В различных областях применения, в частности в горнорудной промышленности, в строительстве, в пищевой промышленности и во многих других отраслях, известно использование концевых соединений сплошных лент, которые называют также конвейерными лентами, ленточными транспортерами, бесконечными лентами, ремнями и так далее. Такие концевые соединения бывают двух основных типов: непосредственные соединения, получаемые склеиванием или вулканизацией соответствующим образом подготовленных концов конвейерных лент, и соединения, в которых используют специальные устройства, накладываемые на каждый из двух концов ленты либо с помощью скоб, заклепок или винтов, либо с помощью захватов, или крючков, которые образуют единое целое с соединительными устройствами. Указанные соединительные устройства включают в себя группы U-образных скреп, снабженных звеньями, охватывающими с двух сторон каждый из концов ленты, каковые концы просто обрезаются в направлении поперек ленты, перпендикулярно к ее продольному направлению, или направлению перемещения. Звенья одной из групп скреп, прикрепленных к первому концу ленты, перекрываются со звеньями второй группы скреп, прикрепленных ко второму концу ленты, причем имеется поворотный соединительный стержень, который поочередно входит в звено первой группы, а затем в звено второй группы и так далее, вплоть до последнего звена. Специалистам очевидно, что впоследствии полученный таким образом узел работает как шарнир.
Каждая из указанных скреп имеет на линии продолжения одного или нескольких, обычно двух, звеньев, одну верхнюю пластину и одну нижнюю пластину, которые служат для крепления звеньев, как сказано выше, с помощью скоб, заклепок или иных подобных приспособлений. Они поставляются в виде разделяемых на куски полос, образующих группы примыкающих друг к другу скреп, которые соединены металлом примыкающих друг к другу пластин, причем в металле выполнен паз, благодаря чему удается, разделяя скрепы, отбирать из полосы, включающей в себя большое количество скреп, столько, сколько их требуется на момент монтажа.
Существуют и скрепы иного типа для соединения конвейерных лент, а именно скрепы с захватами. Вначале применяли отдельные скрепы из металлической проволоки, изогнутые в виде буквы U с отогнутыми кончиками, подобные тем, которые известны под названием «витковые скрепы» и применяются, например, при изготовлении кроватных сеток, пружинных кресел и пружинных матрацев. Такие скрепы предназначались, например, для выполнения соединений сравнительно тонких ремней или конвейерных лент. Во избежание нежелательного взаимодействия между кончиками, крепящими эти скрепы, с выступанием за концы конвейерных лент U-образный сгиб смещали в сторону, что приводило к формированию ветвей разной длины без опасности взаимодействия захватов в процессе зажатия скреп на концах конвейерных лент. Скрепы такого типа, которые мы будем ниже называть «скрепами 1-го поколения», описаны, например, в нескольких более ранних документах, относящихся к усовершенствованиям скреп 1-го поколения, которые считались известными с 1935 года. Это германский патент, выданный на имя Paul Wever, с датой подачи заявки 09.08.1935 г., французский патент 2055625 за 24.07.1970 г. с конвенционным приоритетом для заявки на германскую полезную модель G 6929255.3, поданной 24.07.1967 г.компанией Thomas Joseph Heimbach GmbH, и патент США 5048675 от 06.02.1991 г. с приоритетом от 06.12.1990 г. для германской полезной модели 9016586 (компании Mühlen Sohn GmbH).
В перечисленных выше документах характеризуется базовый технический уровень в области соединительных скреп с захватами, применительно к которому мы будем ниже говорить о «1-ом поколении». Как видно из чертежей, речь идет об отдельных проволочных скрепах в виде разомкнутой буквы U, каждая из которых имеет по два изогнутых кончика и которые укладывают в сжатом состоянии на конец конвейерной ленты, причем нижняя часть U-образной детали выступает за этот конец, образуя при этом, вместе с остальными скрепами данной группы, ряд звеньев, которые могут перекрываться с другими звеньями, находящимися на другом конце конвейерной ленты.
Из указанных документов с очевидностью явствует, что во избежание нежелательного взаимодействия между нижним и верхним захватами одной и той же скрепы изменяют либо форму захватов (как в последнем из цитированных выше патентов), либо длину верхней и нижней ветвей одной и той же скрепы. В конструкции согласно первому из цитированных выше патентов поочередно используют сначала короткую скрепу, затем длинную и так далее. Отсюда следует, что уже довольно давно, еще со времен 1-го поколения, когда применялись отдельные проволочные скрепы, производители задумывались над тем, как по мере возможности предотвратить разрыв конца ленты, распределяя кончики отдельных захватов в продольном направлении во избежание возникновения «эффекта перфорации».
Одно из усовершенствований состоит в том, чтобы соединить вместе отдельные скрепы специальной сплошной планкой, связывающей верхние захваты, которые были смещены относительно нижних захватов, располагающихся, в свою очередь, на линии продолжения звеньев, причем верхние захваты должны располагаться по обе стороны от продольной оси звеньев, которая является в то же время осью нижних захватов. Для получения таких скреп применяли вырез в металлическом листе или полосе. Ниже мы будем называть подобные скрепы «скрепами 2-го поколения».
В конструкции согласно опубликованной заявке EP 0752542 A1 (на имя Sulzle) к скрепам 2-го поколения добавлены планки, соединяющие два нижних захвата.
Однако такие полосы скрепы 2-го поколения страдали следующими недостатками: сплошная планка, соединяющая верхние скрепы, служила причиной увеличения жесткости устройства в направлении ширины полосы; количество захватов на каждое звено составляло в конечном итоге все лишь два, что не позволяло обеспечить надежную укладку звеньев при наличии значительных растягивающих напряжений точечного характера или даже действующих на более протяженном участке.
Целью изобретения является разработка устройства для соединения конвейерных лент, в котором применялись бы группы скреп нового типа, обладающих гибкими свойствами, с одновременным обеспечением гораздо более надежной укладки звеньев по краям концов конвейерных лент благодаря такой их геометрии, которая дает возможность применить существенно большее количество захватов на каждое звено, в результате чего достигается крепление с жесткой связью между звеньями, так что рассматриваемое устройство оказывается устойчивым к гораздо более значительным растягивающим напряжениям, действующим на конвейерную ленту и, следовательно, на соединение, без малейшего повреждения при этом концов этой ленты.
Для достижения указанной цели предложено устройство для соединения конвейерных лент, образованное первой группой звеньев, которые выполнены с возможностью крепления на одном из двух концов конвейерной ленты, и второй группой звеньев, которые выполнены с возможностью крепления на другом конце указанной конвейерной ленты, причем звенья обеих групп закреплены на соответствующих концах конвейерной ленты таким образом, чтобы они выступали за эти концы, обе группы звеньев выполнены с возможностью шарнирного скрепления с помощью шарнирного соединительного стержня, последовательно входящего в одно из звеньев первой группы, затем в одно из звеньев второй группы, и так далее, а звенья обеих групп, закрепленные на соответствующих концах конвейерной ленты, предварительно сделаны перекрывающими друг друга с обеспечением сближения обоих концов конвейерной ленты, отличающееся тем, что звенья каждой из двух групп соединены с крепежными пластинками, причем верхняя ветвь первого звена соединена с верхней пластинкой, верхняя ветвь второго звена, смежного с первым звеном, соединена с указанной верхней пластинкой, нижняя ветвь указанного второго звена соединена с нижней пластинкой, нижняя ветвь третьего звена, смежного со вторым звеном, соединена с указанной нижней пластинкой, и так далее, с формированием при этом меандровой структуры, в которой между верхними и нижними пластинками может входить один из концов конвейерной ленты, при этом верхние и, соответственно, нижние пластинки снабжены захватами, или крючками, кончики которых ориентированы в целом в направлении вниз у верхних пластинок и в целом в направлении вверх у нижних пластинок, каковые захваты расположены на крах(ях) пластинок и/или в теле поверхности пластинок.
Другая цель изобретения состоит в облегчении укладки группы скреп согласно изобретению путем введения специального средства стыковки группы скреп по всей длине конца конвейерной ленты.
Эта цель достигается с помощью специальных упоров, выполнение которых оказывается несложным благодаря предложенной в соответствии с изобретением геометрии, при которой пластинки снабжены упорами, каждый из которых образован куском листа, вырезаемым одновременно с остальными элементами - звеньями, пластинками и захватами, - причем этот кусок листа соединен с пластинкой линией сгиба и заходит приблизительно под прямым углом относительно плоскости пластинки в пространство, находящееся между верхними и нижними пластинками, куда должен вставляться конец конвейерной ленты, а линия сгиба располагается в зоне задней части звеньев, на том участке, куда должен подходить передний край конца конвейерной ленты.
Ниже иллюстрируются также остальные достоинства данного изобретения применительно к отдельным вариантам осуществления со ссылками на чертежи, на которых:
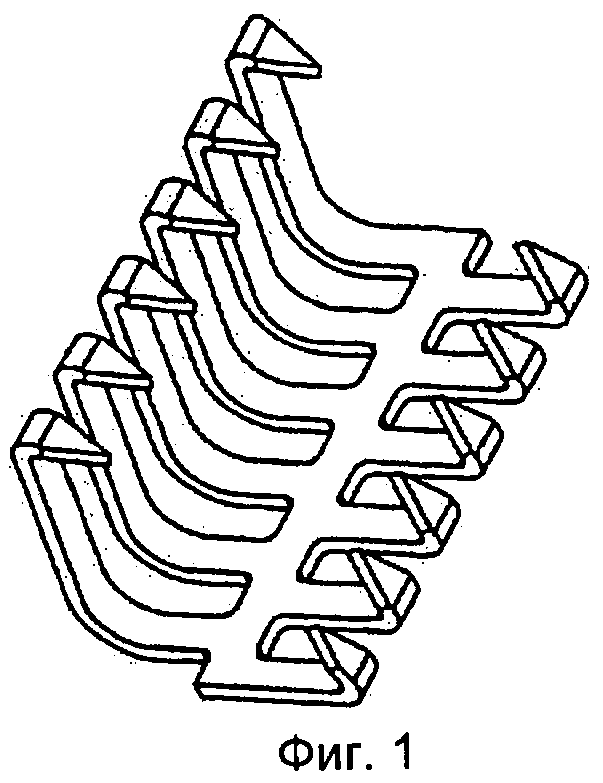
фиг.1 представляет собой вид в аксонометрии группы скреп 2-го поколения;
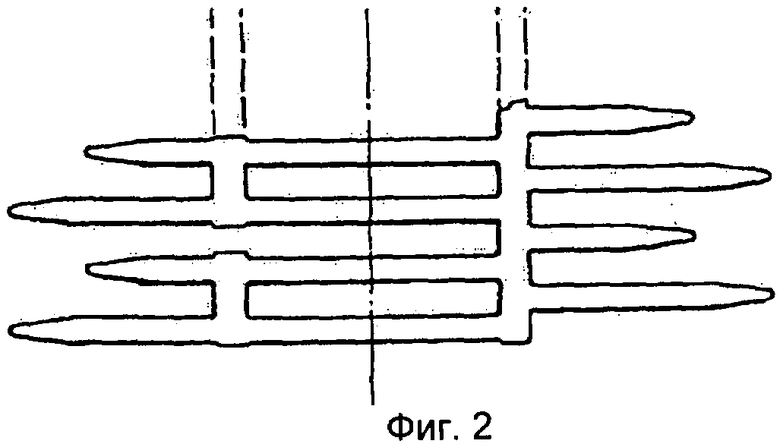
фиг.2 - вид сверху заготовки для вырезания скреп согласно заявке на Европейский патент EP 0752542 A1;
фиг.3 - вид в аксонометрии, иллюстрирующий первый вариант выполнения скреп согласно изобретению;
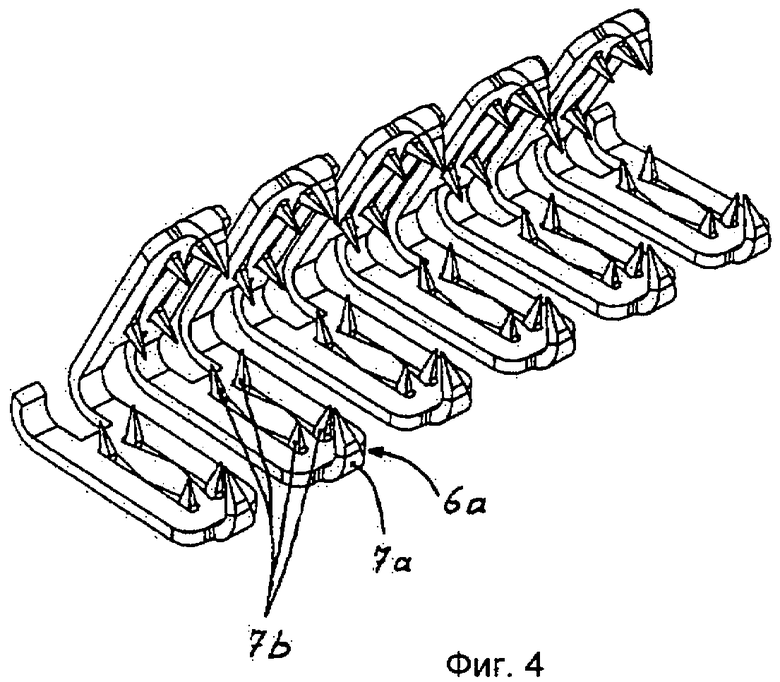
фиг.4 - вид в аксонометрии, иллюстрирующий второй вариант выполнения скреп согласно изобретению;
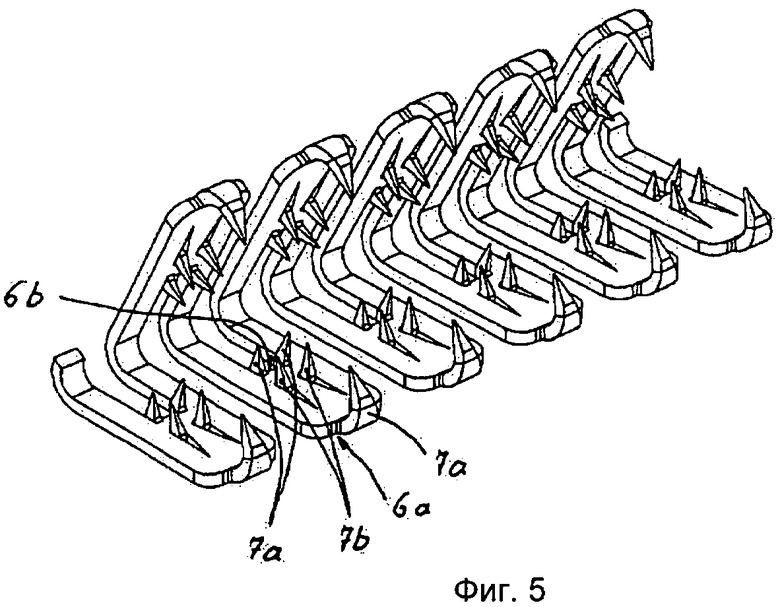
фиг.5 - вид в аксонометрии, иллюстрирующий третий вариант выполнения скреп согласно изобретению;
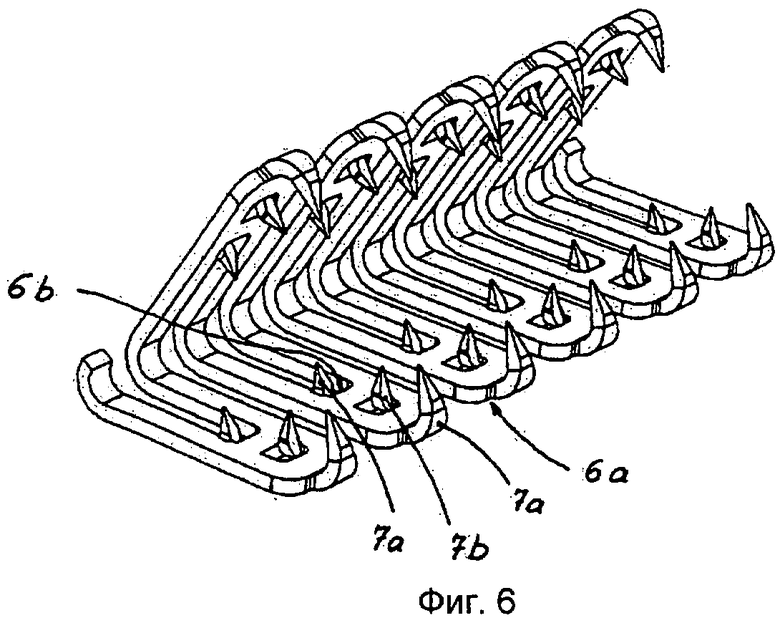
фиг.6 - вид в аксонометрии, иллюстрирующий четвертый вариант выполнения скреп согласно изобретению;
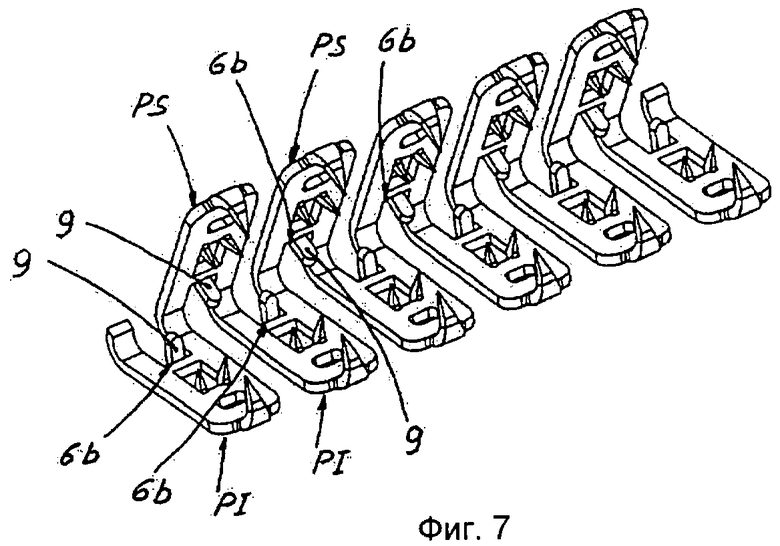
фиг.7 - вид в аксонометрии, иллюстрирующий пятый вариант выполнения скреп согласно изобретению;
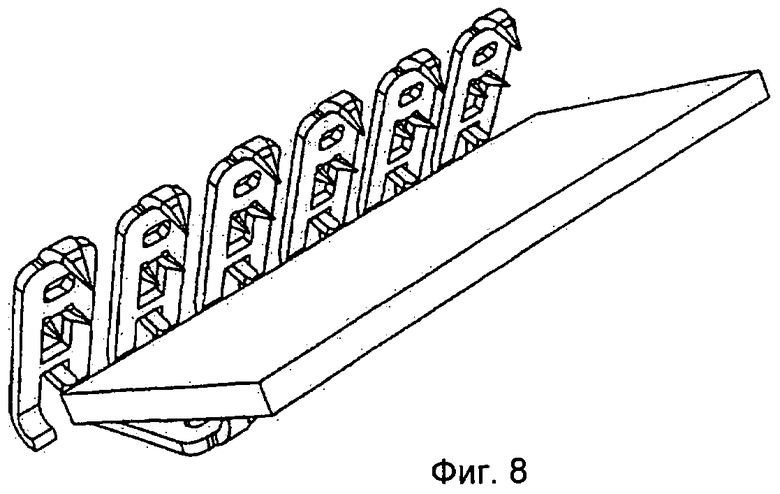
фиг.8 - вид в аксонометрии, иллюстрирующий пятый вариант выполнения скреп, с введенным одним концом конвейерной ленты;
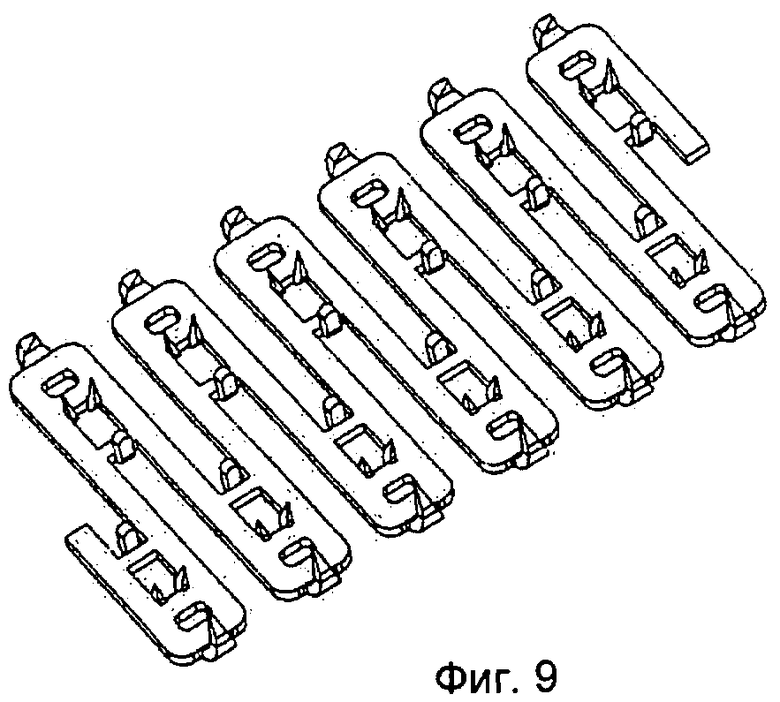
фиг.9 - вид сверху, иллюстрирующий вариант выполнения по фиг.7 и 8, на этапе первоначального вырезания перед сгибанием.
Как видно на фиг.1, где в аксонометрии показана группа скреп, характерная для конструкций, известных из предшествующего уровня техники (2-го поколения), эта группа образована сплошной планкой, на которой закреплены захваты. Весь рассматриваемый узел напоминает как бы гребенку, на ручке которой (планке) по обе стороны закреплены крепежные захваты. С внутренней стороны (если смотреть по чертежу) видны длинные ветви, заканчивающиеся захватами, которые служат для формирования, после сгиба, звеньев между сплошной планкой и захватами, образующими концы этих длинных ветвей. С другой стороны сплошной планки (на чертеже это верхняя сторона) видны более короткие ветви, концы которых образуют захваты и которые расположены с некоторым сдвигом в направлении вдоль планки. Совершенно очевидно, что после введения одного из концов конвейерной ленты и прижатия верхних и нижних захватов к сторонам конца этой ленты захваты будут входить в толщу ленты, что приведет к закреплению группы захватов, а звенья останутся при этом выступающими относительно конца конвейерной ленты. Сдвиг нижних захватов относительно соответствующих верхних захватов предусмотрен для предотвращения зацепления захватов за конвейерную ленту по одной и той же продольной линии, что позволяет избежать возникновения ситуации, когда в процессе эксплуатации ленты будет иметь место действие растягивающих напряжений по указанной линии с возрастанием опасности разрыва конца конвейерной ленты.
На фиг.2 иллюстрируется вырезание в горизонтальной плоскости другой группы соединительных захватов известной конструкции того же типа, что и на фиг.1 (2-го поколения). Здесь можно видеть, что во избежание отклонений длинных нижних захватов в процессе их укладки предусмотрена планка, соединяющая этим захваты попарно (см. заявку на патент EP 0752542 A1).
На фиг.3 представлен вид в аксонометрии, иллюстрирующий один из вариантов выполнения группы захватов согласно изобретению.
Здесь можно видеть звенья CH 1, 2, 3, верхние ветви 5, нижние пластинки PI и верхние пластинки PS. Как говорилось выше, звенья соединены с крепежными пластинками, причем верхняя ветвь 5 первого звена CH1 соединена с верхней пластинкой PS, верхняя ветвь 5 второго звена CH2, смежного с первым звеном CH1, соединена с указанной верхней пластинкой PS, нижняя ветвь 5' указанного второго звена CH2 соединена с нижней пластинкой PI, нижняя ветвь 5' третьего звена CH3, смежного со вторым звеном, соединена с указанной нижней пластинкой PI, и так далее, с формированием при этом меандровой структуры, в которой между верхними PS и нижними PI пластинками может входить один из концов конвейерной ленты.
Верхние пластинки снабжены захватами, ориентированными в целом в направлении вниз, причем захваты 7а расположены в зоне заднего края 6а пластинок и в зоне их переднего края 6b. Нижние пластинки также снабжены захватами, ориентированными в целом в направлении вверх, причем захваты 7а расположены в зоне заднего края 6а пластинок и в зоне их переднего края 6b.
В теле поверхности верхних пластинок и поверхности нижних пластинок имеются другие захваты 7b. Все захваты получены путем вырезания, выполняемого одновременно с вырезанием звеньев и пластинок, и изогнуты в нужном направлении. Специалистам понятно, что возможны и иные способы расположения захватов, нежели показанные на фиг.3. Некоторые из этих других способов иллюстрируются на последующих чертежах, относящихся к соответствующим предпочтительным вариантам осуществления.
На фиг.4 показаны пластинки согласно изобретению, снабженные пятью захватами (1 захват 7а в зоне заднего края 6а пластинок и 4 захвата 7b в теле поверхности пластинок).
На фиг.5 показаны пластинки согласно изобретению, также снабженные пятью захватами (1 захват 7а в зоне заднего края 6а пластинок, 2 захвата 7а в зоне переднего края 6b пластинок и 2 захвата 7b в теле поверхности пластинки).
На фиг.6 показаны пластинки согласно изобретению, снабженные тремя захватами (1 захват 7а в зоне заднего края 6а пластинок, 1 захват 7а в зоне переднего края пластинок и один захват 7b в теле поверхности пластинки).
Становится совершенно ясно, что благодаря предложенной геометрии конструкции удается предусмотреть самые разнообразные варианты размещения захватов, отличные от проиллюстрированных выше, не выходя при этом за рамки объема изобретения. Это дает существенное преимущество, поскольку теперь можно легко получить группы скреп согласно изобретению, пригодные для разных типов конвейерных лент, с учетом их арматуры, толщины и материала, из которого они изготовлены.
На фиг.7 представлен еще один вариант выполнения группы скреп согласно изобретению. Эти скрепы снабжены упорами 9, помещенными в зоне переднего края 6b нижних пластинок PI. Эти упоры представляют собой вырезанные детали, которые вначале выступают за передний край 6b нижних пластинок, а затем изгибаются в направлении вверх по линии сгиба, расположенной вровень с передним краем 6b нижних пластинок PI и, соответственно, верхних пластинок. Аналогичная конструкция имеет место и для верхних пластинок. Понятно, что при укладке гибких групп скреп согласно изобретению эти упоры обеспечивают идеальный стык звена за звеном, к торцу конвейерной ленты. Появляется возможность устанавливать такие упоры либо исключительно на верхних пластинках, либо исключительно на нижних пластинках. Однако при таком размещении верхние пластинки становятся отличными от нижних, что затрудняет установку, так как операторы вынуждены будут принимать во внимание наличие или отсутствие упоров на некоторых из пластинок, тогда как при наличии упоров на всех пластинках можно будет размещать скрепы без риска ошибиться.
Предлагаемые скрепы, установленные описанным выше образом и пригнанные по обе стороны от концов конвейерных лент, оказывается легко сомкнуть и закрепить с помощью молотка либо иных знакомых специалистам приспособлений пневматического, гидравлического или электрического типа.
Хотя захваты 7а и 7b можно было бы вполне разместить по усмотрению пользователя, целесообразно все же не размещать по два или больше захватов в один продольный ряд в пластинках, где продольным рядом считается ряд, располагающийся по линии, параллельной определенному продольному направлению пластинок, вне зависимости от их размеров, поскольку это направление является направлением ветвей звеньев и одновременно направлением перемещения конвейерной ленты, вдоль которого должны быть установлены скрепы предлагаемого соединительного устройства.
Может также оказаться целесообразным разместить захваты в каждой пластинке, в теле поверхности, которая остается свободной по геометрическим проекциям двух пластинок, находящихся слева и справа на противоположной стороне скреп. При таком размещении кончики захватов можно будет в процессе укладки скреп отогнуть с большей легкостью, воспользовавшись временным вдавливанием пластинок в упругий материал конвейерной ленты с помощью используемого инструмента.
Как следует из приведенного выше описания, изобретение обладает рядом решающих преимуществ в производственном отношении по сравнению с известными скрепами с захватами, а именно:
становится возможным выбор существенно большего количества захватов на каждое звено, в результате чего значительно повышается эффективность укладки звеньев;
благодаря применению пластинок удается размещать захваты как по краям этих пластинок, так и в теле их поверхности;
благодаря поочередному креплению сверху, затем снизу и так далее, что становится возможным вследствие применения специальной меандровой структуры, обеспечивается идеально уравновешенное крепление звеньев;
ввиду отсутствия сплошной соединительной планки достигается необходимая гибкость по ширине конвейерной ленты. Таким образом, при случайном или намеренном подъеме конвейерной ленты устраняется опасность ее поломки, чего нельзя было добиться при работе со звеньями известной конструкции, соединяемыми сплошной планкой.
Устройство содержит звенья (СН), попеременно соединенные с верхними пластинами (PS) и с нижними пластинами (PI). Эти пластины содержат захваты, или крючки (7а, 7b), некоторые из которых расположены на переднем и/или заднем крае пластин, а другие - внутри поверхности пластин. Упоры (9) предназначены для фиксации пластин вдоль края конца конвейерной ленты. Другая группа аналогичных звеньев приводится в контакт с противоположным концом конвейерной ленты. Две группы звеньев и пластин захватывают верхнюю и нижнюю стороны соответствующих концов конвейерной ленты, захваты при этом обеспечивают фиксацию этих концов. Соединительный стержень затем вставляют в звенья двух предварительно соединенных групп, таким образом соединяя концы цепи. Повышается надежность соединения. 5 з.п. ф-лы, 9 ил.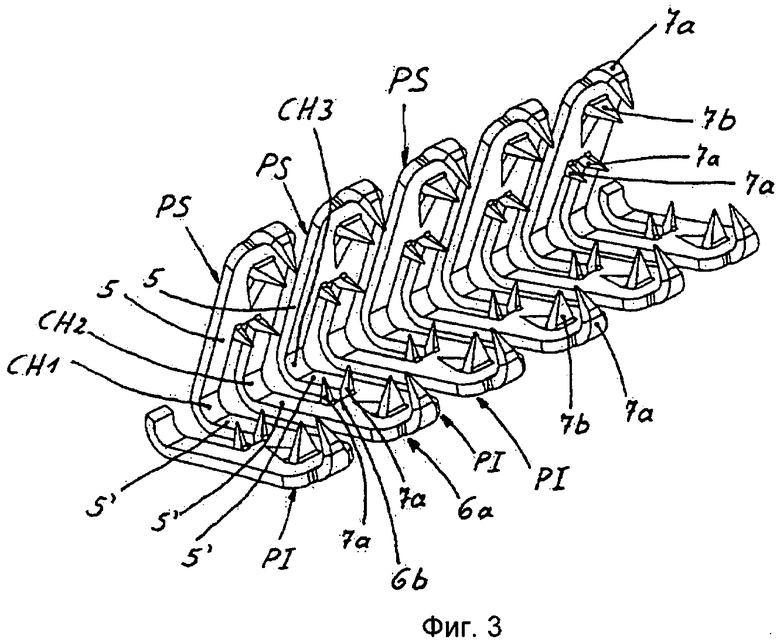
1. Устройство для соединения конвейерных лент, образованное первой группой звеньев (СН), которые выполнены с возможностью крепления на одном из двух концов конвейерной ленты, и второй группой звеньев (СН), которые выполнены с возможностью крепления на другом конце указанной конвейерной ленты, причем звенья обеих групп выполнены с возможностью крепления на соответствующих концах конвейерной ленты таким образом, что они выступают за эти концы, обе группы звеньев выполнены с возможностью шарнирного скрепления с помощью шарнирного соединительного стержня, последовательно входящего в одно из звеньев первой группы, затем в одно из звеньев второй группы, и так далее, и звенья обеих групп, закрепленные на соответствующих концах конвейерной ленты, выполнены перекрывающими друг друга с обеспечением сближения обоих концов конвейерной ленты, отличающееся тем, что
звенья (СН) каждой из двух групп соединены с крепежными пластинками, причем верхняя ветвь (5) первого звена (СН1) соединена с верхней пластинкой (PS), верхняя ветвь (5) второго звена (СН2), смежного с первым звеном (СН1), соединена с указанной верхней пластинкой (PS), нижняя ветвь (5') указанного второго звена (СН2) соединена с нижней пластинкой (PI), нижняя ветвь (5') третьего звена (СН3), смежного со вторым звеном, соединена с указанной нижней пластинкой (PI), и так далее, с формированием при этом меандровой структуры, в которой между верхними (PS) и нижними (PI) пластинками может входить один из концов конвейерной ленты, при этом верхние (PS) и, соответственно, нижние (PI) пластинки снабжены захватами, или крючками (7а, 7b), кончики которых ориентированы в целом в направлении вниз у верхних пластинок (PS) и в целом в направлении вверх у нижних пластинок (PI), каковые захваты (7а, 7b) расположены на крае(ях) пластинок (захваты 7а) и/или в теле поверхности пластинок (захваты 7b).
2. Соединительное устройство по п.1, отличающееся тем, что звенья (СН), пластинки (PI, PS) и захваты (7а, 7b) вырезаны из одной и той же листовой полосы и выполнены заодно.
3. Соединительное устройство по п.1 или 2, отличающееся тем, что захваты пластинок (PI, PS) - как захваты (7а), расположенные по краям пластинок, так и захваты (7b), расположенные в теле поверхности пластинок, размещены таким образом, что ни один из захватов не находится в одном продольном ряду с другим захватом.
4. Соединительное устройство по п.1 или 2, отличающееся тем, что захваты каждой пластинки расположены в теле поверхности, которая остается свободной по геометрической проекции двух пластинок, находящихся слева и справа на противоположной стороне скреп.
5. Соединительное устройство по любому из пп.1 или 2, отличающееся тем, что пластинки (PI, PS) снабжены упорами (9), каждый из которых образован куском листа, вырезаемым одновременно с остальными элементами - звеньями, пластинками и захватами, причем этот кусок листа соединен с пластинкой по линии сгиба и проходит приблизительно под прямым углом в пространство, находящееся между верхними и нижними пластинками, предназначенное для вставки конца конвейерной ленты, а линия сгиба расположена в зоне переднего края (6b) пластинок.
6. Соединительное устройство по п.5, отличающееся тем, что упоры (9) выполнены либо только на верхних пластинках (PS), либо только на нижних пластинках (PI).
| US 5669115 A1, 23.09.1997 | |||
| Способ химической обработки ткани | 1958 |
|
SU114129A1 |
| US 3668742 A, 13.06.1972 | |||
| JP 2003156102 A, 30.05.2003 | |||
| DE 3630943 A, 24.03.1988 | |||
| US 5048675 A1, 17.09.1991 | |||
| US 6374462 B1, 23.04.2002 | |||
| Скоба для соединения конвейерных лент | 1974 |
|
SU576032A3 |

