Предшествующий уровень техники
Трахеостомические трубки с манжетой часто используют для искусственной вентиляции легких пациентов, госпитализированных на длительные периоды времени; эндотрахеальные (ЕТ) трубки используются для меньших периодов от недели до 10 дней. Трахеостомические трубки вводятся через гортань, в трахею и проксимальный конец затем обычно присоединяют к источнику для механической подачи воздуха для дыхания, т.е. от аппарата для искусственной вентиляции легких или дыхательного аппарата. Манжеты или "баллоны" расположены на дистальном конце трахеостомической трубки и блокируют трахею пациента, чтобы вдох и выдох выполнялись только через трубку. Баллон также функционирует для блокировки того, чтобы жидкие выделения не проходили вниз в легкие и потенциально вызывали пневмонию, связанную с искусственной вентиляцией легких (VAP). Выделения удерживаются над баллоном и периодически могут быть удалены, чтобы гарантировать, что они не попадут в легкие.
Манжеты для использования на ЕТ и трахеостомических трубках многие годы представляют собой баллоны малого объема под высоким давлением. Эти баллоны также имеют относительно толстые стенки, изготовленные из полиолефинов и поливинил хлоридов. Толщина стенок может составлять порядка от 60 до 150 микрон или больше, при этом баллон относительно тяжелый, но несомненно прочный. Обнаружено, что эти "HPLV" баллоны (малого объема под высоким давлением) вызывают значительную травму ткани трахеи, поскольку они сильно давят на стенки трахеи. Неблагоприятные исходы для пациентов и растянутое время восстановления подтолкнули исследователей и профессионалов в медицине искать менее травматичное устройство, чтобы закрепить трахею для облегчения использования механической искусственной вентиляции легких.
В последние десятилетия разработаны баллоны с гораздо меньшим давлением и большим объемом. Эти HVLP (большой объем, малое давление) баллоны обеспечивают большую площадь поверхности соприкосновения со стенкой трахеи и, таким образом, могут прилегать к стенке при гораздо меньшем давлении на квадратный сантиметр. Однако эти баллоны оставались относительно толстыми; еще порядка от 60 до 150 микрон. Несомненно, эти более новые баллоны вызывали травму, хотя возможность усовершенствования оставалась.
Последние разработки баллонов HVLP с более тонкой стенкой аналогичны описанным в патенте США 6,526,977, опубликованном Gobel. Gobel предлагает баллоны увеличенного размера с настолько малой толщиной стенки, что они образуют складки у стенки трахеи, которые настолько малы, что выделения не могут пройти через них. Аналогично, в патенте США 6,612,305 предлагается недавно разработанный баллон, который обеспечивает лучший контроль за расположением баллона, но, по-видимому, уплотняет трахеальную стому, таким образом, ограничивая доступ к этой области.
Поэтому необходим баллон и способ изготовления баллона, который более устойчив в трахее, чем имеющиеся в настоящее время баллоны, и является более тонким и деформируемым.
Сущность изобретения
Настоящее изобретение относится к способу изготовления трахеостомической трубки с баллонной манжетой с баллоном, предназначенным для улучшенного контроля положения трубки в трахее, но без уплотнения трахеальной стомы.
Трахеостомическое устройство включает в себя обычную полую трубку с участком проксимального конца, участком дистального конца и изогнутой областью, промежуточной между концевыми участками. Участок дистального конца трубки предназначен для вставки через гортань пациента и трахеальную стому и в просвет трахеи, чтобы участок дистального конца трубки продолжался в первом направлении внутри просвета трахеи, когда участок проксимального конца продолжается во втором направлении через трахеальную стому. Участок проксимального конца образует проксимальную плоскость устройства.
Устройство дополнительно содержит надувной баллон, охватывающий участок трубки. Более конкретно, баллон имеет дистальный участок баллона, по существу центрированный вокруг и присоединенный к участку дистального конца трубки. Баллон также имеет проксимальный участок баллона, присоединенный к изогнутой области трубки и расположенный по существу нецентрально относительно изогнутой области ниже проксимальной плоскости устройства. При вдувании эта конфигурация обеспечивает расширение баллона вокруг участка дистального конца трубки и участка проксимального конца трубки ниже проксимальной плоскости устройства, чтобы уплотнить трахею ниже трахеальной стомы и не допустить уплотнения трахеи выше трахеальной стомы. Эта конфигурация баллона на трубке позволяет выделениям покинуть стому. Баллон может надуваться и откачиваться обычными средствами.
Настоящее описание охватывает способ изготовления компонента надувного баллона, который дополнительно может иметь неоднородные по толщине стенки. Способ включает в себя по меньшей мере следующие этапы: обеспечение исходной трубки из термопластичного полимера, предварительный нагрев исходной трубки в форме до температуры, достаточной для размягчения материала трубки; надувание трубки сжатым газом для растяжения материала трубки, одновременно позволяя трубке стягиваться по длине, тем самым, формируя баллон. Только что сформированный баллон может быть подвергнут термоусадке, чтобы ориентировать участки аморфного термопластичного полимера по отношению к направлению растягивания. Баллон может быть охлажден и вынут из формы.
Соответственно, компонент надувного баллона может включать в себя дистальный конец, дистальную зону присоединения для присоединения баллона к трубке, проксимальный конец, проксимальную зону присоединения для присоединения баллона к трубке, верхнюю область и нижнюю область, причем верхняя область имеет толщину от около 15 до около 30 микрометров, и нижняя область имеет толщину от около 5 до около 15 микрометров.
Баллон может быть выполнен из термопластичных полимеров на основе полиуретана, термопластичных эластомеров на основе полиолефинов, термопластичных блок-сополимеров полиолефинов, СБС (стирол бутадиен стирол) ди-блок-эластомеров, СЭБС (стирол этилен бутилен стирол) три-блок-эластомеров, поливинил хлорида, полиэтилентерефталата, полиэтилена низкой плотности и их комбинаций и смесей.
Краткое описание чертежей
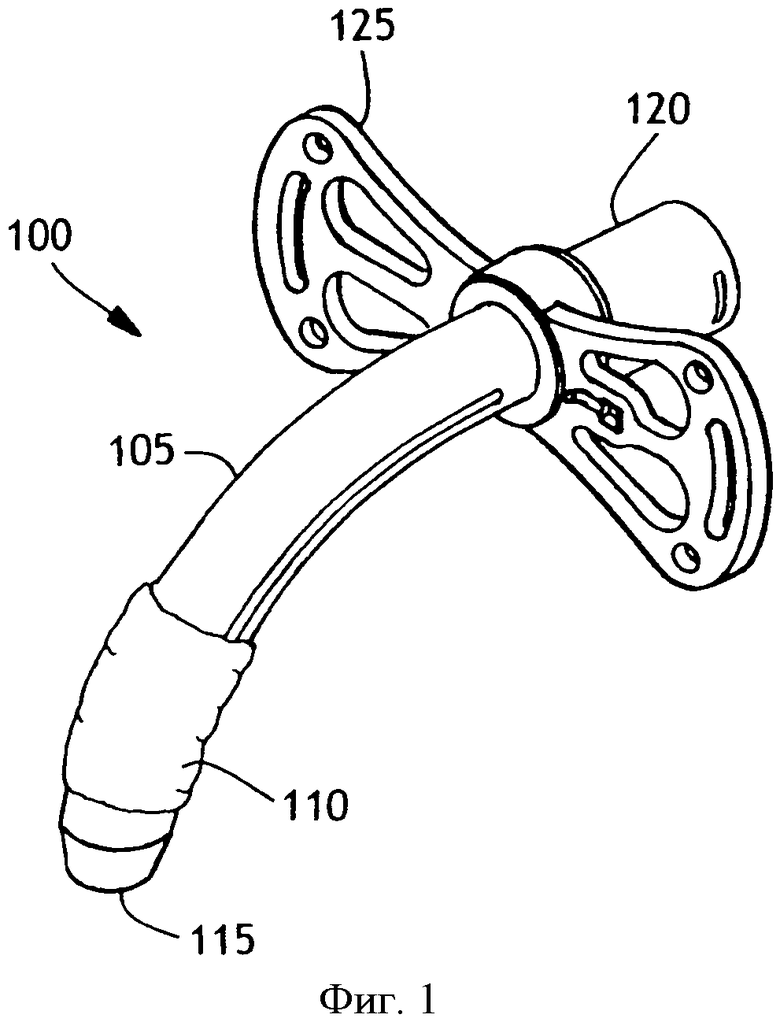
Фиг.1 - трахеостомическая трубка с манжетой.
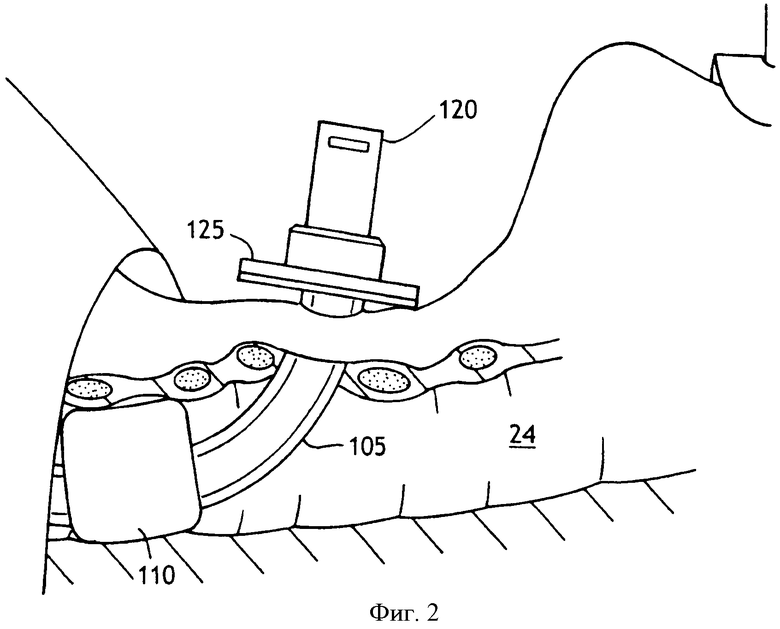
Фиг.2 - трахеостомическая трубка с манжетой после того, как она вставлена в трахею, и баллон надут.
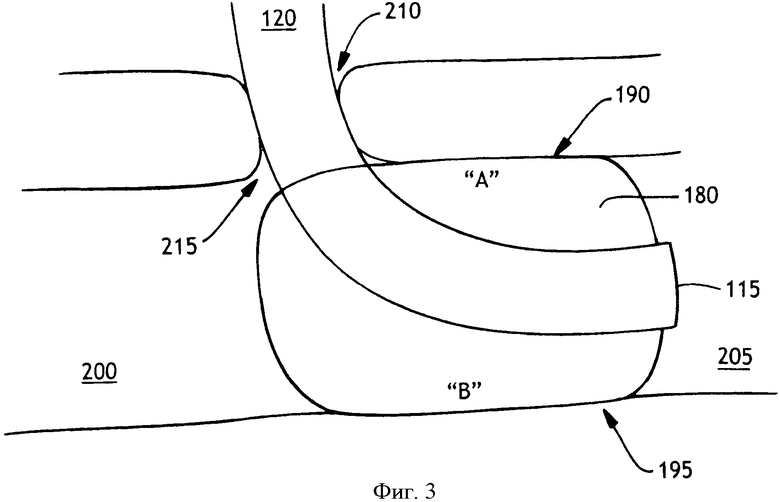
Фиг.3 - пример трахеостомической трубки с баллонной манжетой после того, как она вставлена в трахею, и баллон надут. Этот баллон предназначен для улучшенного крепления трубки без полного уплотнения трахеальной стомы.
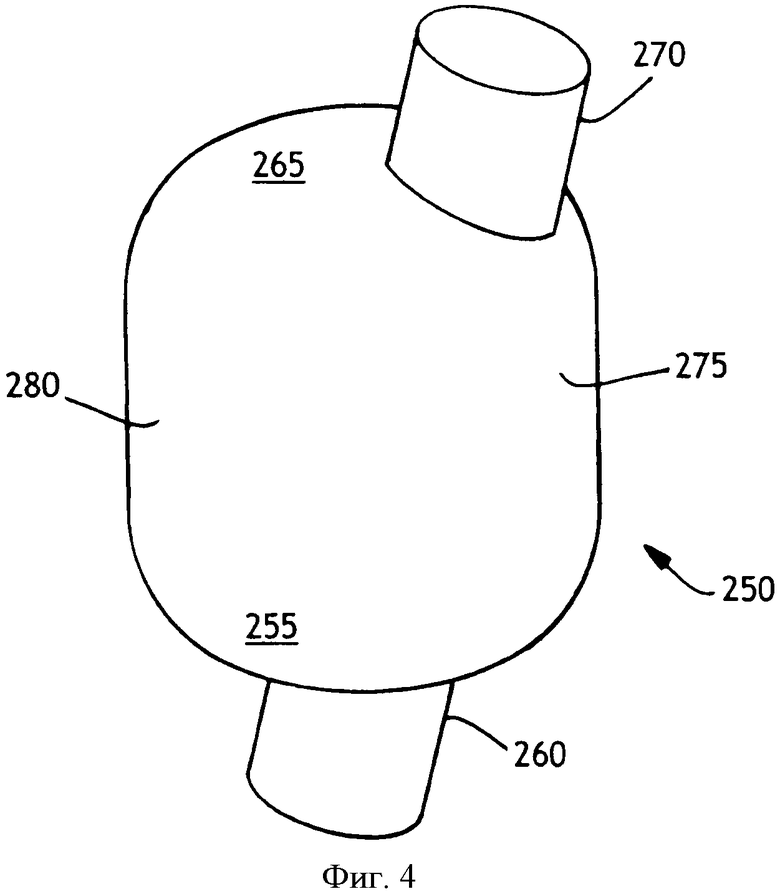
Фиг.4 - вид в перспективе примера компонента надувного баллона.
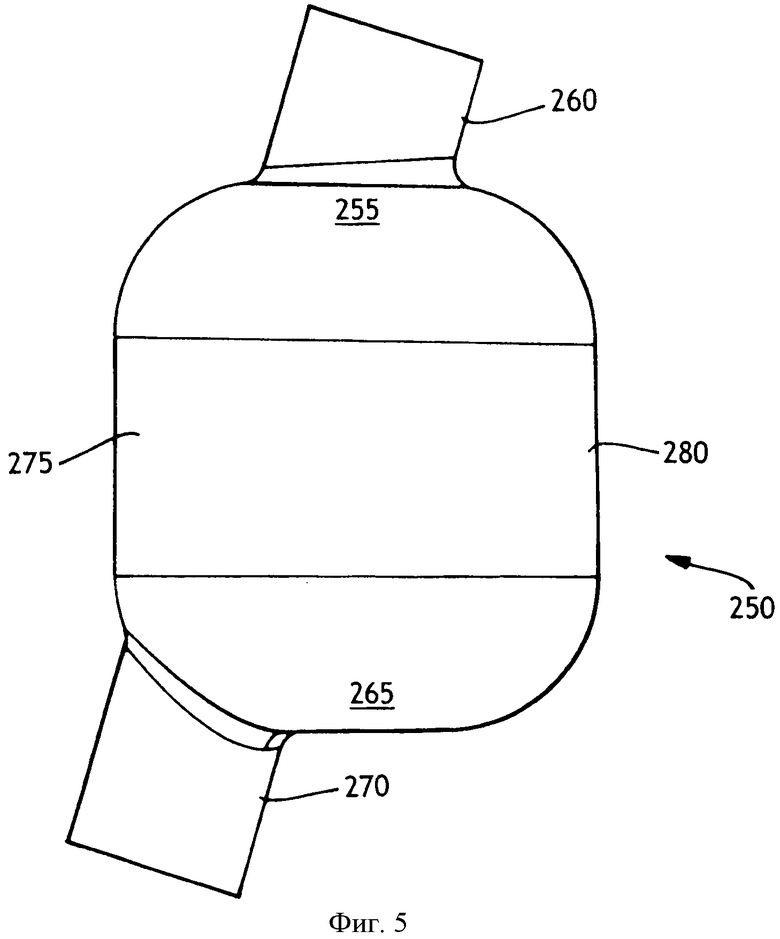
Фиг.5 - вид сбоку примера компонента надувного баллона.
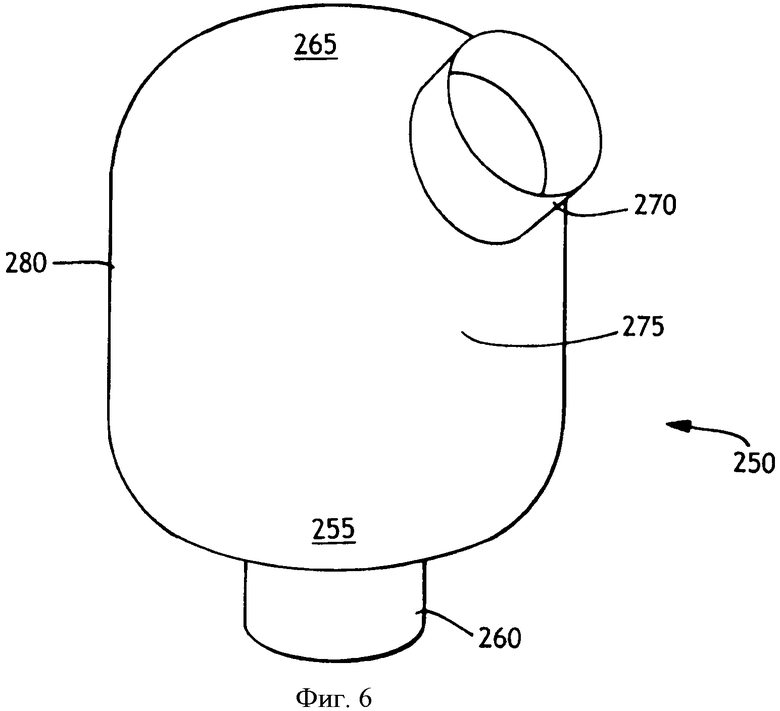
Фиг.6 - вид в перспективе другого варианта осуществления примера компонента надувного баллона.
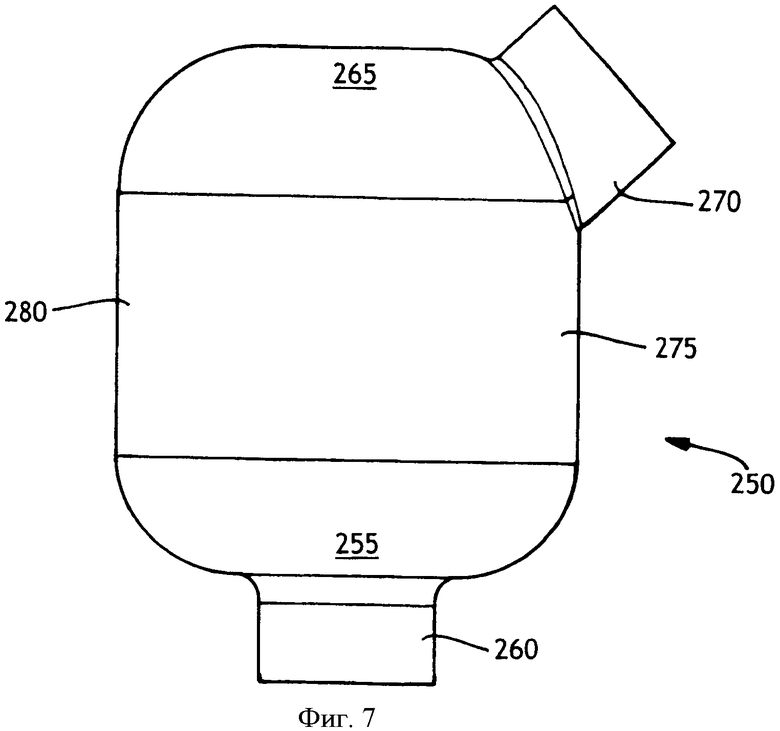
Фиг.7 - вид сбоку другого варианта осуществления примера компонента надувного баллона.
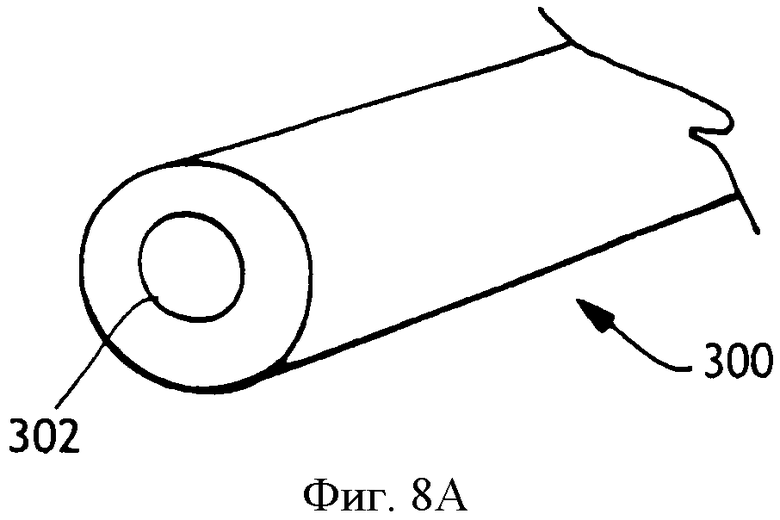
Фиг.8А и 8Б показано сечение асимметричной исходной трубки.
Подробное описание
На фиг.1 показано устройство 100 трахеостомической трубки с манжетой. Устройство 100 содержит трубку 105 и надувную манжету 110. Трубка дополнительно имеет проксимальный конец 120 и дистальный конец 115. Трубка имеет фланец 125 около проксимального конца, который используется для присоединения трубки за счет того, что он пришит к коже пациента. Фланец также имеет прорези, используемые для присоединения ленты вокруг шеи пациента, помогающей удерживать трахеостомическую трубку на месте. Трубка имеет просвет в центре, используемый для вдоха и выдоха, и, при необходимости, проксимальный конец может быть присоединен к аппарату для искусственной вентиляции легких. Когда трубка введена в трахею пациента через трахеальную стому, баллон надут, и трахея уплотнена. Используются обычные средства надувания баллона, которые включают в себя небольшой просвет для надувания (не показан) вдоль трубки, проходящий через фланец для подключения к источнику для надувания воздуха.
На фиг.2 показано устройство 100 по фиг.1 после вставки в трахею 24 и надувания баллона 110. Фланец 125 прижат к наружной стороне гортани, и баллон 110 уплотняет трахею 24, чтобы дыхание осуществлялось через просвет трубки 105.
На фиг.3 представлен баллон на трубке в трахее в соответствии с приведенным описанием, причем надутый баллон 180 выполнен с возможностью уплотнять трахею (т.е. трахеальный просвет 200) в области 205 ниже трахеальной стомы 210 без уплотнения трахеи в области выше трахеальной стомы. Это достигается за счет того, что точка присоединения на проксимальном конце 120 и точка присоединения на дистальном конце 115 надувного баллона 180 на трубке не являются смежными или, другими словами, расположены под углом (α), отличным от 180 градусов. Эта конфигурация баллона должна позволять выделениям покидать стому через отверстие 215.
Кроме того, предпочтительно, чтобы различные области баллона имели разную толщину. Стенка баллона в области "В", например, предпочтительно тоньше, чем стенка баллона в области "А". Хотя авторы изобретения не придерживаются конкретной теории его действия, в основном предполагается, что наличие относительно более тонкого второго участка "В" баллона, соприкасающегося с нижней стенкой 195 трахеи, обеспечивает лучшее уплотнение в этой области, где более вероятно скопление выделений из-за силы тяжести, когда пациент лежит горизонтально на спине. Относительно более толстый первый участок "А" баллона, соприкасающийся с верхней стенкой 190 трахеи, - это участок, где менее вероятно скопление выделений из-за силы тяжести, когда пациент лежит горизонтально на спине. Когда пациент перемещается в вертикальное положение, выделения должны иметь возможность достичь трахеальной стомы и выйти из трахеи через отверстие 215.
В описании сущности изобретения приведен способ изготовления компонента надувного баллона, который может иметь неоднородные по толщине стенки. Способ включает в себя этапы обеспечения исходной трубки из термопластичного полимера с просветом. Когда трубка предварительно нагрета в форме до температуры, достаточной для размягчения материала трубки, и надута газом, введенным в просвет исходной трубки в основном для неравномерного растяжения материала трубки, трубка образует баллон, принимающий форму формы и содержащий дистальный конец, дистальную зону присоединения, проксимальный конец, проксимальную зону присоединения, верхнюю область и нижнюю область. Предпочтительно верхняя область имеет толщину от около 15 до около 30 микрометров, и нижняя область имеет толщину от около 5 до около 15 микрометров.
Измерение толщины стенки баллона может быть выполнено с помощью устройства Litematic. Примером устройства является модель VL-50A серии 318 компании Mitutoyo America Corporation. Согласно изготовителю устройство Litematic позволяет измерять толщину между 0 и 50,8 мм с разрешением 0,01 микрон, используя наконечник датчика и негибкое керамическое основание. Используемая при измерении сила составляет 0,01 Н (1 грамм). Наконечником датчика, используемым в данном случае для испытаний, была контактная поверхность карборундового шарика диаметром 3 мм, которая была предусмотрена как "стандартный" наконечник датчика с устройством Litematic.
Для определения толщины каждого образца могут быть использованы полоски однослойной фольги или мембраны. Образцы баллонов (не присоединенные к трахеостомической трубке) от каждого образца могут быть разрезаны для приготовления полосок: сначала должны быть отрезаны концы, чтобы оставить однородную ленту шириной около 30 мм; затем каждая лента должна быть разрезана в направлении ширины для формирования полоски. Должны быть выполнены измерения толщины в 10 местах вдоль длины каждой полоски, отдельные измерения полосок для каждого образца (по меньшей мере с измерением 6 полосок) должны быть усреднены и рассчитано соответствующее стандартное отклонение. На фиг.4 и 5 показаны виды баллона, сформированного по описанному способу. Форма, используемая для формирования этого баллона, безусловно, имеет форму, которую должен иметь баллон, т.е. по меньшей мере один из концов шланга смещен от центра формы, чтобы можно было сформировать нецентрированный баллон. На фиг.4 и 5, следовательно, приведены не только чертежи баллона, но также представлено пустое пространство формы. Чтобы сформировать баллон по меньшей мере с одним отверстием на конце, которое смещено относительно центральной линии баллона, форма должна быть асимметричной, т.е. шланг должен быть размещен в форме таким образом, чтобы он проходил по прямой через пустое пространство формы, а концы шланга были смещены относительно центральной линии формы в нужной степени. Форма имеет отверстие на каждом конце, через которое шланг можно высунуть наружу и зажать. Форма должна раскрываться на две или три части или может представлять собой единое целое. Если форму можно раскрыть, шланг кладут в форму, и форму закрывают. Если форма неразъемная, шланг можно вставить в форму с любого конца.
По этому способу исходную трубку предварительно нагревают в форме до температуры, достаточной для размягчения материала трубки. Шланг может иметь стенки, асимметричные по толщине, и его размер (диаметр) определяется типоразмером нужной манжеты. Например, типоразмер 9 трахеостомической трубки может быть изготовлен с исходной трубкой с наружным диаметром 8,61 мм (OD) и внутренним диаметром (ID) 8,5 мм. После того как трубка помещена в форму с достаточным количеством материала, выступающего с каждого конца, чтобы позволить плотно удерживать его, форму и трубку предварительно нагревают до температуры между 50 и 120°С, предпочтительно между 60 и 80°С. Предварительно нагретая исходная трубка растягивается в длину (по оси) растяжением за концы. Трубка должна быть растянута около на 50-200 процентов за время от 5 до 60 секунд с приложенным изнутри давлением (в просвет исходной трубки) воздуха, азота или другого инертного газа около 0,5 бар, в то время как температура поддерживается постоянной. Нагретую растянутую трубку затем накачивают под приложенным изнутри давлением воздухом, азотом или другим инертным газом под давлением между около 0,5 и 2 барами, при этом ей дают стянуться на 10-50 процентов за время между 5 и 15 секундами, чтобы сформировать баллон. Этот этап стягивания/накачки давления позволяет шлангу растягиваться, пока он не соприкоснется со стенками формы, но не вытянется до такой степени, чтобы он стал чрезмерно тонким и прорвался.
Необязательно баллон затем может быть подвергнут термоусадке, все еще в форме с зафиксированными концами, до температуры 130-165°С в течение времени около 30-90 секунд и под давлением, которое удерживает баллон надутым; например, около 0,5 бара. Баллон может быть охлажден при температуре около 20-50°С, а затем вынут из формы. Если форма представляет собой неразъемную форму, баллон следует сдуть, чтобы вынуть его без повреждения. Баллон можно сдуть, приложив к шлангу вакуум и откачав внутреннюю часть баллона. После того как баллон сдут, его можно легко вынуть из формы через любой конец или место ввода шланга в форму. Сформированный таким образом баллон впоследствии можно присоединить к трубке известными средствами.
Безусловно, для формирования компонента баллона могут быть использованы другие полимерные материалы. Например, компонент баллона может быть выполнен из термопластичных полимеров на основе полиуретана, термопластичных эластомеров на основе полиолефинов, термопластичных блок-сополимеров полиолефинов, СБС (стирол бутадиен стирол) ди-блок-эластомеров, СЭБС (стирол этилен бутилен стирол) три-блок-эластомеров, поливинил хлорида (ПВХ), полиэтилентерефталата (ПЭТФ) и их комбинаций и смесей. Более предпочтительно может быть использован полиуретан, поскольку обнаружено, что он вызывает меньшее раздражение тканей, чем другие материалы. Пригодные полиуретаны включают в себя полученные от компании Dow Chemical Company (Dow Plastics), предлагаемые под торговым названием Pellethane®. Предлагается большое число марок и твердости термопластичного эластомера полиуретана Pellethane® и конкретная выбранная марка для конкретного использования зависит от необходимых свойств конечного продукта. Твердость полимера, например, является характеристикой, которая может меняться в соответствии с требованиями различных приложений.
Пример
Использована исходная трубка из полиуретана, изготовленная из полиуретана компании Dow, обозначенного Pellethane® 2363-90A, который имеет твердость по дурометру 90А (ASTM D-2240). Этот полиуретан имеет температуру размягчения 110°С (ASTM D-790) и индекс расплава 30 г/10 мин при 224°С, 2160 г (ASTM D-1238). Трубка с наружным диаметром 8,61 мм (OD) и внутренним диаметром (ID) 8,5 мм помещена в неразъемную форму с пустым пространством, аналогичным пространству по фиг.4, и зажата на концах снаружи формы. Форму и шланг предварительно нагревают до температуры около 60°С. Когда достигнуто равновесие, шланг растягивают около на 75 процентов под небольшим внутренним давлением; 0,5 бара с использованием азота, за время около 10 секунд. Шлангу дают стянуться около на треть при внутреннем давлении 2 бара, чтобы сформировать баллон. Баллон подвергают термоусадке при температуре около 140°С в течение около 90 секунд под давлением около 0,5 бара. Баллон охлаждают при температуре около 45°С, к просвету шланга подают вакуум, чтобы сдуть баллон, и шланг и баллон вынимают из формы через один из концов.
Со ссылкой снова на фиг.4, которая представляет собой вид в перспективе полученного компонента надувного баллона 250, и фиг.5, на которой показан вид сбоку того же баллона, надувной баллон может включать в себя дистальный конец 255, дистальную зону присоединения 260, проксимальный конец 265, проксимальную зону присоединения 270, верхнюю область 275 и нижнюю область 280. Как указано выше, верхняя область предпочтительно имеет толщину от около 15 до около 30 микрометров, и нижняя область предпочтительно имеет толщину от около 5 до около 15 микрометров. На фиг.6 показан вид в перспективе другого варианта осуществления компонента надувного баллона 250, и на фиг.7 показан вид сбоку того же баллона. Как можно видеть на фиг.6 и 7, надувной баллон может включать в себя дистальный конец 255, дистальную зону присоединения 260, проксимальный конец 265, проксимальную зону присоединения 270, верхнюю область 275 и нижнюю область 280. Баллон по фиг.6 и 7 сформирован в основном тем же способом, что и баллон по фиг.4 и 5; исходный шланг вводится в форму так, чтобы шланг проходил через форму по прямой линии. Присоединение сформированного баллона к трахеостомической трубке приводит к смещению проксимального и дистального отверстий баллона от угла 180 градусов друг относительно друга.
Верхняя область, показанная на фиг.4-7, предпочтительно имеет толщину от около 15 до около 30 микрометров, и нижняя область предпочтительно имеет толщину от около 5 до около 15 микрометров. Размеры баллона от верхней области 275 до нижней области 280 могут составлять в диапазоне от около 50 миллиметров до около 25 миллиметров и предпочтительно могут составлять между около 35 миллиметрами и около 30 миллиметрами. Размеры от дистального конца 255 до проксимального конца 265 могут составлять в диапазоне от около 60 миллиметров или больше до около 25 миллиметров и предпочтительно могут составлять между около 40 миллиметрами и около 30 миллиметрами. Безусловно, подразумевается, что размеры могут быть больше или меньше.
Одним из преимуществ манжеты с надувным баллоном со стенками толщиной 30 микрон или меньше (например, от 15 до 30 микрон в верхней области до около от 5 до 15 микрон в нижней области) или даже меньше, является то, что такая манжета имеет гораздо более низкий профиль и прилегает плотнее к трубке до надувания, чем баллоны с более толстыми мембранами, например, толще 30 микрон. Обычные толстые баллоны предусматривают значительный дополнительный материал, который должен пройти через трахеальную стому при введении. Этот дополнительный материал требует большей стомы, через которую он проходит, создавая большую травму и возможно влияя на конечный исход для пациента.
Исходная трубка также может иметь неоднородные по толщине стенки. Сечение асимметричной исходной трубки 300 показано на фиг.8А и 8Б. Степень асимметрии центрального просвета 302 зависит от таких факторов, как тип термопластичного полимера и степень надувания и/или растяжения, которому подвергается трубка. За счет асимметрии трубку можно поворачивать до надувания, чтобы пользователь мог точно регулировать результирующий профиль толщины стенки баллона для конкретных приложений. Толщина стенки в различных точках баллона может даже больше различаться, чем для баллона, изготовленного тем же способом с симметричным шлангом. В альтернативном варианте шланг может быть ориентирован в асимметричной форме так, чтобы толщина стенки в различных точках баллона была почти одной и той же.
Эта заявка является одной из группы преданных патентных заявок, зарегистрированных в один день. Эта группа включает в себя заявку с серийным №12/206,517, автор Brian Cuevas, озаглавленную "Улучшенная трахеостомическая трубка с баллонной манжетой"; заявку с серийным №12/206,560, автор Brian Cuevas, озаглавленную "Улучшенная трахеостомическая трубка с баллонной манжетой, вставляемая более удобно"; заявку с серийным №12/206,480, автор Brian Cuevas, озаглавленную "Трубчатый наконечник для создания улучшенной трахеостомической трубки с баллонной манжетой"; заявку с серийным №12/206,583, автор Brian Cuevas, озаглавленную "Способ изготовления улучшенной трахеостомической трубки с баллонной манжетой".
Модификации и изменения настоящего изобретения очевидны для специалистов в этой области по приведенному выше подробному описанию. Подразумевается, что такие модификации и изменения охватываются объемом следующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛУЧШЕННАЯ ТРАХЕОСТОМИЧЕСКАЯ ТРУБКА С БАЛЛОННОЙ МАНЖЕТОЙ | 2008 |
|
RU2485981C2 |
| АСПИРАЦИОННАЯ СИСТЕМА, РАСПОЛОЖЕННАЯ НИЖЕ ГОЛОСОВОЙ ЩЕЛИ | 2010 |
|
RU2537944C2 |
| ДЕЙСТВУЮЩИЙ КАК КУЛАЧОК МЕХАНИЗМ РАЗЪЕДИНЕНИЯ ДЛЯ ТРАХЕОСТОМИЧЕСКОЙ ТРУБКИ | 2010 |
|
RU2552021C2 |
| ЭНДОТРАХЕАЛЬНАЯ ТРУБКА, ОБЕСПЕЧИВАЮЩАЯ ТОЧНОЕ ОПРЕДЕЛЕНИЕ ДАВЛЕНИЯ НА СЛИЗИСТУЮ ОБОЛОЧКУ ТРАХЕИ | 2003 |
|
RU2314836C2 |
| ВОЗДУХОВОДНОЕ УСТРОЙСТВО | 2005 |
|
RU2353402C2 |
| НАДУВНОЕ УСТРОЙСТВО ВВОДА ДЛЯ ПОДКОЖНОГО ВВЕДЕНИЯ | 2017 |
|
RU2735673C2 |
| СПОСОБ ЛЕЧЕНИЯ ТРОФИЧЕСКИХ ПОВРЕЖДЕНИЙ ГОРТАНИ И ТРАХЕИ У БОЛЬНЫХ С ТРАХЕОСТОМОЙ, НАХОДЯЩИХСЯ НА ДЛИТЕЛЬНОЙ ИСКУССТВЕННОЙ ВЕНТИЛЯЦИИ ЛЕГКИХ | 2011 |
|
RU2483683C1 |
| ЭНДОТРАХЕАЛЬНАЯ ТРУБКА (ВАРИАНТЫ) | 2020 |
|
RU2739347C1 |
| КАТЕТЕРНОЕ УСТРОЙСТВО ДЛЯ НЕОККЛЮЗИОННОГО РАСШИРЕНИЯ И РАСКРЫТИЯ | 2016 |
|
RU2741563C2 |
| ВОЗДУХОВОДНОЕ УСТРОЙСТВО В ВИДЕ ЛАРИНГЕАЛЬНОЙ МАСКИ С ВОЛОКОННО-ОПТИЧЕСКИМ БЛОКОМ | 2004 |
|
RU2341300C2 |
Заявленное изобретение относится к способу изготовления баллона, имеющего разную толщину, а именно к способу изготовления трахеостомической трубки с баллонной манжетой. Техническим результатом заявленного изобретения является создание баллона, более устойчивого в трахее и при этом более тонкого и деформируемого. Технический результат достигается в способе изготовления баллона, имеющего разную толщину стенок. Способ предусматривает обеспечение исходной трубки из термопластичного полимера, предварительный нагрев исходной трубки в асимметричной форме до температуры, достаточной для размягчения материала трубки. Затем проводят растяжение трубки и надувание трубки сжатым газом для растяжения материала трубки до соприкосновения с нагретой стенкой формы. При этом трубке дают возможность стянуться. Далее проводят охлаждение готового баллона и удаление готового баллона из формы. 2 н. и 8 з.п. ф-лы, 9 ил., 1 пр.
1. Способ изготовления баллона, имеющего разную толщину стенок, предусматривающий:
обеспечение исходной трубки из термопластичного полимера,
предварительный нагрев исходной трубки в асимметричной форме до температуры, достаточной для размягчения материала трубки,
растяжение трубки,
надувание трубки сжатым газом для растяжения материала трубки до соприкосновения с нагретой стенкой формы, при этом трубке дают возможность стянуться,
охлаждение готового баллона и удаление готового баллона из формы.
2. Способ по п.1, при котором готовый баллон имеет разную толщину стенок с верхней областью, имеющей толщину от около 15 до около 30 мкм и нижней областью, имеющей толщину от около 5 до около 15 мкм.
3. Способ по п.1, при котором термопластичный полимер выбран из группы, состоящей из термопластных полимеров на основе полиуретана, термопластичных эластомеров на основе полиолефинов, термопластичных блок-сополимеров полиолефинов, СБС (стирол бутадиен стирол) ди-блок-эластомеров, СЭБС (стирол этилен бутилен стирол) три-блок-эластомеров, поливинилхлорида, полиэтилена низкой плотности, полиэтилентерефталата и их комбинаций и смесей.
4. Способ по п.1, дополнительно предусматривающий стадию, после надувания трубки, термоусадки баллона путем его нагревания до некоторой температуры и в течение некоторого времени, достаточного для ориентации участков аморфного полимера.
5. Способ по п.1, дополнительно предусматривающий стадию, после охлаждения трубки, откачки трубки для сдувания баллона.
6. Способ изготовления баллона, имеющего различную толщину стенок, предусматривающий следующие стадии:
размещение исходной трубки с просветом в асимметричной форме, причем форма имеет отверстие на каждом конце, через которое выступает трубка;
удержание трубки плотно на каждом конце формы;
предварительный нагрев формы и трубки до температуры между 50 и 120°С;
растяжение трубки на около 50-200% за время между 5 и 60% с приложенным внутренним давлением воздуха, азота или другого инертного газа около 0,5 бар, при этом температура поддерживается постоянной;
накачка трубки под давлением, подаваемым внутрь воздухом, азотом или другим инертным газом при давлении между около 0,5 и 2 бар, при этом позволяя, трубке стянуться по длине на 10-50% за время между 5 и 15 с, чтобы сформировать баллон.
7. Способ по п.6, дополнительно предусматривающий стадии:
нагрева трубки еще в форме с плотно удерживаемыми концами трубки до температуры 130-165°С в течение около 30-90 с и при давлении для удерживания баллона надутым;
охлаждение баллона при температуре около 20-50°С;
удавление баллона из формы.
8. Способ по п.7, дополнительно предусматривающий стадию, до удаления баллона из формы:
сдувания баллона, чтобы его можно было вынуть без повреждения.
9. Способ по п.6, при котором исходная трубка содержит термопластичный полимер, при этом указанная трубка имеет ассимметричную толщину стенок.
10. Способ по п.9, при котором термопластичный полимер выбран из группы, состоящей из термопластичных полимеров на основе полиуретана, термопластичных эластомеров на основе полиолефинов, термопластичных блок-сополимеров полиолефинов, СБС (стирол бутадиен стирол) ди-блок-эластомеров, СЭБС (стирол этилен бутилен стирол) три-блок-эластомеров, поливинилхлорида, полиэтилена низкой плотности, полиэтилентерефталата и их комбинаций и смесей.
| US 7037562 В2, 02.05.2006 | |||
| US 2001022415 A1, 20.09.2001 | |||
| US 2003139762 A1, 24.07.2003 | |||
| US 6946092 В1, 20.09.2005 | |||
| US 2006175739 A1, 10.08.2006 | |||
| Способ формования концов медицинских трубчатых инструментов из термопластов | 1989 |
|
SU1742086A1 |
| Агрегат для изготовления полых изделий | 1973 |
|
SU564970A1 |

