Область техники
Изобретение в целом относится к режущим инструментам, и более конкретно к фрезерному режущему инструменту, имеющему простую конструкцию, для осуществления высокоскоростного процесса, чтобы устойчиво закрепить режущую вставку в гнездовой части корпуса инструмента.
Описание предшествующего уровня техники
Режущая вставка, смонтированная на фрезерном режущем инструменте для осуществления высокоскоростного процесса, обычно принимает значительную величину нагрузки при резании во время процесса резания. Соответственно для используемой во фрезерном режущем инструменте режущей вставки является важным быть надежно прикрепленной к корпусу режущего инструмента, даже при такой нагрузке при резании.
Обычно корпус режущего инструмента включает в себя гнездовую часть, в которой установлена режущая вставка. Упомянутая гнездовая часть состоит из поверхности дна и двух плоских боковых поверхностей. Режущая вставка снабжена сквозным отверстием, через которое режущую вставку крепят к гнездовой части, используя винт. Кроме того, нижняя поверхность и боковая поверхность упомянутой режущей вставки контактируют с поверхностью дна и боковой поверхностью гнездовой части, в которую режущая вставка запрессована и удерживается.
Однако поверхность дна и боковые поверхности гнездовой части не сконструированы так, чтобы обеспечивать какую-либо поддержку режущей вставке по отношению к нагрузке при резании, приложенной в наружном направлении основного корпуса фрезерного инструмента. Это позволяет переносить упомянутую нагрузку при резании непосредственно на режущую вставку, в конечном счете, прикладывая избыточное усилие к винту и, возможно, вызывая повреждение винта. Для того чтобы снизить шансы повреждения, скорость передачи резания и глубина резания должны быть ограничены.
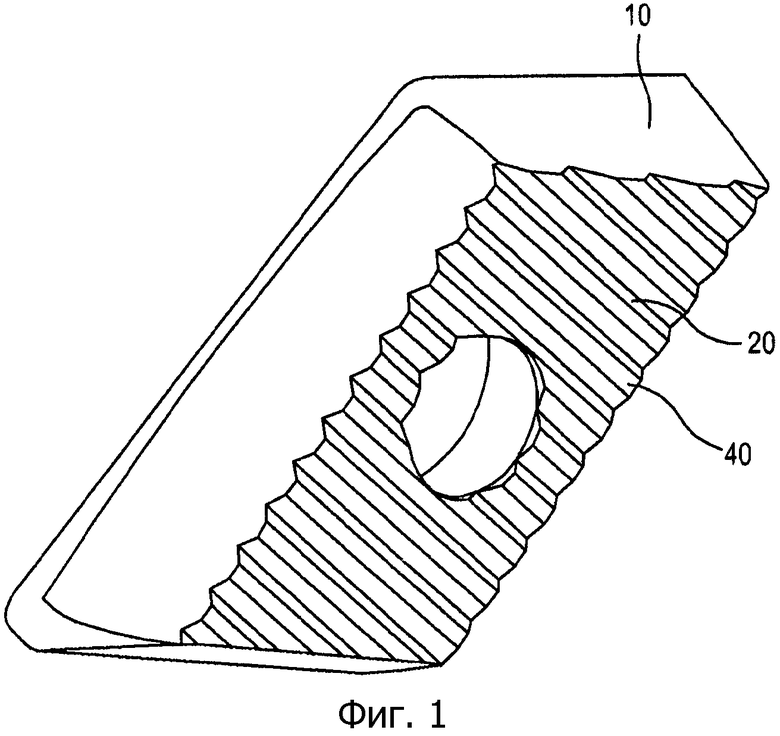
Для того чтобы решить такую проблему, как показано на фиг.1, была внедрена технология выполнения выступов (40) зубчатой формы на нижней поверхности (20) режущей вставки (10) и канавок для приема таких выступов на поверхности дна гнездовой части основного корпуса, куда вставлена режущая платина (10). Режущая вставка может поддерживаться выступами и канавками, которые обеспечивают режущей вставке хорошее сопротивление в отношении нагрузки при резании, оказываемой в наружном направлении основного корпуса инструмента. Задача по предшествующему уровню техники, как таковая, может быть решена, одновременно обеспечивая надежное крепление режущей вставки к основному корпусу.
Однако режущая вставка должна быть спроектирована так, чтобы боковая и нижняя поверхности режущей вставки контактировали с боковой поверхностью и поверхностью дна гнездовой части основного корпуса. Кроме того, она также должна быть спроектирована так, чтобы выступы зубчатой формы режущей вставки точно входили в канавки основного корпуса гнездовой части. Соответственно боковая и нижняя поверхности режущей вставки и гнездовая часть должны быть изготовлены точным образом. Однако это неизбежно увеличивает производственные затраты.
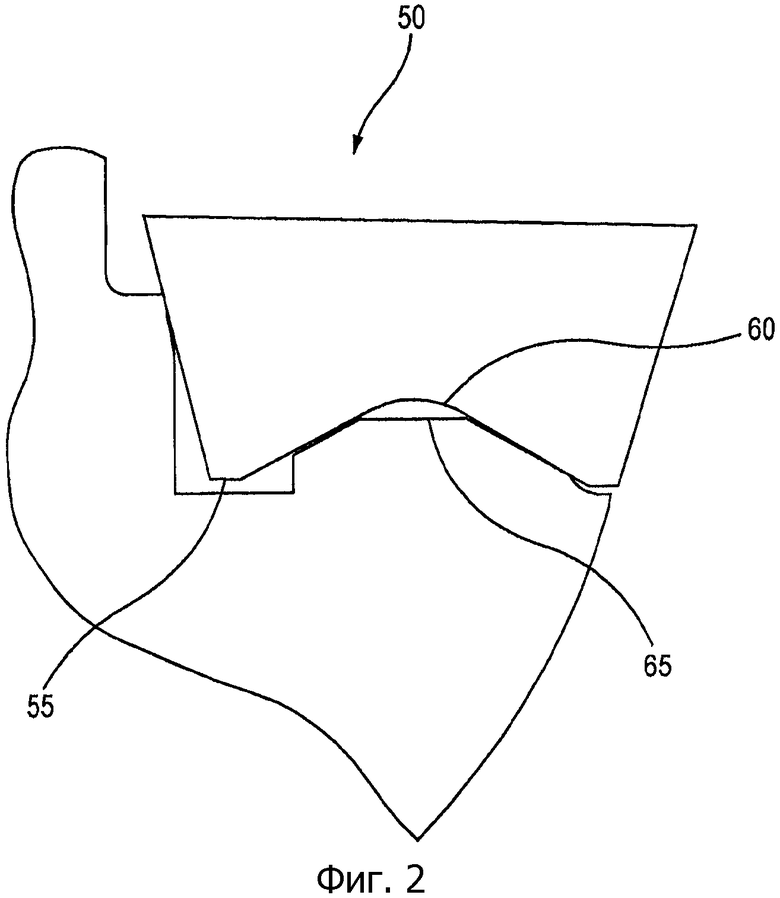
На фиг.2 показана другая традиционная режущая вставка (50). Нижняя поверхность (55) режущей вставки (50) снабжена впадинами (60) V-образной формы. Однако, поскольку трудно отполировать нижнюю поверхность (55) из-за ее геометрической конструкции, нижняя поверхность не может быть подвергнута точной обработке. Это является причиной того, что нижняя поверхность (55) не точно контактирует с поверхностью дна гнездовой части, таким образом, не закрепляя устойчиво режущую вставку. Кроме того, режущая вставка из жаропрочного сплава в целом имеет тенденцию быть непрочной в отношении силы растяжения, но прочной в отношении силы сжатия. Таким образом, в конструкции, обеспечивающей впадины (60) на нижней поверхности (55) режущей вставки, заданная сила, противодействующая силе сжатия, обеспечиваемой винтом, создается на выступах (65) поверхности дна гнездовой части, при этом упомянутая противодействующая сила приложена к режущей вставке в качестве силы растяжения. Это может приводить к образованию трещин вокруг впадин (60).
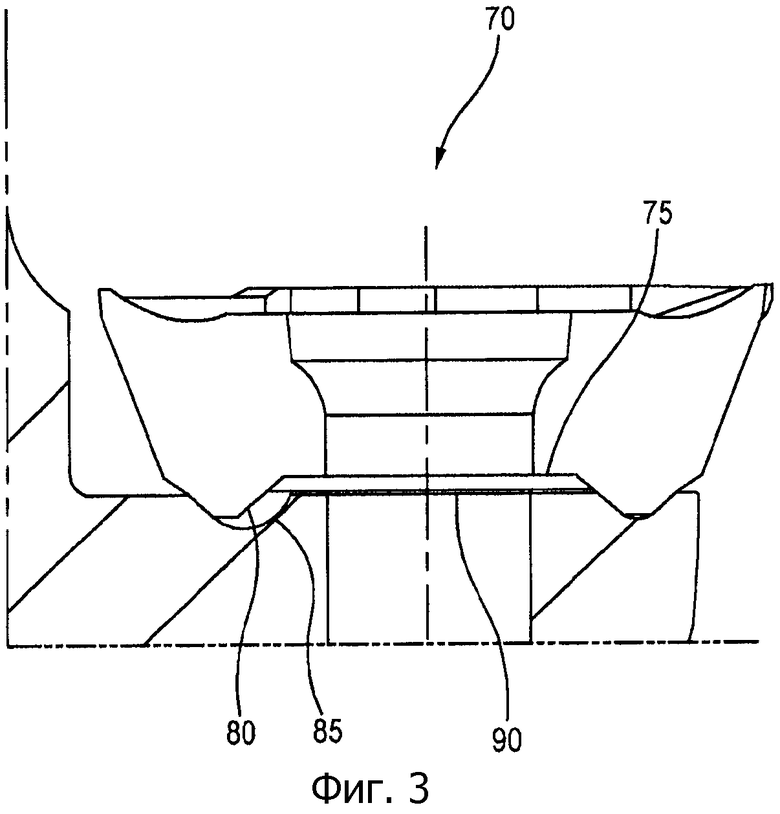
На фиг.3 показан еще один пример традиционной режущей вставки (70). Нижняя поверхность (75) режущей вставки (70) снабжена выступами (80) на некотором участке упомянутой нижней поверхности. Кроме того, поверхность дна гнездовой части снабжена впадинами (85), принимающими выступы (80). Однако между нижней поверхностью (90) и поверхностью (75) дна гнездовой части выполнен зазор. Соответственно во время прикрепления винтом для прикрепления режущей вставки к поверхности дна гнездовой части к винту может быть приложена избыточная сила, которая может повредить винт. Кроме того, от впадин гнездовой части выступы получают заданную силу, противодействующую нагрузке при резании, при этом упомянутая сила приложена в наружном направлении основного корпуса инструмента, окончательно, таким образом, повреждая выступы.
Техническая задача
Настоящее изобретение разработано, чтобы решить вышеперечисленные проблемы, связанные с традиционными режущими инструментами. Задача настоящего изобретения - создать режущий инструмент, который спроектирован, чтобы быть простым по конструкции, и одновременно выполнен с возможностью надежного крепления режущей вставки к гнездовой части основного корпуса инструмента.
Техническое решение
Для того чтобы решить вышеупомянутую задачу, режущий инструмент по настоящему изобретению выполнен с возможностью наличия режущей вставки и основного корпуса, при этом упомянутая режущая вставка содержит верхнюю поверхность, нижнюю поверхность и боковую поверхность, соединяющую верхнюю поверхность и нижнюю поверхность, при этом упомянутый основной корпус содержит гнездовую часть, в которой установлена режущая вставка. Упомянутая нижняя поверхность в целом образует направленную вниз, выпуклую конфигурацию и включает в себя: базовую поверхность, первую наклонную поверхность, продолжающуюся по направлению к верхней поверхности от внутреннего конца базовой поверхности и наклонную по направлению внутрь основного корпуса от базовой поверхности, когда режущая вставка установлена в гнездовой части; и вторую наклонную поверхность, продолжающуюся по направлению к верхней поверхности от наружного конца базовой поверхности и наклонную в наружном направлении основного корпуса от базовой поверхности. Упомянутая гнездовая часть включает в себя боковую поверхность и поверхность дна, при этом упомянутая боковая поверхность режущей вставки контактирует с боковой поверхностью гнездовой части по поверхности, при этом упомянутая вторая наклонная поверхность режущей вставки контактирует с поверхностью дна гнездовой части по поверхности. Упомянутая поверхность дна гнездовой части образует в целом вогнутую конфигурацию и включает в себя: базовую поверхность, обращенную к базовой поверхности режущей вставки; первую наклонную поверхность гнездовой части, которая контактирует с первой наклонной поверхностью по поверхности; и вторую наклонную поверхность гнездовой части, которая контактирует со второй наклонной поверхностью по поверхности.
В режущем инструменте согласно настоящему изобретению базовая поверхность и первая наклонная поверхность могут быть спроектированы так, чтобы быть размещенными на некотором расстоянии от поверхности дна гнездовой части. Вторая наклонная поверхность может быть отшлифована для того, чтобы контактировать с поверхностью дна гнездовой части по поверхности.
Преимущественные эффекты
Согласно настоящему изобретению вторая наклонная поверхность, которая выполнена на нижней поверхности режущей вставки, контактирует с поверхностью дна гнездовой части по поверхности, обеспечивая за счет этого заданное сопротивление в отношении нагрузки при резании, приложенной наружу от основного корпуса. Режущая вставка, как таковая, может быть надежно установлена на гнездовой части основного корпуса. Кроме того, нижняя поверхность режущей вставки и поверхность дна гнездовой части основного корпуса могут быть выполнены с возможностью наличия простой конфигурации. К тому же, минимизировано количество поверхностей, где контактируют режущая вставка и гнездовая часть основного корпуса. Это облегчает изготовление режущей вставки и основного корпуса режущего инструмента.
Кроме того, целый участок нижней поверхности режущей вставки имеет направленную вниз, вогнутую форму. Это позволяет режущей вставке принимать усилие сжатия, действующее от поверхности дна гнездовой части, без какой-либо силы растяжения, когда режущая вставка прижата винтом к гнездовой части. Обычно режущая вставка из жаропрочного сплава, которая является непрочной по отношению к усилию растяжения, но прочной по отношению к усилию сжатия, является предпочтительной с точки зрения прочности. Кроме того, любое повреждение режущей вставки может быть уменьшено с помощью заданной силы, противодействующей нагрузке при резании, приложенной снаружи к режущей вставке (противодействующая сила создается поверхностью дна гнездовой части), по сравнению с конструкцией выпуклых выступов, выполненных на участке плоской нижней поверхности, согласно предшествующему уровню техники.
Краткое описание чертежей
Фиг.1 представляет собой схематичный вид режущей вставки в соответствии с предшествующим уровнем техники.
Фиг.2 представляет собой схематичный вид другой режущей вставки в соответствии с предшествующим уровнем техники.
Фиг.3 представляет собой схематичный вид еще одной режущей вставки в соответствии с предшествующим уровнем техники.
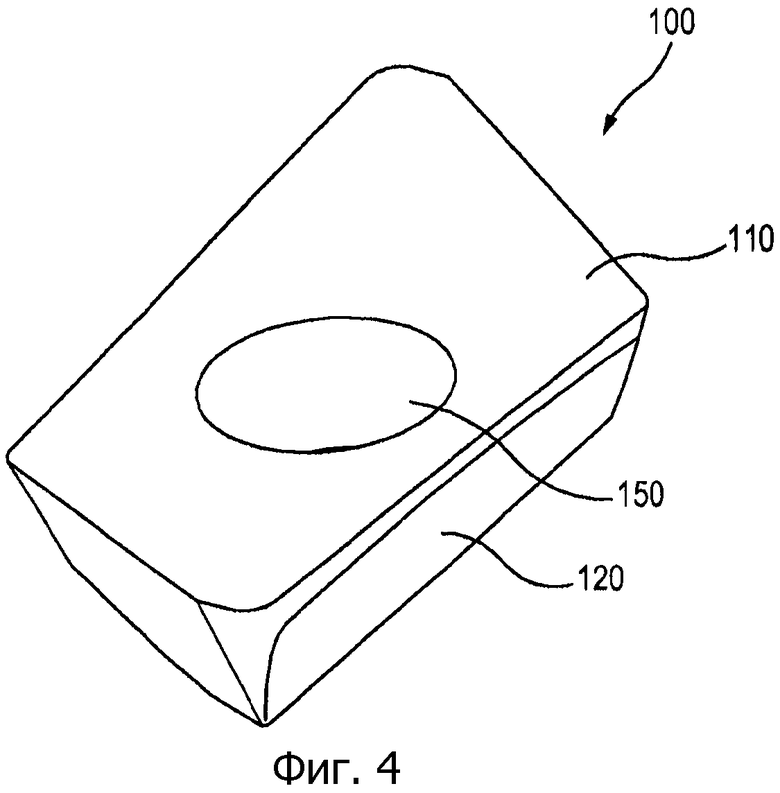
Фиг.4 представляет собой вид в перспективе, на котором показан верхний участок режущей вставки согласно варианту осуществления настоящего изобретения.
Фиг.5 представляет собой вид в перспективе, на котором показан нижний участок режущей вставки согласно варианту осуществления настоящего изобретения.
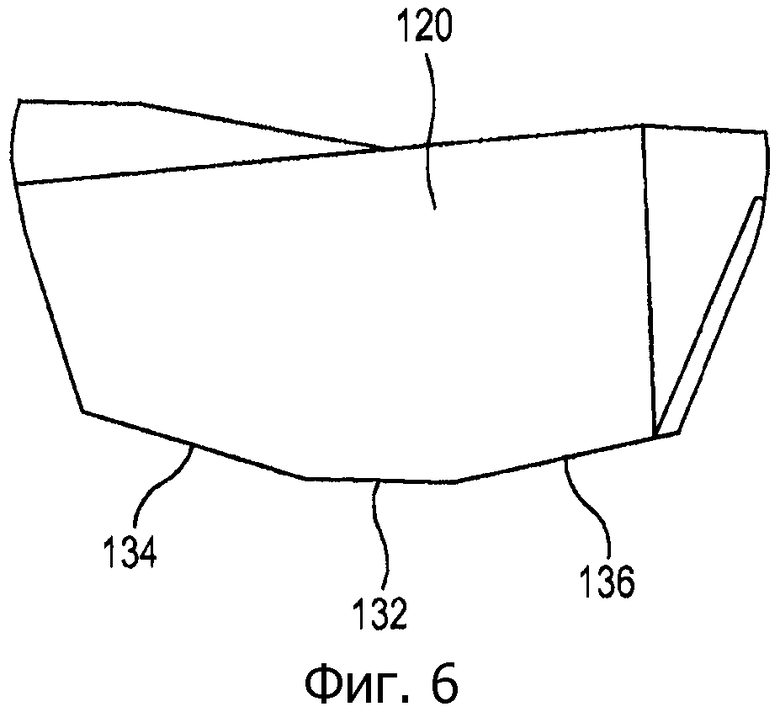
Фиг.6 представляет собой вид сбоку режущей вставки согласно варианту осуществления настоящего изобретения.
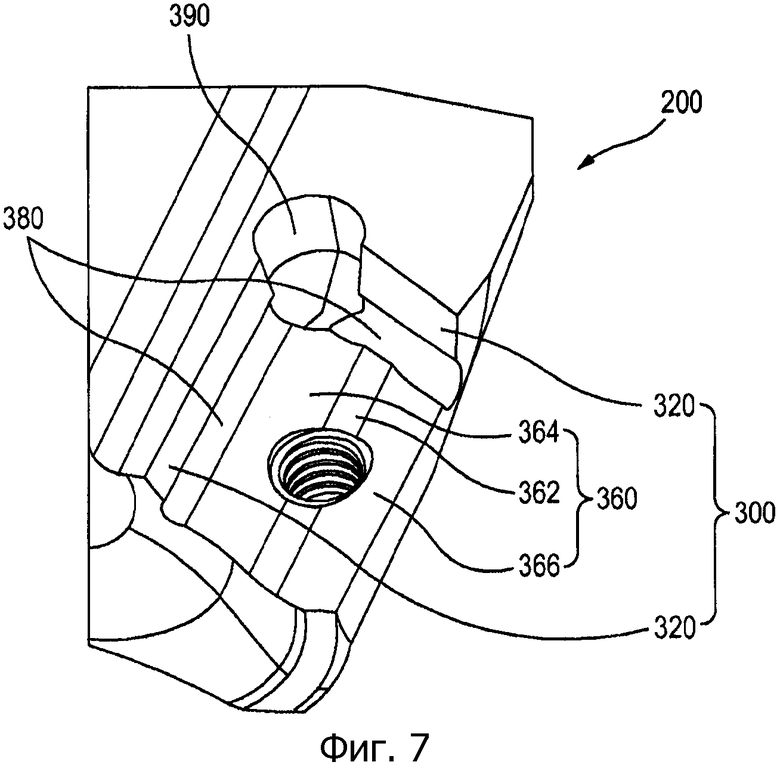
Фиг.7 представляет собой вид в перспективе, на котором показана гнездовая часть основного корпуса режущего инструмента согласно варианту осуществления настоящего изобретения.
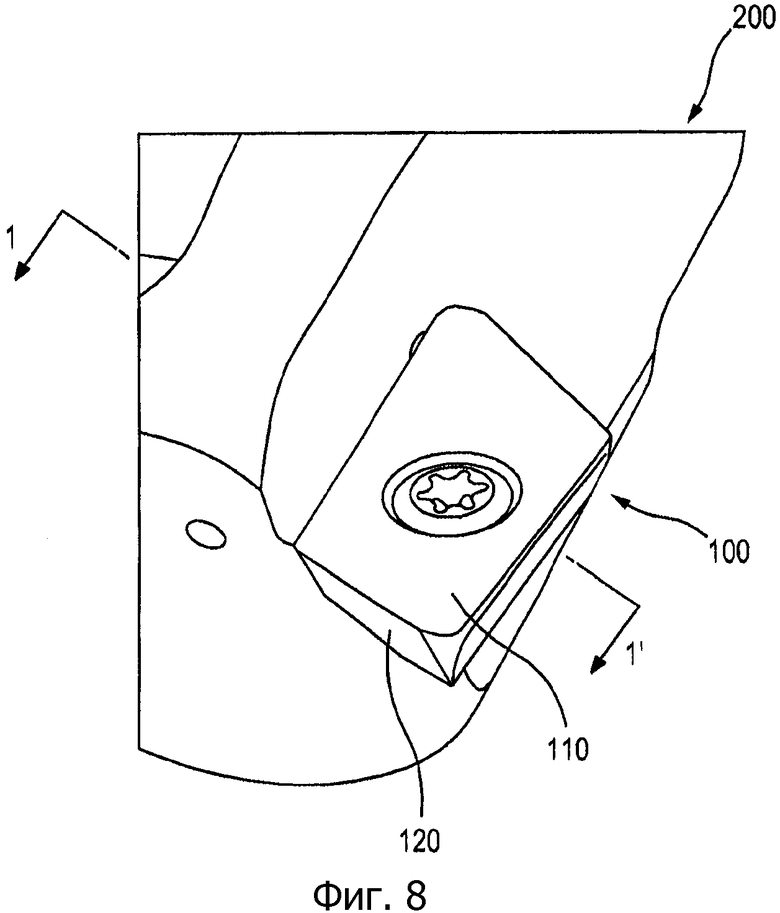
Фиг.8 представляет собой вид в перспективе, на котором показан режущий инструмент, в котором установлена режущая вставка согласно варианту осуществления настоящего изобретения.
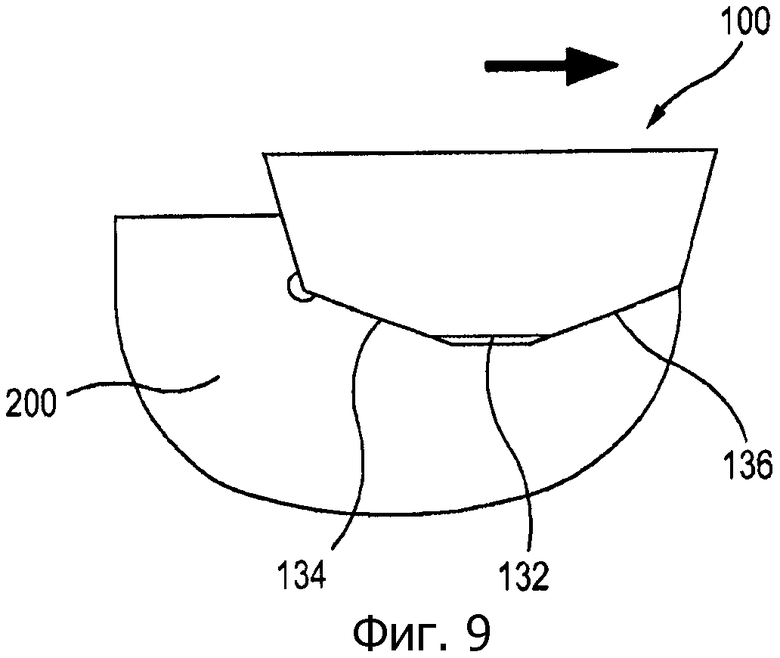
Фиг.9 представляет собой схематичный вид боковой торцевой поверхности режущей вставки согласно варианту осуществления настоящего изобретения.
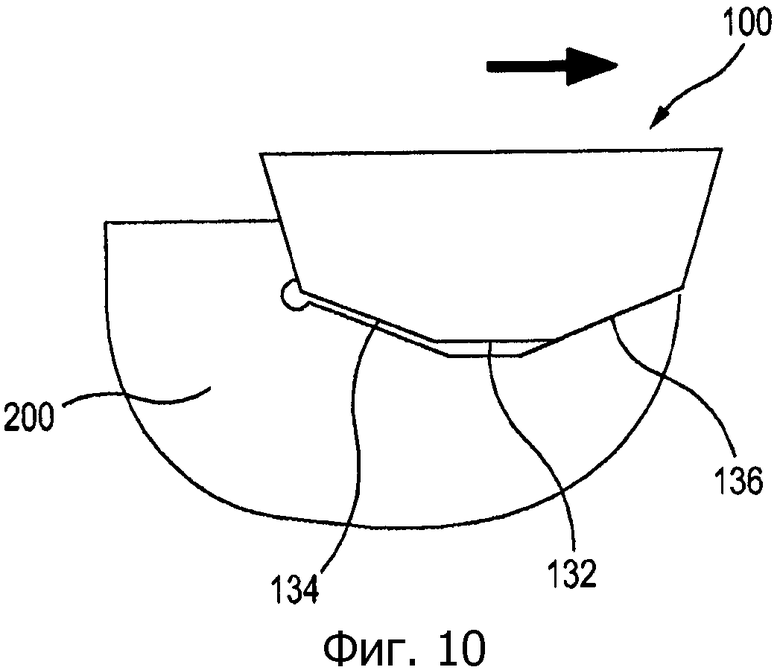
Фиг.10 представляет собой схематичный вид бокового сечения режущей вставки согласно варианту осуществления настоящего изобретения.
Вариант осуществления изобретения
Настоящее изобретение будет теперь описано со ссылкой на сопровождающие чертежи.
Фиг.4 и 5 представляют собой виды в перспективе, на которых показаны, соответственно, верхний участок и нижний участок режущей вставки (100) согласно варианту осуществления настоящего изобретения. Фиг.6 представляет собой вид сбоку режущей вставки согласно варианту осуществления настоящего изобретения. Фиг.7 представляет собой вид в перспективе, на котором показана гнездовая часть основного корпуса режущего инструмента согласно варианту осуществления настоящего изобретения. Как видно на фиг.4 и 5, режущая вставка (100) содержит верхнюю поверхность (110), нижнюю поверхность (130) и боковую поверхность (120), соединяющую верхнюю поверхность (110) и нижнюю поверхность (130). Режущая вставка (100) снабжена сквозным отверстием (150), которое проходит через центр верхней поверхности (110) и нижней поверхности (130). Режущая вставка (100) прикреплена к гнездовой части (300) основного корпуса (200) режущего инструмента с помощью винта (не показан), который вставлен через сквозное отверстие (150). Нижняя поверхность (130) режущей вставки (100) имеет в целом направленную вниз, выпуклую конфигурацию и включает в себя плоскую базовую поверхность (132) и концевые участки базовой поверхности (132). Оба концевых участка состоят из первой наклонной поверхности (134) и второй наклонной поверхности (136), проходящих по направлению к верхней поверхности (110) от внутреннего конца и наружного конца базовой поверхности (132). Кроме того, как показано на фиг.6 и 9, первая наклонная поверхность (134) наклонена к базовой поверхности (132) во внутреннем направлении основного корпуса (200), когда режущая вставка (100) установлена на гнездовой части. Вторая наклонная поверхность (136) наклонена к базовой поверхности (132) в наружном направлении (указано стрелкой на фиг.9 и 10) основного корпуса, когда режущая вставка (100) установлена в гнезде (300).
Как видно на фиг.7, основной корпус (200) режущего инструмента включает в себя гнездовую часть (300), где установлена режущая вставка (100). Гнездовая часть (300) включает в себя боковые поверхности (320, 340) и поверхность (360) дна. Поверхность (360) дна гнездовой части (300), соответствующая выпуклой конфигурации нижней поверхности (130) режущей вставки (100), включает в себя базовую поверхность (362), а также первую наклонную поверхность (364) гнездовой части и вторую наклонную поверхность (366) гнездовой части, проходящие от обоих концов базовой поверхности (362), образуя вогнутую конфигурацию. Первая наклонная поверхность (364) гнездовой части, вторая наклонная поверхность (366) гнездовой части и базовая поверхность (362) гнездовой части (300) обращены к первой наклонной поверхности (134), второй наклонной поверхности (136) и базовой поверхности (132) режущей вставки (100) соответственно.
Предпочтительно углы наклона второй наклонной поверхности (136) нижней поверхности (130) режущей вставки (100) и второй наклонной поверхности (366) гнездовой части к базовой поверхности (132) составляют приблизительно между 160 и 170 градусами. Если углы наклона больше, чем 170 градусов, тогда вторая наклонная поверхность (136) режущей вставки (100) и вторая наклонная поверхность (366) гнездовой части не наклонены так достаточно, чтобы режущая вставка (100) не могла быть обеспечена достаточным сопротивлением против нагрузки при резании, оказываемой в наружном направлении основного корпуса от второй наклонной поверхности (366) гнездовой части (300). Если угол наклона меньше, чем 160 градусов, тогда основной корпус режущего инструмента может быть поврежден, поскольку толщина наружного участка, образованного второй наклонной поверхностью (366) гнездовой части (300), становится меньше, при этом его прочность становиться меньше. Более предпочтительно углы наклона второй наклонной плоскости (136) нижней поверхности режущей вставки (100) и второй наклонной плоскости (366) гнездовой части к базовой поверхности (132) должны быть 165 градусов.
Первая наклонная плоскость (134) и вторая наклонная плоскость (136) режущей вставки (100) контактируют с первой наклонной плоскостью (364) гнездовой части и второй наклонной плоскостью (366) гнездовой части по поверхностям, соответственно, и опираются на них, когда режущая вставка (100) установлена на гнездовой части (300). Таким образом, заданная противодействующая сила (то есть, поддерживающая сила) от второй наклонной поверхности (366) гнездовой части (300) в отношении нагрузки при резании, приложенной в наружном направлении от основного корпуса (200), приложена к режущей вставке (100) и сила, приложенная к винту, ослабевает в качестве противодействующей силы. Соответственно, вероятность вызвать повреждение винта может быть ослаблена, в то время как режущая вставка (100) может быть надежно прикреплена к гнездовой части (300).
Фиг.10 представляет собой схематичный вид бокового сечения режущей вставки согласно другому варианту осуществления настоящего изобретения. (Сквозное отверстие (150) и винт удалены для удобства описания). Как видно на фиг.10, в этом варианте осуществления настоящего изобретения первая наклонная поверхность (134) и базовая поверхность (132) режущей вставки (100) спроектированы с возможностью нахождения на расстоянии от первой наклонной поверхности (364) гнездовой части и базовой поверхности (362) гнездовой части (300), соответственно, когда режущая вставка (100) установлена на гнездовой части (300). Таким образом, площадь контакта режущей вставки (100) и гнездовой части (300) минимизирована до боковой поверхности и второй наклонной поверхности. Таким образом, режущая вставка (100) и гнездовая часть (300) могут быть изготовлены гораздо легче, поскольку вторая наклонная поверхность (136) режущей вставки (100) упруго деформируется, когда режущая вставка (100) прижата к гнездовой части (300) винтом так, что она контактирует со второй наклонной поверхностью (366) гнездовой части (300) по поверхности.
Однако, предпочтительно, чтобы нижняя поверхность (130) режущей вставки (100) была отполирована, чтобы улучшить шероховатость ее поверхности. В частности, предпочтительно, чтобы только вторая наклонная поверхность (136) была отполирована, если только вторая наклонная поверхность (136) нижней поверхности (130) режущей вставки (100) контактирует с поверхностью дна (360) гнездовой части (300). Такая обработка позволяет всей площади второй наклонной поверхности (136) режущей вставки (100) равномерно контактировать с гнездовой частью (300) по поверхности, так что может быть предотвращена концентрация напряжения на частичной площади второй наклонной поверхности (136) режущей вставки (100), при этом возможность провоцирования повреждения режущей вставки (100) может быть ослаблена, в то время как режущая вставка (100) может быть устойчиво установлена на гнездовой части (300).
Кроме того, в этом варианте осуществления настоящего изобретения первая наклонная поверхность (134) и вторая наклонная поверхность (136) режущей вставки (100) имеют вращательную симметрию в 180 градусов по отношению к сквозному отверстию (150), проходящему через центр верхней поверхности (110) и нижней поверхности (130) режущей вставки (100). Таким образом, режущая вставка (100) может быть перемещена на гнездовой части (300) путем поворота на 180 градусов.
Кроме того, в этом варианте осуществления настоящего изобретения выполнены скошенные углубления (380) в угловом участке, где встречаются боковые поверхности (320, 340) гнездовой части (300), и на другом угловом участке, где боковые поверхности (320, 340) встречаются с поверхностью (360) дна. Хотя выступ согласно задаче изготовления выполнен на участке встречи боковых поверхностей (120) режущей вставки (100) или на участках встречи боковых поверхностей (120) и нижней поверхности (130), когда режущая вставка (100) установлена на гнездовой части (300), пересечение выступа с боковой поверхностью (320) или с поверхностью (360) дна гнездовой части (300) предотвращено так, что боковая поверхность (120) и нижняя поверхность (130) режущей вставки (100) могут тесно и устойчиво контактировать с боковой поверхностью (320) и поверхностью (360) дна гнездовой части (300).
Хотя настоящее изобретение было описано путем описания вариантов его осуществления, настоящее изобретение может быть осуществлено различным образом. Однако эти модификации будут подпадать под объем настоящего изобретения.
Изобретение относится к машиностроению и может быть использовано в режущих инструментах с режущими вставками. Режущий инструмент содержит режущую вставку и основной корпус. Режущая вставка имеет верхнюю поверхность, нижнюю поверхность и базовую поверхность, соединяющую верхнюю поверхность и нижнюю поверхность. Основной корпус содержит гнездовую часть для установки режущей вставки. Упомянутая нижняя поверхность образует направленную вниз выпуклую конфигурацию и включает в себя базовую поверхность, первую наклонную поверхность, продолжающуюся по направлению к верхней поверхности от внутреннего конца базовой поверхности и наклоненную по направлению внутрь основного корпуса, когда режущая вставка установлена в гнездовой части, и вторую наклонную поверхность, проходящую по направлению к верхней поверхности от наружного конца базовой поверхности и наклоненную в наружном направлении основного корпуса от базовой поверхности, когда режущая вставка установлена в гнездовой части. Упомянутая гнездовая часть имеет базовую поверхность и поверхность дна. Базовая поверхность режущей вставки контактирует с базовой поверхностью гнездовой части по поверхности. Вторая наклонная поверхность режущей вставки контактирует с поверхностью дна гнездовой части по поверхности. Упрощается конструкция при обеспечении надежности крепления режущей вставки в гнездовой части корпуса режущего инструмента. 6 з.п. ф-лы, 10 ил.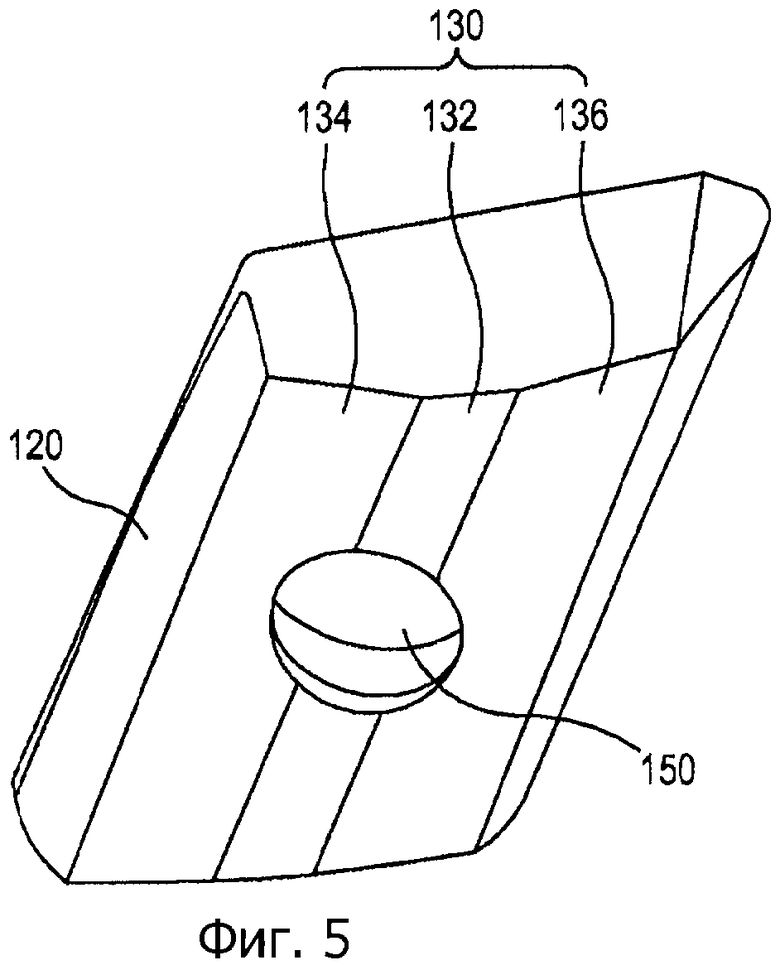
1. Режущий инструмент, содержащий режущую вставку и основной корпус, причем упомянутая режущая вставка имеет верхнюю поверхность, нижнюю поверхность и базовую поверхность, соединяющую верхнюю поверхность и нижнюю поверхность, причем упомянутый основной корпус включает в себя гнездовую часть, в которой установлена режущая вставка, и при этом упомянутая нижняя поверхность образует в целом направленную вниз, выпуклую конфигурацию, и при этом нижняя поверхность режущей вставки включает в себя базовую поверхность, первую наклонную поверхность, продолжающуюся по направлению к верхней поверхности от внутреннего конца базовой поверхности и наклоненную по направлению внутрь основного корпуса, когда режущая вставка установлена в гнездовой части, и вторую наклонную поверхность, проходящую по направлению к верхней поверхности от наружного конца базовой поверхности и наклоненную в наружном направлении основного корпуса от базовой поверхности, когда режущая вставка установлена в гнездовой части, при этом упомянутая гнездовая часть имеет базовую поверхность и поверхность дна, причем упомянутая базовая поверхность режущей вставки контактирует с базовой поверхностью гнездовой части по поверхности, а вторая наклонная поверхность режущей вставки контактирует с поверхностью дна гнездовой части по поверхности.
2. Инструмент по п.1, в котором поверхность дна гнездовой части образует вогнутую конфигурацию и имеет поверхность дна, обращенную к поверхности дна режущей вставки, первую наклонную поверхность гнездовой части, контактирующую с первой наклонной поверхностью режущей вставки по поверхности, и вторую наклонную поверхность гнездовой части, обращенную ко второй поверхности режущей вставки на поверхности.
3. Инструмент по п.1, в котором поверхность дна и первая наклонная поверхность расположены на расстоянии от поверхности дна гнездовой части.
4. Инструмент по п.3, в котором вторая поверхность отполирована.
5. Инструмент по любому из пп.1-4, в котором угол второй наклонной поверхности и поверхности дна составляет приблизительно между 160° и 170°.
6. Инструмент по любому из пп.1-4, в котором режущая вставка содержит сквозное отверстие, через которое проходит винт для крепления режущей вставки к основному корпусу, при этом нижняя поверхность режущей вставки имеет вращательную симметрию в 180°.
7. Инструмент по любому из пп.1-4, в котором углубление выполнено в углу, в котором пересекаются базовая поверхность и поверхность дна.
| US 20080181737 A1, 31.07.2008 | |||
| Режущая вставка | 1973 |
|
SU579873A3 |
| ФРЕЗЕРНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 1995 |
|
RU2125925C1 |
| RU 21008894 C1, 20.04.1998 | |||
| DE 10235606 A1, 19.02.2004. | |||

