Упаковка пучков металлизированного стекловолокна в коробки в виде открытых с торцов и сверху картонных желобов осуществляется вручную, что является трудоемким процессом.
В предлагаемом способе этот недостаток устранен путем механизации процесса упаковкиС целью обеспечения поточной сборки и упаковки пучков стекловс:.локна по описываемому способу, пучки стекловолокна предварительно закрепляют в зажимах стержневсй кассеты, служащей для более удобного их перемещения в процессе сборки и упаковки и освобождаемой от пучков стекловолокна после укладки их в коробки, Полуавтоматическая поточная линия предназначена для осуществления описываемого способа.
Полуавтоматическая поточная линия, с целью обеспечения сборк пучков стекловолокна, изготовления упаковочных коробок, поперечного их разрезания на части после заполнения стекловолокном, обвязывания упаковочной бумажной лентой и ее заклеивания, выполнена в виде например, двух щагообразно-перемещаемых сборочных транспортеров, по сторонам которых размещены, например, два барабана для вытягивания из фильер стеклопечи стекловолокна и поперечного его разрезания на пучки ножом, две мащины для изготовления картонных упаковочных коробок в виде желоба, два загрузочные устройства для перемещения кассет с пучками стекловолокна, укладывания их вместе с лентой прокладочной бумаги в коробки, перемещаемые сборочным транспортером, два устройства для поперечного разрезания заполненных коробок и упаДо 114289
ковочные транспортеры, снабженные вращаемыми рукояткой зажимами для коробок, над которыми установлен рулонодержатель для упаковочной бумал ной ленты.
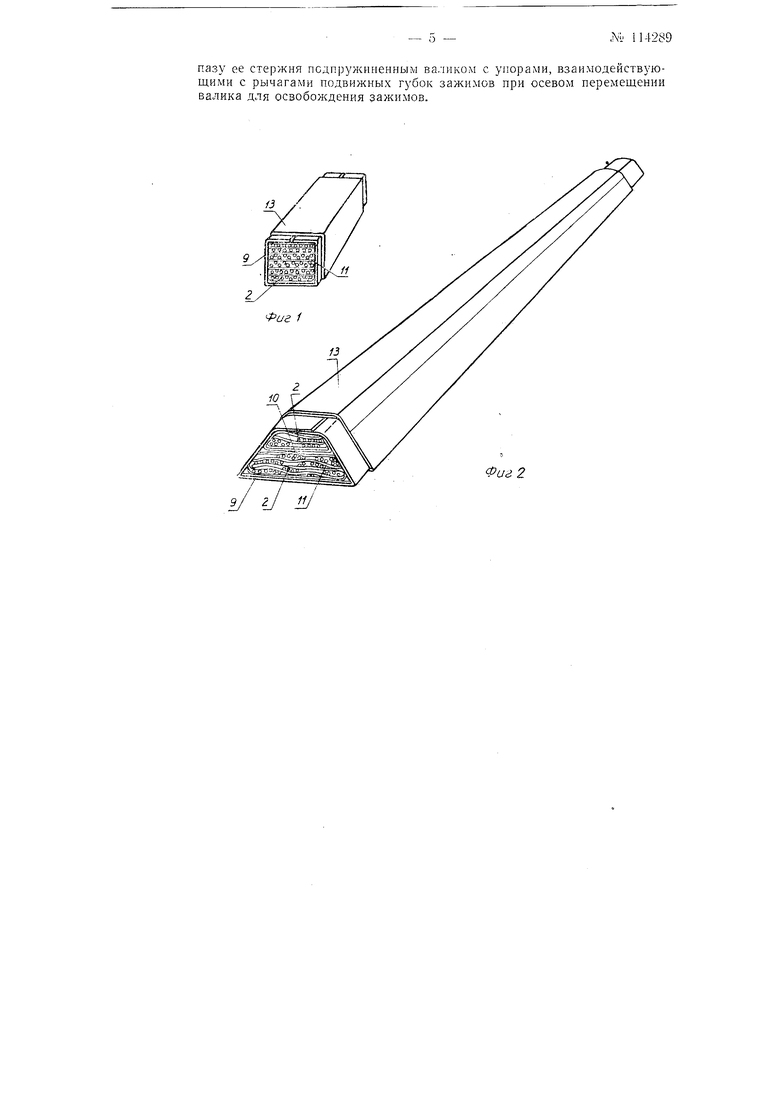
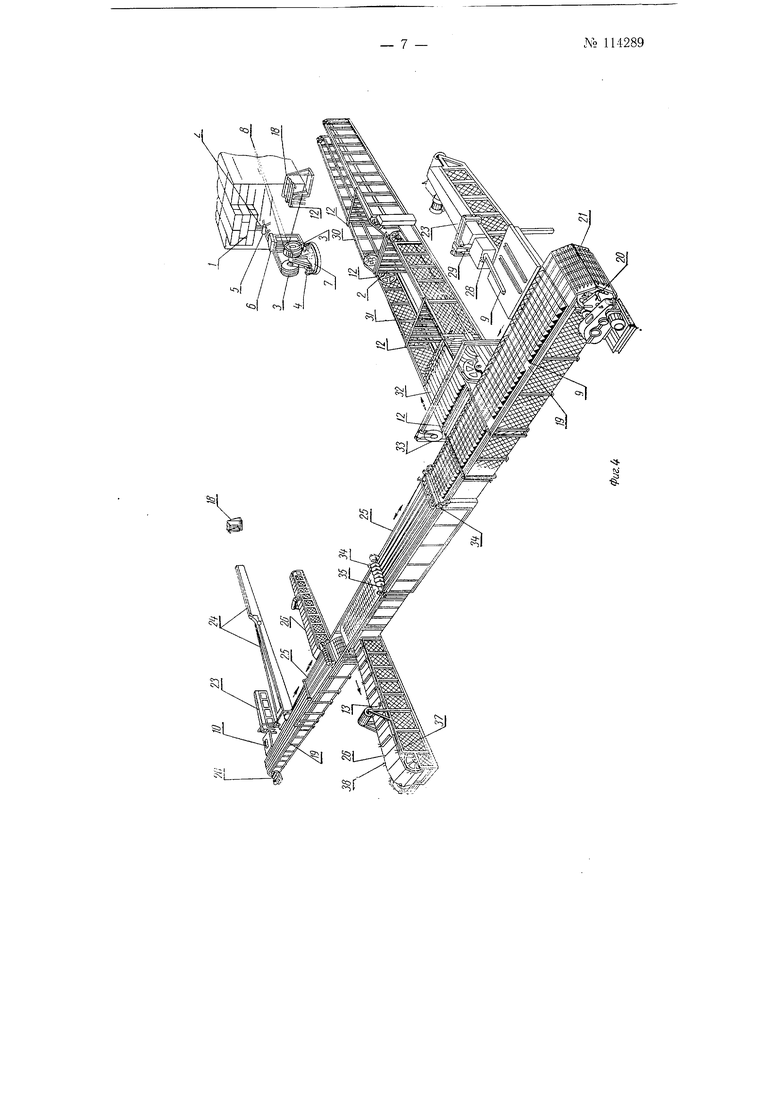
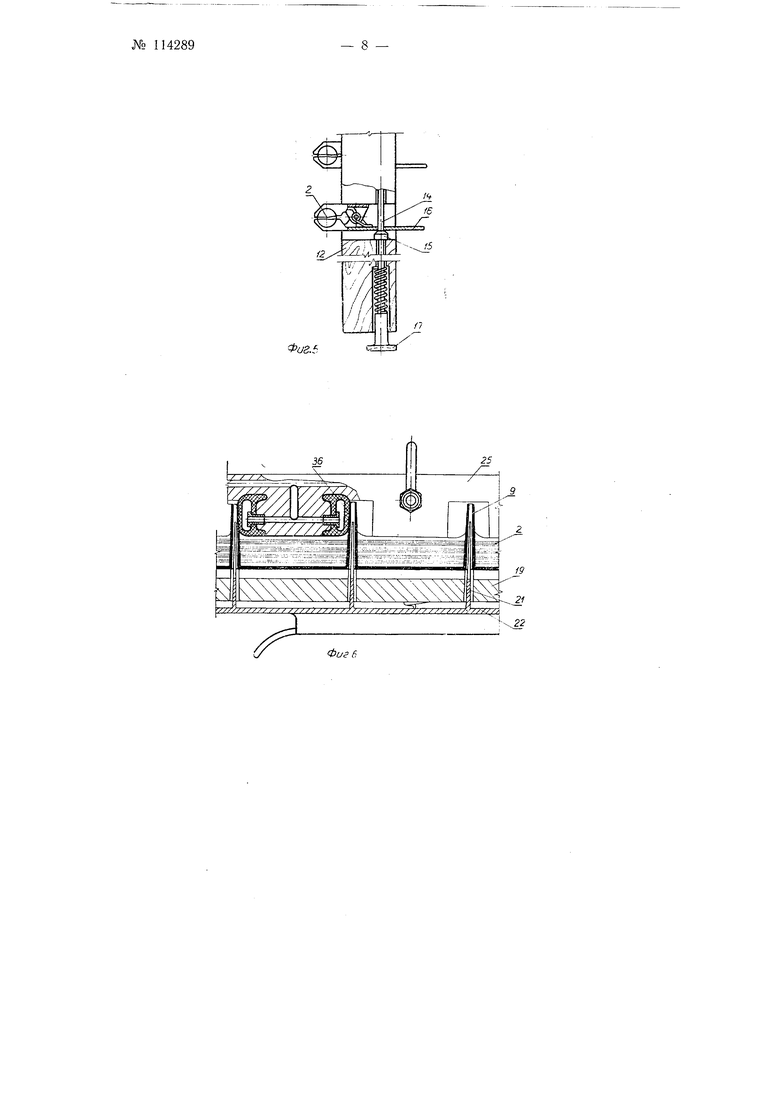
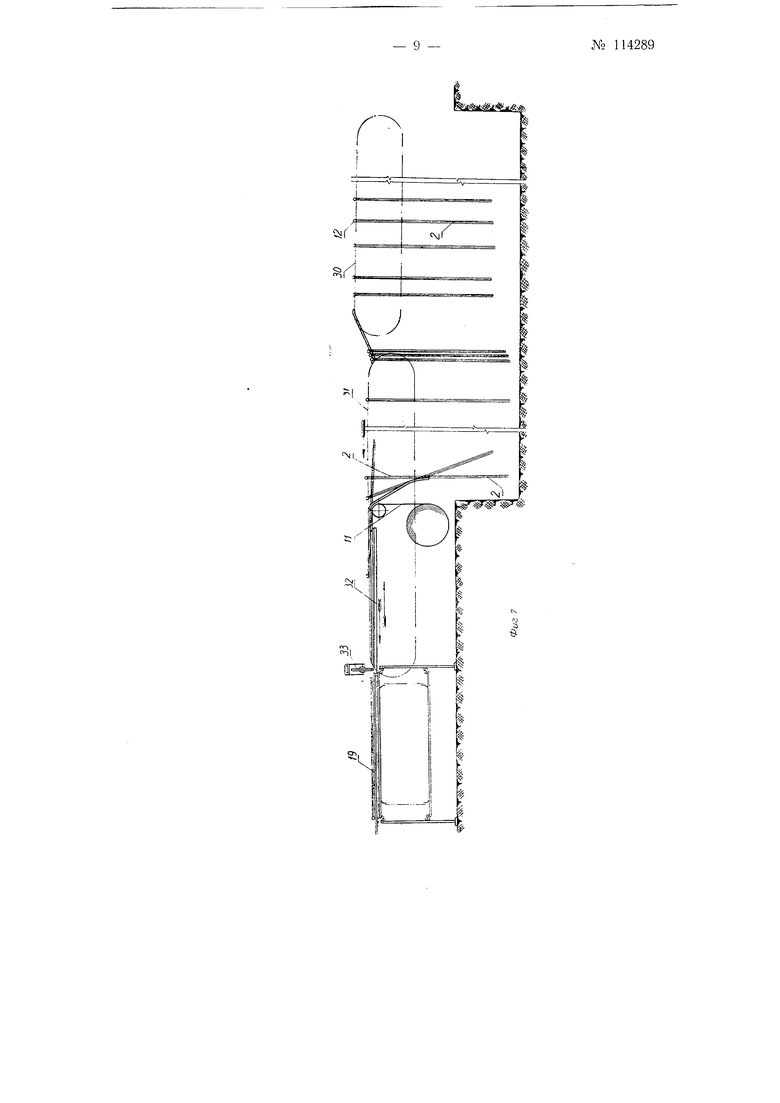
На фиг. 1 изображена низкая коробка с упакованными в нее пучками стекловолокна, проложенными прокладочной бумагой, обвязанная лентой упаковочной бумаги с заклеенными концами; на фиг. 2 - высокая коробка с упакованными в нее пучками стекловолокна, проложенными прокладочной бумагой и уложенной сверху низкой коробкой, обвязанная лентой упаковочной бумаги с заклеенными концами; на фиг. 3 - последовательные стадии упаковки коробок; на фиг. 4 - общий вид полуавтоматической поточной линии; на фиг. 5 - вид сверху на однл сторону кассеты; на фиг. 6 - зажимы каретки в разрезе; на фиг. 7 - вид сбоку на загрузочное устройство; на фиг. 8 - первая пара и вторая пара роликов для загибания краев коробки.
Из фильер стеклопечи / вытягивают пучки 2 стекловолокна посредством одного из двух барабанов 3, снабженных электроприводом 4. Пучки стекловолокна направляются валиком 5 и, проходя через металлизатор 5, они покрываются тонким слоем металла.
Барабаны установлены на поворачиваемой на вертикальной оси платформе 7. Когда на один из барабанов наматывают пучки стекловолокна, с другого срезают эти пучки посредством ножа, проходящего ме|жду направляющими планками 8.
С целью обеспечения поточной сборки и упаковки пучков стекловолокна в открытые сверху желобчатые картонные высокие коробки Р, в которые могут быть вложены другие более низкие картонные коробки 10, заполненные пучками стекловолокна и проложенные прокладочной бумагой 11, предварительно вручную срезанные пучки стекловолокна закрепляют в зажимах стержневой кассеты 12, служащей для более удобного их перемещения в процессе сборки и упаковки. После механической укладки пучков стекловолокна с кассетами в коробки кассеты снимают.
Затем заполненные коробки разрезают и обвязывают ленточной упаковочной бумагой 13, концы которой заклеивают.
Кассета 12 снабжена свободно помещенным в пазу ее стержня подпружиненным валиком 14 с упорами 15. Эти упоры взаимодействуют с рычагами 16 подвижных под:пружиненных губок зажимов при осевом перемещении валика, что достигается нажимом вручную на кнопку 17 стержня кассеты для одновременного освобождения всех зажимов при снятии кассеты.
Заправку пучков 2 стекловолокна в зажимы осуществляют путем ручного нажатия на рычаги 16.
Заправленные кассеты 12 предварительно устанавливают на кронщтейнах 18.
Полуавтоматическая поточная линия снабжена, например, дву.мя сборочными транспортерами 19, щагообразно-перемещаемыми приводами 20 с мальтийским крестом. Сборочный транспортер снабжен поперечными прорезями в его звеньях, в которых свободно помещены перегородки 21 для укладываемых коробок 9; перегородки укреплены на подпружиненной кверху плите 22, опускаемой для освобождения коробок при ручном их съеме с транспортера после разрезания.
По сторонам сборочных транспортеров, помимо стеклопечи / и двух барабанов 5 для вытягивания пучков стекловолокна, размещены, например, две мащины 23 для изготовления упаковочных картонных коробок 9 и /О в виде желобов различной высоты, два загрузочных устройства 24, устройства 25 для поперечного разрезания заполненных коробок и упаковочные транспортеры 26.
Мащина для изготовления коробок снабжена четырьмя парами установленных под разными углами роликов 27 и 28 для загибания картонной ленты и приводным дисковым ножом 29 для отрезания коробок, перемещаемых поперек загнутой бумажной ленты.
Загрузочные устройства 24 предназначены для перемещения кассет 12 с пучками стекловолокна и укладывания их вместе с ленточной прокладочной бумагой 7/ в коробки 9 и 10, перемещаемые сборочным транспортером.
В загрузочном устройстве применены последовательно размещенные цепные транспортеры 30 Е 31 с захватами для кассет (захваты на чертеже не изображены) и укладочная пневматическая подвижная плита 32. Пневматическая плита предназначена для перемещения уложенных на нее полос прокладочной бумаги // и кассет со стекловолокном в упаковочные коробки 9 и 10.
Пневматическая плита выполнена с обращенными кверху желобами с присосами для укладываемых полос прокладочной бумаги //и пучков стекловолокна.
При перемещении пневматической плиты и установки ее поверх сборочного транспортера свисающие концы кассет 12 захватываются краями его перегородок 2. При обратном движении пневматич.еской плиты ее присосы освобождают полосы прокладочной бумаги 11, и плита свободно перемещается ниже полос бумаги и пучков стекловолокна к цепному транспортеру, после чего присосы опять присасывают полосы буМаги. Устройство снабжено дисковым ножом 33, разрезающим при его поперечном перемещении полосы бумаги.
Устройство 25 для поперечного разрезания заполненных коробок выполнено в виде каретки, возвратно-поступательно перемещаемой совместно со сборочным транспортером посредством роликов 34, и приводного вала с дисковыми ножами 35.
Каретка снабжена опускающимися пневматическими зажимами 6, осуществляющими зажимание свободных краев коробок 9 и 10 при нх разрезании дисковыми ножами совместно с пучками стекловолокна.
Упаковочные транспортеры 26 снабжены вращаемыми рукояткой
37пружинящими зажимами 38 для запОоТненных коробок .9, над которыми установлен неподвижно рулонодержатель для упаковочной бумажной ленты 13.
Действие поточной линии протекает следующим образом.
Пучки 2 стекловолокна срезают ножом вручную с барабана 3 и закладывают их в зажимы кассет 12. Кассеты вручную укладывают на транспортер 30, передающий их на второй транспортер 31. С транспортера 31 пневматическая плита 32 захватывает их совместно с полосами 1П)окладочной бумаги // и укладывает в открытые коробки 9 или 10 на сборочном транспортере. Коробки изготовляются мащинами 23 и вручную укладываются между выдвинутыми перегородками 21 сборочного транспортера.
ПоСоТе укладки пучков стекловолокна с кассетами в коробки кассеты снимают вруч.ную. При перемещении сборочного транспортера совместно перемещаемое с ним устройство 25 для поперечного разрезания заполненных коробок разрезают их дисковыми ножами 35, после чего пневматические зажимы 36 освобождают края коробок, перегородки 21 опускаются и разрезанные коробки вручную устанавливают в зажимы
38упаковочного транспортера 26.
Ленту 13 упаковочной бумаги смазывают клеем, приклеиваю т к коробке и при вращении зажимов 38 рукояткой 37 обматывают лентой коробку, отрезают и заклеивают конец ленты, после чего вручную освобождают из зажимов упакованные коробки.
Предмет изобретения
1.Способ упаковки пуч1ков металлизированного стекловолокна в коробки в процессе его изготовления, отличающийся тем, что, с целью обеспечения поточной сборки и упаковки пучков стекловолокна, их предварительно закрепляют в зажимах стержневой кассеты, служащей для более удобного их перемещения в процессе сборки и упаковки и освобождаемой от пучков стекловолокна после укладки их в коробки.
2.Полуавтоматическая поточная линия для осуществления способа по л. 1, отличающаяся тем, что, с целью обеспечения сборки пучков стекловолокна, изготовления упаковочных коробок, поперечного их разрезания на части после заполнения стекловолокном, обвязывания упаковочной бумажной лентой и ее заклеивания, она выполнена в виде, например, двух щагообразно-перемещаемых сборочных транспортеров, по сторонам которых размещены, например, два барабана для вытягивания стекловолокна из фильер стеклопечи и поперечного его разрезания на пучки ножом, две машины для изготовления картонных упаковочных коробок в виде желоба, два загрузочные устройства для перемещения кассет с пучками стекловолокна, укладывания их вместе с ленточной прокладочной бумагой в коробки, перемещаемые сборочным транспортером, устройства для поперечного разрезания заполненных коробок и упакозочные транспортеры, снабженные вращаемыми рукояткой зажимами для коробок, над которыми установлен рулонодержатель для упаковочной бумажной ленты.
3.Форма выполнения поточной линии по п. 2, о т л и ч а ю щ а я с я тем, что в загрузочном устройстве применены последовательно размещенные цепные транспортеры с захватами для кассет и укладочная пневматическая подвижная плита, предназначенная для перемещения уложенных на нее полос прокладочной бумаги и кассет со стекловолокном в упаковочные коробки.
4.Форма выполнения поточной линии по пп. 2 и 3, о т л и ч а ю щ а яс я тем, что ее устройство для поперечного разрезания заполненных коробок выполнено в виде возвратно-поступательно перемещаемой совместно со сборочным транспортером каретки с опускающимися пневматическими зажимами для краев коробок и приводного вала с дисковыми кожами.
5.Форма выполнения поточной линии по пп. 2, 3 и 4, отличающаяся тем, что ее мащина для изготовления коробок .снабжена четырьмя парами установленных под разными углами роликов для загибания картонной ленты и приводным дисковым ножом для отрезания коробок, перемещаемым поперек загнутой бумажной ленты.
6.Форма выполнения поточной линии по пп. 2, 3, 4 и 5, от ли ч а ющаяся тем, что пневматическая плита загрузочного устройства выиолнена с обращенными кверху желобами с присосами для укладываемых полос прокладочной бумаги и пучков стекловолокна.
7.Форма выполнения поточной линии по пп. 2, 3, 4, 5 и 6, о т л и ч а ющаяся тем, что ее сборочный транспортер снабжен поперечными прорезями в его звеньях, в которых свободно помещены перегородки для укладываемых коробок, укрепутенные на подпружиненной плите, опускаемой для освобождения коробок.
8.Форма вынолнения поточной линии :по пп. 2, 3, 4, 5, 6 и 7, отличающаяся тем, что ее кассеты снабжены свободно помещенным в
пазу ее стержня псдпрунчиненным валиком с упорами, взаимодействующими с рычагами подвижных губок зажилюв при осевом перемещении валика для освобождения зажимов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления листовых изделий из стеклянного волокна | 1960 |
|
SU132373A1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2022 |
|
RU2786160C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2777383C2 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148747A1 |
| СПОСОБ РАСКРОЯ КАРТОННОЙ ПЕРЕГОРОДКИ | 2007 |
|
RU2362717C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ И УПАКОВКИ ТУБ | 2003 |
|
RU2323828C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ДЛЯ ПЛОСКИХ ПЛАСТИН И ЗАГОТОВКИ ДЛЯ УКАЗАННОЙ УПАКОВКИ | 2019 |
|
RU2796101C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 2008 |
|
RU2455208C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ГОФРИРОВАННОГО КАРТОНА | 2018 |
|
RU2738172C1 |


f3
Фиг 2
Фир-З
Фиг.5
25