Изобретение относится к распылительной насадке, в частности к насадке высокого давления, для удаления окалины с изделий из стали, с соплом, причем сопло имеет выпускное отверстие и выпускную камеру, которая сужается в направлении к выпускному отверстию.
Известные насадки высокого давления для удаления окалины с изделий из стали выполнены в виде плоскоструйных насадок. Сопло таких насадок для удаления окалины имеет обычно выпускное отверстие, к которому примыкает конус выхлопного сопла, формирующий струю. Например, в европейском патенте ЕР 0792692 В1 описано сопло насадки для удаления окалины, в котором выпускная камера, сужающаяся в направлении выпускного отверстия, после выпускного отверстия переходит в расширяющиеся в виде конуса краевые области сопла. Эти краевые области ограничивают образовавшуюся плоскую струю в ее расширении по бокам. Выпускное отверстие и конус выхлопного сопла могут иметь форму эллипса.
С помощью заявленного изобретения должна получиться улучшенная насадка высокого давления.
Согласно изобретению насадка высокого давления, в частности предназначенная для удаления окалины с изделий из стали, имеет для этого сопло, причем сопло имеет выпускное отверстие и сужающуюся в направлении выпускного отверстия выпускную камеру, причем выпускное отверстие, если смотреть из выпускной камеры, охватывает искривленную область, например выпуклую или вогнутую, а область, окружающая обрамление выпускного отверстия, соприкасается с обрамлением выпускного отверстия в каждой точке обрамления в радиальном направлении под углом 65°-95°, в частности 90° к центральной средней продольной оси.
К выпускному отверстию сопла не примыкает конус выхлопного сопла, более того водопроводные участки насадки резко оканчиваются выпускным отверстием. Неожиданным образом оказалось, что благодаря такому выполнению сопла можно добиться более аккуратной, строго ограниченной струи даже при очень высоком напоре воды. Предусмотрев выпускное отверстие, которое охватывает искривленную поверхность, можно добиться также достаточной аэрации выходящей струи, так что по бокам струи нет пониженного давления, которое негативно влияло бы на выходящую струю или привело бы к неустойчивым характеристикам. Торцевая поверхность сопла, окружающая выпускное отверстие, соприкасается в каждой точке обрамления под углом 85°-95°, в частности 90° к центральной продольной оси с обрамлением выпускного отверстия, причем преимущества изобретения можно использовать и под углом примерно 65°. На обрамлении выпускного отверстия струя воды покидает сопло, и по течению выше выпускного отверстия уже нет водопроводных элементов сопла. Когда на обрамлении выпускного отверстия окруженная поверхность соприкасается с обрамлением под углом примерно 90° к центральной продольной оси, создается острая контурная кромка для выходящей струи. В то же время можно добиться очень стабильной формы сопла, которая выдерживала бы и самые большие напоры. Так как угол (когда окруженная торцевая поверхность сопла соприкасается с обрамлением выпускного отверстия) в каждой точке обрамления примерно прямой, то по всему периметру выходящей струи создаются по существу одинаковые соотношения на контурной кромке. И это способствует формированию очень аккуратного желаемого конуса из плоской струи. Плоскость, окружающая обрамление выпускного отверстия, оканчивается на стороне, повернутой от выпускного отверстия, предпочтительно на кругу, который концентрично окружает центральную продольную ось. Таким образом, неравномерно сформированная поверхность, окружающая выпускное отверстие, может вернуться к равномерной геометрической форме.
Далее поверхность, окружающая обрамление выпускного отверстия, имеет первый участок, занимающий первое местоположение или расположенный в первой области вдоль центральной продольной оси, и второй участок, занимающий второе местоположение, причем второе местоположение и вторая область и первое местоположение или первая область разнесены между собой в направлении вытекания вдоль центральной продольной оси.
Таким образом, можно обеспечить хорошую аэрацию и точно определенное воздушное течение в направлении выходящей из выпускного отверстия струи жидкости. Тем самым получается стабильная во временном отношении картина распыления, так как при работе насадки вокруг выходящей струи могут возникнуть определенные соотношения течений в окружающем воздухе, стремящемся к выходящей струе. По первой области, которая находится, если смотреть в направлении вытекания, выше второй области, можно подавать воздух, всасываемый выходящей струей.
Поверхность, окружающая обрамление выпускного отверстия, поделена на четыре участка, причем два противоположные друг другу участка находятся в первой области, а два других противоположных друг другу участка находятся во второй области.
Благодаря этим мерам воздух, всасываемый выходящей струей, можно симметрично подавать по участкам, находящимся в первой области, расположенной выше по течению.
Обрамление выпускного отверстия определено «разрезанием» конуса, в частности кругового конуса, искривленным эллипсом.
Даже тогда когда заявленная насадка высокого давления принципиально обусловливает так называемую поверхность свободной формы, причем форму обрамления выпускного отверстия и примыкающих к нему областей определяют путем вычислений, то заявленных преимуществ можно добиться и тогда, когда равномерные формы, точнее, например, круговой конус «разрезают» искривленным конусом.
Сопло выполнено из твердого сплава.
Именно в насадках для удаления окалины сопло подвергается большим нагрузкам, в частности абразивным воздействиям распыляемой жидкости. Благодаря применению сопел из твердого сплава можно значительно продлить срок службы насадки.
Сопло находится в корпусе насадки, причем корпус насадки имеет овальное, если смотреть в направлении центральной продольной оси насадки, сквозное отверстие, окружающее выпускное отверстие.
Благодаря такому овальному сквозному отверстию достигается высокая прочность корпуса насадки. Если заявленная насадка высокого давления выполнена в виде плоскоструйной насадки, то овальное сквозное отверстие в корпусе насадки лучше соответствует форме поперечного сечения плоской струи, чем обычные круглые сквозные отверстия. Поэтому в отдельных областях на корпусе насадки может быть больше материала, чем это имеет место при круглых сквозных отверстиях, и благодаря этому повышается стабильность корпуса насадки. В качестве существенного момента следует отметить, что овальное сквозное отверстие, окружающее выпускное отверстие, не выполняет никакой функции в отношении формирования струи. Распылительная струя, выходящая из выпускного отверстия, не касается корпуса насадки. По течению ниже выпускного отверстия больше не предусмотрены никакие водопроводные элементы, и формирование струи происходит с помощью сопла насадки высокого давления. Окружная стенка корпуса насадки, отходящая от сквозного отверстия и оканчивающаяся на уровне выпускного отверстия, расположена для этого на уровне выпускного отверстия и проходит перпендикулярно центральной продольной оси на расстоянии от обрамления выпускного отверстия. Таким образом, можно констатировать, что распылительная струя, выходящая из выпускного отверстия, не касается окружной стенки. Закрепленное в корпусе насадки сопло можно изолировать от корпуса насадки с помощью обегающего металлического паяного шва, который наносят с помощью лазерной пайки.
Сопло и/или корпус насадки изготавливают методом заливки металлическим порошком под давлением.
В той области сопла, которая окружает выпускное отверстие, необходима геометрически сложная форма, которую нельзя получить или можно получить со значительными затратами при механической обработке. Методом заливки металлическим порошком под давлением можно изготовить по существу любые формы и можно добиться получения специальной формы заявленной насадки высокого давления в области, окружающей выпускное отверстие, даже при серийном производстве. Также и при изготовлении сопла из твердого сплава или легированного твердого сплава это можно сделать методом заливки металлическим порошком под давлением. При заливке металлическим порошком этот металлический порошок сначала смешивают с термопластичным пластмассовым вяжущим веществом. Эту смесь заливают затем под давлением в форму. На следующем этапе термопластичное вяжущее вещество удаляют химическим или термическим путем. Остается промежуточный продукт, который имеет структуру металлического порошка. Затем этот промежуточный продукт спекают и получают высокопрочный материал.
Прочие признаки и преимущества изобретения представлены в формуле изобретения и последующем описании предпочтительного примера выполнения со ссылками на фигуры чертежей.
Фиг.1 - вид в перспективе сопла заявленной насадки высокого давления в наклоненном виде спереди;
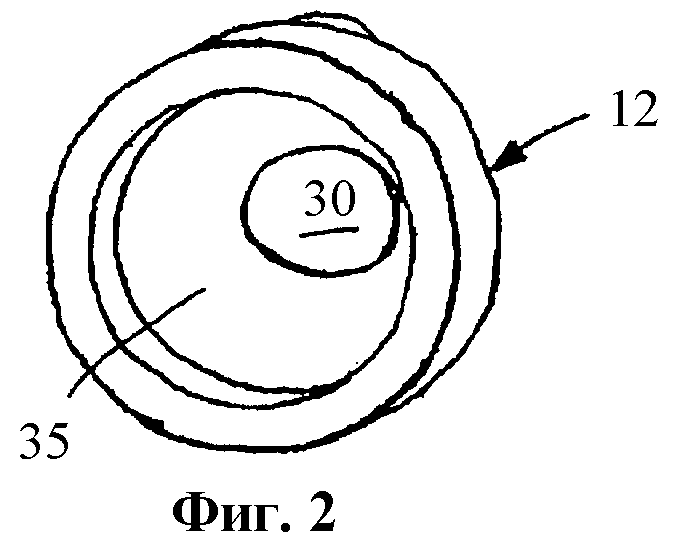
Фиг.2 - вид в перспективе сопла фиг.1, в наклоненном виде сзади;
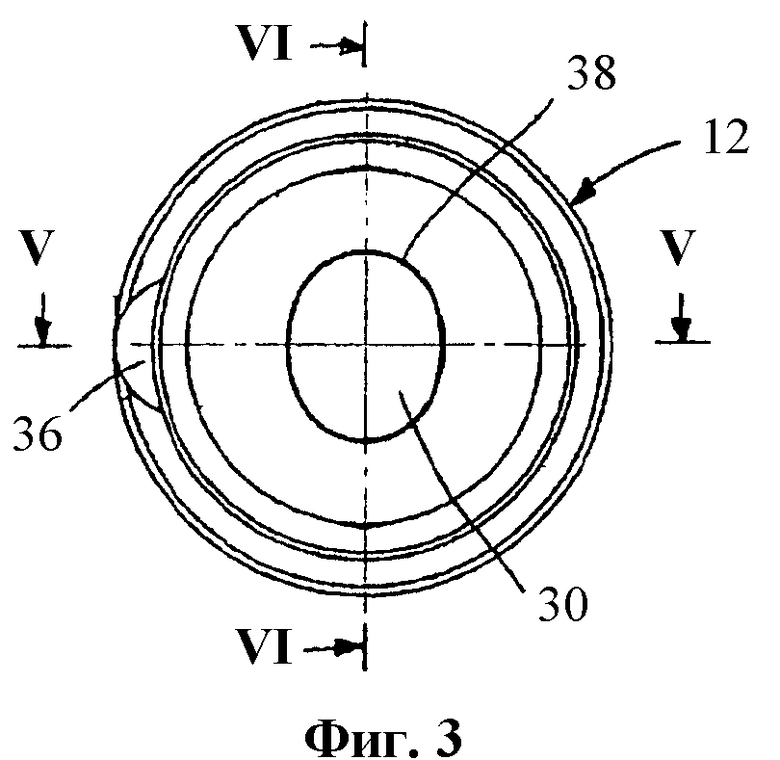
Фиг.3 - вид спереди сопла фиг.1;
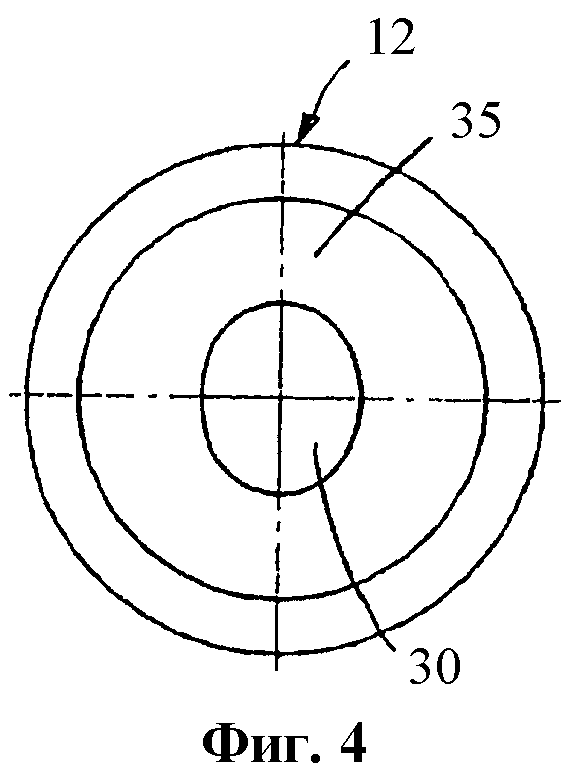
Фиг.4 - вид сопла фиг.1 сзади;
Фиг.5 - сечение по плоскости V-V фиг.3;
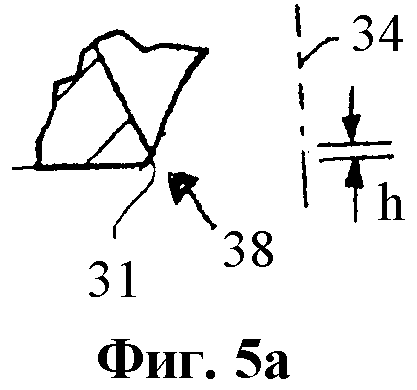
Фиг.5а - увеличенный вид фрагмента 5а фиг.5;
Фиг.6 - сечение по плоскости VI-VI фиг.3;
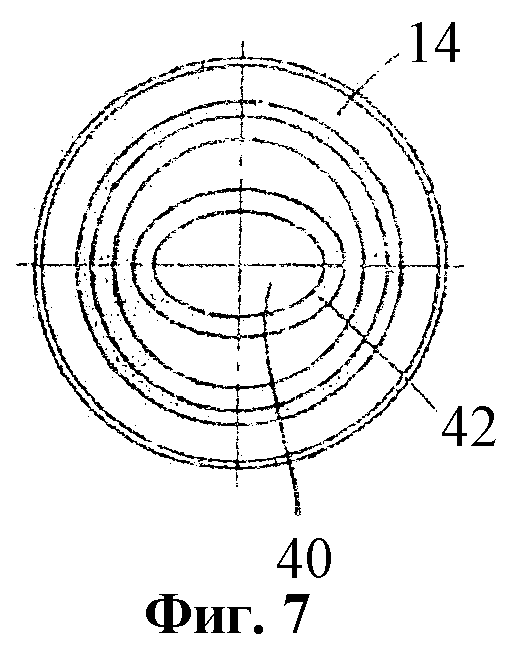
Фиг.7 - вид корпуса заявленной насадки высокого давления спереди;
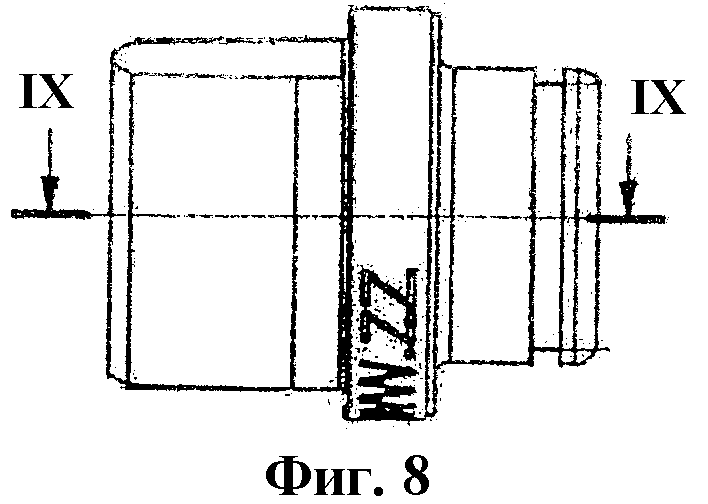
Фиг.8 - корпус насадки фиг.7 (вид сбоку);
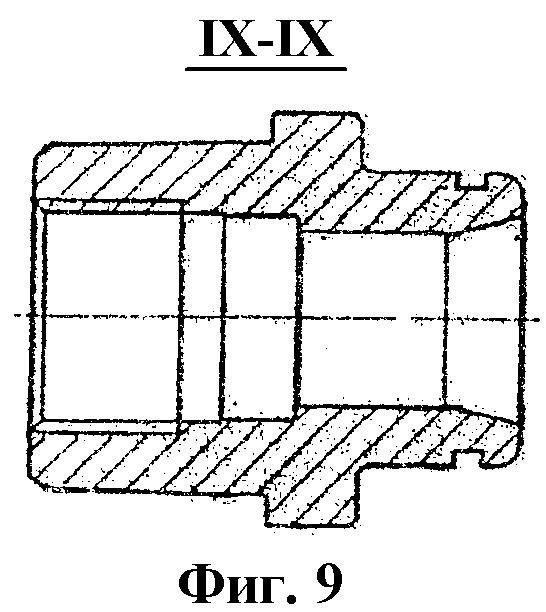
Фиг.9 - сечение по плоскости IX-IX фиг.8;
Фиг.10 - вид корпуса насадки фиг.7 сзади;
Фиг.11 - сечение по плоскости XI-XI фиг.10;
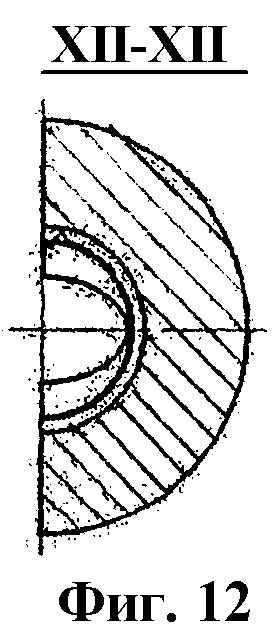
Фиг.12 - сечение по плоскости XII-XII фиг.11;
Фиг.13 - вид в перспективе корпуса насадки фиг.7;
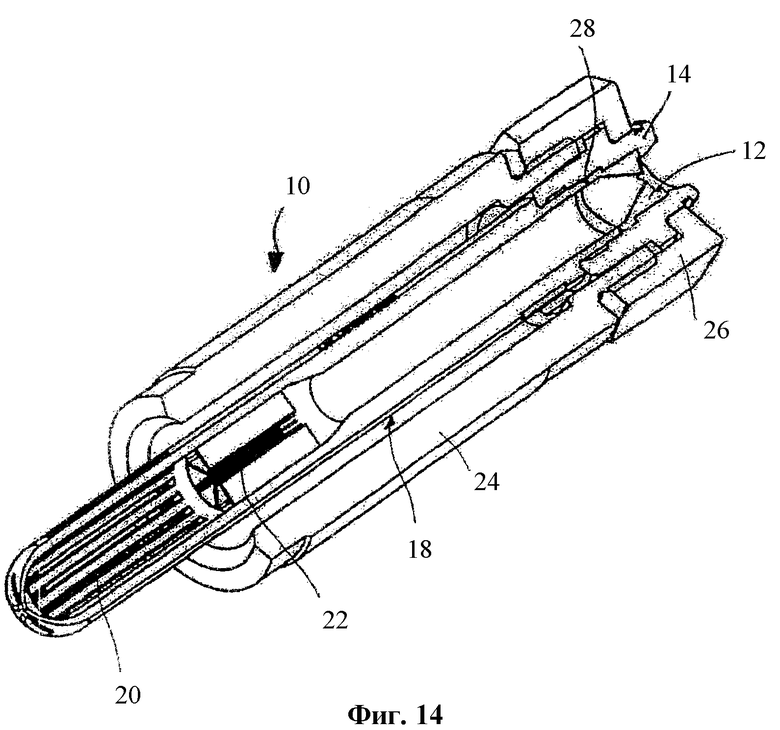
Фиг.14 - вид заявленной насади высокого давления в перспективе, в разрезе;
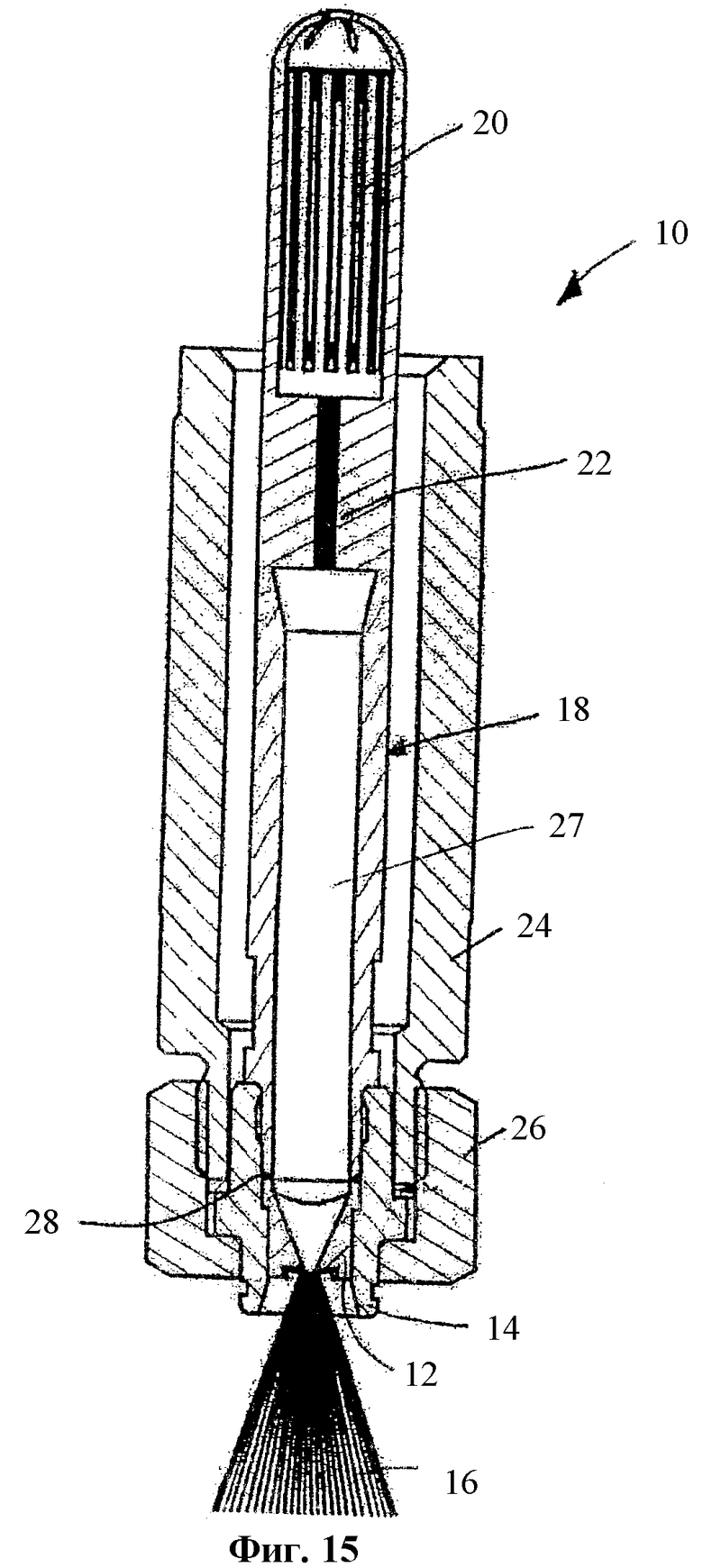
Фиг.15 - вид насадки высокого давления фиг.14 в сечении;
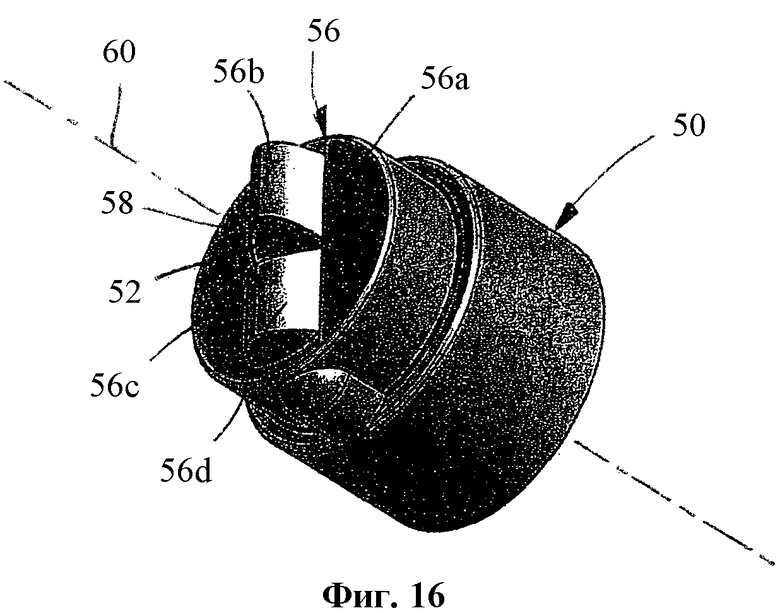
Фиг.16 - вид в перспективе сопла заявленной насадки высокого давления, наклоненного вперед, согласно второму варианту выполнения;
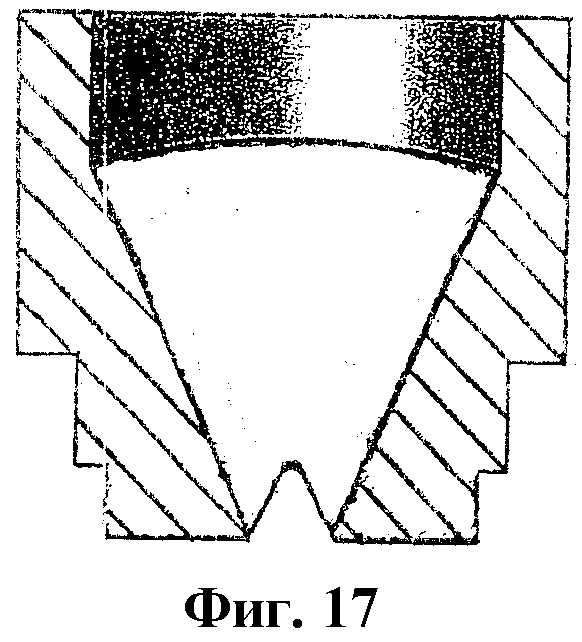
Фиг.17 - сопло фиг.16 в сечении;
Фиг.18 - сопло фиг.16 в другом сечении, причем плоскость сечения повернута на 90° в отличие от фиг.17.
Представленная на фиг.14 и 15 заявленная насадка высокого давления 10 имеет сопло 12, расположенное в корпусе насадки 14. Из сопла 12 выходит плоская струя 15, которая схематично представлена только на фиг.15. С корпусом насадки 14 соединен комбинированный фильтрующий и направляющий струю конструктивный элемент 18, расположенный по течению выше сопла 12. Фильтрующий и направляющий струю элемент 18 имеет канал для прохождения потока, который оканчивается на входе в сопло 12. Распыляемая жидкость попадает через фильтрующую область 20 в канал, выравнивается при помощи выравнивателя струи 22 и затем проходит к соплу 12.
Корпус насадки 14 с соплом 12 и комбинированным фильтрующим и направляющим струю элементом 18 вставлен в приварной ниппель 24, проводящий жидкость и имеющий форму трубки, а на конце этого трубообразного приварного ниппеля 24 он закреплен при помощи накидной гайки 26. Конец трубообразного приварного ниппеля, находящийся в противоположной от сопла 12 стороне, соединен с поперечиной насадки (здесь не представлена), в которую входит фильтр 20. Распыляемая жидкость поступает по находящейся выше по течению (на фиг.15 не представлено) поперечине насадки к трубообразному приварному ниппелю 24 и попадает также в кольцевую камеру, образованную между фильтрующим и направляющим струю элементом 18 и внутренней стенкой трубообразного приварного ниппеля 24. Как уже было сказано, жидкость проходит через фильтр 20 в фильтрующий и направляющий струю элемент 18, чтобы затем, наконец, выйти из выпускного отверстия сопла 12 снова в окружающую среду.
Наибольшее свободное поперечное сечение потока имеется в области фильтра 20 и определяется путем суммирования свободных поперечных сечений продольного паза фильтра, а также других пазов в колпачке фильтра. Одно уже четко уменьшенное поперечное сечение потока существует в области выравнивателя струи 22, причем там получается свободное поперечное сечение потока из поперечного сечения всего канала за вычетом торцевых поверхностей тех областей, которые направляют поток и имеют форму звезды. Соотношение свободной области поперечного сечения для прохождения потока на выравнивателе струи 22 и свободной области поперечного сечения для прохождения потока фильтра 20 составляет выгодным образом 1:6 или больше.
Дальнейшее сужение поперечного сечения для прохождения потока происходит после выравнивателя струи 22 на поперечном сечении канала 27, который имеет постоянное поперечное сечение вплоть до сопла 12. Соотношение свободной области поперечного сечения для прохождения потока в канале 27 и свободной области поперечного сечения для прохождения потока на выравниватели струи 22 составляет выгодным образом 1:1,23 или больше.
Соотношение свободной области поперечного сечения для прохождения потока в канале 27 и свободной области поперечного сечения для прохождения потока фильтра 20 составляет выгодным образом 1:7,44 или больше.
Свободная область поперечного сечения для прохождения потока в канале 27 составляет, например, 95 мм2, свободная область поперечного сечения для прохождения потока в выравнивателе струи 22 составляет, например, 117 мм2, а свободная область поперечного сечения для прохождения потока на фильтре 20 составляет, например, 707 мм2.
На находящемся выше по течению конце сопла 12 между внутренней стенкой корпуса насадки 14 и кольцеобразной торцевой поверхности сопла 12 предусмотрен металлический паяный шов 28, изолирующий сопло 12 от корпуса насадки 14.
На изображении в перспективе сопла 12 на фиг.1 видно, что выпускное отверстие сопла 12 охватывает искривленную плоскость, специально искривленный эллипс. Следует при этом отметить, что обрамление 38 выпускного отверстия 30 может охватывать две разные искривленные области, а точнее один эллипс, искривленный наружу (если смотреть в направлении вытекания), и один эллипс, искривленный внутрь (так же, если смотреть в направлении вытекания).
Выпускное отверстие 30 окружено торцевой поверхностью 32, которая, как показано на фиг.1, поделена пунктирными линиями на четыре сектора 32а, 32b, 32с и 32d. Во всех секторах 32а, 32b, 32с и 32d область 32 соприкасается при этом в радиальном направлении перпендикулярно центральной продольной оси 34 с обрамлением 38 выпускного отверстия 30. Торцевая поверхность имеет волнообразную форму, и относительно центральной продольной оси и направления вытекания, которые на фиг.1 проходят справа налево, оба сектора 32b и 32d расположены в первой, находящейся выше по течению области, а оба сектора 32а, 32с находятся во второй, находящейся ниже по течению области. Оба сектора 32а, 32с, находящиеся во второй области, и оба, находящиеся в первой области противоположные друг другу, сектора 32b, 32d симметричны друг относительно друга, так что в целом получается симметричная форма торцевой поверхности 32. Воздух, засасываемый выходящей струей жидкости, поступает главным образом через оба сектора 32b, 32d, расположенные в первой, находящейся выше по течению области. Вместе с симметричным расположением этих обоих находящихся выше по течению секторов 32b, 32d получается стабильная во временном отношении выпускная струя. Секторы 32а, 32b, 32с и 32d переходят на своих концах, повернутых от выпускного отверстия 30, в волнообразную обегающую ограничительную кромку, к которой примыкает в отдельных областях цилиндрическая стенка, проходящая параллельно направлению вытекания. Волнообразная обегающая ограничительная кромка имеет такую геометрию, что в каждой точке обрамления 38 проходит в радиальном направлении наружу линия, перпендикулярная центральной продольной оси 34, которая пересекается с круговым цилиндром. Соединение этих точек пересечения дает волнообразную обегающую ограничительную кромку, а торцевая поверхность 32 определяется линией, направленной радиально наружу.
Форма торцевой поверхности 32 согласно фиг.1 получается за счет искривления плоской области наружу. Формообразование торцевой поверхности 32 можно сравнить с тем как в круглом куске бумаги проделывается проходное отверстие в виде эллипса. Если этот круглый кусок бумаги кладут на плоскую поверхность и кладут по одному пальцу на области, в которых более длинная полуось эллиптического отверстия пересекает окружающую бумагу, то можно оба пальца двигать друг над другом, и кольцо, образованное бумагой, изгибается вверх от плоской поверхности прилегания, за исключением тех участков, на которых лежат пальцы. В результате этого получается приблизительно форма торцевой поверхности 32, представленная на фиг.1.
На фиг.2 видна конфигурация выпускной камеры 35 с выпускным отверстием 30. Выпускная камера 35 имеет форму кругового конуса, сужающегося в направлении вытекания. Благодаря врезанию в этот круговой конус искривленного эллипса получается форма обрамления 38 выпускного отверстия 30.
На фиг.3 (вид спереди), т.е. против направления вытекания, хорошо видно выпускное отверстие 30, имеющее форму эллипса.
Носик 36 на наружной стенке сопла 12 предусмотрен для того, чтобы входить в соответствующую выемку в корпусе насадки и таким образом при вставлении сопла 12 в корпус насадки обеспечить точное положение вращения сопла 12.
Фиг.4 (вид сзади) также показывает эллиптическую форму выпускного отверстия 30 и позволяет, кроме того, увидеть форму кругового конуса выпускной камеры 35.
На фиг.5 показан разрез параллельно более короткой полуоси эллиптического выпускного отверстия 30, как это видно на фиг.3. На фиг.5 хорошо видно, что область 32, окружающая выпускное отверстие 30, соприкасается под углом 90° к центральной продольной оси 34 с обрамлением 38 выпускного отверстия 30. На разрезе фиг.5 это показано для двух находящихся друг против друга точек обрамления 38; для двух других противоположных точек это показано на фиг.6, на которой представлен вид области сечения параллельно большей полуоси эллиптического выпускного отверстия 30 фиг.3. И в этой области сечения область 32, окружающая выпускное отверстие, так же проходит перпендикулярно к центральной продольной оси 34 к выпускному отверстию 30 и касается обрамления 38 выпускного отверстия 30 под углом 90° к центральной продольной оси 34.
Это имеет место для любых плоскостей сечения, так как область 32, окружающая обрамление 38 выпускного отверстия 30, в каждой точке обрамления 38 касается обрамления 38 выпускного отверстия 30 в радиальном направлении под углом 90° к центральной продольной оси 34. Минуя выпускное отверстие 30, выходящая струя таким образом становится свободной и больше не направляется никакими направляющими областями насадки. Водопроводный элемент насадки оканчивается таким образом на контуре кромки, который формируется обрамлением 38 выпускного отверстия 30 и получается на поверхности 32, примыкающей к обрамлению 38.
На фиг.5а представлен фрагмент 5а в увеличенном виде. Видно, что обрамление 38 выпускного отверстия 30 образовано фаской. Фаска проходит наклонно к центральной продольной оси 34 так, что угол между центральной продольной осью и фаской раскрывается в направлении вытекания. При этом фаска имеет очень ограниченную высоту h, например 0,1-0,2 мм. Фаска предусмотрена, прежде всего, по производственно-техническим соображениям, во избежание получения высокочувствительной острой кромки именно при изготовлении сопла 12 из твердого сплава.
Как уже было сказано в связи с фиг.1, поверхность 32 имеет два находящихся друг против друга участка 32а, 32с, расположенных в первой, находящейся выше по течению области, и два противоположных друг другу участка 32b, 32d во второй области, находящейся по течению ниже первой области. При выходе распылительной струи из выпускного отверстия 30 из окружающей среды всасывается воздух, который может стремиться вдоль участков 32b, 32d в первой области к выпускному отверстию 30. Благодаря этому в среде, окружающей струю, возникают определенные соотношения воздуха и потока, и пониженное давление, вызванное выходящей струей, не может привести к неустойчивой форме струи.
Сопло 12 имеет в области поверхности 32 геометрически сложную форму, которую не без затруднений можно выполнить, прибегнув к механической обработке. Поэтому сопло 12 изготовлено методом заливки металлическим порошком под давлением, так что проблему придания формы в области поверхности 32 можно решить просто. Таким образом, сопло 12 выполнено в виде элемента из металлокерамического твердого сплава, изготовленного при помощи заливки металлическим порошком под давлением из исходного материала - порошка твердой стали - и термопластичного связующего. После удаления связующего и последующего оплавления получается элемент из твердого сплава, который может отвечать высоким требованиям при изготовлении заявленных насадок для удаления окалины.
На фиг.7-13 показан корпус насадки 14, в который вставлено сопло 12. Как видно уже на фиг.7, корпус насадки 14 имеет сквозное отверстие 40 в виде эллипса, которое в собранном состоянии насадки доходит до выпускного отверстия 30 внизу по течению. Сквозное отверстие 40 ограничено стенкой в виде усеченного конуса, расширяющейся в направлении вытекания. При этом еще раз нужно сказать, что расширяющаяся в виде конуса стенка 42 не предназначена для направления жидкости. Выйдя из выпускного отверстия 30, распылительная струя 16 продолжает свой путь в виде свободной струи, как это хорошо видно на фиг.15. Сквозное отверстие 40 служит таким образом только для того, чтобы дать возможность подавать воздух к выпускному отверстию 30 и подготовить достаточно места для прохождения струи 16.
Более длинная полуось эллиптического сквозного отверстия 40 проходит параллельно более длинной полуоси эллиптического выпускного отверстия 30. Благодаря этому создается достаточно места для выхода плоской струи из выпускного отверстия 30 и в то же время корпус насадки 14 ослабляется как можно меньше. Это происходит потому, что в отличие от круглого сквозного отверстия на корпусе насадки 14 может быть больше материала и поэтому он должен выдерживать незначительные напряжения. Корпус насадки 14 принимает на себя силу сдвига, которая проходит в приварной ниппель 24 и попадает на сопло 12 из напора жидкости в направлении течения. Так как заявленные насадки высокого давления для удаления окалины работают при давлении от более 100 бар до 600 бар, могут возникать значительные по величине силы.
На фиг.10 и 11 видно, что корпус насадки 14 в области своего внутреннего отверстия имеет выемку 44, которая соответствует выступу 36 сопла 12. После вставления сопла 12 в корпус насадки 14 сопло 12 ориентировано точно по углу. Так как предусмотрены только лишь выемка 44 и выступ 36, имеется лишь относительное положение сопла 12 и корпуса насадки 14, в котором сопло 12 можно вдвинуть в корпус насадки 14.
После окончательного вставления сопла 12 в корпус насадки 14 обегающий и выступающий наружу выступ 46 сопла 12 опирается на выступающий внутрь уступ 48 корпуса насадки 14 и удерживается тем самым в положении параллельно центральной продольной оси 37. Затем в этом положении, как уже было сказано, между соплом 12 и корпусом насадки 14 наносят металлический паяный шов 28 в виде углового шва для изолирования сопла 12 от корпуса насадки 14.
На фиг.16 представлено в перспективе сопло 50 согласно второму варианту выполнения изобретения. Сопло 50, за исключением формы выполнения выпускного отверстия 52 и формы выполнения торцевой поверхности 54, окружающей выпускное отверстие, идентично соплу 12, показанному на фиг.1. Поэтому далее будут описаны только те признаки, которые отличают друг от друга эти два сопла.
Выпускное отверстие 52 имеет форму эллипса, выпуклого наружу в направлении вытекания. К обрамлению 58 выпускного отверстия примыкают в общей сложности четыре участка 56а, 56b, 56с и 56d торцевой поверхности 56. При этом оба расположенных друг против друга участка 56а и 56с выполнены в виде плоских круговых сегментов, а обрамление 58 выпускного отверстия 52 касается каждого участка 56а, 56с только тангенциально в точке, которая находится в середине прямого края областей 56а, 56с, имеющих форму кругового сегмента. Между обоими участками 56а, 56с выпирают наружу, в направлении вытекания оба противоположные друг другу участка 56b, 56d. Участки 56b, 56d имеют таким образом примерно форму боковой поверхности эллиптического полуцилиндра. При этом оба участка 56b, 56d параллельны друг другу. Таким образом, все участки 56а, 56b, 56 с и 56d торцевой поверхности 56 проходят перпендикулярно центральной продольной оси 60 сопла 50. Торцевая поверхность 56 соприкасается таким образом с выходящей струей по всему ее периметру перпендикулярно центральной продольной оси, благодаря чему можно добиться более аккуратной, строго ограниченной струи даже при очень высоком напоре воды. Тем не менее, благодаря участкам 56а, 56с достигается достаточная аэрация выходящей струи, так что с боков выходящей струи не может формироваться пониженное давление, которое могло бы привести к неустойчивым характеристикам.





Изобретение относится к распылительным насадкам высокого давления для удаления окалины с изделий из стали. Распылительная насадка, в частности насадка высокого давления для удаления окалины с изделий из стали, имеет сопло (12) с выпускным отверстием (30) и выпускную камеру (35), которая выполнена сужающейся в направлении выпускного отверстия (30). Выпускное отверстие (30) выполнено с искривленной поверхностью (32), окружающей обрамление (38) выпускного отверстия (30) и соприкасающейся с обрамлением (38) выпускного отверстия (30) в каждой точке обрамления (38) под углом 65°-95°, в частности 90° к центральной продольной оси (34) насадки. Изобретение обеспечивает хорошую аэрацию и ограниченную струю при высоком напоре воды. 9 з.п. ф-лы, 18 ил.
1. Распылительная насадка, в частности насадка высокого давления для удаления окалины с изделий из стали, имеющая сопло (12), причем сопло (12) имеет выпускное отверстие (30) и выпускную камеру (35), которая выполнена сужающейся в направлении выпускного отверстия (30), отличающаяся тем, что она имеет выпускное отверстие (30) с искривленной поверхностью (32), окружающей обрамление (38) выпускного отверстия (30) и соприкасающейся с обрамлением (38) выпускного отверстия (30) в каждой точке обрамления (38) под углом 65°-95°, в частности 90°, к центральной продольной оси (34) насадки.
2. Распылительная насадка по п.1, отличающаяся тем, что поверхность (32), окружающая выпускное отверстие (30), соприкасается с обрамлением выпускного отверстия (30) в каждой точке обрамления (38) в радиальном направлении под углом 65°-95°, в частности 90°, к центральной продольной оси (34).
3. Распылительная насадка по п.1, отличающаяся тем, что обрамление (38) выпускного отверстия (30) образовано, по меньшей мере, на отдельных его участках, при помощи фаски (31).
4. Распылительная насадка по п.1, отличающаяся тем, что поверхность (32), окружающая обрамление (38) выпускного отверстия (30), имеет первые участки (32b, 32d; 56a, 56с), которые расположены в первой области вдоль центральной продольной оси (34), и вторые участки (32а, 32с; 56b, 56d), находящиеся во второй области, расположенной на расстоянии от первой области в направлении вытекания вдоль центральной продольной оси (34).
5. Распылительная насадка по п.4, отличающаяся тем, что поверхность (32), окружающая обрамление (38) выпускного отверстия (30), поделена на четыре участка (32а, 32b, 32с, 32d; 56a, 56b, 56с, 56d), причем два находящихся друг против друга участка (32b, 32d; 56a, 56с) расположены в первой области, а другие два противоположных друг другу участка (32а, 32с; 56b, 56d) находятся во второй области.
6. Распылительная насадка по п.1, отличающаяся тем, что обрамление (38) выпускного отверстия (30) выполнено в разрезе в виде конуса, в частности кругового конуса, искривленного эллипсом или искривленного овалом.
7. Распылительная насадка по п.1, отличающаяся тем, что сопло (12) выполнено из твердого сплава.
8. Распылительная насадка по п.1, отличающаяся тем, что сопло (12) установлено в корпусе насадки (14), причем корпус насадки (14) в направлении центральной продольной оси (34) насадки имеет овальное или эллиптическое сквозное отверстие (40), окружающее выпускное отверстие.
9. Распылительная насадка по п.8, отличающаяся тем, что окружная стенка (42) корпуса насадки (14), начинающаяся от сквозного отверстия (40) и оканчивающаяся на уровне выпускного отверстия (30), расположена на уровне выпускного отверстия (30) перпендикулярно центральной продольной оси (34) на удалении от обрамления (38) выпускного отверстия (30), так что распылительная струя (16), выходящая из выпускного отверстия (30), не касается окружной стенки (42).
10. Распылительная насадка по п.8 или 9, отличающаяся тем, что сопло (12) расположено в корпусе насадки, причем сопло (12) и/или корпус насадки (14) изготовлены методом заливки металлического порошка под давлением.
| ЩЕЛЕВОЕ СОПЛО ДЛЯ ОРОШЕНИЯ ОХЛАЖДАЮЩЕЙ ЖИДКОСТЬЮ ИЗДЕЛИЯ, ПОЛУЧЕННОГО СПОСОБОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1998 |
|
RU2213627C2 |
| EP 0792692 A1, 03.09.1997 | |||
| JP 20055334733 A, 08.12.2005 | |||
| ОРТЕЗ ДЛЯ ЛЕЧЕНИЯ КИЛЕВИДНОЙ ДЕФОРМАЦИИ ГРУДНОЙ КЛЕТКИ У ДЕВОЧЕК/ДЕВУШЕК | 2020 |
|
RU2732314C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МАТЕРИАЛА ПУТЕМ СОЗДАНИЯ ПЛОСКОЙ СТРУИ | 2002 |
|
RU2294813C2 |

