойкость композитных листов, что увеличивает срок службы изделий из них. 1 ил.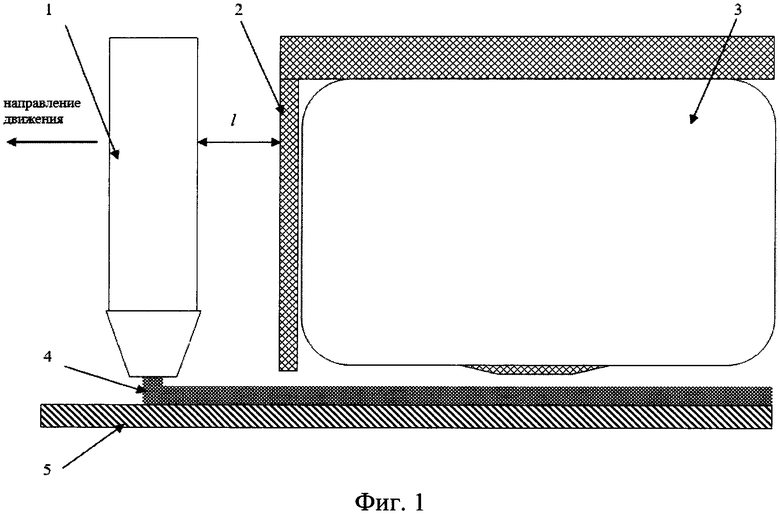
Способ электродуговой наплавки износостойкого слоя, содержащего карбиды хрома, на низкоуглеродистый стальной лист для получения двухслойного композитного листа, включающий использование электродуговой наплавочной головки и воздействие на наплавленную зону листа магнитным полем, формируемым посредством магнитной системы, установленной с возможностью перемещения вместе с наплавочной головкой, отличающийся тем, что магнитную систему размещают за наплавочной головкой по отношению к направлению движения головки на расстоянии, позволяющем воздействовать магнитным полем на наплавленную зону листа при температуре кристаллизации карбидов, при этом силовые линии магнитного поля направляют перпендикулярно поверхности наплавляемого слоя, а на магнитную систему устанавливают магнитный экран для уменьшения влияния магнитного поля на электрическую дугу.
| Устройство для наплавки | 1986 |
|
SU1433672A1 |
| Установка для сварки и наплавки ленточным электродом | 1990 |
|
SU1745452A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2003 |
|
RU2238986C1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВЛЕННЫХ СПЛАВОВ ЭЛЕКТРОМАГНИТНЫМИ ПОЛЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403126C1 |
| US 2017304924 A1, 26.10.2017 | |||
| CN 206768218 U, 19.12.2017. | |||

