Изобретения относятся к машиностроению, в частности к материалам и способам их получения, предназначенным для электроискрового легирования металлических поверхностей, и могут быть использованы для создания антифрикционного слоя на подшипниках скольжения в узлах трения.
Известен антифрикционный сплав на основе алюминия, который содержит следующие компоненты, мас.%: олово 0,5-5,0, кремний 1,0-6,0, медь 0,5-1,5, цинк 0,5-5,0, магний 0,3-0,8, никель 0,3-1,5, алюминий остальное (RU 2049140 [1]). Недостатком известного сплава являются его относительно невысокие антифрикционные свойства.
Известен антифрикционный сплав на основе алюминия, содержащий свинец, олово и медь и, по крайней мере, один элемент, выбранный из группы, содержащей индий и висмут, при следующем соотношении компонентов, мас.%: свинец 10,0-18,0, олово 6,0-10,0, медь 1,0-3,0 и, по крайней мере, один элемент, выбранный из группы, содержащей индий 0,5-5,0, висмут 0,1-0,6, алюминий - остальное. При одновременном содержании индия и висмута их соотношение (In/Bi) составляет (50-1)/1 (RU 2081932 [2]). Недостатком известного сплава являются его относительно невысокие антифрикционные свойства.
Известен состав для формирования новообразованного слоя на трущихся металлических поверхностях, содержащий мелкодисперсную основу в виде смеси и катализатор. В качестве мелкодисперсной основы использованы природные никель-железо-магнезиальные гидросиликаты, а в качестве катализатора - минерал из группы оливинов - форстерит или фаялит, при следующем соотношении компонентов, мас.%: никель-железо-магнезиальные гидросиликаты - 90-95, катализатор - 5-10, при этом размер зерен основы и катализатора соответствуют друг другу и составляет от 1 мкм до 100 мкм. (RU 2266979 [3]). Недостатком известного состава является сложность использования для конкретных поверхностей деталей машин, т.к. каждый раз необходимо подбирать состав в разном соотношении указанных в нем компонентов с учетом химического состава металлической трущейся поверхности и ее физико-механических свойств. Это особенно сложно при участии разнометаллических деталей, составляющих одну или разные пары трения, изготовленные из разнородных металлов при одной системе смазки, что является одним из самых распространенных и необходимых условий при создании машин и механизмов. Кроме того, недостатком известного сплава являются его относительно невысокие антифрикционные свойства.
Известен способ формирования антифрикционного покрытия кинематических пар, заключающийся в том, что между трущимися поверхностями размещают предварительно механоактивированную смесь размельченного формирующего антифрикционное покрытие вещества со связующим. В качестве формирующего антифрикционное покрытие вещества используют композицию природных минералов, содержащую, мас.%: Mg3Si2O5(ОН)4 10-60; MgFe2O4 10-60; MoS2 1-20, сопутствующие редкоземельные элементы 0,1-10, H2O - не более 5 (RU 2160856 [4]). Однако известное техническое решение не обеспечивает достаточно высокую стабильность и долговечность антифрикционного покрытия в широком диапазоне механических и температурных воздействий, что не позволяет обеспечить необходимую износостойкость контактирующих трущихся поверхностей. Это обусловлено тем, что в состав композиции, формирующей антифрикционное покрытие, входит природный серпентин, имеющий таблетчатую структуру, которая не обеспечивает в процессе модификации трущихся поверхностей достаточно низкий коэффициент трения. Как следствие, снижается износостойкость и долговечность антифрикционного покрытия.
Кроме того, в состав композиции входит магнезиоферрит MgFe2O4, который в природе в чистом виде не существует и встречается, как правило, в кристаллах в сростках с магнетитом в соотношении масс 1:1.
Известен способ формирования антифрикционного покрытия кинематических пар трущихся поверхностей, заключающийся в том, что между трущимися поверхностями размещают размельченную минеральную композицию, формирующую антифрикционное покрытие, содержащую серпентин Mg3Si2O5(OH)4. В качестве серпентина используют его полиморфную модификацию - хризотил, имеющий моноклинную сингонию с координационными числами 5,0<а<5,3А°, 9,0<b<9,2А°, 7,0<с<7,3А°, углами β между положительными направлениями кристаллографических осей 90° или 93°, при этом в композицию дополнительно введены форстерит (Mg2SiO4), гетит (FeO·OH) и гематит (Fe2O3) (RU 2243427 [5]). Используемый в способе состав не позволяет обеспечить необходимую износостойкость контактирующих трущихся поверхностей. Кроме того, недостатком известного состава являются его относительно невысокие антифрикционные свойства.
Наиболее близким по составу к заявляемому является известный материал для нанесения антифрикционного покрытия из сплава на основе алюминия, содержащего 4-22 мас.% олова и 0,4-1,0 мас.% меди, алюминий - остальное. Причем сплав содержится в виде порошка со следующим соотношением фракций, мас.%: фракция 1-50 мкм 5-20; фракция 51-150 мкм 80-95 (RU 2111280 [6]).
Недостатком известного сплава являются его относительно невысокие антифрикционные свойства и сложность изготовления.
Известен способ получения противоизносного состава, применяемого для снижения трения и защиты поверхностей от износа. Состав изготавливают путем грубого помола природного минерала серпентинита, затем проводят тонкий помол полученного серпентинита с добавлением воды и натриевого жидкого стекла. Полученную пульпу пропускают через магнитный сепаратор, затем производят сепарацию и сушку, вводят ее в минеральное индустриальное масло и загущают стеаратом лития. Грубый помол производят щековой дробилкой до размеров частиц серпентинита не более 5-10 мм. Тонкий помол производят на шаровой мельнице в течение 2-6 часов до получения частиц помола с максимальным размером не более 100 мкм и сопровождают постоянным заливом воды в соотношении не более 10% воды от объема сырья в мельнице. Размол контролируют при помощи анализатора частиц. После тонкого помола пульпу пропускают через магнитный сепаратор 2-3 раза. Слив взвешенной фракции производят через отверстие, которое находится на высоте, гарантирующей содержание частиц не более 10 мкм. В результате получают состав для трущихся соединений, содержащий природный минерал серпентинит, стеарат лития, натриевое жидкое стекло, индустриальное масло и воду, причем массовая доля воды составляет не более 10%, дисперсность порошковой смеси составляет 5-30 мкм, зольность не более 6% (RU 2368654 [7])
Недостатком известного способа является невозможность его применения для получения заявляемого антифрикционного материала.
Известен (RU 2223341 [8]) способ получения порошкового антифрикционного композиционного материала на основе меди, содержащего (мас.%): графит 1-3, олово 6-10, молибденоборосиликатное стекло 3-10, медь - остальное, включающий приготовление шихты путем смешения исходных компонентов, прессование полученной шихты под давлением 250 МПа и спекание в среде водорода при 760-780°С в течение 1,5 часов.
Недостатком известного способа является его сложность, обусловленная необходимостью предварительного изготовления молибденоборосиликатного стекла, его измельчения и отбора определенной фракции для введения в шихту. Кроме того, материал, полученный с помощью известного способа, вызывает повышенный износ сопряженных с ним в узлах трения деталей и не может быть применен для получения заявляемого антифрикционного материала.
Известен способ получения порошкового антифрикционного материала на основе меди (RU 2090398 [9]), включающий приготовление шихты, включающей смесь порошков меди и стекла, с последующим смешиванием с порошком бронзы, прессование и спекание в защитной среде.
Недостатком известного способа является необходимость двухстадийного приготовления включающей стекло шихты, что ведет к усложнению способа, а полученный с его помощью антифрикционный материал приводит к повышенному износу сопряженных с ним в узлах трения деталей. Кроме того, известный способ не позволяет решить задачу эффективной утилизации отработанных материалов, содержащих бронзу, в частности бронзографитовых материалов, и не может быть применен для получения заявляемого антифрикционного материала.
Наиболее близким к заявляемому является способ получения порошковых антифрикционных материалов на основе меди, включающий приготовление шихты, содержащей порошки меди и содержащий бронзу материал, ее прессование и спекание в защитной среде, в котором, в отличие от известного, в качестве содержащего бронзу материала в шихту вводят бронзографитовый порошок с размером частиц не более 250 мкм, полученный путем размола отработанных бронзографитовых подшипников, при этом в качестве такого материала используют отработанные бронзографитовые подшипники, порошок меди вводят в шихту в количестве 11-12% от количества бронзографитового порошка, прессование полученной шихты осуществляют при давлении 250-270 МПа, а спекание проводят при температуре 890-910°С в течение не менее 60 минут.
Недостатком известного способа является невозможность его применения для получения заявляемого антифрикционного материала.
Заявляемые в качестве изобретений антифрикционный материал и способ его получения направлены на повышение триботехнических свойств контактирующих поверхностей за счет уменьшения коэффициента трения.
Указанный результат достигается тем, что антифрикционный материал содержит смесь металлических порошков следующего состава (мас.%):
и порошковый серпентин с общей формулой Mg3Si2O5(OH)4 при следующем соотношении компонентов (мас.%):
Указанный результат достигается тем, что способ приготовления антифрикционного материала включает смешивание порошков олова размером менее 45,0 мкм в количестве 18,0-22,0 мас.%, серпентина размером менее 10,0 мкм в количестве 5,0-30,0 мас.% и алюминий размером менее 20,0 мкм в количестве - остальное, прессование при давлении 500,0-800,0 МПа и последующее спекание компонентов на воздухе при температуре 135-200°С в течение 3-5 ч.
Заявляемый антифрикционный материал на основе алюминия с приведенным выше составом позволяет существенно повысить трибологические свойства контактного слоя за счет снижения коэффициента трения.
Введение в материал серпентина менее 5% приводит к тому, что готовый материал не обеспечивает высокие трибологические свойства, в результате чего повышается коэффициент трения.
Введение в материал серпентина более 30% приводит к тому, что возрастает пористость компактного материала. Прочность прессовки крайне низкая, она не выдерживает механического воздействия, что делает процесс нанесения антифрикционного покрытия нетехнологичным. В процессе контактного взаимодействия начинается интенсивный абразивный износ контртела с образованием частиц износа.
При содержании олова более 22% снижается теплопроводность материала, повышается его вес, возрастает стоимость. Увеличивается вероятность образования налипов на контактной поверхности, что приводит к задиру контактного слоя.
При содержании олова менее 18% ухудшаются антифрикционные свойства поверхностного слоя в условиях граничного трения, увеличивается коэффициент трения, что приводит к задиру.
Предлагаемый способ получения антифрикционного материала предусматривает его компактирование в виде прутка, который служит электродом для процесса электроискрового легирования контактной поверхности. Получение качественного электрода предусматривает его однородный химический состав по всему объему, определенный размер зерна (фракции), плотность и механическую прочность для крепления в зажимах установки и воздействия избыточного давления со стороны электрического разряда. Получение надежного и качественного антифрикционного покрытия предусматривает использование соответствующих электродов, которые можно получить только предлагаемым способом.
Использование в способе приготовления компактного антифрикционного материала порошков с размерами частиц больше указанных приводит к повышению шероховатости исходной поверхности и снижению триботехнических характеристик контактной поверхности.
При прессовании антифрикционного материала давление менее 500,0 МПа приводит к некачественной заготовке, которая проявляется в повышенной пористости и низкой механической прочности.
При прессовании антифрикционного материала при давлении более 800,0 МПа происходит растрескивание прессованного изделия из-за возникающих напряжений.
При спекании ниже температуры 135°С в указанном временном интервале процессы твердофазного спекания протекают крайне медленно и не дают получения качественного изделия.
При спекании прессованной заготовки с температурой выше указанного температурного интервала возможен процесс локального оплавления оловянистой фазы (232°С) и ее вытекания из алюминиевой матрицы, кроме того, начинают инициироваться процессы окисления алюминиевого порошка и потери антифрикционных свойств.
Сущность заявляемых изобретений поясняется примерами их реализации.
Пример. Антифрикционный материал в виде прутка изготавливается следующим образом. Порошок алюминия АСД 4 с размером <20,0 мкм, порошок олова ПО 1 с размером <45,0 мкм и порошок серпентина с размером <10,0 мкм в соотношениях (см. таблицу 1) смешивали в шаровой мельнице. Готовую смесь засыпали в пресс-форму. Материал получали на гидравлическом прессе с усилием 50 т при давлении прессования 500-800,0 МПа в виде прутка, размер которого составлял 6,5×6,0×42,8 мм. После прессования полученный пруток подвергали твердофазному спеканию при температуре 135-200°С в течение 3-5 часов. В результате получался электрод с нормальной плотностью и механической прочностью, достаточной для его использования при электроискровом легировании. Покрытия из антифрикционного материала на поверхность трения наносили на установке для электроискрового легирования «Эли-трон-22 А». Испытания проводились на трибометре «Т-05» по схеме «вал - частичный вкладыш». Кольца (контробразцы) диаметром 35 мм были выполнены из Ст.ШХ15, частичные вкладыши (образцы) были выполнены из Ст.45, на трущуюся поверхность которых наносились антифрикционные покрытия. В качестве смазочной среды использовалось масло МС20. Скорость скольжения составляла 0.7 м/с. Нормальная нагрузка на приработочном этапе ступенчато нарастала начиная от 150 Н и заканчивая 1200 Н (для ресурсных испытаний). На этапе приработки было 5 ступеней нагрузок: 150 Н, 600 Н, 900 Н, 1050 Н и 1200 Н, общее время приработки 2 часа. После приработки пара трения продолжала свою работу с той же нагрузкой 1200 Н, до достижения режима стационарного трения (4-5 часов). В процессе проведения эксперимента прибором велась непрерывная запись силы трения, температуры смазочной среды (70-80°С) и сближения образца с контробразцом. Коэффициент трения вычислялся как отношение силы трения к нормальной нагрузке. Для каждого примера использовались три образца.
Результаты экспериментов по испытанию предлагаемого антифрикционного материала и способ получения электрода сведены в таблицы. В таблице 1 представлены данные, показывающие зависимость антифрикционных свойств (коэффициента трения) от состава контактной поверхности вкладышей.
В примере №1 при отсутствии серпентина в материале происходило интенсивное истирание антифрикционной поверхности, что приводило к повышенному износу, повышению температуры в области контакта и коэффициенту трения.
В примере №2 при повышенном содержании серпентина в материале на контактной поверхности происходило чрезмерное образование керамических частиц, что вызывало повышенный абразивный износ антифрикционного покрытия.
Для примеров №3 и №4 при ресурсных испытаниях на всех трех образцах для каждого случая происходило образование задира, которое приводило к скачкообразному увеличению коэффициента трения, Для образцов примера №3 значение f изменялось от 0,075 до 0,095, а для образцов примера №4 от 0,080 до 0,12.
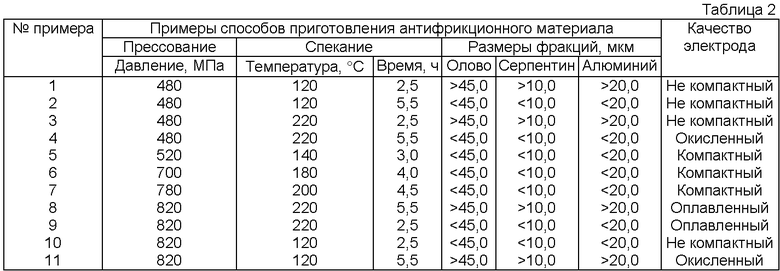
Результаты реализации предлагаемого способа представлены в таблице 2.
Для примеров №1, 2, 3 материал имел очень небольшую механическую прочность сразу после прессования и рассыпался. Такое же явление происходило при твердофазном спекании.
Для примера №4 давления при прессовании порошков не хватало для получения заданной геометрии, что приводило к скалыванию и разломам поверхности электрода. При спекании происходило окисление порошков алюминия и олова, что делало процесс электроискрового легирования не целесообразным.
В примерах №5, 6 и 7 использованы параметры заявляемого способа: интервалы давления при прессовании, температуры и время при спекании и размеры фракций. Использование таких режимов приводит к получению компактного, плотного и механически прочного электрода для нанесения антифрикционного покрытия.
Для примеров №8, 9, 10 и 11 при запредельных давлениях происходило растрескивание заготовки из-за возникающих напряжений. Для примеров №8 и 9 при спекании начиналось частичное выплавление оловянистой фазы в связи с неоднородным температурным градиентом. В примере №11 после увеличения времени твердофазного спекания произошло значительное окисление частиц оловянного и алюминиевого порошка, что при дальнейшем использовании привело к потере антифрикционных свойств материала.
Как установлено, использование порошков с более крупными фракциями приводит к повышению шероховатости готового антифрикционного покрытия с показателями Ra 1,5-3,0 мкм и значительному повышению коэффициента трения до значений 0,09-0,10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 2008 |
|
RU2378404C2 |
| СОСТАВ АНТИФРИКЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 2008 |
|
RU2396144C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 2005 |
|
RU2285582C1 |
| СПЕЧЕННЫЙ АНТИФРИКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 1991 |
|
RU2024639C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПОРОШКОВОГО АНТИФРИКЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МЕДИ | 1998 |
|
RU2151212C1 |
| КОМПОЗИЦИОННЫЙ АЛМАЗОСОДЕРЖАЩИЙ МАТЕРИАЛ ИНСТРУМЕНТАЛЬНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2534713C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО МАТЕРИАЛА НА ОСНОВЕ ЦИНКА (ВАРИАНТЫ) | 2009 |
|
RU2418085C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ АНТИФРИКЦИОННЫХ ДЕТАЛЕЙ НА ОСНОВЕ ЖЕЛЕЗА | 2008 |
|
RU2388578C2 |
| Способ получения порошкового композита на основе меди с улучшенными прочностными характеристиками | 2019 |
|
RU2718523C1 |
| СПОСОБ ФОРМИРОВАНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ КИНЕМАТИЧЕСКИХ ПАР ТРУЩИХСЯ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2243427C1 |
Изобретение относится к порошковой металлургии, в частности к антифрикционным материалам и способам их получения. Антифрикционный материал содержит смесь металлических порошков, содержащую 18,0-22,0 мас.% олова и алюминий - остальное, и порошковый серпентин с общей формулой Mg3Si2O5(OH)4 при следующем соотношении компонентов, мас.%: смесь металлических порошков 70,0-95,0; порошок серпентина 5,0-30,0. Для приготовления антифрикционного материала смешивают порошки олова размером менее 45,0 мкм в количестве 18,0-22,0 мас.%, серпентина размером менее 10,0 мкм в количестве 5,0-30,0 мас.% и алюминия размером менее 20,0 мкм - остальное. Прессуют при давлении 500,0-800,0 МПа и спекают на воздухе при 135-200°С в течение 3-5 часов. Полученный материал обеспечивает повышение триботехнических свойств контактирующих поверхностей за счет уменьшения коэффициента трения. 2 н.п. ф-лы, 2 табл., 1 пр.
1. Антифрикционный материал, полученный из смеси металлических порошков следующего состава, мас.%:
и порошкового серпентина с общей формулой Mg3Si2O5(OH)4 при следующем соотношении компонентов, мас.%:
2. Способ приготовления антифрикционного материала, включающий смешивание порошков олова размером менее 45,0 мкм в количестве 18,0-22,0 мас.%, серпентина размером менее 10,0 мкм в количестве 5-30 мас.% и алюминия размером менее 20,0 мкм - остальное, прессование при давлении 500-800,0 МПа и последующее спекание компонентов на воздухе при температуре 135-200°С в течение 3-5 ч.
| CN 102134661 А, 27.07.2011 | |||
| ШИХТА ДЛЯ АНТИФРИКЦИОННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЯ И СПЕЧЕННЫЙ АНТИФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЯ, ПОЛУЧЕННЫЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2007 |
|
RU2359051C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ПОДШИПНИКА | 1992 |
|
RU2064615C1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Устройство для мгновенного обнаружения обрыва уточной нити в зеве многозевного ткацкого станка | 1988 |
|
SU1685265A3 |

