Ссылка на связанную заявку
В настоящей заявке испрашивается приоритет по предшествующей заявке PCT/IB2017/052563, поданной 3 мая 2017 г. от имени компании AISAPACK HOLDING SA. Содержание этой предшествующей заявки полностью включено посредством ссылки в описание настоящей заявки.
Область техники, к которой относится изобретение
Настоящее изобретение относится к гибким упаковочным тюбикам для жидких или вязких продуктов. Если говорить конкретнее, его предметом являются бесшовные гибкие тюбики с этикетками, которые отличаются упругими свойствами, то есть восстанавливают после деформации свою исходную форму.
Уровень техники
Тюбики из тонкого гибкого пластика используются для самых разнообразных упаковок - таких, например, как для гигиенических и косметических средств или пищевых продуктов. В качестве содержимого таких тюбиков могут, следовательно, выступать, в частности, гель для укладки волос, зубная паста, шампунь, лосьон или жидкое мыло. Что касается гигиенических и косметических средств, важно также, чтобы напечатанные на упаковке данные о продуктах были четко доведены до покупателя или пользователя находящегося в упаковке продукта и были легко понятны для него. По этой причине на тюбики наносят, как правило, прямую печать или пленку, которые могут включать в себя необходимые рисунок и текст.
Существуют тюбики, полиэтиленовые корпуса которых получают с использованием обычной или совместной экструзии. Затем выполняют соединение головки тюбика с корпусом посредством накладного формования или сварки, после чего полученный тюбик подвергают операциям печати и декоративной отделки. Такие тюбики находят широкое применение в изготовлении упаковок для косметических средств или фармацевтических препаратов, поскольку они характеризуются высокой устойчивостью к трещинообразованию, что способствует надежному хранению чувствительных составов, и обладают эстетическими качествами, отвечающими требованиям рынка. Однако такие упаковки страдают двумя существенными недостатками. Первый из них состоит в том, что для декоративной отделки трубчатых тел требуется сложное оборудование, что приводит к чрезмерным затратам. Второй недостаток связан с ограниченными возможностями выбора материалов, которые можно использовать для формирования одно- или многослойной структуры методом обычной или совместной экструзии. Следствием этого являются ограничения для использования упаковки из-за отсутствия таких свойств, как, например, упругость трубчатого тела, дающая такой упаковке возможность восстанавливать свою форму после деформации.
Имеются также тонкостенные пластиковые тюбики, претерпевающие предварительное экструдирование с последующим этикетированием. Для таких тюбиков необходимы этикетки, наклеиваемые на изделие при окружающей температуре. Материалы этикеток, подлежащих нанесению, не поддаются сварке, а это значит, что надо следить, чтобы они не доходили до места заделки на торце тюбика, где имеется шов термической сварки. Кроме того, материалы этикеток являются сравнительно жесткими, поэтому необходимо, чтобы этикетка заканчивалась несколько ниже кромки между телом тюбика и его заплечиком. Иначе наносимая впоследствии этикетка традиционного тюбика, которая доходит до точки, слишком близкой к переходу от тела тюбика к его заплечику, будет выступать за пределы стенки тюбика или способствовать образованию мятой кромки. Совершенно понятно, что этого следует избегать, так как тюбик приобретает при этом неэстетичный внешний вид.
Один из способов нанесения этикеток на тюбики состоит в так называемом «этикетировании в форме» (IML, от англ. In-Mold Lamination), то есть накладном формовании этикетки, заранее уложенной в литьевую форму. Тюбики, получаемые с использованием IML, обладают целым рядом достоинств, и в частности, в отношении внешнего вида готовой емкости. Так, например, можно создать блестящую или матовую поверхность этикетки, благодаря которой емкость приобретет привлекательный внешний вид. Недостаток таких IML-тюбиков связан с тем, что их необходимо отливать из полимеров или особых полимерных смесей, предназначенных для литья под давлением тонкостенных изделий. В результате ухудшаются некоторые свойства упаковки, в частности, их устойчивость к трещинообразованию, а также гибкость отливаемого полимера.
Раскрытие сущности изобретения
Изобретение позволяет устранить перечисленные выше недостатки путем разработки тюбика с этикеткой, обладающего преимуществами экструдированных тюбиков и IML-тюбиков и не имеющего их недостатков.
Кроме того, благодаря изобретению удается добиться упругих свойств, которые неожиданно оказались лучшими, чем у экструдированных тюбиков.
В соответствии с одним из вариантов осуществления изобретения, предложен многослойный корпус гибкого тюбика, содержащий экструдированный основной слой и однослойную или многослойную пленку, по меньшей мере частично охватывающую основной слой. Модуль упругости на растяжение основного слоя меньше 1200 Н/мм2, а модуль упругости на растяжение пленки больше 3500 Н/мм2.
В соответствии с одним из вариантов осуществления, модуль упругости на растяжение основного слоя предпочтительно меньше 500 Н/мм2.
В соответствии с одним из вариантов осуществления, пленка содержит два слоя, по меньшей мере один из которых имеет модуль упругости на растяжение больше 3500 Н/мм2. В соответствии с одним из вариантов осуществления, второй из указанных двух слоев пленки имеет модуль упругости на растяжение больше 100 Н/мм2.
В соответствии с одним из вариантов осуществления, толщина основного слоя может составлять от 80 до 97% толщины корпуса.
В соответствии с одним из вариантов осуществления, толщина основного слоя может составлять от 190 до 680 микрон.
В соответствии с одним из вариантов осуществления, толщина основного слоя составляет от 250 до 550 микрон.
В соответствии с одним из вариантов осуществления, толщина корпуса составляет от 200 до 700 микрон, предпочтительно от 300 до 600 микрон.
В соответствии с одним из вариантов осуществления, состав основного слоя может быть следующим:
В соответствии с одним из вариантов осуществления, состав основного слоя может быть следующим:
В соответствии с одним из вариантов осуществления, корпус может характеризоваться отношением поглощаемой энергии более 60%, предпочтительно более 80%.
В соответствии с одним из вариантов осуществления, концы пленки могут быть расположены встык.
В соответствии с одним из вариантов осуществления, между концами пленки имеется интервал.
В соответствии с одним из вариантов осуществления, может быть предусмотрено наложение концов пленки друг на друга.
В соответствии с одним из вариантов осуществления, на концах пленки может быть предусмотрена полоска.
В соответствии с одним из вариантов осуществления, полоска может быть помещена между основным слоем и пленкой или на пленке.
В соответствии с одним из вариантов осуществления, основной слой может быть выполнен многослойным с использованием совместной экструзии.
В соответствии с одним из вариантов осуществления, основной слой может включать в себя противокислородный барьерный слой.
В соответствии с одним из вариантов осуществления, барьерный слой может представлять собой слой, содержащий, например, сополимер СЭВС.
В соответствии с одним из вариантов осуществления, основной слой может включать в себя слой повторно используемых материала (материалов).
В соответствии с одним из вариантов осуществления, пленка может содержать многослойную структуру.
В соответствии с одним из вариантов осуществления, пленка может содержать противокислородный барьерный слой.
В соответствии с одним из вариантов осуществления, барьерный слой может представлять собой слой сополимера СЭВС, и/или металлизированный слой, или слой металла.
В соответствии с одним из вариантов осуществления, слой металла может представлять собой слой, содержащий алюминий.
В соответствии с одним из вариантов осуществления изобретения, предложено изделие, содержащее, по меньшей мере один корпус типа описанного в настоящей заявке. В качестве такого изделия может выступать тюбик или другая упаковка, либо какой-либо другой предмет.
Определение терминов, используемых в описании изобретения
В описании изобретения используются следующие термины и сокращения.
Многослойная пленка - пленка, состоящая из нескольких слоев. Многослойная пленка может быть получена методом совместной экструзии и/или сборки материалов.
ПЭТ (англ. PET: polyethylene terephthalate) - полиэтилентерефталат
БОПП (англ. ВОРР: biaxially oriented polypropylene) - биаксиально ориентированный полипропилен
ПА (англ. PA: polyamide) - полиамид
ПЭ (англ. РЕ: polyethylene) - полиэтилен
ПНП (англ. LDPE: low-density polyethylene) - полиэтилен низкой плотности
ЛПНП (англ. LLDPE: linear low-density polyethylene) - линейный полиэтилен низкой плотности
ПВП (англ. HDPE: high-density polyethylene) - полиэтилен высокой плотности
СЭВС (англ. EVOH: ethylene vinyl alcohol) - сополимер этилена и винилового спирта
ИТР (англ. MFR) - индекс текучести расплава
Адгезив - клей, используемый для соединения нескольких слоев методом сборки материалов
Краткое описание чертежей
Сущность настоящего изобретения станет более понятной из описания вариантов его осуществления, не имеющих ограничительного характера, и приложенных чертежей, на которых:
фиг. 1 и 2a-2d иллюстрируют в разрезе варианты выполнения тюбиков согласно изобретению;
фиг. 3 иллюстрирует тюбик в качестве примера применения настоящего изобретения;
фиг. 4 представляет собой вид спереди, иллюстрирующий образец цилиндрического тюбика, претерпевшего деформацию;
фиг. 5 представляет собой вид в разрезе по оси А-А образца по фиг. 3;
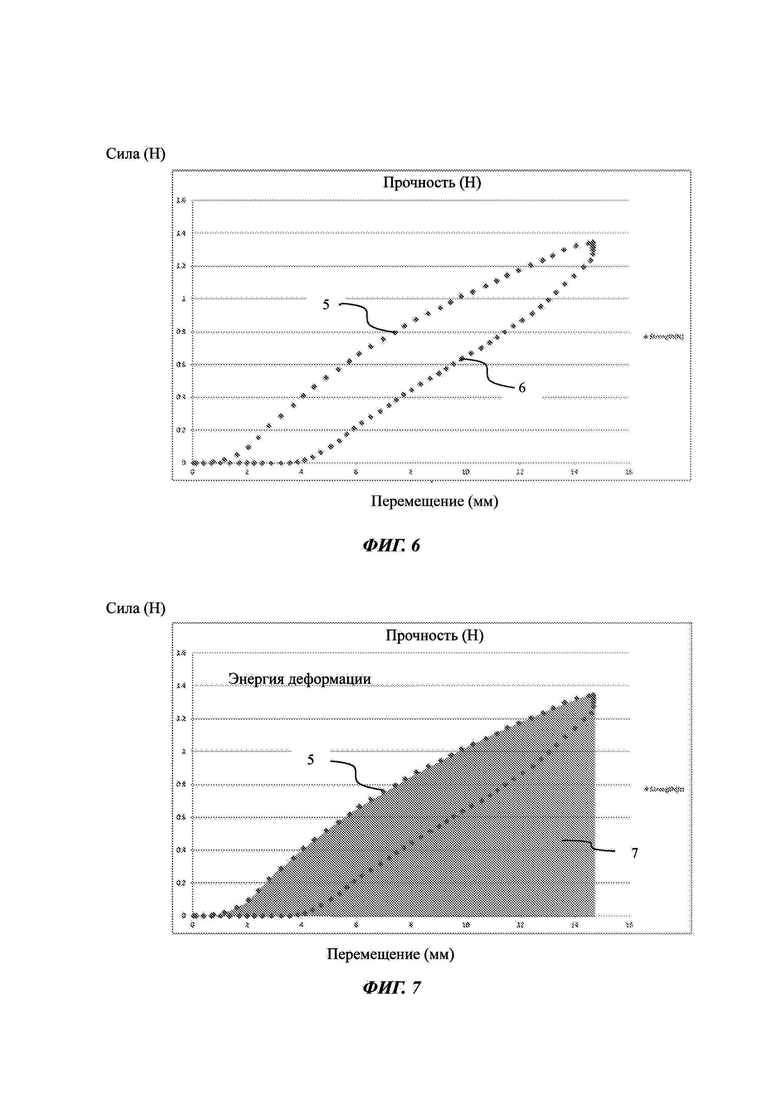
фиг. 6 иллюстрирует пример деформации образца на стадиях нагружения и снятия нагрузки;
фиг. 7 иллюстрирует энергию деформации, необходимую для деформирования образца на стадиях нагружения и снятия нагрузки;
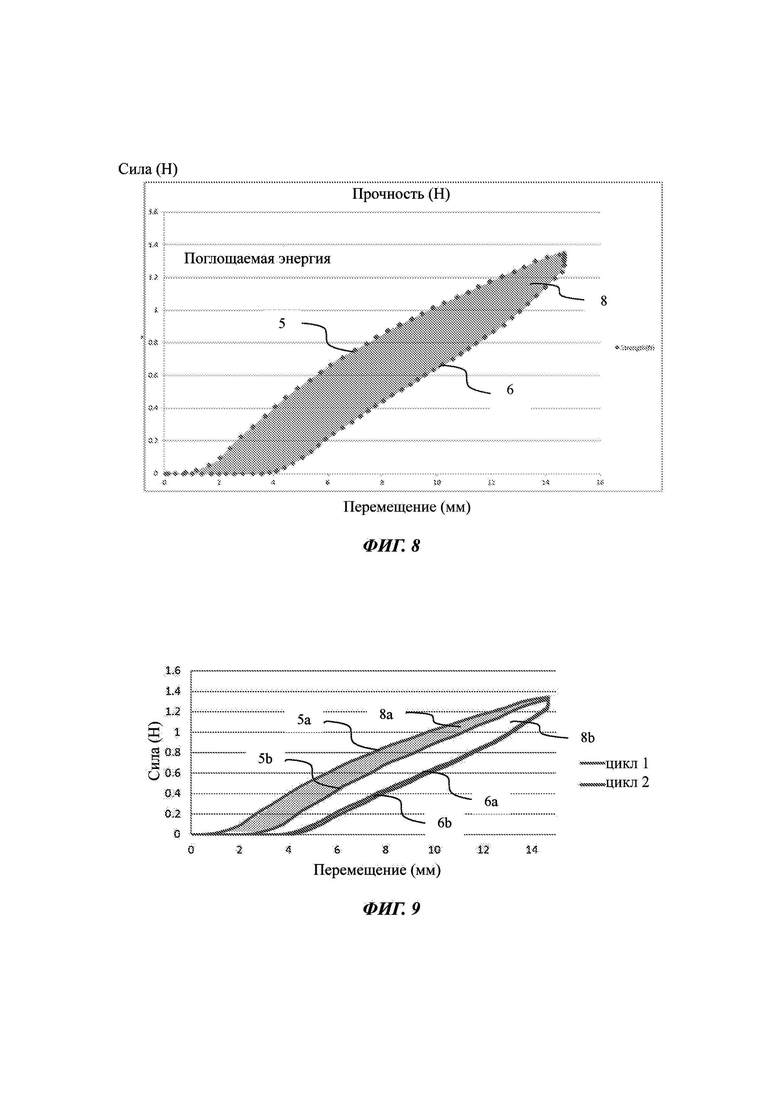
фиг. 8 иллюстрирует поглощенную энергию на стадиях нагружения и снятия нагрузки;
фиг. 9 иллюстрирует два цикла деформации образца.
Осуществление изобретения
Изобретение главным образом относится к гибкой части тюбика, называемой ниже по тексту «корпусом».
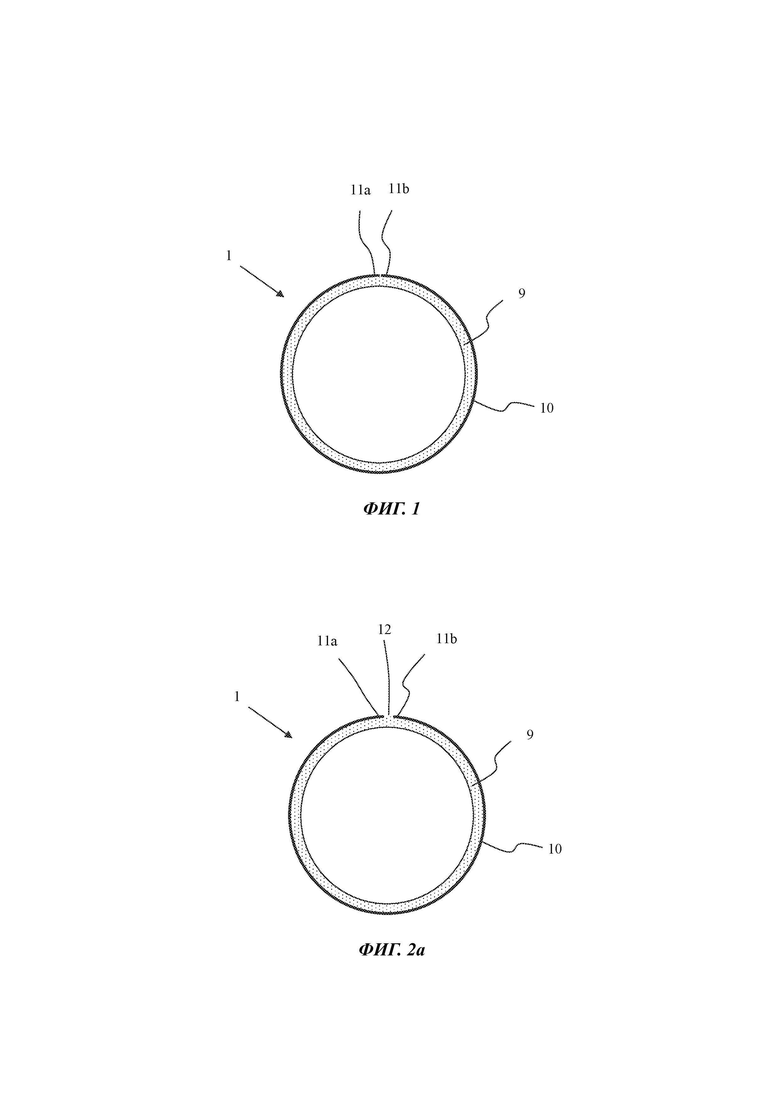
Говоря конкретнее, изобретение относится к многослойному корпусу 1 гибкого тюбика 18 типа заявленного в формуле изобретения и иллюстрируемого, в частности, на фиг. 1, 2a-2d, которые будут детально рассмотрены ниже.
Для формирования тюбика 18 соединяют корпус 1 с первым концом головки тюбика, имеющей горлышко 15, и приваривают его горизонтально ко второму концу 17 с получением при этом герметичной заделки упаковки. Головка тюбика может быть также снабжена выполненным с ней за одно целое или отдельным колпачком 16 для закрывания и открывания упаковки.
Предлагаемый корпус 1 обладает одновременно высокой упругостью, высокой устойчивость к трещинообразованию и повышенной непроницаемостью для водяного пара или кислорода.
Толщина корпуса 1 составляет предпочтительно от 200 до 700 микрон, а конкретнее - от 300 до 600 микрон.
В соответствии с изобретением, многослойный корпус имеет экструдированный трубчатый основной слой 9, составляющий предпочтительно от 80 до 97% общей толщины. Основной слой 9 представляет собой предпочтительно внутренний слой корпуса 1, находящийся в контакте с упакованным продуктом. В этом слое 9 не имеется нарушения непрерывности свойств в окружном направлении, так как оно является следствием прямой экструзии трубчатого тела. Однородность свойств основного слоя 9 по его окружности, и в частности, отсутствие зоны сварки в осевом направлении упаковки, позволяет предотвратить появление зон охрупчивания при трещинообразовании вдоль сварных швов. Толщина основного слоя 9 составляет предпочтительно от 190 до 680 микрон, а еще предпочтительнее - от 250 до 550 микрон. Естественно, в зависимости от обстоятельств возможны и другие размеры.
Основной слой 9 целесообразно выполнять из полимера или полимерной смеси, отличающейся особой устойчивостью к трещинообразованию благодаря их большой молекулярной массе. ИТР (индекс текучести расплава, англ. MFR) (190°С, 2,16 кг согласно стандарту ISO 1133) полимера или полимерной смеси, образующей основной слой, меньше 4, предпочтительно меньше 1.
Пример 1 для основного слоя:
Пример 2 для основного слоя:
В соответствии с одним из вариантов осуществления изобретения, экструдированный основной слой 9 образует собой многослойную структуру, получаемую методом совместной экструзии. Так, например, указанный экструдированный основной слой 9 состоит из одного или нескольких слоев полиэтилена, а также одного противокислородного барьерного слоя и слоев связующего малой толщины. Предпочтительно, чтобы толщина противокислородного барьерного слоя составляла не более 10% толщины основного слоя 9, а еще предпочтительнее - менее 7% толщины этого основного слоя 9. В качестве противокислородного барьерного слоя можно использовать, например, слой СЭВС (сополимера этилена и винилового спирта).
Рассматриваемый основной слой 9 может также включать в себя один или несколько слоев повторно используемых полимеров. Исходя из соображений пищевой совместимости, рекомендуется, как правило, избегать того, чтобы такие слои повторно используемых полимеров использовались в качестве внутреннего слоя упаковки и контактировали с упакованным продуктом.
Основной слой 9 покрывают, по меньшей мере частично, декорированной пленкой 10, которая образует собой видимую сторону корпуса 1. Толщина декорированной пленки 10 составляет от 10 до 120 микрон, предпочтительно от 30 до 80 микрон. Разумеется, возможны и иные размеры. Предпочтительно, чтобы декорированная пленка 10 покрывала всю поверхность корпуса 1, а ее концы 11а/11b соединялись встык. В соответствии с одной из модификаций, концы 11а/11b пленки 10 соединяются посредством сварки. В настоящей заявке описываются и другие модификации.
Декорированная пленка 10 состоит предпочтительно, по меньшей мере, из двух слоев, которые мы называем в данной заявке «внутренним слоем» и «наружным слоем». Наружный слой характеризуется разрушающим напряжением при растяжении более 100 Н/мм2, предпочтительно более 150 Н/мм2, и в то же время температурой плавления более 175°С, предпочтительно более 200°С. Такие свойства наружного слоя пленки 10 способствуют хорошей упруги корпуса 1, а также устойчивости декорированной пленки 10 при ее соединении с экструдированным основным слоем 9. Толщина наружного слоя пленки 10 составляет от 10 до 80 микрон, предпочтительно от 10 до 30 микрон.
Декорированная пленка 10 имеет также внутренний слой, находящийся между основным слоем 9 и наружным слоем пленки 10 и обеспечивающий приваривание пленки 10 к экструдированнному основному слою 9. Полимер или смесь полимеров, из которых состоит внутренний слой пленки 10, обеспечивает адгезию расплавлением контактной поверхности пленки 10 под действием тепла, сообщаемого основным слоем 9 в расплавленном состоянии. Внутренний слой пленки 10 состоит предпочтительно из полиэтилена низкой плотности с температурой плавления менее 120°С, предпочтительнее менее 110°С. Толщина внутреннего слоя пленки 10 составляет от 5 до 50 микрон, предпочтительно от 15 до 30 микрон.
Отношение модулей жесткости (по ISO 527-1) материалов наружного слоя пленки 10 и основного слоя 9 превышает 3, а предпочтительнее - 7. Было обнаружено, что при таком отношении удается неожиданно существенно повысить упругость корпуса 1, не оказывая при этом значительного влияния на ощущение жесткости упаковки.
Изобретение дает ряд преимуществ в отношении внешнего вида готовой емкости. Так, например, можно сформировать блестящую или матовую поверхность корпуса 1 путем соответствующего выбора пленки 10. В частности, для получения матовой поверхности корпуса 1 следует добавить еще один слой из полиэтилена или пропилена с целью формирования наружной поверхности пленки 10 и корпуса 1. Изобретение позволяет получить полное декоративное оформление корпуса тюбика. В соответствии с одним из вариантов осуществления изобретения, пленка 10 располагается вокруг всего тела тюбика в радиальном направлении. Выбирая пленку с требуемыми прочностью на растяжение и тепловыми свойствами, можно наносить пленку таким образом, чтобы она полностью охватывала тюбик в радиальном направлении без сохранения пространства между краями пленки или чтобы эти края пленки находили друг на друга. Благодаря этому удается создать сплошной рисунок или непрерывный текст, которые будут располагаться в радиальном направлении вокруг тела тюбика без видимого стыка между краями декорированной пленки 10.
Может оказаться целесообразным, чтобы пленка покрывала все тело тюбика в осевом направлении, то есть от края заплечика до места торцевой заделки. Декорированную пленку 10 можно использовать для покрытия всего тела тюбика, чего не удавалось добиться при использовании известных способов этикетирования экструдированных пластиковых тюбиков. Таким образом, изобретение позволяет улучшить декоративную отделку и художественное оформление тюбиков.
В соответствии с изобретением, пленка 10 может укладываться в осевом направлении до места торцевой заделки на теле тюбика. Это означает, что можно добиться полного покрытия тела тюбика декорированной пленкой 10, когда торцевая заделка тела тюбика имеет нелинейную изогнутую форму или форму с образованием угла. При использовании наносимых впоследствии этикеток согласование формы с нелинейной торцевой заделкой требует такой строгой синхронизации, которая делает этикетирование практически невозможным. Нелинейные торцевые заделки используют для декоративных целей и придания тюбику задуманного внешнего вида, что может потребоваться в упаковках для косметических и других подобных средств. Кроме того, нелинейную торцевую заделку можно с успехом применить для формирования более широкой приварной части, в которой можно будет предусмотреть отверстие или крючок в качестве средства подвешивания тюбика, например, на полке или в ванной.
Другое преимущество нанесения декорированной пленки 10 в процессе экструзии связано с тем, что в осевом направлении кромка этой декорированной пленки не имеет перехода от головки тюбика к его телу. Переход между головкой тюбика и корпусом 1 образует собой гладкую поверхность, в отличие от тюбиков, этикетирование которых производится после экструзии. Кроме того, корпус 1, на поверхности которого имеется декорированная пленка 10, может закрывать часть головки тюбика, соединяющую цилиндрическую часть головки с ее конической частью. Другая, тоже коническая, часть головки тюбика может быть также закрытой, без формирования складок или эстетически непривлекательных дефектов, обуславливаемых наличием пленки или декоративной отделки.
Тюбик согласно изобретению представляет собой чрезвычайно эффективный барьер для водяного пара или кислорода. Барьер тюбика для водяного пара составляет менее 0,1, а предпочтительнее - менее 0,05 г/корпус/день/100% H2O. Кроме того, в тюбике обеспечивается проницаемость для кислорода менее 4, а предпочтительнее - менее 0,05 см3/корпус/день/бар. В соответствии с одним из предпочтительных вариантов, противокислородный барьер обеспечивается пленкой. Существует множество решений, обеспечивающих получение свойств противокислородного барьера. Пленка может содержать, например, слой биориентированного полиэтилентерефталата, при необходимости подвергнутый металлизации или с покрытием из SiOx. Можно также использовать другие барьерные слои, как, например, из СЭВС, ПА, поливинилиденхлорида, алюминия, которые широко применяются для упаковок.
В соответствии с одной из модификаций, пленка 10 образована структурой, содержащей металлический барьерный слой, например, из алюминия. Пленка может иметь, например, следующую структуру: ПЭ/Алюминий/ПЭ. Разумеется, возможны и другие аналогичные варианты.
На фиг. 1 и 2a-2d иллюстрируются примеры и варианты выполнения тюбиков согласно изобретению типа раскрытых в настоящей заявке, которые представляют собой виды в разрезах, перпендикулярных к продольной оси (как на фиг. 4).
На фиг. 1 приведен первый вариант выполнения цилиндрического корпуса 1, имеющего основной слой 9, покрытый пленкой 10, причем концы 11а/11b пленки 10 расположены встык.
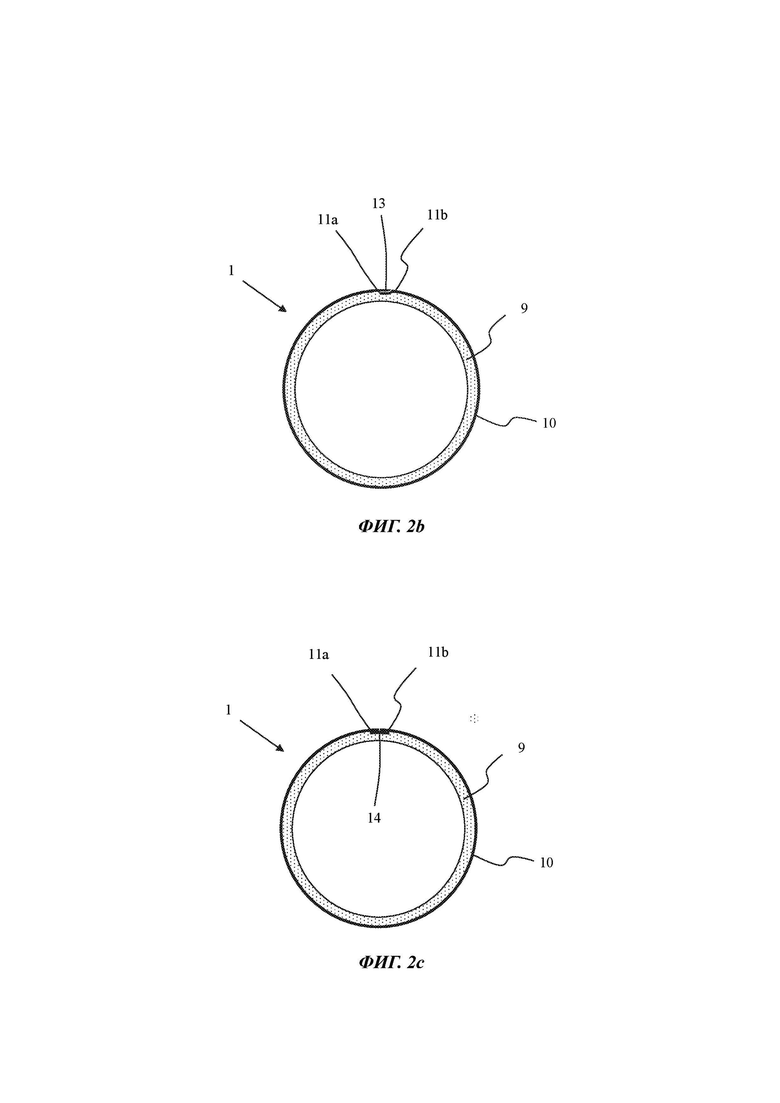
На фиг. 2а, 2b, 2с и 2d иллюстрируются другие варианты выполнения корпусов согласно изобретению. Так, в частности, на фиг. 2 показан вариант осуществления, в соответствии с которым концы 11а/11b пленки 10 не расположены встык, а разделены интервалом 12.
На фиг. 2b иллюстрируется вариант осуществления, в соответствии с которым предусмотрено наложение 13 друг на друга концов 11а и 11b пленки 10.
Предпочтительно при использовании этого варианта, чтобы указанные концы наваривались или наклеивались один на другой.
На фиг. 2 с иллюстрируется вариант осуществления, в соответствии с которым между основным слоем 9 и пленкой 10 вставляется армирующая полоска 14. Предпочтительно, чтобы нижняя поверхность армирующей полоски 14 приваривалась в процессе экструзии основного слоя 9. Предпочтительно также, чтобы верхняя поверхность армирующей полоски 14 наваривалась или наклеивалась на концы 11а и 11b пленки.
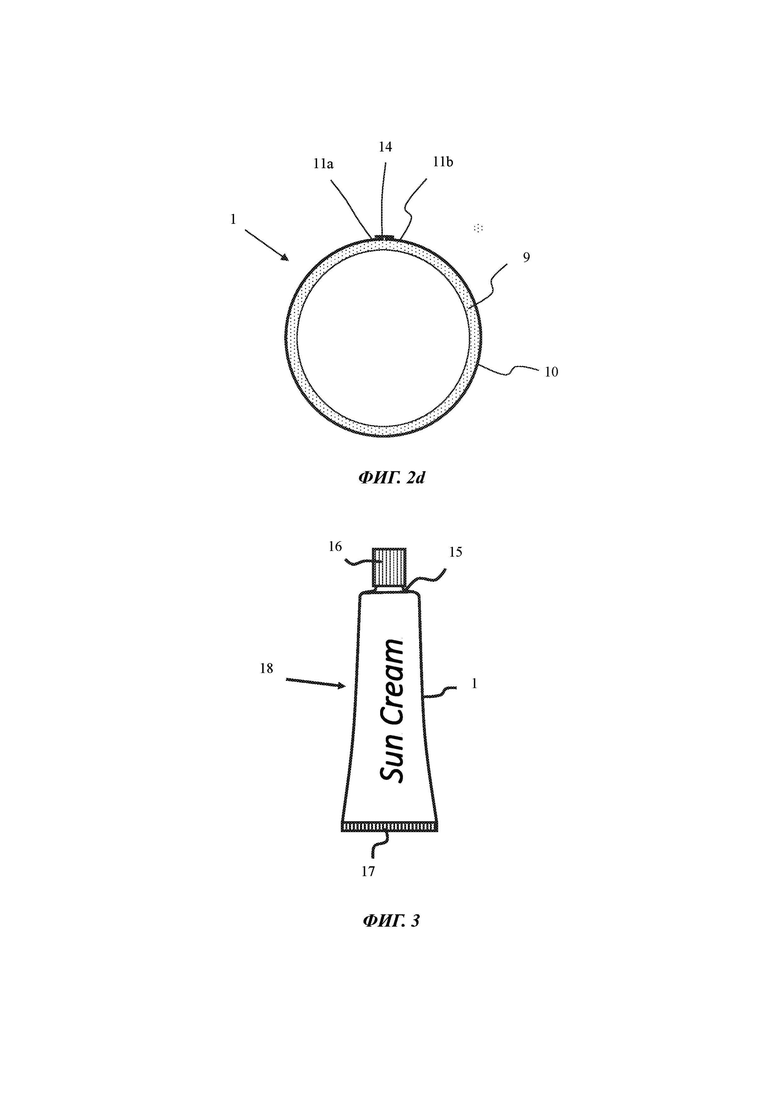
На фиг. 2d иллюстрируется еще один вариант осуществления, в соответствии с которым используется армирующая полоска 14, но в этом случае указанную полоску 14 помещают на наружной стороне пленки 10. Предпочтительно, чтобы нижняя поверхность армирующей полоски 14 наваривалась или наклеивалась на концы 11а и 11b пленки.
Совершенно понятно, что выше были приведены лишь частные примеры осуществления, так что возможны иные аналогичные модификации и конфигурации. Так, например, армирующую полоску можно использовать для всех описываемых и иллюстрируемых вариантов выполнения корпусов.
Предпочтительно, чтобы армирующая полоска 14 имела структуру, аналогичную структуре пленки 10, с тем чтобы обеспечить непрерывность механических и барьерных свойств.
Ее структуру подбирают с учетом потребностей наваривания или наклеивания на каждую из поверхностей. Ее толщина довольно невелика - предпочтительно того же порядка величин, что и у пленки 10.
Так, например, ее толщина может составлять от 10 до 120 микрон, предпочтительно от 30 до 80 микрон.
В качестве примеров материалов для структуры армирующей полоски можно назвать ПЭ/ПЭТ/ПЭ или ПЭ/ПЭТ/ПЭ-СЭВС-ПЭ. Разумеется, пригодны и другие аналогичные материала.
На фиг. 3 схематично иллюстрируется пример тюбика 18 согласно изобретению. Этот тюбик 18, например для целей упаковки, имеет корпус 1 предлагаемого типа, заплечик 15 тюбика с горлышком, колпачок и торцевой сварной шов 17 для закрытия тюбика 18.
Выполняемый согласно изобретению тюбик 18 обладает также неожиданно хорошими упругими свойствами. Если говорить, в частности, об упаковочных тюбиках для косметических средств, то особое внимание уделяется внешнему виду упаковки до и во время ее эксплуатации. На этом рынке покупатели желают, чтобы тюбик восстанавливал свою форму после частичного или полного выдавливания продукта. Для такой упругости корпуса 1, которая способствует возврату тюбика 18 к своей исходной форме после выдавливания продукта, требуется некоторая сила упругого возврата стенки тюбика. Эта сила должна быть достаточной для противодействия силам вязкости упакованного продукта, которые препятствуют поступлению воздуха внутрь упаковки. Совершенно понятно, что вязкость упакованного продукта, закупоривающего отверстие, генерирует силу, препятствующую поступлению воздуха в упаковку. Поэтому важно иметь возможность изменения свойств упругого возврата тюбика в соответствии с вязкостью упакованного продукта.
Экструдированные тюбики, известные из современного уровня техники, имеют высокую устойчивость к трещинообразованию, необходимую для хранения косметических составов. Однако упругость таких экструдированных тюбиков оказывается иногда недостаточной при работе с особо вязкими продуктами. Современная методика усиления упругого возврата полиэтиленовых экструдированных тюбиков состоит в увеличении толщины стенки тюбика или в регулировании полиэтиленовой смеси. К увеличению содержания ПЭВП в смеси прибегают обычно с целью повышения жесткости и, соответственно, силы возврата стенки тюбика. Однако при увеличении содержания ПЭВП происходит одновременно и уменьшение устойчивости упаковки к трещинообразованию. Не является подходящим решением и увеличение толщины стенки, если исходить из соображений экономии и охраны окружающей среды. Было обнаружено, что неожиданно хорошие результаты по силе упругого возврата корпуса удается получить благодаря комбинированию основного слоя с модулем упругости на растяжение менее 1200 Н/мм2, предпочтительнее менее 500 Н/мм2, и одно- или многослойной пленки с модулем упругости на растяжение более 3500 Н/мм2.
Стандартов измерения упругих свойств корпусов упаковочных тюбиков не существует. Специалисты в данной области оценивают упругие свойства корпусов тюбиков, как правило, путем «ручного» сравнения, для чего деформируют упаковку вручную и наблюдают за ее состоянием. Эта методика страдает многими недостатками, поскольку не позволяет получить воспроизводимые кодированные данные и меняется в зависимости от восприятия человека, проводящего тест. Для устранения этой проблемы был разработан метод измерения упругих характеристик, который можно было бы воспроизводить.
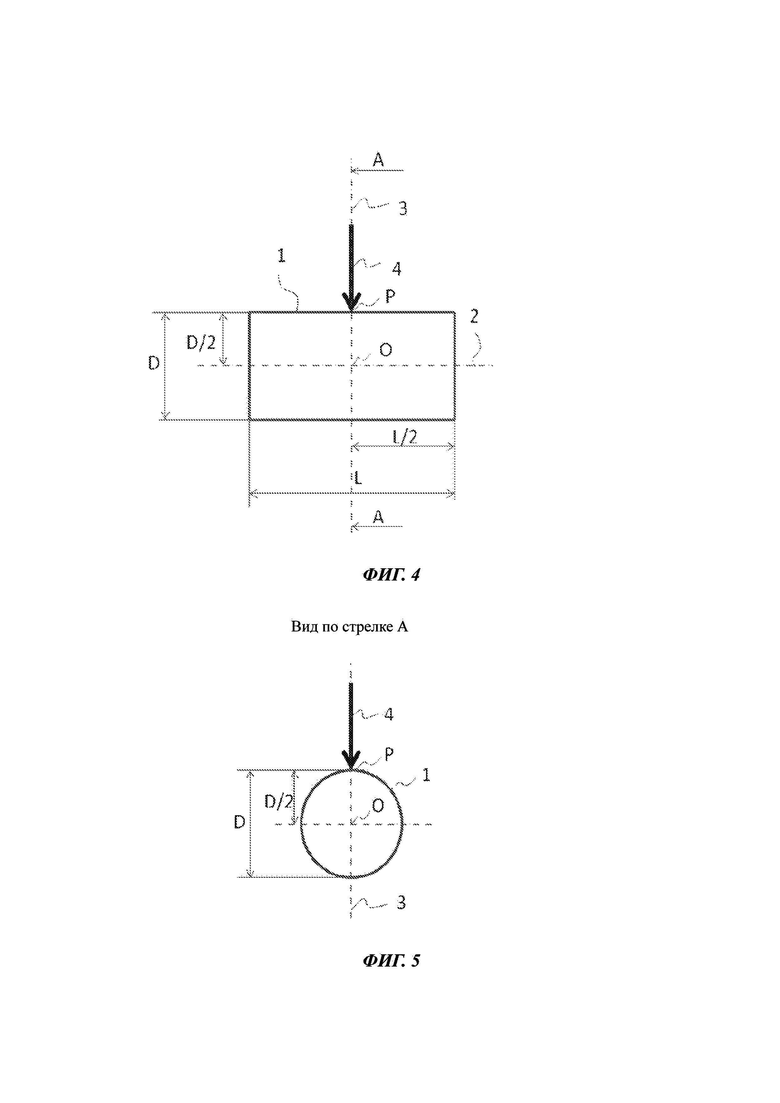
Упругие свойства корпусов измеряют с использованием описываемой ниже процедуры. Для измерения берут образец цилиндрического корпуса с отношением L/D=1,714, где L - длина корпуса в осевом направлении, a D - его наружный диаметр.
На фиг. 4 показан образец цилиндрического корпуса 1 с диаметром D и длиной L, причем ось 2 образца направлена по горизонтали. Создают деформацию в точке Р, находящейся на середине расстояния между концами образца по оси 2. Вначале точка Р располагается на расстоянии D/2 от оси 2, измеренном по оси 3. Ось 3 перпендикулярна к оси 2 и пересекается с этой осью 2 в точке О.
На фиг. 5 иллюстрируется образец 1 на перпендикулярном виде А. Измерение упругих свойств состоит в создании деформации образца 1 в точке Р по оси 3 с помощью машинной детали 4.
Образец деформируют со скоростью 2 мм/сек. в ходе следующего цикла.
- Стадия 5 нагружения: деформации образца со скоростью 2 мм/сек. до точки О. Машинная деталь 4 перемещается по вертикали вдоль оси 3, увлекая за собой точку Р корпуса. В конце стадии нагружения ход точки Р корпуса равен D/2.
- Стадия 6 снятия нагрузки: машинная деталь 4 поднимается по оси 3 до исходного положения со скоростью 2 мм/сек.
В ходе цикла регистрируют силу в зависимости от перемещения точки Р. Получаемый вид графика отображен на фиг.6.
Вычисляют энергию, необходимую для деформирования образца 1 с перемещением из исходного положения в точку О. Энергия деформации изображена на фиг. 7 в виде области 7 под кривой 5 нагружения. Измеряемая энергия деформации зависит, главным образом, от жесткости корпуса. Чем корпус жестче, тем больше измеряемая энергия деформации. Значительная энергия деформации нужна в тех случаях, когда в упаковке находятся вязкие продукты.
На фиг. 8 иллюстрируется энергия 8, поглощаемая образцом 1 в ходе циклов 5 нагружения и 6 снятия нагрузки. Эта поглощаемая энергия 8 соответствует разности между энергией 7 деформации при нагружении 5 и энергией упругого возврата при снятии 6 нагрузки. Поглощаемая энергия 8 характеризует работу образца 1.
По окончании двух последовательных циклов деформации типа описанных выше определяют упругость образца 1. Второй цикл деформации следует за первым без перерыва, сразу после того, как машинная деталь 4 вернется в исходное положение. На фиг. 9 приведен пример результата, получаемого по завершении двух циклов деформации образца 1. Энергия 8а, поглощаемая в ходе первого цикла, соответствует области, находящейся между кривыми 5а нагружения и 6а снятия нагрузки. Аналогичным образом, энергия 8b, поглощаемая в ходе второго цикла, соответствует области, находящейся между кривыми 5b нагружения и 6b снятия нагрузки. Можно видеть, что энергия 8b, поглощаемая в ходе второго цикла, меньше энергии 8а, поглощаемой в ходе первого цикла, соответствует области, так как образец 1 не вернулся в исходное положение в период между двумя циклами. Этот результат свидетельствует о том, что в период между двумя следующими друг за другом циклами деформации образец не восстановил свою начальную форму.
Упругие свойства образца 1 характеризуются отношением энергии 8b, поглощаемой в ходе цикла 2, к энергии 8а, поглощаемой в ходе цикла 1. Чем больше отношение энергий стремится к 1, тем более упругие свойства имеют место, что указывает на возврат корпуса тюбика к исходной геометрии после деформации. И наоборот, если отношение энергий стремится к 0, это свидетельствует о том, что корпус тюбика недостаточно упруг и, следовательно, упаковка остается деформированной, не восстановив свою исходную форму.
Изобретение позволяет получать экструдированные корпуса тюбиков с неожиданно сильно выраженными упругими свойствами. Упаковки с такими корпусами сохраняют форму в течение всего срока службы, причем вне зависимости от количества продукта, остающегося в упаковке. Такие упаковки крайне выгодно использовать, в частности, для косметических средств. Неожиданные свойства иллюстрируются приводимыми ниже примерами.
Пример 1 (тюбик, известный из существующего уровня техники) Корпус диаметром 35 мм и толщиной 480 микрон получают посредством экструзии смеси из 45% ПВП Hostalen GF 4750 с 45% ПНП Exxon Mobil 165 и 10% ЛПНП Dowlex 2045 G. Берут образец этого корпуса и проводят измерение по описанному выше методу. Для корпуса диаметром D=35 измеренная длина образца равна 60 мм (L=60 мм). Отношение длины образца к его диаметру составляет 1, 714. Отношение поглощаемой энергии этого корпуса, иллюстрирующее упругие свойства, равно 67%, а энергия деформации корпуса, иллюстрирующая жесткость, равна 63 Н⋅мм.
Пример 2
Изготавливают по предложенному методу корпус 1 диаметром 35 мм и толщиной 480 микрон. Основной слой 9 толщиной 430 микрон состоит из 100% ПНП Exxon Mobil 165. Этот основной слой составляет 89,5% толщины корпуса. Внутренний слой пленки 10 толщиной 26 микрон выполнен из ПНП. Наружный слой пленки 10 выполнен из металлизированного биориентированного ПЭТ толщиной 24 микрона. Наружная поверхность наружного слоя, служащая также наружной поверхностью корпуса 1, имеет декоративную отделку. Берут образец корпуса длиной 60 мм. Отношение длины образца к его диаметру составляет 1, 714. Отношение поглощаемой энергии этого корпуса, иллюстрирующее упругие свойства, равно 80%, а энергия деформации корпуса, иллюстрирующая жесткость, равна 61 Н⋅мм.
Корпус 1 согласно изобретению (Пример 2) обладает упругостью, превышающей таковую для корпуса, получаемого при использовании известной методики (Пример 1). Благодаря изобретению удается добиться большей упругости при одних и тех же толщине и жесткости корпусов.
Рассмотренные в настоящей заявке варианты осуществления были приведены лишь в качестве иллюстративных примеров, так что их не следует считать исчерпывающими. Возможны и другие варианты, в соответствии с которыми можно использовать средства или материалы, эквивалентные описанным. Можно также комбинировать друг с другом предложенные здесь варианты в зависимости от обстоятельств, либо можно применить средства, использованные в рамках одного из вариантов, в рамках какого-либо другого варианта. Размеры тоже были даны в качестве примеров или предпочтительных величин и могут меняться в зависимости от обстоятельств. Аналогичным образом, перечисленные материалы приведены в качестве иллюстративных примеров, поэтому можно предусмотреть использование эквивалентных или подходящих для данных целей материалов.
В данном описании речь шла, в основном, о корпусах, используемых для формирования тюбиков 18, однако в рамках настоящего изобретения возможно, разумеется, их применение и в иных отраслях.
Изобретение относится к гибким упаковочным тюбикам для жидких или вязких продуктов. Многослойный корпус гибкого тюбика содержит экструдированный основной слой и однослойную или многослойную пленку, по меньшей мере частично окружающую основной слой. Модуль упругости на растяжение основного слоя меньше 1200 Н/мм2, при этом модуль упругости на растяжение пленки больше 3500 Н/мм2. Изобретение обеспечивает создание тюбика с этикеткой, обладающего преимуществами экструдированных тюбиков и IML-тюбиков, при этом обладающих устойчивостью к трещинообразованию, гибкостью отливаемого полимера и которые отличаются упругими свойствами, то есть восстанавливают после деформации свою исходную форму. 2 н. и 23 з.п. ф-лы, 12 ил.
1. Многослойный корпус (1) гибкого тюбика, содержащий экструдированный основной слой (9) и однослойную или многослойную пленку (10), по меньшей мере частично окружающую основной слой; отличающийся тем, что модуль упругости на растяжение основного слоя (9) меньше 1200 Н/мм2, при этом модуль упругости на растяжение пленки (10) больше 3500 Н/мм2.
2. Корпус по п. 1, в котором модуль упругости на растяжение основного слоя (9) меньше 500 Н/мм2.
3. Корпус по п. 1 или 2, в котором пленка (10) содержит два слоя, по меньшей мере один из которых имеет модуль упругости на растяжение больше 3500 Н/мм2.
4. Корпус по п. 3, в котором другой из указанных двух слоев пленки (10) имеет модуль упругости на растяжение больше 100 Н/мм2.
5. Корпус по любому из предшествующих пунктов, в котором толщина основного слоя (9) составляет от 80 до 97% толщины корпуса (1).
6. Корпус по любому из предшествующих пунктов, в котором толщина основного слоя (9) составляет от 190 до 680 микрон.
7. Корпус по п. 6, в котором толщина основного слоя (9) составляет от 250 до 550 микрон.
8. Корпус по любому из предшествующих пунктов, в котором толщина корпуса (1) составляет от 200 до 700 микрон, предпочтительно от 300 до 600 микрон.
9. Корпус по любому из предшествующих пунктов, в котором состав основного слоя (9) является следующим:
10. Корпус по любому из пп. 1-8, в котором состав основного слоя (9) является следующим:
11. Корпус по любому из предшествующих пунктов, отличающийся тем, что он характеризуется отношением поглощаемой энергии более 60%.
12. Корпус по любому из предшествующих пунктов, в котором концы (11а/11b) пленки (10) расположены встык.
13. Корпус по любому из пп. 1-11, в котором между концами (11а/11b) пленки (10) имеется интервал (12).
14. Корпус по любому из пп. 1-11, в котором предусмотрено наложение (13) концов (11а/11b) пленки (10) друг на друга.
15. Корпус по любому из пп. 1-13, в котором на концах (11а/11b) пленки (10) предусмотрена полоска (14).
16. Корпус по предшествующему пункту, в котором полоска (14) помещена между основным слоем (9) и пленкой (10) или на пленке (10).
17. Корпус по любому из предшествующих пунктов, в котором основной слой (9) выполнен многослойным с использованием совместной экструзии.
18. Корпус по любому из предшествующих пунктов, в котором основной слой (9) содержит противокислородный барьерный слой.
19. Корпус по предшествующему пункту, в котором барьерный слой представляет собой слой, содержащий сополимер СЭВС.
20. Корпус по любому из предшествующих пунктов, в котором основной слой содержит слой повторно используемого материала.
21. Корпус по любому из предшествующих пунктов, в котором пленка (10) содержит многослойную структуру.
22. Корпус по любому из предшествующих пунктов, в котором пленка (10) содержит противокислородный барьерный слой.
23. Корпус по предшествующему пункту, в котором барьерный слой представляет собой слой сополимера СЭВС, и/или металлизированный слой, и/или слой металла.
24. Корпус по предшествующему пункту, в котором слой металла представляет собой слой, содержащий алюминий.
25. Гибкий упаковочный тюбик для жидких или вязких продуктов, содержащий по меньшей мере один корпус по любому из предшествующих пунктов.
| US 2009176044 A1, 09.07.2009 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| US 20150013818 A1, 15.01.2015 | |||
| DE 3045086 A1, 24.06.1982. | |||

