Изобретение относится к области порошковой металлургии, в частности к антифрикционным материалам для высоконагруженных узлов трения, и может быть использовано при изготовлении антифрикционных втулок.
Известен способ получения антифрикционных порошковых материалов на основе бронзы (патент РФ №2090308, МПК B22F 1/00, опубл. 1997.09.20), включающий приготовление шихты, состоящей из смеси порошков меди и стекла, с последующим смешиванием с порошком бронзы, смесь порошков меди и стекла обрабатывается в аттриторе, причем шихта состоит из следующих соотношений компонентов, мас.%: стекло - 5…20, медь - 5…20, бронза - остальное.
Известен способ получения антифрикционного материала на основе меди (патент РФ №2203972, МПК С22С 1/05, B22F 3/20, B22F 3/24, опубл. 2003.05.10), включающий приготовление порошковой смеси путем механохимического легирования с добавлением твердой смазки и геттера, холодное прессование, спекание и горячую экструзию, при этом после горячей экструзии материал подвергают закалке при температуре 850±30°С, охлаждают в ванне с водой и подвергают старению при температуре 400±50°С, после чего охлаждают вместе с печью. Изобретение относится к способам изготовления антифрикционных материалов с твердыми смазками на основе меди, предназначенных для получения деталей триботехнического назначения (самосмазывающихся износостойких подшипников скольжения в узлах трения), при этом увеличивается процентное содержание твердых смазок в объеме материала, что повышает его прочностные характеристики.
Известен способ получения антифрикционных порошковых материалов на основе меди (патент РФ №2285582, МПК B22F 3/12, С22С 1/05, B22F 8/00, F16C 33/12, опубл. 2006.10.20), включающий приготовление шихты, содержащей бронзографитовый порошок с размером частиц не более 250 мкм, полученный путем размола отработанных бронзографитовых подшипников, и порошок меди в количестве 11-12% от количества бронзографитового порошка. Полученную шихту прессуют при 250-270 МПа и спекают в защитной среде при 890-910°С не менее 60 минут. Однако известный антифрикционный порошковый материал на основе меди не может использоваться для высоконагруженных узлов трения, в частности при изготовлении антифрикционных втулок.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в повышении антифрикционных свойств порошковых материалов на основе меди, увеличении их износостойкости для изготовления антифрикционных втулок.
Технический результат достигается тем, что в способе получения антифрикционных порошковых материалов на основе меди, включающем приготовление шихты, состоящей из смеси порошка меди и легирующих материалов, смешивание, прессование и спекание, новым является то, что в качестве легирующих материалов используют олово-порошок, порошок свинцовый, графит, а после операции спекания осуществляют последовательно калибровку и повторное спекание, причем шихта содержит компоненты при следующем соотношении, мас.%:
Спекание осуществляют путем последовательного увеличения температуры от 20 до 600°С с выдержкой 1,5 часа и дальнейшим повышением температуры до 660±5°С с выдержкой 1,5 часа и последующим охлаждением на воздухе, путем обдува в потоке диссоциированного аммиака, а калибровку осуществляют при удельном давлении, равном давлению прессования, с последующим режимом спекания путем последовательного увеличения температуры от 20 до 860±5°С с выдержкой 1,5 часа и последующим охлаждением на воздухе, путем обдува в потоке диссоциированного аммиака.
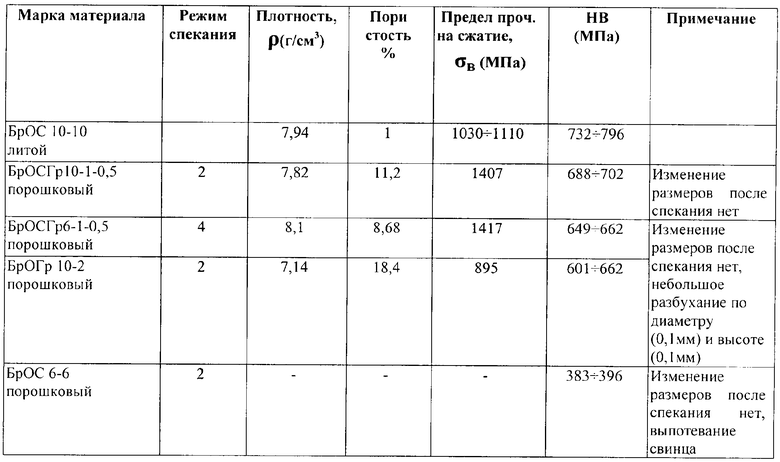
На чертеже представлена таблица свойств антифрикционных материалов на основе меди после операции калибровки и повторного спекания.
Введенные легирующие элементы в состав композиции на медной основе имеют следующее назначение:
- олово хорошо взаимодействует с медью, образуя при этом легкоплавкую эвтектику (CuSn), которая легко заполняет поры и тем самым обеспечивает стабильность размеров прессуемых изделий;
- графит улучшает прессуемость заготовок, улучшая эрозионные свойства медных изделий;
- свинец улучшает антифрикционные свойства изделий и обеспечивает стабильность размеров после спекания.
Технологический процесс изготовления антифрикционных втулок методом порошковой металлургии состоит из следующих основных операций: подготовка исходных компонентов; взвешивание исходных компонентов; перемешивание составляющих шихты; дозировка; прессование; спекание.
Операция подготовки исходных материалов заключается в получении порошковой фракции с размерами частиц 140÷150 мкм и менее методом просеивания через сетки с размерами ячейки заданных размеров и сушки графита при температуре 100°С. Затем просеянные и отобранные по необходимым фракциям порошки взвешивались на гастрономических весах типа РМ 10Ц13у с точностью до ±0,5 г.
В соответствии с количественным соотношением компонентов шихты основой является медный порошок, а остальные составляющие являются легирующими материалами, в связи с этим строго соблюдалась последовательность засыпки отвешенных компонентов шихты в смеситель по мере их уменьшения процентного состава. В случае изменения диапазона количественного состава компонентов происходит ухудшение физико-технических свойств получаемого материала, что не позволяет его использовать в производстве антифрикционных втулок шестеренчатых маслонасосов.
Легирующие материалы засыпают в шихту последовательно по мере уменьшения их процентного состава. Перемешивание осуществлялось в смесители типа «пьяная бочка» в течение 6 часов с обязательной загрузкой стальных уголков, обеспечивающих качественное перемешивание составляющих шихты. В качестве пластификатора использовали стеарат цинка. После анализа химического состава шихты следует операция дозировки, которая производилась на технических весах с точностью взвешивания до 0,1 г.
Прессование образцов осуществлялось в пресс-форме на гидравлическом прессе с удельным усилием прессования от 200 до 400 МПа.
Спекание проводилось в камерной печи типа СНОЛ, в защитной среде диссоциированного аммиака.
Контейнер с шихтой загружался в холодную печь. Температура повышалась до 600°С с выдержкой 1,5 часа, после чего температура повышалась до 660°С с выдержкой 1,5 часа. Охлаждение осуществлялось вместе с контейнером на воздухе с обдувом в потоке диссоциированного аммиака.
С целью уплотнения и упрочнения порошкового материала в технологический процесс ввели дополнительные операции: калибрование изделий, повторное спекание.
Удельное давление при операции калибровки равнялось давлению прессования. Спекание после калибровки производили по следующему режиму:
- загрузка контейнера в холодную печь, повышение температуры до 860°С - выдержка 1,5 часа;
- охлаждение с контейнером на воздухе с обдувом в потоке диссоциированного аммиака.
Результаты испытания образцов после введения дополнительных операций показали, что твердость порошковых легированных материалов увеличилась до уровня литого материала.
Проведенные исследования показали, что изготовление антифрикционных втулок шестеренчатых маслонасосов методом порошковой металлургии из легированного порошка на медной основе имеет ряд преимуществ перед технологическим процессом литья прутков различного диаметра:
- высокий коэффициент использования материала 0,9÷0,98;
- максимальное приближение форм и размеров заготовки к форме и размерам готового изделия;
- наличие пористости в изделиях из порошковых материалов, обусловленной не сплошной поверхностью, улучшает прирабатываемость сопрягаемых деталей, обеспечивая при этом образование масляной пленки на трущихся поверхностях изделий, что создает эффект самосмазываемости, исключающий сухое трение, и уменьшает износ цилиндров двигателя при его холодном запуске.
Таким образом, предлагаемый способ получения антифрикционных порошковых материалов для изготовления антифрикционных втулок методом порошковой металлургии позволит повысить их износостойкость, что приведет к повышению надежности в эксплуатации антифрикционных втулок, повышению коэффициента использования материала и, следовательно, повышению экономичности производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ АНТИФРИКЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 2008 |
|
RU2396144C2 |
| АНТИФРИКЦИОННЫЙ ПОРОШКОВЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2677166C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОГО МАТЕРИАЛА НА ОСНОВЕ ЖЕЛЕЗА | 2010 |
|
RU2424873C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОГО МАТЕРИАЛА НА ОСНОВЕ МЕДИ | 2011 |
|
RU2460816C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 2005 |
|
RU2285582C1 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2470082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ ЦИЛИНДРОВ ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2376109C1 |
| Способ получения порошкового композита на основе меди с улучшенными прочностными характеристиками | 2019 |
|
RU2718523C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 1991 |
|
RU2006511C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПОРОШКОВОГО АНТИФРИКЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МЕДИ | 1998 |
|
RU2151212C1 |
Изобретение относится к порошковой металлургии, в частности к антифрикционным материалам на основе меди для высоконагруженных узлов трения. Может использоваться при изготовлении антифрикционных втулок. Готовят шихту, содержащую, мас.%: порошок олова 9,5-10; порошок свинцовый 0,5-1,0; графит 0,3-0,5; порошок медный электролитический - остальное. Шихту прессуют и спекают путем последовательного увеличения температуры до 600±5°С с выдержкой 1,5 часа, дальнейшим повышением температуры до 660±5°С с выдержкой 1,5 часа и охлаждением на воздухе, путем обдува в потоке диссоциированного аммиака. После спекания осуществляют калибровку при удельном давлении, равном давлению прессования, с последующим повторным спеканием путем последовательного увеличения температуры до 860±5°С с выдержкой 1,5 часа и последующим охлаждением на воздухе. Способ позволяет повысить антифрикционные свойства, увеличить износостойкость. 1 з.п. ф-лы, 1 ил.
1. Способ получения антифрикционных порошковых материалов на основе меди, включающий приготовление шихты, состоящей из смеси порошка меди и легирующих материалов, смешивание, прессование, спекание, калибровку и повторное спекание, отличающийся тем, что спекание осуществляют путем последовательного увеличения температуры до (600±5)°С с выдержкой 1,5 ч и дальнейшего повышения температуры до (660±5)°С с выдержкой 1,5 ч, и последующего охлаждения на воздухе путем обдува в потоке диссоциированного аммиака, а калибровку осуществляют при удельном давлении, равном давлению прессования, с последующим режимом спекания путем последовательного увеличения температуры до (860±5)°С с выдержкой 1,5 ч и последующего охлаждения на воздухе путем обдува в потоке диссоциированного аммиака, при этом в качестве легирующих материалов используют порошок олова, порошок свинцовый, графит при следующем соотношении компонентов шихты, мас.%:
2. Способ по п.1, отличающийся тем, что шихту готовят последовательной засыпкой легирующих материалов по мере уменьшения их процентного содержания.
| KR 102005104982 А, 03.11.2005 | |||
| Спеченный антифрикционный материал на основе меди | 1976 |
|
SU562583A1 |
| RU 2058411 С1, 20.04.1996 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материла | 1974 |
|
SU521185A1 |
| ФЕДОРЧЕНКО И.М | |||
| и др | |||
| Порошковая металлургия | |||
| Материалы, технология, свойства, области применения /Справочник | |||
| - Киев: Наукова думка, 1985, с.265. | |||

