Область техники
Данное изобретение относится к вкладышам из барьерной пленки для заплечиков/носиков тюбиковой упаковки. Кроме того, данное изобретение относится к способам непрерывного изготовления заплечиков/носиков тюбиков с вкладышами из ламинированной пленки, с тем чтобы исключить поглощение компонентов продукта пакуемого вещества при контакте с заплечиком/носиком.
Уровень техники
Данное изобретение относится к тюбиковой упаковке и способу изготовления такой тюбиковой упаковки, с тем чтобы свести к минимуму поглощение компонентов продукта в тюбике компонентами тюбика. Тюбиковая упаковка состоит из корпуса тюбика, заплечика/носика тюбика и укупорочного средства. Поглощение компонентов продукта корпусом тюбика можно свести к минимуму путем использования ламинированной структуры тюбика, включающей в себя барьер, например, металлическую фольгу или полиэтиленовую пленку, например, пленку из этилен-винилового спирта, полиэтилентерефталата, полиэтиленнафталата, или сополимеров акрилонитрила и метилакрилата. Заплечик/носик состоит из большого количества полимера или сополимера, который имеет множество групп алкенов. Таким образом, барьер необходим между заплечиком/носиком и продуктом в тюбике.
Необходимость наличия барьера была признана в предшествующем уровне техники более чем 30 лет назад. В патенте US 4011968 раскрыта фрикционная подгонка барьерной вставки в заплечик/носик тюбика. В патенте US 3565293 и патенте US 4185757 раскрыто формование заплечика/носика на барьерной вставке и вокруг нее. В этом случае заплечик/носик и барьерная вставка по существу представляют собой единое целое. В патенте US 4185757 дополнительно описано, что при формовании заплечика/носика на барьерной вставке и вокруг нее может быть произведено прикрепление заплечика/носика к корпусу тюбика. Это имеет множество конструкционных и производственных преимуществ. В патенте US 5656346 раскрыто предварительное формование вставки, при этом вставка имеет слой полиэтилена и слой полиэтилентерефталата, либо слой пленки из этилен-винилового спирта. Слой полиэтилена является смежным с материалом заплечика/носика и соединен с материалом заплечика/носика, а слой полиэтилентерефталата или слой пленки из этилен-винилового спирта будет находиться в соприкосновении с продуктом и действовать в качестве барьера между продуктом и заплечиком/носиком. Патентная заявка US 2005/0029216 направлена на создание предварительной сформированной вставки, имеющей особую геометрическую форму. Вместе с тем представляется, что эта геометрическая форма раскрыта в вышеупомянутых патентах.
Раскрытие изобретения
Настоящее изобретение направлено на использование гибких ламинированных пленок в качестве барьера в заплечиках/носиках и на способ производства вкладышей из ламинированной пленки, а также вставки и запаивания этих вкладышей из ламинированной пленки в заплечики/носики. Эти вкладыши из ламинированной пленки представляют собой многослойные пленки, которые не являются предварительно подогнанными по форме к заплечику/носику. Технической задачей настоявшего изобретение является предложение способа изготовления заплечика/носика тюбика с барьером и конструкции тюбика, при которых ламинированные пленки подгоняются по форме к заплечику/носику при установке в заплечик/носик и припаивании к нему, а также при которых предусматривается одновременное осуществление высечки ламинированной пленки для ее подгонки к заплечику/носику, и вставки ламинированной пленки в заплечик/носик за счет введения ламинированной пленки в контакт с матрицей/оправкой.
Форма заплечика/носика может меняться в определенных пределах, при этом может использоваться аналогичный вкладыш из ламинированной пленки. Если форма заплечика/носика находится за пределами определенных границ, то может понадобиться лишь иная матрица для формирования отверстия носика и высечки ламинированной пленки нужного диаметра. Это несложная замена оборудования, которую можно произвести в течение нескольких минут.
При использовании ламинированной пленки согласно настоящему изобретению имеется также то преимущество, что требуется меньше производственного оборудования в отличие от предварительно сформованных барьерных вставок. Более конкретно, при использовании вкладыша из ламинированной пленки согласно настоящему изобретению не требуется оборудование для литья под давлением для изготовления предварительно сформированных вставок, бункеров и сортировочного оборудования для хранения предварительно сформированных вставок, оборудования для выравнивания предварительно формированных вставок с целью их вставки в сформированный заплечик/носик либо в оборудование для формования заплечика/носика на предварительно сформированной вставке. Согласно настоящему изобретению, существует потребность только в хранении рулонов материала из ламинированной пленки. Конечным результатом является экономия капитальных затрат на оборудование и экономия при совершении производственных операций. Предлагается эффективный способ использования материала из ламинированной пленки в качестве барьера в заплечиках/носиках в тюбиковой упаковке.
Способ изготовления заплечика/носика тюбика с барьером в заплечике/носике тюбика включает в себя: формование заплечика/носика тюбика; размещение заплечика/носика в держателе концом заплечика наружу; размещение ламинированной пленки, содержащей барьерный слой и полимерный слой, поверх конца заплечика, при этом полимерный слой обращен к внутренней поверхности заплечика/носика; и введение ламинированной пленки в контакт с матрицей/оправкой, с целью (i) высечки ламинированной пленки для ее подгонки к заплечику/носику, и (ii) вставки ламинированной пленки в заплечик/носик.
Высечка ламинированной пленки с целью ее подгонки к заплечику/носику включает две операции, одна из них заключается в формировании отверстия носика в ламинированной пленке, а другая в отрезании ламинированной пленки по диаметру, который соответствует заплечику заплечика/носика. Высеченная ламинированная пленка в области носика содержит одно из круговой апертуры и множества прорезей, либо круговую апертуру и множество прорезей.
Способ может содержать множество станций, при этом высечка ламинированной пленки для ее установки в заплечик/носик осуществляется на одной станции и запаивание ламинированной пленки в заплечик/носик осуществляется на другой станции. Высечка ламинированной пленки для ее установки в заплечик/носик включает две операции, одна из них заключается в формировании отверстия носика в ламинированной пленке, а другая в высечке ламинированной пленки с целью ее установки в заплечик заплечика/носика. Отверстие носика ламинированной пленки содержит одну из апертур, как правило, круглую апертуру, множество прорезей или апертуру с множеством периферических прорезей. После вставки ламинированной пленки в заплечик/носик и до запаивания ламинированной пленки в заплечике/носике заплечики/носики поступают на детектор для определения положения ламинированной пленки в заплечике/носике. Если она занимает неправильное положение, она выбраковывается. Ламинированную пленку запаивают в заплечике/носике путем термосваривания, соединяя полимерный слой ламинированной пленки с внутренней поверхностью заплечика/носика. После запаивания ламинированной пленки в заплечике/носике, заплечик/носик подается на детектор для определения положения ламинированной пленки, запаянной в заплечике/носике. Если ламинированная пленка занимает неправильное положение, заплечик/носик выбраковывается. После запаивания ламинированной пленки в заплечике/носике, заплечик/носик подается для крепления к корпусу тюбика. К корпусу тюбика с прикрепленным заплечиком/носиком прикрепляют укупорочное средство, тюбик заполняют продуктом и нижний зафальцованный конец запаивают для укупорки корпуса тюбика. Эта конструкция тюбика особенно полезна для продуктов по уходу за зубами. Такие продукты обычно продаются в тюбиках.
В альтернативном варианте осуществления, ламинированная пленка может соединяться с заплечиком/носиком при высечке ламинированной пленки для формования апертуры носика и для подгонки к заплечику. В таком варианте осуществления, матрица/оправка имеет температуру, достаточную для запаивания высеченной ламинированной пленки в заплечике/носике после вставки высеченной ламинированной пленки в заплечик/носик. После запаивания ламинированной пленки в заплечике/носике, заплечик/носик подается на детектор для определения положения ламинированной пленки, запаянной в заплечике/носике. Если она занимает неправильное положение, она выбраковывается. Заплечики/носики затем подаются для крепления к корпусу тюбика.
Ламинированная пленка имеет толщину от около 100 микрон до около 400 микрон, при этом барьерный слой имеет толщину от около 15 микрон до около 100 микрон, а полимерный слой имеет толщину от около 75 микрон до около 250 микрон. Связующий слой, соединяющий барьерный слой с полимерным слоем, будет иметь толщину от около 10 микрон до около 50 микрон. Ламинированная пленка с таким диапазоном толщины является самоподдерживаемой так, что она может высекаться (будучи удерживаемой) и является гибкой, так что она может вставляться в заплечик/носик и прикрепляться к нему. Барьерным слоем барьерно-полимерной ламинированной пленки может быть любой полимерный материал, который является по существу инертным по отношению к упаковываемым в тюбик веществам. Подходящие барьерные слои можно выбрать из полиэтилентерефталата, политриметилнафталата, полиэтиленнафталата, сополимеров этилен-винилового спирта, сополимеров акрилонитрила и метилакрилата, аморфных полиамидов, полимолочной кислоты, полимеров полигликолевой кислоты и полимеров полигидроксиамидов. Полимером барьерно-полимерной ламинированной пленки может быть любой полимер, способный соединяться с пластиком заплечика. Обычно это будет по существу тот же пластик, что и пластик заплечика/носика 10. Предпочтительно полимер будет содержать флуоресцентный материал. После установки ламинированной пленки в заплечик заплечика/носика, ламинированная пленка вступает в соприкосновение с источником света, для активирования флуоресценции с целью определения положения ламинированной пленки в заплечике.
Краткое описание чертежей
На фиг.1 представлен вид сверху компоновочной схемы оборудования для изготовления вкладышей из ламинированной пленки и установки вкладышей из ламинированной пленки в заплечик/носик.
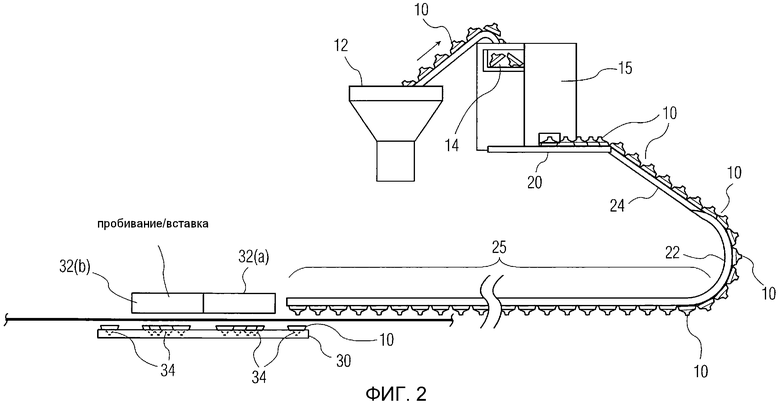
На фиг.2 представлен вид сбоку компоновочной схемы, показанной на фиг.1.
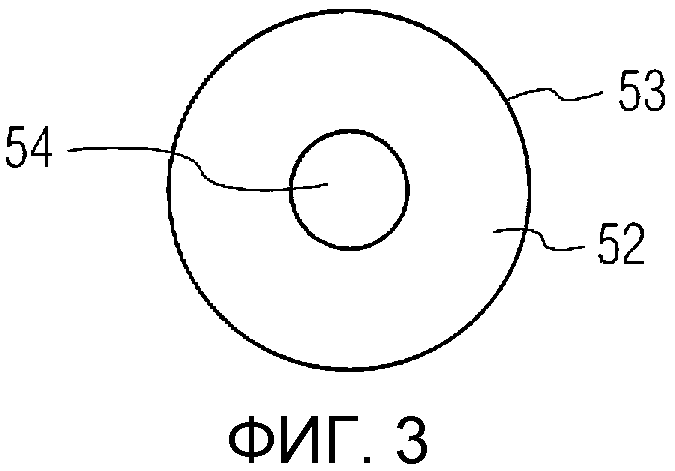
На фиг.3 представлен вид сверху вкладыша из ламинированной пленки до его установки в заплечик/носик.
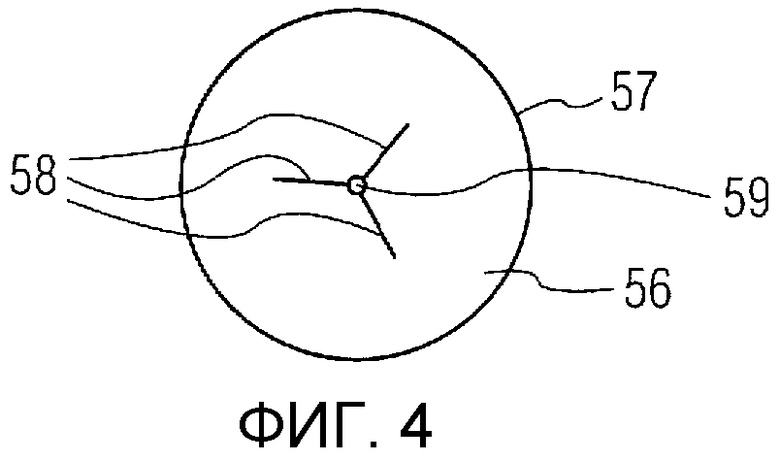
На фиг.4 представлен вид сверху альтернативного вкладыша из ламинированной пленки до его установки в заплечик/носик.
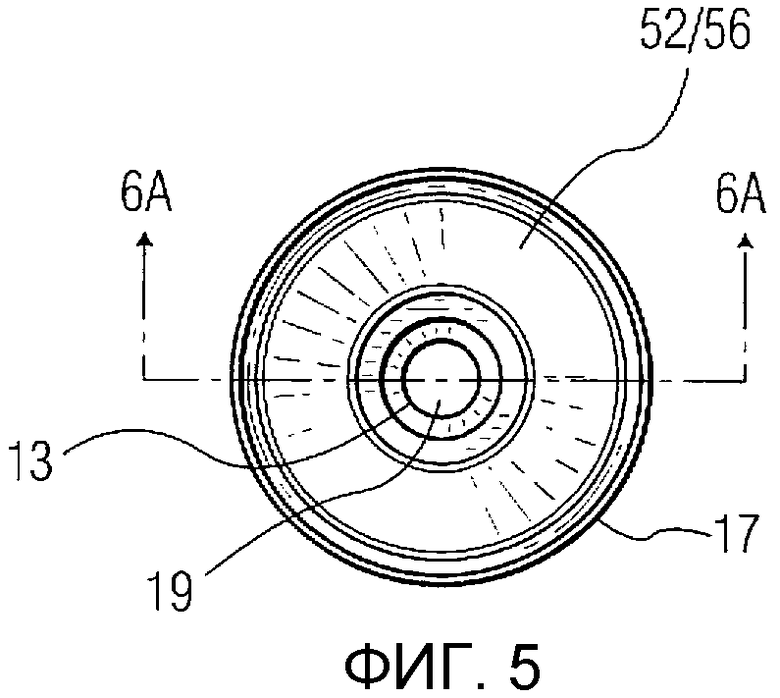
На фиг.5 представлен вид снизу заплечика/носика, показанного на фиг.3, с ламинированной пленкой, запаянной в заплечик/носик.
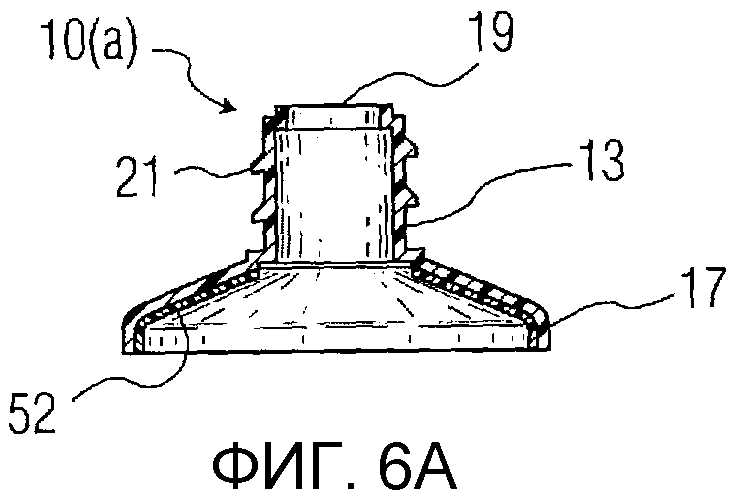
На фиг.6А представлен вид сбоку заплечика/носика с ламинированной пленкой, показанной на фиг.3.
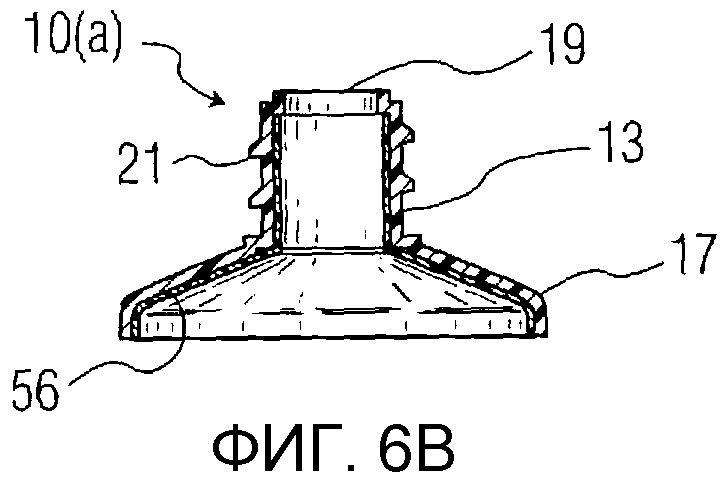
На фиг.6В представлен вид сбоку заплечика/носика с ламинированной пленкой, показанной на фиг.4.
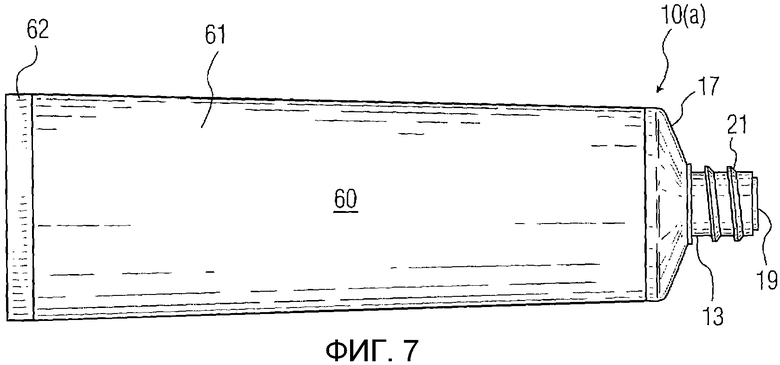
На фиг.7 представлен вид сбоку тюбика, имеющего заплечик/носик с ламинированной пленкой согласно настоящему изобретению.
Подробное описание изобретения
Изобретение будет описано более подробно в его предпочтительных вариантах осуществления со ссылкой на прилагаемые чертежи. В описанные здесь варианты осуществления могут быть внесены изменения, но такие изменения будут соответствовать сущности настоящего изобретения.
Как видно одновременно из фиг.1 и 2, фиг.1 представляет собой вид сверху компоновочной схемы оборудования для изготовления заплечиков/носиков 10(а) согласно настоящему изобретению, а фиг.2 представляет собой вид сбоку оборудования. Оборудование и способ изготовления содержат бункер 12, в котором имеется множество формованных заплечиков/носиков 10 для тюбиковых упаковок. Заплечики/носики 10 подаются из бункера 12 конвейером 11 на сортировочно-выравнивающий стол 14, который является частью блока 15 заплечиков/носиков. Сортировочно-выравнивающий стол 14 с помощью вибрации и других средств заставляет заплечики/носики 10 выравниваться в вертикальном направлении, то есть конец 13 носика ориентирован вверх, как показано на фиг.6А. Выровненные заплечики/носики 10 движутся потоком через желоб 16 на вращающийся стол 20. Заплечики/носики 10 выходят с вращающегося стола 20 через ряд каналов 24. На данном виде представлены четыре канала 24. Изобретение не ограничено каким-либо конкретным количеством каналов 24, и количество каналов 24 может быть меньше или больше четырех каналов. Шесть или восемь каналов 24 увеличили бы пропускную способность оборудования. Заплечики/носики 10 перемещаются в каналы 24 под действием силы тяжести и подталкивания задними заплечиками/носиками 10. Заплечики/носики 10 удерживаются в каналах 24 посредством края перекатывания по боковой стороне каждого канала 24. Край перекатывания действует как рельс, удерживающий каждый заплечик/носик 10 в каналах 24. Каналы изгибаются под тупым углом с целью изменения выравнивания. На перевернутом развороте 22, каналы 24 меняют направление на 180 градусов и принимают новую ориентацию. Заплечики/носики 10 становятся перевернутыми так, чтобы конец 13 носика теперь был ориентирован вниз. Заплечики/носики 10 удерживаются в каналах 24 при прохождении разворота и после него посредством краев перекатывания каналов 24, которые действуют как удерживающие рельсы. На отрезке 25 заплечики/носики 10 потоком движутся в перевернутом положении. Заплечики/носики 10 с выхода каналов 24 поступают на вращающийся формовочный блок 30, который вращается по часовой стрелке. Вращающийся формовочный блок 30 имеет прерывистое движение с тем, чтобы заплечики/носики 10 могли быть обработаны на множестве станций. Перевернутые заплечики/носики 10 удерживаются в желобковых держателях 34 (см. фиг.2). Вращающийся формовочный блок 30 перемещает партию заплечиков/носиков 10 на станцию 32(а) пробивания, где происходит формование отверстия носика, как показано на фиг.3 или фиг.4. Отверстие носика может также быть предварительно сформовано на заплечиках/носиках 10 перед их загрузкой в бункер 12. В таком случае, вращающийся формовочный блок 30 не будет проделывать отверстие носика. Кроме того, показанная партия заплечиков/носиков 10 включает в себя четыре заплечика/носика 10, однако в партию может включаться большее или меньшее количество заплечиков/носиков 10.
Вблизи вращающегося формовочного блока 30 расположен рулон (не показан) ламинированной пленки 28. Ламинированная пленка 28 движется по касательной к вращающемуся формовочному блоку 30. Ламинированная пленка 28 перемещается поверх заплечика/носика 10 так, чтобы участок ламинированной пленки 28 мог быть вставлен в каждый из заплечиков/носиков 10. На станции 32(а) пробивания в пленке 28 образуется апертура. Как видно из фиг.3 и 4, сформованные на станции 32(а) пробивания апертуры 54 и 59 могут иметь различные размеры и форму. После формования апертуры 54 и 59, заплечики/носики 10 и ламинированная пленка 28 с апертурами 54 и 59 перемещаются на станцию 32(b) пробивания/вставки. На станции 32(b) пробивания/вставки, формуется внешний периметр ламинированной пленки 28 вокруг каждой апертуры носика посредством высечки пленки. Ламинированная пленка 28 теперь высекается так, чтобы высеченный участок мог войти в буртик заплечика/носика 10. Пленочный вкладыш 52 или 56 (показан на фиг.3 и 4), т.е. ламинированная пленка 28 с одной из апертур 54 и 59 носика, вырезанная под размер заплечика, вставляется в заплечик/носик 10. Партия заплечиков/носиков 10(а), теперь с вставленными в них пленочными вкладышами 52/56, проходит через первую станцию 36 определения качества. На первой станции 36 определения качества определяется, правильно ли пленочный вкладыш 52/56 вставлен в заплечик/носик 10(а). В предпочтительном варианте осуществления ламинированная пленка 28 содержит флуоресцентный материал. Функция флуоресцентного материала состоит в определении положения сформованной пленки в заплечиках/носиках. При установке пленочного вкладыша 52/56 в заплечик/носик 10(а) на нем фокусируется свет с определенной длиной волны. Датчик на станции 36 определения качества определяет положение флуоресцентного материала. Если пленочный вкладыш 52/56 расположен правильно, то заплечики/носики 10(а) подаются на станцию 38 термосваривания. В противном случае они выбраковываются.
На станции 38 термосваривания пленочный вкладыш 52/56 нагревается с помощью нагревательной оправки (не показана), которая входит в перевернутый заплечик/носик 10(а) и скрепляет вставленный пленочный вкладыш 52/56 с внутренней поверхностью заплечика/носика 10(а). Рабочая температура нагревательной оправки зависит от материалов пленочного вкладыша 52/56 и заплечика/носика (10). Нагревательная оправка предпочтительно производит нагрев с температурой 149°С-260° в течение промежутка времени 0,4-1,5 секунды и, более предпочтительно, 215°С-248°С в течение промежутка времени 0,7-0,9 секунды. Давление, прилагаемое нагревательной оправкой к заплечику/носику 10(а), предпочтительно составляет от 2 бар до 6 бар и, более предпочтительно, от 4,5 бар и до 5 бар. Изобретение не ограничивается конкретным применяемым диапазоном температур, времени и давления, если, однако, прямо не заявлено иное. После соединения пленочного вкладыша 52/56 с заплечиком/носиком 10(а), заплечик/носик 10(а) затем проходит через вторую станцию (40) определения качества. Опять же определяется флуоресценция пленочного вкладыша 52/56, с тем чтобы определить, правильно ли пленочный вкладыш 52/56 вставлен в заплечик/носик 10(а). Затем заплечики/носики 10(а) поступают в желоб 42. Заплечики/носики 10(а), отвечающие стандартам качества, определяемым на станции (40) определения качества, поступают в канал 44. Заплечики/носики 10(а), не отвечающие стандартам качества, выбраковываются через желоб 46 струей воздуха от продувочного воздушного жиклера 43. С выхода канала 44 заплечики/носики 10(а) подаются в процесс изготовления тюбиков, где они используются для изготовления тюбиковой упаковки, например, такой как тюбиковая упаковка 60, показанная на фиг.7.
Далее ссылка делается на фиг.3 и 4, на которых представлены пленочные вкладыши 52 и 56. Пленочные вкладыши 52/56 были сформованы из барьерной пленки 28, как показано на фиг.1 и 2. Пленочный вкладыш 52 содержит апертуру 54 и периметр 53. Апертура 54 представляет собой отверстие предпочтительно круглой формы, диаметр которого обычно равен диаметру отверстия носика заплечика/носика 10. Периметр 53 пленочного вкладыша 52 представляет собой отверстие круглой формы. Пленочный вкладыш 56 содержит центральную апертуру 59, три прорези 58 и периметр 57. Центральная апертура 59 представляет собой отверстие круглой формы, меньшее, чем отверстие носика заплечика/носика 10. От апертуры 59 в радиальном направлении проходят три прорези 58. Хотя это и не показано, пленочный вкладыш может быть высечен так, чтобы иметь только прорези и периметр без круглой апертуры.
На фиг.6А и 6В показан заплечик/носик 10(а), содержащий один из пленочных вкладышей 52 и 56. Заплечик/носик 10(а) содержит носик 13 и заплечик 17. Носик имеет апертуру 19 и резьбу 21 для крепления укупорочного средства. На фиг.6А пленочный вкладыш 52 входит только в заплечик 17, когда как на фиг.6В пленочный вкладыш 56 входит как в заплечик 17, так и в носик 13.
На фиг.7 показан тюбик 60 с корпусом 61 тюбика и укупорочным обжатым краем 62 тюбика. На другом конце находится заплечик/носик 10(а) с носиком 13, заплечиком 17, апертурой 19 и резьбой 21. Этот тюбик может иметь заплечик/носик, представленный на фиг.6А или 6В.
Заплечик/носик 10 обычно выполнен из полимера, например, полиэтилена или полипропилена, сополимеров этилена и пропилена, в том числе сополимеров этилен-пропилена, а также виниловых полимеров и сополимеров. Корпус 60 тюбика может быть выполнен в виде любой известной структуры тюбика, описанной и/или использованной в предшествующем уровне техники. Обычно эти структуры тюбиков представляют собой слоистый материал, имеющий барьерный слой из металлической фольги, полиэстера, полиамида, или сополимера этилен-винилового спирта. Пленочные вкладыши 52/56, сформованные из ламинированной пленки 28, будут иметь многослойную конструкцию из двух или более слоев с полимерным слоем с одной стороны для соединения с внутренней поверхностью заплечика/носика 10 и барьерным слоем с другой стороны, который контактирует с продуктом в тюбике 60. Возможно наличие также связующего слоя, скрепляющего барьерный слой с полимерным слоем. В предпочтительном варианте осуществления, ламинированная пленка 28 будет также содержать флуоресцентный материал. Флуоресцентный материал будет предпочтительно находиться в полимерном слое, поскольку тот в дальнейшем больше не будет соприкасаться с продуктом в тюбике. Функция флуоресцентного материала состоит в определении положения ламинированной пленки в заплечике/носике. Флуоресцентный материал смешивается с полимерным материалом ламинированной пленки при изготовлении этого полимера. Он должен быть совместим с полимером, и смешиваться с ним. Ламинированная пленка 28 имеет толщину от около 100 микрон до около 400 микрон, при этом барьерный слой имеет толщину от около 15 микрон до около 100 микрон, а полимерный слой имеет толщину от около 75 микрон до около 250 микрон. Связующий слой, соединяющий барьерный слой с полимерным слоем, будет иметь толщину от около 10 микрон до около 50 микрон.
Полимерный слой ламинированной пленки 28 может представлять собой полиэтилен, полипропилен, сополимеры этилена или пропилена, в том числе сополимеры этилен-пропилена, виниловые полимеры и сополимеры. Полимерный слой ламинированной пленки 28 будет тот, который может быть термосвариванием соединен с полимером заплечика. Обычно это будут такие же подобные полимеры, готовые к соединению с подобными полимерами. При изготовлении полимерного материала ламинированной пленки 28 в него примешивают флуоресцентный материал. Он должен быть совместим с полимером и смешиваться с ним. Полезные люминесцентные материалы включают в себя бензоксантен, бензомицин, бензотиазин, имид перилена, тиоксантен, тиоиндигоид, нафталимид и флуоресцентные кумариновые красители. Различные флуоресцентные красители, которые могут быть использованы в полимерном слое ламинированной пленки, имеются в наличии в Dayglo Color Corporation, Кливленд, штат Огайо. Барьерным слоем ламинированной пленки 28 будет являться материал, который по существу инертен к компонентам продукта, содержащимся в тюбике. Барьерный слой может представлять собой полиэфир, например, полиэтилентерефталат, полиэтиленнафталат, политриметилнафталат, сополимеры этилен-винилового спирта, полимолочной кислоты, полигликолевой кислоты, полиамиды, такие как аморфные полиамиды (алифатические и ароматические), металлическую фольгу, или сополимер акрилонитрила и метил-акрилата. Барьерный слой может также представлять собой органическое покрытие, например SiOx (x от 1 до 2) и оксид алюминия, органическое покрытие, например, на основе аминоэпоксида, на основе аморфного углерода и на основе поливинилового спирта, а также полимерных нанокомпозитов. Связующим слоем ламинированной пленки 28 будет являться полимер, способный сцепляться с полимерным слоем и барьерным слоем. В качестве связующего слоя могут использоваться различные полимеры. К ним относятся сополимеры этилен-винилацетата, сополимеры этилен-метилакрилата, сополимеры этилен-бутил-акрилата, терполимеры этилена, эфира акриловой кислоты, малеинового ангидрида, а также терполимеры этилена, винилацетата, малеинового ангидрида. Эти связующие слои имеются в коммерческой продаже. В тюбиковую упаковку с такой структурой пакуют такие продукты, где поглощение органических компонентов продуктов оказывает вредное воздействие на продукт. Сюда относятся средства для чистки зубов и другие средства оральной гигиены, средства личной гигиены и продукты питания.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТЕЙНЕР ДЛЯ ПРОДУКТОВ, СОДЕРЖАЩИХ АРОМАТИЧЕСКИЕ СОЕДИНЕНИЯ | 2007 |
|
RU2389665C1 |
| ВАКУУМНАЯ ПЛОТНО ПРИЛЕГАЮЩАЯ УПАКОВКА С ЛЕГКООТКРЫВАЕМЫМ/ПОВТОРНО ЗАКРЫВАЕМЫМ НИЖНИМ ПОЛОТНОМ | 2016 |
|
RU2675568C1 |
| МНОГОСЛОЙНАЯ СТРУКТУРА ПЛАСТИКОВОГО ТЮБИКА | 2018 |
|
RU2762698C2 |
| ЩЕЛОЧЕСТОЙКАЯ МНОГОСЛОЙНАЯ СТРУКТУРА | 2018 |
|
RU2789480C2 |
| ПЕРЕРАБАТЫВАЕМЫЕ ГИБКИЕ ПЛЕНКИ И ПАКЕТЫ ДЛЯ УПАКОВКИ ТЕКУЧИХ МАТЕРИАЛОВ | 2021 |
|
RU2807765C1 |
| ПЛЕНКИ, ПОЛУЧЕННЫЕ ИЗ НИХ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2009 |
|
RU2505412C2 |
| ДВУХКАМЕРНЫЙ ПАКЕТИК С РАВНОМЕРНОЙ ВЫДАЧЕЙ | 2001 |
|
RU2268215C2 |
| ЛАМИНИРОВАННАЯ БАРЬЕРНАЯ ПЛЕНКА И ПОКРЫВАЮЩАЯ КРАЙ ПОЛОСА ДЛЯ УПАКОВКИ | 2016 |
|
RU2726549C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАМИНИРОВАННОГО УПАКОВОЧНОГО МАТЕРИАЛА | 2015 |
|
RU2715661C2 |
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
Способ представляет собой технологию автоматизированного изготовления и вставки барьерных вкладышей из гибкой ламинированной пленки в заплечики/носики тюбиковой упаковки продукта. Заплечики/носики выполнены и ориентированы так, что отверстие носика обращено к ламинированной пленке. Пленка подается на станцию, которая формует апертуру носика, производит высечку ламинированной пленки для ее подгонки к носику заплечика/носика и вставляет эту ламинированную пленку в заплечик/носик. Ламинированная пленка может быть присоединена способом термосваривания к заплечику/носику на этой станции или на последующей станции термосваривания. После того как заплечик/носик выходит со станции, которая формует и вставляет ламинированную пленку в заплечик/носик, может быть задействована станция обнаружения, которая определяет, правильно ли ламинированная пленка выровнена в заплечике/носике. Станция обнаружения может также располагаться и за последующей станцией термосваривания. Затем заплечики/носики с запаянным вкладышем из ламинированной пленки подаются в процесс изготовления тюбиковой упаковки. Ламинированная пленка будет иметь полимерный слой и барьерный слой, содержащий сополимеры этилен-винилового спирта, полимеры полиэтилентерефталата, полимеры полиэтиленнафталата и сополимеры акрилонитрила и метилакрилата. Тюбиковые упаковки, полученные с использованием таких заплечиков/носиков, очень полезны для продуктов, которые содержат ароматизаторы, например, средств для ухода за зубами. Технический результат, достигаемый при использовании способа и тюбиковой упаковки, заключается в эффективности использования материала из ламинированной пленки в качестве барьера и упрощении оборудования. 2 н. и 18 з.п. ф-лы, 8 ил.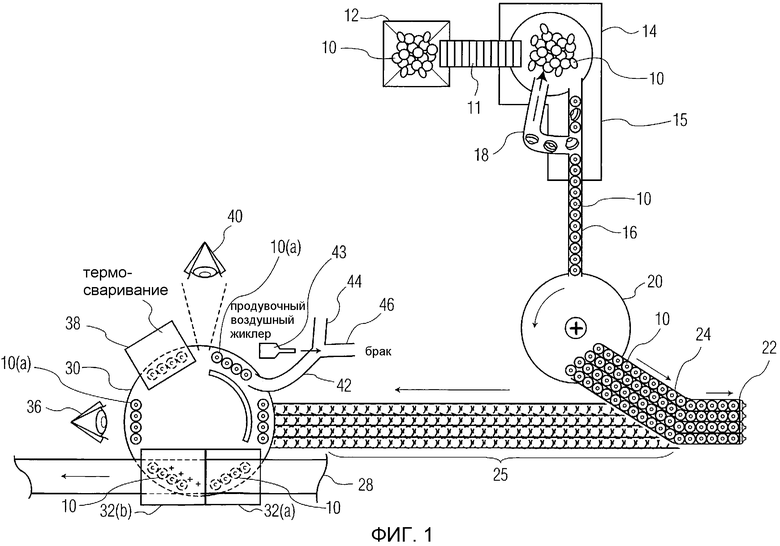
1. Способ изготовления заплечика/носика тюбика с барьером в заплечике/носике тюбика, включающий: формование заплечика/носика тюбика, размещение заплечика/носика в держателе концом заплечика наружу, размещение ламинированной пленки, содержащей барьерный слой и полимерный слой, поверх конца заплечика, при этом полимерный слой обращен к внутренней поверхности заплечика/носика, и введение ламинированной пленки в контакт с матрицей/оправкой для осуществления (i) высечки ламинированной пленки для ее подгонки к заплечику/носику, и (ii) вставки ламинированной пленки в заплечик/носик.
2. Способ по п.1, в котором после вставки ламинированной пленки в заплечик/носик ее припаивают к внутренней поверхности заплечика/носика.
3. Способ по п.1, в котором высечка ламинированной пленки для ее подгонки к заплечику/носику включает две операции, одна из которых представляет собой формование отверстия носика в ламинированной пленке, а другая - отрезание ламинированной пленки с целью ее подгонки к заплечику заплечика/носика.
4. Способ по п.2, в котором ламинированная пленка имеет отверстие носика, включающее по меньшей мере одно из круглой апертуры и множества прорезей.
5. Способ по п.1, в котором используют множество станций, при этом на одной станции производят высечку, ламинированной пленки для ее подгонки к заплечику/носику, а на другой станции производят припаивание ламинированной пленки к заплечику/носику.
6. Способ по п.1, в котором после вставки ламинированной пленки в заплечик/носик и до припаивания ламинированной пленки к заплечику/носику заплечик/носик подают на детектор для определения положения ламинированной пленки в заплечике/носике.
7. Способ по п.1, в котором высечка ламинированной пленки для ее подгонки к заплечику/носику включает две операции, одна из которых представляет собой формование отверстия носика, а другая - высечку ламинированной пленки с целью ее подгонки к заплечику заплечика/носика.
8. Способ по п.7, в котором отверстие носика включает одно из круглой апертуры и множества прорезей.
9. Способ по п.2, в котором после вставки ламинированной пленки в заплечик/носик заплечик/носик подают на детектор для определения положения ламинированной пленки, запаянной в заплечик/носик.
10. Способ по п.2, в котором после запаивания ламинированной пленки в заплечик/носик заплечик/носик подают для крепления к корпусу тюбика.
11. Способ по п.1, в котором после высечки ламинированной пленки для ее подгонки к заплечику/носику матрица/оправка имеет температуру, достаточную также для запаивания ламинированной пленки в заплечик/носик.
12. Способ по п.11, в котором после запаивания ламинированной пленки в заплечик/носик заплечик/носик подают на детектор для определения положения ламинированной пленки, запаянной в заплечик/носик.
13. Способ по п.11, в котором после запаивания ламинированной пленки в заплечик/носик заплечик/носик подают для крепления к корпусу тюбика.
14. Способ по п.1, в котором ламинированная пленка имеет толщину от около 100 мкм до около 400 мкм, при этом барьерный слой имеет толщину от около 15 мкм до около 100 мкм, а полимерный слой имеет толщину от около 75 мкм до около 200 мкм.
15. Способ по п.1, в котором барьерный слой ламинированной пленки выбран из группы, состоящей из полимеров полиэтилентерефталата, полимеров полиэтиленнафталата, полимеров политриметилнафталата, сополимеров этилен-винилового спирта, сополимеров акрилонитрила и метилакрилата, полимеров полимолочной кислоты и полимеров полиамида.
16. Способ по п.1, в котором полимер ламинированной пленки содержит флуоресцентный материал, при этом после установки ламинированной пленки в заплечик заплечика/носика ламинированная пленка вступает в контакт с источником света для активирования флуоресценции с целью выяснения положения ламинированной пленки в заплечике.
17. Конструкция тюбика для упаковки продуктов, содержащая корпус тюбика, заплечик/носик тюбика, выполненный из полимера, и ламинированную пленку на внутренней поверхности заплечика/носика, причем ламинированная пленка содержит полимерный слой и барьерный слой, где полимерный слой присоединен к заплечику/носику, при этом ламинированная пленка является гибкой и имеет толщину от около 100 мкм до около 400 мкм.
18. Конструкция тюбика по п.17, в которой барьерный слой имеет толщину от около 15 мкм до около 100 мкм, а полимерный слой имеет толщину от около 75 мкм до 200 мкм.
19. Конструкция тюбика по п.18, в которой барьерный слой выбран из группы, состоящей из полимеров полиэтилентерефталата, полимеров полиэтиленнафталата, полимеров политриметилнафталата, сополимеров этилен-винилового спирта, сополимеров акрилонитрила и метилакрилата, полимеров полимолочной кислоты и полимеров полиамида.
20. Конструкция тюбика по п.16, в которой продукт, содержащийся в конструкции тюбика, является средством для ухода за зубами.
| US 3260411 A, 12.07.1966 | |||
| US 5656346 A, 12.08.1997 | |||
| УПРУГИЙ КОНТЕЙНЕР С ЗАКЛЮЧЕННЫМ В НЕМ СРЕДСТВОМ ДЛЯ ЧИСТКИ ЗУБОВ | 1991 |
|
RU2097019C1 |
| Устройство преобразования аналога в код | 1980 |
|
SU890553A1 |
| СПОСОБ НАНЕСЕНИЯ ОТКРЫВНОГО ПРИСПОСОБЛЕНИЯ НА УПАКОВОЧНОЙ МАТЕРИАЛ И УПАКОВКА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2001 |
|
RU2270795C2 |

