Изобретение относится к изготовлению и заполнению упаковочных средств, обычно выполняемых из картона, в дальнейшем называемых «коробками», приспосабливаемых к высоте и объему товаров, которыми каждый раз заполняют коробки. В частности, изобретение относится к подготовке заказов и доставке товаров разного ассортимента и разного количества таким образом, чтобы товары в коробке могли занимать разный объем на разной высоте.
В этой области применения уже известно использование картонных коробок, которые первоначально имеют одинаковые размерные характеристики, но которые затем приспосабливают для каждого частного использования путем уменьшения высоты каждой коробки и ее адаптации к высоте товаров, упакованных в эту коробку.
Первое решение, описанное в документе FR 2710580, состоит в разрезании картонной коробки перед ее заполнением таким образом, чтобы убрать излишек картона, ненужный в силу большего или меньшего уменьшения высоты содержимого коробки. В результате образуются более или менее значительные отходы картона, которые необходимо удалять.
Другие известные решения позволяют уменьшать объем, в частности, высоту картонной коробки для ее адаптации к высоте упакованных товаров, но без образования удаляемых отходов.
В этой категории, согласно частному решению, на четырех боковых сторонах коробки имеется нескольких параллельных и расположенных близко друг к другу линий сгиба. В зависимости от высоты, занимаемой в каждом случае товарами, укладываемыми на дно коробки, на каждой боковой стороне этой коробки выбирают линию сгиба, по которой будет сформирован верхний клапан, загибаемый над упакованными товарами (FR 2612885). Это решение требует предварительного выполнения на четырех боковых сторонах коробки более или менее многочисленных линий сгиба, из которых, в конечном счете, используют только одну, что делает решение относительно сложным и дорогим с точки зрения поставленной цели. Кроме того, адаптация по высоте каждой коробки остается приблизительной, так как ее выполняют прерывисто в зависимости от «шага», равного вертикальному промежутку между двумя соседними линиями.
Альтернативное решение, позволяющее устранить эти последние недостатки, состоит в использовании коробки, части которой, предназначенные для образования верхних клапанов, не ограничивают предварительно сформированными линиями сгиба. При каждом использовании и в зависимости от высоты упакованных товаров на каждой боковой стороне коробки формируют одну линию сгиба на необходимой высоте, затем клапан, ограниченный этой линией, загибают над содержимым предварительно заполненной коробки (FR 2606367 и US 3953356).
Согласно этому последнему решению каждую коробку надрезают вдоль ее четырех вертикальных ребер, начиная от ее вершины, на расстояние, соответствующее разности между первоначальной высотой коробки и высотой товаров, заполняющих эту коробку, высвобождая клапаны, которые затем загибают непосредственно над указанными товарами.
Как можно легко понять, все эти известные решения позволяют, по меньшей мере, приблизительно адаптировать высоту каждой коробки к высоте заполняющих ее товаров или, по меньшей мере, к высоте самого высокого товара. Но все же ни одно из этих решений не может само по себе реально учитывать форму, распределение и объем товаров, упакованных в коробку. Вместе с тем, если упаковке подлежат товары разного ассортимента, даже если высота коробки выбрана правильно, все равно могут оставаться большие свободные пространства между товарами и над некоторыми товарами. Для некоторых товаров не предусматривают никакого расклинивания или закрепления, поэтому они могут смещаться, сталкиваться и даже повреждаться во время погрузочно-разгрузочных работ и транспортировки коробки, особенно если эти товары хрупкие.
Указанная проблема может возникнуть, в частности, при использовании коробок, заполненных по очень низкому уровню, находящемуся ниже максимального габаритного уровня разрезания станка, используемого для образования клапанов. Необходимо понимать, что максимальный размер надрезания равен половине ширины коробки, так как обычно не допускают, чтобы созданные клапаны перекрывали друг друга над центральной зоной коробки. В таком критическом случае конечная высота коробки остается больше высоты упакованных товаров.
Известны системы закрепления товаров внутри картонных коробок при помощи элементов, заполняющих свободные пространства вокруг упакованных товаров и над этими товарами. Эти элементы крепления можно выполнять, в частности, в виде накачиваемых воздухом мешков или подушек, как, например, описано в документах FR 2580597, FR 2385606, WO 2005/077784 и US 2006/0090421.
Такие системы крепления пока не являются удовлетворительными с технической и экономической точки зрения, в частности, при подготовке заказов: если товары, заполняющие коробку данной высоты занимают только часть высоты или объема коробки, необходимо размещать сильно накачанные надувные мешки или много таких мешков в виде последовательных рядов. При этом указанные решения обеспечивают недостаточно хорошие результаты с точки зрения закрепления товаров и адаптации к их форме, являются дорогими, и кроме того, создают проблемы при закрывании коробок.
Вышеперечисленные проблемы можно решить при помощи усовершенствованной системы, объединяющей преимущества коробки небольшой высоты и закрепления упакованных в коробку товаров и позволяющей исключить указанные недостатки. В соответствии с этим в способе выполнения картонной упаковки типа коробки переменного объема, адаптируемой к высоте упакованных товаров в каждом случае, осуществляют разрезание коробки вдоль ее вертикальных ребер на часть высоты, начиная от ее вершины, формируют на боковых сторонах коробки линии сгиба на необходимой высоте для ограничения верхних клапанов, затем загибают эти клапаны над содержимым предварительно заполненной коробки, при этом в коробке укладывают по меньшей мере один накачанный или накачиваемый надувной мешок вокруг и/или над упакованными товарами после формирования линий сгиба, которые ограничивают верхние клапаны, и до загибания этих клапанов над содержимым коробки. Таким образом, можно комбинировать уменьшение высоты коробки для ее адаптации к высоте содержимого и заполнение остаточных свободных пространств (уже сведенных к минимуму) вокруг упакованных товаров и над этими товарами одним или несколькими накачанными или накачиваемыми надувными мешками, объем и число которых тоже сводят к минимуму. В частности, объем устанавливаемого в коробке надувного мешка может быть таким, чтобы верхняя часть мешка по существу совпадала с высотой разметки боковых сторон с целью их сгиба, первоначально предусматривая все же немного большую высоту для верхней части мешка, чтобы после закрывания коробки обеспечивать легкое сжатие мешка для хорошего закрепления упакованных товаров.
Такая идея вытекает, в частности, из европейской заявки ЕР 1832413, поданной на имя заявителя (которая, однако, является документом, опубликованным после даты приоритета настоящей заявки).
В отсутствие уточнений в этом документе можно предположить, что необходимо использовать средства «визуального наблюдения», чтобы оценить степень заполнения каждой коробки в разных зонах и в зависимости от распределения товаров и от их высоты, измеренной в коробке, определить объем, который необходимо заполнить при помощи надувного мешка или надувных мешков. Такой вариант выполнения, в котором количество материала-наполнителя или степень накачивания зависят от измерения предназначенного для заполнения объема, описан в документе ЕР 1556278 (или в его эквиваленте US 7337595). Как можно легко понять, в данном случае необходимо наличие сложной системы измерения и обработки для определения свободного объема и последующего накачивания мешков в зависимости от этого объема, причем измерения и вычисления могут все-таки содержать неточности.
В документе DE 3813309 представлена укладка надувного мешка в картонную коробку над упакованными товарами в ненакачанном состоянии; затем продольные клапаны коробки загибают сверху коробки и устанавливают крышку коробки. Наконец, накачивают мешок, чтобы точно заполнить свободный объем над упакованными товарами.
Такой способ позволяет отказаться от предварительного точного измерения высоты или свободного объема, поскольку мешок «автоматически» адаптируется к заполняемому объему. Однако, как описано в документе DE 3813309, он требует специальной конфигурации коробки со щелью или вырезом, которые позволяют вывести наружу коробки ниппель мешка для обеспечения его накачивания. Таким образом, применение этого способа требует специального и, следовательно, дорогого выполнения картонных коробок.
Кроме того, в документе DE 3813309 средства накачивания мешков располагают сбоку коробки напротив ниппеля мешка, который проходит через боковую сторону коробки. Положение этих средств накачивания мешает перемещению коробок на конвейере, следовательно, необходимо использовать дополнительные устройства для отвода средства накачивания с пути прохождения коробок.
Задачей изобретения является устранение вышеуказанных недостатков известных решений путем разработки технического решения, обеспечивающего адаптацию накачиваемых мешков к заполняемому свободному объему, чтобы избежать измерений и/или вычислений, оставаясь при этом совместимым с картонными коробками стандартного типа, при этом местоположение средств накачивания не должно мешать продвижению коробок по конвейеру.
Поставленная задача решена в способе упаковки товаров в картонную коробку переменного объема, адаптируемого к высоте упакованных товаров, включающем разрезание коробки вдоль ее вертикальных ребер на часть высоты, начиная от ее вершины, и формирование на боковых сторонах коробки на соответствующей высоте линий сгиба, ограничивающих верхние клапаны, которые загибают над содержимым предварительно заполненной коробки, при этом в коробке размещают по меньшей мере один накачанный или накачиваемый надувной мешок вокруг и/или над уложенными товарами после формирования линий сгиба, ограничивающих верхние клапаны, и до загибания этих клапанов над содержимым коробки. Согласно изобретению степень накачивания надувного мешка или надувных мешков регулируют по свободному объему, остающемуся вокруг и/или над упакованными товарами, после укладки мешка или мешков в коробке, но до закрывания этой коробки путем загибания клапанов.
Согласно варианту осуществления способа в соответствии с настоящим изобретением, надувной мешок или каждый надувной мешок укладывают внутри коробки в ненакачанном состоянии, и этот надувной мешок накачивают внутри коробки в объеме, ограниченном сверху путем установки в коробке жесткого горизонтального элемента типа пластины. Это решение позволяет сохранить простые средства определения высоты товаров, размещенных в коробке, и отказаться от вычисления объема, который необходимо заполнить вокруг товаров и над ними, при этом мешок накачивают строго в пределах остающегося свободного объема. В данном случае надувной мешок может иметь изменяемую длину, зависящую от разности высот между вершиной коробки и самым высоким товаром, в частности, если накачивание мешка осуществляют на постоянном уровне над коробкой; еще проще, мешок может иметь постоянную длину, адаптированную к формату коробки, в частности если накачивание мешка осуществляют на разном уровне внутри коробки.
Согласно другому варианту осуществления способа в соответствии с настоящим изобретением, надувной мешок или каждый надувной мешок сначала накачивают до заранее определенной максимальной степени накачивания независимо от объема, заполняемого в коробке, затем надувной мешок укладывают в коробку и частично выпускают из него воздух, после чего запечатывают, адаптируя его, таким образом, к заполняемому объему для каждого случая. В частности, в надувном мешке или в каждом надувном мешке, предварительно накачанном до «максимума», выполняют отверстие для удаления излишка воздуха, после чего надувной мешок заваривают, чтобы окончательно изолировать количество оставшегося в нем воздуха.
Во всех случаях надувной мешок непосредственно адаптируют к заполняемому объему, что позволяет избежать погрешностей вычисления объема, которые могут сказаться на качестве закрепления товаров в коробке.
Поставленная задача решена также в производственной линии для осуществления вышеописанного способа, то есть линии для разрезания и закрывания коробок с укладкой накачанных или накачиваемых мешков. Линия содержит конвейер, на котором перемещаются предварительно заполненные коробки, а также последовательно размещенные вдоль конвейера: пост определения высоты товаров внутри каждой коробки, пост разрезания коробок вдоль их вертикальных ребер на определенную высоту, пост разметки боковых сторон коробок для формирования линий сгиба, пост загибания клапанов над содержимым коробки и пост установки крышек на вершине коробок, при этом между постом разметки боковых сторон и постом загибания клапанов линия дополнительно содержит пост подготовки и укладки внутри коробок надувных мешков, который содержит средства размотки сплошного материала в виде пленки или рукава, из которого формируют надувные мешки, разделенные при помощи сварки и отрезания, средства накачивания и закрывания каждого мешка и средства укладки каждого мешка внутри коробки, при этом указанные средства укладки содержат жесткую пластину, опускающуюся внутрь каждой коробки по существу на уровень линий сгиба, сформированных в каждом случае для накачивания мешков соответственно заполняемому объему и положению, которое займут клапаны после загибания, или для частичного удаления воздуха из мешков и их адаптации к заполняемому объему и к положению, которое займут клапаны после загибания.
Средства накачивания надувных мешков можно удерживать на постоянной высоте над вершиной коробок, точно так же, как и средства закрывания, в частности при помощи сварки, накачанных надувных мешков.
Согласно другому варианту, средства накачивания надувных мешков, так же, как и средства закрывания, в частности, посредством сварки накачанных надувных мешков, установлены с возможностью изменения высоты для расположения мешков внутри коробок, при этом указанные средства могут быть объединены со средствами укладки мешков.
Настоящее изобретение будет более понятно из нижеследующего описания нескольких вариантов осуществления способа разрезания и закрывания мешков с укладкой надувных мешков со ссылками на прилагаемые чертежи, показывающие примеры осуществления способа и производственную линию для осуществления этого способа.
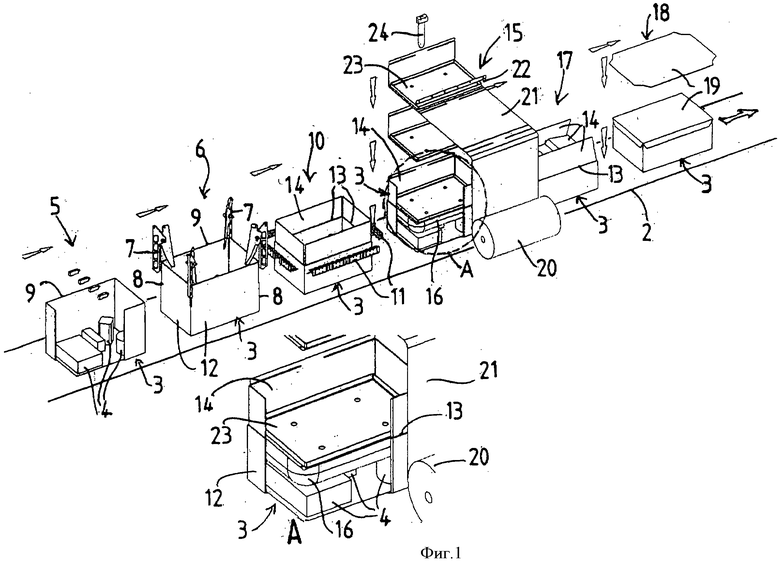
На фиг.1 показан первый вариант осуществления способа в соответствии с настоящим изобретением;
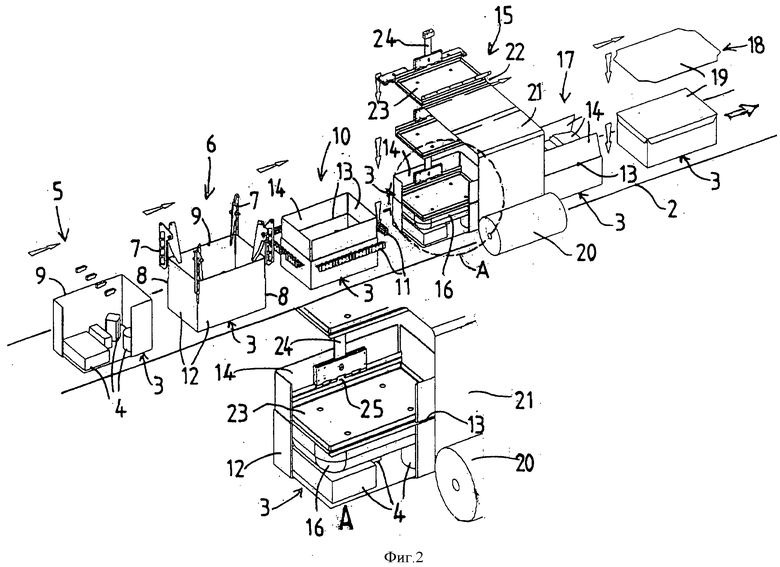
на фиг.2 - версия показанного на фиг.1 варианта осуществления способа;
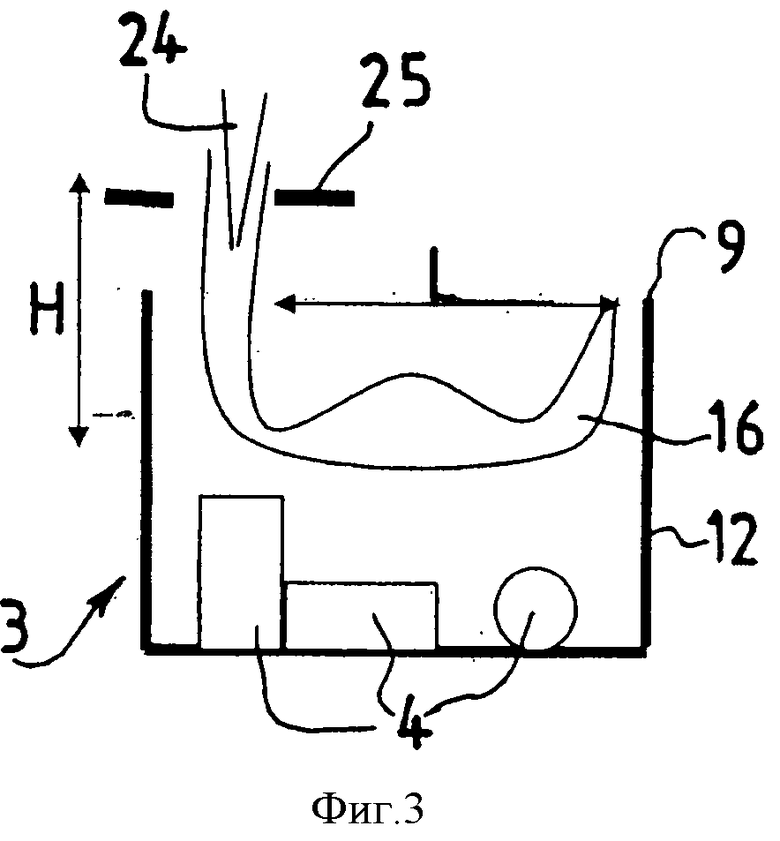
на фиг.3 показана схема операций накачивания и сварки надувного мешка в способе, показанном на фиг.1;
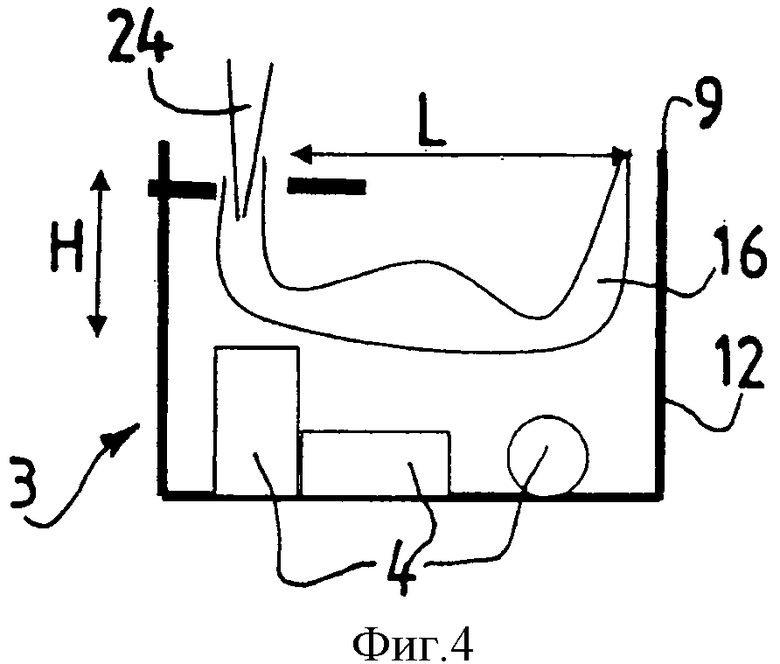
на фиг.4 - схема, аналогичная предыдущей, но в соответствии со способом, показанным на фиг.2;
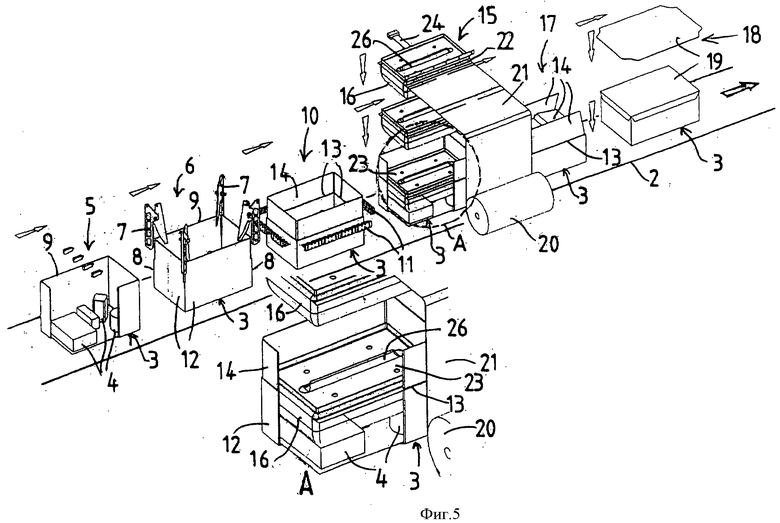
на фиг.5 показан другой вариант осуществления способа.
На фиг.1 схематично показаны посты линии, последовательно расположенные в линию вдоль горизонтального конвейера 2, например, пластинчатого, ременного или ленточного, на котором движутся картонные коробки 3, предварительно заполненные товарами 4 на разную высоту.
Первый пост 5 на пути коробок 3 на входе в линию содержит оптические элементы «системы технического зрения» или один или несколько механических щупов, которые определяют высоту товаров 4 внутри каждой коробки 3.
Второй пост 6 содержит режущие инструменты 7, осуществляющие разрезание коробок 3 вдоль их четырех вертикальных ребер 8. В частности, инструменты 7 производят на ребрах 8 каждой коробки 3 вертикальный надрез на определенную высоту, начиная от вершины 9 коробки 3, и прекращают это разрезание над самым высоким товаром 4.
Третий пост 10 производит при помощи специальных инструментов 11 горизонтальную разметку четырех боковых сторон 12 коробок 3 для формирования линий 13 сгиба. В частности, разметку производят на каждой коробке 3 на том же уровне, что и разрезы, выполненные на втором посту 6 вдоль вертикальных кромок 8 коробки 3.
Таким образом, операции разрезания и разметки, осуществляемые, соответственно, на двух постах 6 и 10, обеспечивают образование четырех верхних клапанов 14, ширина которых зависит от высоты товаров 4, упакованных в каждую коробку 3.
Четвертый пост 15, часть А которого показана также в увеличенном виде, следует за постом 10 разметки и является постом подготовки и укладки накачанных или накачиваемых надувных мешков 16, что будет более подробно описано ниже.
Следующий за четвертым постом 15 пятый пост 17 производит загибание клапанов 14 по линиям 13 над содержимым каждой коробки 3, то есть над товарами 4, упакованными в коробке и над надувным мешком или надувными мешками 16, установленными в этой коробке 3 на предыдущем посту, для закрепления указанных товаров 4.
Наконец, шестой и последний пост 18 обеспечивает установку картонной крышки 19 на вершине каждой коробки 3, то есть над загнутыми клапанами 14, для обеспечения закрывания этой коробки 3. Сбоку от этого последнего поста 18 находится склад для хранения крышек (не показанный). Заполненные и закрытые на посту 18 коробки удаляются к выходному концу конвейера 2.
Пост 15 подготовки и укладки надувных мешков 16 содержит боковое устройство разматывания рулона 20 сплошного материала 21 в виде пленки или рукава. Этот пост 15 содержит средства вытягивания и направления материала 21, которые подводят этот материал над каждой коробкой 3, поступающей на указанный пост. В верхней части этого поста 15 предусмотрены средства 22 разрезания материала 21, которые режут пленку или рукав для отделения материала, который впоследствии образует отдельный надувной мешок.
Со средствами 22 разрезания связаны средства укладки мешков, выполненные в виде жесткой пластины 23, которую можно опускать внутрь каждой коробки 3, а также средства накачивания в виде патрубка 24 и средства сварки в виде пары сварочных зажимов 25 (фиг.2 и 3). В рассматриваемом случае нагнетательный патрубок 24 и сварочные зажимы 25 расположены на постоянной высоте над вершиной 9 коробок 3.
Таким образом, каждый надувной мешок 16, отделенный от пленки или рукава материала 21 при помощи средств 22 разрезания, помещают под жесткую пластину 23, которую опускают внутрь коробки 3 и располагают по существу на уровне отметок, выполненных на третьем посту 10 и соответствующих линиям 13 загибания клапанов 14, которые в данном случае удерживают в вертикальном положении. После этого мешок 16 накачивают воздухом при помощи патрубка 24, затем закрывают посредством сварки при помощи зажимов 25. Таким образом, мешок 16 накачивают до максимальной степени, которую допускает положение жесткой пластины 23, при этом мешок 16 заполняет все свободное пространство между товарами 4 и жесткой пластиной 23.
Как показано на фиг.3, размещение нагнетательного патрубка 24 и сварочных зажимов 25 на постоянной высоте над вершиной 9 коробок 3 приводит в данном случае к тому, что надувной мешок 16 имеет изменяемую длину L+Н, где L является горизонтальным фиксированным участком длины мешка 16 внутри коробки 3, а Н является разностью между высотой вершины товаров 4 и постоянным уровнем патрубка 24 и сварочных зажимов 25.
На фиг.2 и 4, где элементы, соответствующие описанным выше элементам, обозначены теми же позициями, показана версия осуществления способа, согласно которой средства накачивания, содержащие патрубок 24 и сварочные зажимы 25, установлены на жесткой пластине 23, следовательно, их можно опускать вместе с этой пластиной 23 внутрь каждой коробки 3. Как показано на фиг.4 надувной мешок 16 имеет постоянную длину L+Н, где L является горизонтальным фиксированным участком длины мешка 16 внутри коробки 3, а Н является тоже фиксированной разностью высот между вершиной товаров 4 и постоянным уровнем патрубка 24 и сварочных зажимов 25.
Следует отметить, что эта версия, согласно которой средства накачивания и сварки надувных мешков 16 соединены с инструментом укладки этих мешков, представляет интерес, в частности, в случае, когда отделенные мешки уже частично сварены до их накачивания и оставлена только достаточно короткая несваренная зона на одной стороне во время подготовки мешка. Таким образом, средства сварки, такие как сварочные зажимы 25, могут иметь меньшую длину и могут быть легко установлены на инструменте укладки и введены внутрь коробок 3.
На фиг.5 показан другой вариант осуществления способа в соответствии с настоящим изобретением, согласно которому надувные мешки 16 накачивают до заранее определенной максимальной степени до их укладки в коробки 3. На посту 15 подготовки и укладки надувных мешков 16 каждый мешок 16 отделяют при помощи средств 22 разрезания, затем мешок 16 накачивают воздухом до максимума при помощи патрубка. Затем накачанный надувной мешок 16 опускают и укладывают внутрь соответствующей коробки 3 над товарами 4, как показано, в частности, на увеличенном виде А на фиг.5. Во время этой операции рассматриваемый мешок 16 можно захватить в его центральной части за лапку 26, выполненную на его верхней стороне вдоль центральной линии.
После укладки на уровне верхней лапки 26 в надувном мешке 16 выполняют отверстие, и на этот мешок 16 устанавливают жесткую пластину 23, располагая ее на уровне отметок, ранее выполненных на боковых сторонах 12 коробки 3. Избыточный воздух выходит из мешка 16, затем этот мешок 16 опять заваривают, то есть закрывают на уровне лапки 26. Таким образом, накачивание каждого мешка 16 адаптируют в каждом случае к объему, оставшемуся для заполнения внутри коробки 3 вокруг товаров 4 и над ними, при этом нет необходимости в выполнении каких-либо предварительных измерений или вычислений оставшегося объема.
Можно также предусмотреть и другие способы выполнения, например, тоже осуществляя захват в центре, но на подготовленном и ненакачанном надувном мешке, который накачивают только после его укладки в коробке. В этом случае на посту подготовки и укладки надувных мешков все же следует установить механическое устройство или присоски, или другое устройство для разделения двух основных сторон каждого мешка, которые ранее были соединены.
Независимо от того, используют ли предварительно накачанные мешки 16 или мешки, которые накачивают только после их укладки в коробки 3, способ и линия в соответствии с настоящим изобретением в любом случае позволяют оптимизировать упаковку товаров 4 разной высоты, адаптируя и сводя к минимуму объем и, в частности, высоту каждой коробки 3 или адаптируя и сводя к минимуму необходимый для закрепления товаров 4 объем мешка 16.
Оставаясь в рамках настоящего изобретения, определенных формулой изобретения, возможно выполнение укладки внутри коробки двух или нескольких накачанных или накачиваемых надувных мешков вместо одного мешка. Следуя этой же концепции, изобретение можно применять не только при помощи разметки на каждой боковой стороне коробок линии сгиба, уровень которой очень точно соответствует высоте товаров, уложенных в коробку, но также «ступеньками» заранее определенной высоты, приближающимися к высоте товаров, что позволяет осуществлять автоматическую укладку коробок на поддоны с формированием рядов одинаковой высоты.
Изобретение относится к изготовлению упаковочных средств, в частности коробок переменного объема, адаптируемого в каждом случае к высоте упакованных товаров. Коробку разрезают вдоль ее вертикальных ребер на соответствующую высоту, а затем на боковых сторонах коробки формируют линии сгиба, ограничивающие верхние клапаны, которые впоследствии загибают над содержимым предварительно заполненной коробки. После формирования линий сгиба и до загибания клапанов над содержимым коробки в нее укладывают вокруг и/или над упакованными товарами по меньшей мере один накачанный или накачиваемый надувной мешок. Мешок накачивают или удаляют из него воздух таким образом, чтобы адаптировать его к свободному объему, остающемуся вокруг и/или над товарами. Изобретение относится также к производственной линии, на которой производят разрезание, разметку, подготовку и укладку надувных мешков и закрывание коробок. Технический результат заключается в обеспечении адаптации накачиваемых мешков к заполняемому свободному объему, чтобы избежать измерений и/или вычислений, относящихся к степени накачивания надувного мешка, при этом местоположение средств накачивания не должно мешать продвижению коробок по конвейеру производственной линии. 2 н. и 7 з.п. ф-лы, 5 ил.
1. Способ упаковки товаров в картонную коробку переменного объема, адаптируемого к высоте упакованных товаров (4), включающий разрезание коробки (3) вдоль ее вертикальных ребер (8) на часть высоты, начиная от ее вершины (9), формирование на боковых сторонах (12) коробки на соответствующей высоте линий (13) сгиба, ограничивающих верхние клапаны (14), которые загибают над содержимым предварительно заполненной коробки (3), при этом после формирования линий (13) сгиба, ограничивающих верхние клапаны (14), и до загибания этих клапанов (14) над содержимым коробки (3) в коробке (3) вокруг и/или над уложенными товарами (4) размещают по меньшей мере один накачанный или накачиваемый надувной мешок (16), отличающийся тем, что степень накачивания надувного мешка или надувных мешков (16) регулируют по свободному объему, остающемуся вокруг и/или над упакованными товарами (4), после укладки мешка или мешков (16) в коробку (3), но до закрывания этой коробки (3) путем загибания клапанов (14).
2. Способ по п.1, отличающийся тем, что надувной мешок или каждый надувной мешок (16) укладывают в коробку (3) в ненакачанном состоянии, а затем накачивают его внутри коробки (3) в объеме, ограниченном сверху путем установки в коробке (3) жесткого элемента типа пластины (23).
3. Способ по п.2, отличающийся тем, что надувной мешок (16) имеет изменяемую длину (L+H), зависящую от разности высот между вершиной (9) коробки (3) и самым высоким товаром (4), при этом накачивание мешка (16) осуществляют на постоянном уровне над коробкой (3).
4. Способ по п.2, отличающийся тем, что мешок (16) имеет постоянную длину (L+H), адаптированную к формату коробки (3), при этом накачивание мешка (16) осуществляют на разных уровнях внутри коробки (3).
5. Способ по п.1, отличающийся тем, что надувной мешок или каждый надувной мешок (16) сначала накачивают до заранее определенной максимальной степени накачивания, независимо от заполняемого объема, затем надувной мешок (16) укладывают в коробку (3) и частично выпускают из него воздух, адаптируя заполняемый объем для каждого случая, после чего запечатывают.
6. Способ по п.5, отличающийся тем, что в надувном мешке или в каждом надувном мешке (16), предварительно накачанном до «максимума», после его укладки в коробку (3) выполняют отверстие для удаления излишка воздуха, после чего надувной мешок (16) заваривают для окончательной изоляции воздуха в этом мешке (16).
7. Производственная линия для разрезания и закрывания коробок с укладкой в них накачанных или накачиваемых надувных мешков для осуществления способа по любому из пп.1-6, содержащая конвейер (2), на котором размещены предварительно заполненные коробки (3), а также последовательно расположенные вдоль конвейера (2): пост (5) определения высоты товаров (4) внутри каждой коробки (3), пост (6) разрезания коробок (3) на определенную высоту вдоль их вертикальных ребер (8), пост (10) разметки боковых сторон (12) коробок (3) для формирования линий (13) сгиба, пост (17) загибания клапанов (14) над содержимым коробки (3) и пост (18) установки крышек (19) на вершине коробок (3), при этом между постом (10) разметки боковых сторон (12) и постом (17) загибания клапанов (14) дополнительно имеется пост (15) подготовки и укладки внутрь коробок (3) надувных мешков (16), содержащий средства (20) размотки сплошного материала (21) в виде пленки или рукава, из которого формируются надувные мешки (16), разделяемые при помощи сварки и отрезания, средства накачивания (24) и закрывания (25) каждого мешка и средства (23) укладки каждого мешка (16) в коробку (3), при этом указанные средства укладки содержат жесткую пластину (23), выполненную с возможностью помещения внутрь каждой коробки (3), по существу, на уровне линий (13) сгиба, сформированных в каждом случае для накачивания мешков (16) соответственно заполняемому объему и положению, которое займут клапаны (14) после загибания, или для частичного удаления воздуха из мешков (16) и их адаптации к заполняемому объему и к положению, которое займут клапаны (14) после загибания.
8. Линия по п.7, отличающаяся тем, что средства (24) накачивания надувных мешков (16) и средства (25) закрывания, в частности посредством сварки, накачанных надувных мешков (16) удерживаются на постоянной высоте над вершиной коробок (3).
9. Линия по п.7, отличающаяся тем, что средства (24) накачивания надувных мешков (16) и средства (25) закрывания накачанных надувных мешков (16) установлены с возможностью изменения высоты и введения их внутрь коробок (3), при этом указанные средства (24, 25) выполнены с возможностью объединения со средствами (23) укладки мешков (16).
| DE 3813309 A1, 03.08.1989 | |||
| УСТРОЙСТВО для ОБРАБОТКИ ДЕТАЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТОКОВ ВЫСОКОЙ ЧАСТОТЫ | 0 |
|
SU397249A1 |
| US 3953956 A, 04.05.1976 | |||
| УПАКОВОЧНЫЙ УЗЕЛ (ВАРИАНТЫ) | 1993 |
|
RU2129976C1 |

