Изобретение относится к способам статистического управления качеством продукции на производстве.
Статистические способы контроля качества в настоящее время приобретают все большее признание и распространение в промышленности. Научные методы статистического контроля качества используются в различных отраслях народного хозяйства, в частности в машиностроении, в легкой промышленности, в области коммунальных услуг.
Основной задачей статистических способов контроля является обеспечение производства пригодной к употреблению продукции и оказание полезных услуг с наименьшими затратами, осуществляя контроль на различных этапах производственного процесса.
Под статистическим регулированием технологических процессов понимают контроль качества продукции для оценки состояния технологических процессов и принятие решения о корректировании значений параметров технологического процесса по результатам выборочного контроля контролируемых параметров, осуществляемое для технологического обеспечения требуемого уровня качества продукции.
В зависимости от контролируемого параметра различают контроль по количественному признаку и по качественному признаку.
Контроль по количественному признаку - определение с требуемой точностью фактических значений контролируемого параметра у единиц продукции из выборки. Фактические значения контролируемого параметра необходимо для последующего вычисления статистических характеристик, по которым принимается решение о состоянии технологического процесса (процесс налажен или процесс разлажен).
Контроль по альтернативному признаку - определение соответствия контролируемого параметра или единицы продукции установленным требованиям. При этом каждое отдельное несоответствие установленным требованиям считается дефектом, а единица продукции, имеющая хотя бы один дефект, считается дефектной. При контроле по альтернативному признаку не требуется знать фактическое значение контролируемого параметра - достаточно установить лишь факт соответствия или несоответствия его установленным требованиям. Поэтому здесь можно использовать и такие простейшие средства контроля, как предельные калибры, шаблоны, а также визуальный контроль, основанный на сравнении с контрольным образцом.
Известен способ статистического прогнозирования характеристики оборудования. Суть способа заключается в том, что получают входные данные, представляющие параметр оборудования, входные данные включают множество величин, соответствующих параметру оборудования, входные данные вводят в модель и формируют совокупность данных, соответствующую отклику модели на входные данные, выводят систему уравнений, представляющую совокупность данных, систему уравнений статистически обрабатывают для создания вероятностного представления характеристики оборудования (Патент РФ №2261473, МПК G06F 17/00, опубл. 27.09.2005 г.).
Недостатки данного патента заключаются в следующем:
- затрата времени и усилий для статистической обработки данных;
- требуются специальные знания в области теории вероятности и математической статистики и, как следствие, необходимость привлечения специалистов с высшим образованием либо затрата времени на дорогостоящее обучение специалистов, не имеющих определенных знаний в области теории вероятности и математической статистики (т.е. знания в теории прогнозирования);
- отсутствие основного инструмента качества - контрольных карт.
Известен способ статистического управления качеством электродной продукции при ее производстве, включающий определение требований к функциям продукции, перевод требований к функциям продукции в показатели качества продукции, выбор критических параметров переделов технологического процесса, измерение, статистический учет и анализ отклонений критических параметров переделов технологического процесса и показателей качества продукции в сравнении с выбранными значениями, в котором дополнительно производят управление рисками технологического процесса путем вычисления комплексного риска технологического процесса как суммы приоритетных чисел рисков его переделов, сравнивают комплексный риск переделов с его граничным значением и при его превышении выполняют корректирующие действия для устранения отклонений критических параметров переделов технологического процесса, имеющих наибольшие значения приоритетного числа риска, осуществляют оценку эффективности корректирующих действий, при этом приоритетное число риска переделов равно произведению значений критериев значимости, возникновения и обнаружения причины, где критерии значимости и обнаружения причины определены по экспертным оценкам, а критерий возникновения пропорционален частоте возникновения отклонений критических параметров переделов от заданных требований, выявляют причины дефектов продукции проведением приемочного контроля качества продукции с выявлением вида дефекта, номера и периода выпуска партии продукции, рассчитывают потенциальное число риска для технологических переделов, включая сырье, осуществляют выбор технологических переделов с наибольшими значениями потенциального числа риска и определяют для них критические параметры и оборудование с наибольшими значениями потенциального числа риска (Патент РФ №2295590, МПК C25C 3/20, опубл. 20.03.2007 г. - прототип).
Недостатком данного способа является использование в качестве контрольных карт известных карт Шухарта, которые сложны и объемны по информативности регистрации наблюдений и занимают достаточно времени для анализа и принятия решения.
На современном производстве временные рамки технологического процесса ограниченны, и соответственно при ограниченном времени необходимо получить на выходе технологического процесса качественную продукцию. В процессе контроля, когда происходит оценка продукции, необходимо присутствие высококвалифицированных технических специалистов, которые регистрируют и в дальнейшем проводят обработку данных. Обработку данных, анализ проводят специально обученные высококвалифицированные специалисты, имеющие среднее или высшее техническое образование, которых не всегда достаточно на том или ином производстве.
Техническая задача, на решение которой направлено предложенное изобретение, состоит в упрощении контроля параметров технологического процесса с использованием статистического регулирования для того, чтобы при ограниченных ресурсах обеспечить и поддерживать технологические процессы производства на стабильном уровне; гарантировать соответствие продукции установленным требованиям.
Поставленная техническая задача решается тем, что в способе статистического регулирования технологического процесса по первому варианту выполнения, включающем определение показателей качества продукции, выбор параметров технологического процесса, измерение, формирование матрицы контрольной карты, статистический учет и анализ отклонений параметров технологического процесса и показателей качества продукции в сравнении с выбранными значениями, согласно предложенному изобретению осуществляют временную выборку значений, по меньшей мере, одного количественного параметра операции технологического процесса, и, по меньшей мере, одного, зависимого от соответствующей операции технологического процесса, качественного параметра продукции и формируют матрицу контрольной карты количественных и качественных параметров, столбцы которой соответствуют значениям времени выборки параметра, строки соответствуют показателям, по крайней мере, одного количественного параметра операции технологического процесса, и, по меньшей мере, одного, зависимого от данной операции, качественного параметра продукции, достижение которого обусловлено выбранным количественным параметром операции технологического процесса, сравнивают значения количественных и качественных параметров с эталонными значениями, определяют отклонения их от эталонных значений и оценивают путем присвоения экспертной оценки «ноль» при отсутствии дефекта продукции и соответственно стабильном технологическом процессе или экспертной оценки «единица» при наличии дефекта продукции и соответственно отклонений в технологическом процессе, определяют статистическими методами вычисления оценки коэффициента корреляции и оценивают состояние технологического процесса из условия допустимого предела оценки коэффициента корреляции от -1 до 1, при значении оценки коэффициента корреляции, находящегося в пределах от -1 до 1, оценивают технологический процесс как стабильный, при значении оценки коэффициента корреляции в интервале значений меньше -1 и больше 1 выполняют регулирующие технологический процесс действия, в том числе путем приемочного контроля качества выявляют виды дефектов, соответствующие технологические операции и оборудования и осуществляют корректирующие управляющие действия.
Заявляемый способ по первому варианту характеризуется дополнительными существенными признаками:
- оценку коэффициента корреляции определяют из соотношения

где pij - оценка коэффициента корреляции;
si - оценка среднеквадратического отклонения количественного параметра, определяемое из соотношения 
sj - оценка среднеквадратического отклонения качественного параметра, определяемое из соотношения 
sij - оценка смешанного момента, определяемого из соотношения 
где xi - среднее значение количественного параметра, определяемое из соотношения
xj - среднее значение качественного параметра, определяемое из соотношения
 - значение количественного параметра из временной выборки;
- значение количественного параметра из временной выборки;
 - значение качественного параметра из временной выборки;
- значение качественного параметра из временной выборки;
- число временных выборок количественных и качественных параметров составляет не менее 10 значений,
- для формирования матрицы контрольной карты выбирают количественные и качественные параметры технологического процесса, характеризующиеся наименьшим временем контроля.
Поставленная техническая задача решается также тем, что в способе статистического регулирования технологического процесса по второму варианту выполнения, включающему определение показателей качества продукции, выбор параметров технологического процесса, измерение, формирование матрицы контрольной карты, статистический учет и анализ отклонений параметров технологического процесса и показателей качества продукции в сравнении с выбранными значениями, согласно предложенному изобретению осуществляют временную выборку значений, по меньшей мере, одного количественного параметра операции технологического процесса, и, по меньшей мере, одного, зависимого от соответствующей операции технологического процесса, качественного параметра продукции и формируют матрицу контрольной карты количественных и качественных параметров, столбцы которой соответствуют значениям времени выборки параметра, строки соответствуют показателям, по крайней мере, одного количественного параметра операции технологического процесса, и, по меньшей мере, одного, зависимого от данной операции, качественного параметра продукции, достижение которого обусловлено выбранным количественным параметром операции технологического процесса, осуществляют временную выборку значений показателей качественных параметров технологического процесса и готовой продукции и формируют матрицу контрольной карты качественных параметров, столбцы которой соответствуют значениям времени выборки параметра, а строки соответствуют, по меньшей мере, одному показателю выбранного значения качественных параметров технологического процесса и, по меньшей мере, одному показателю выбранного значения качественного параметра готовой продукции, достижение которого обусловлено выбранным качественным параметром технологического процесса, сравнивают значения количественных и качественных параметров контрольной карты количественных и качественных параметров с эталонными значениями, определяют отклонения их от эталонных значений и оценивают путем присвоения экспертной оценки «ноль» при отсутствии дефекта продукции и соответственно стабильном технологическом процессе или экспертной оценки «единица» при наличии дефекта продукции и соответственно отклонений в технологическом процессе, сравнивают значения качественных параметров контрольной карты качественных параметров с эталонными значениями, определяют отклонения их от эталонных значений и оценивают путем присвоения экспертной оценки «ноль» при отсутствии дефекта продукции и соответственно стабильном технологическом процессе или экспертной оценки «единица» при наличии дефекта продукции и соответственно отклонений в технологическом процессе, определяют статистическими методами вычисления оценки коэффициента корреляции и оценивают состояние технологического процесса из условия допустимого предела оценки коэффициента корреляции от - 1 до 1, при значении оценки коэффициента корреляции, находящегося в пределах от -1 до 1, оценивают технологический процесс как стабильный, при значении оценки коэффициента корреляции в интервале значений меньше -1 и больше 1 выполняют регулирующие технологический процесс действия, в том числе путем приемочного контроля качества выявляют виды дефектов, соответствующие технологические операции и оборудования и осуществляют корректирующие управляющие действия.
Заявляемый способ по второму варианту характеризуется дополнительными существенными признаками:
- для значений параметров контрольной карты количественных и качественных параметров коэффициент корреляции определяют из соотношения

где pij - оценка коэффициента корреляции;
si - оценка среднеквадратического отклонения количественного параметра, определяемое из соотношения
sj - оценка среднеквадратического отклонения качественного параметра, определяемое из соотношения 
sij - оценка смешанного момента, определяемого из соотношения 
где xi - среднее значение количественного параметра, определяемое из соотношения 
xj - среднее значение качественного параметра, определяемое из соотношения
- значение количественного параметра из временной выборки;
- значение качественного параметра из временной выборки;
- для значений параметров контрольной карты качественных параметров оценку коэффициента корреляции определяют из соотношения

где pkl - оценка коэффициента корреляции;
sk - оценка среднеквадратического отклонения качественного k-го параметра, определяемое из соотношения 
sl - оценка среднеквадратического отклонения качественного параметра с l-порядковым номером, определяемое из соотношения 
skl - оценка смешанного момента, определяемого из соотношения
где xk - среднее значение параметра, определяемое из соотношения 
xl - среднее значение качественного параметра с l-порядковым номером, определяемое из соотношения 
 - значение качественного параметра с k-порядковым номером из временной выборки,
- значение качественного параметра с k-порядковым номером из временной выборки,
 - значение качественного параметра с l-порядковым номером временной выборки;
- значение качественного параметра с l-порядковым номером временной выборки;
- число временных выборок количественных и качественных параметров составляет не менее 10 значений;
- для формирования матрицы контрольной карты количественных и качественных параметров выбирают количественные и качественные параметры технологического процесса, характеризующиеся наименьшим временем контроля;
- для формирования матрицы контрольной карты качественных параметров определяют качественные параметры готовой продукции и соответствующие им и влияющие на их достижение качественные параметры технологического процесса, характеризующиеся наименьшим временем контроля.
Технический результат, достижение которого осуществляется реализацией всей заявляемой совокупностью признаков, состоит в упрощении контроля параметров технологического процесса за счет использования предложенного способа статистического регулирования, что позволяет вносить изменения в технологический процесс и способствует улучшению качества продукции, увеличению выхода готовой продукции и ведет к снижению материальных затрат на этапе опытного производства, серийного производства и эксплуатации.
Сущность способа поясняется рисунками, где
на фиг.1 приведена схема, поясняющая последовательность осуществления операций заявляемого способа с использованием контрольной карты количественных и качественных параметров;
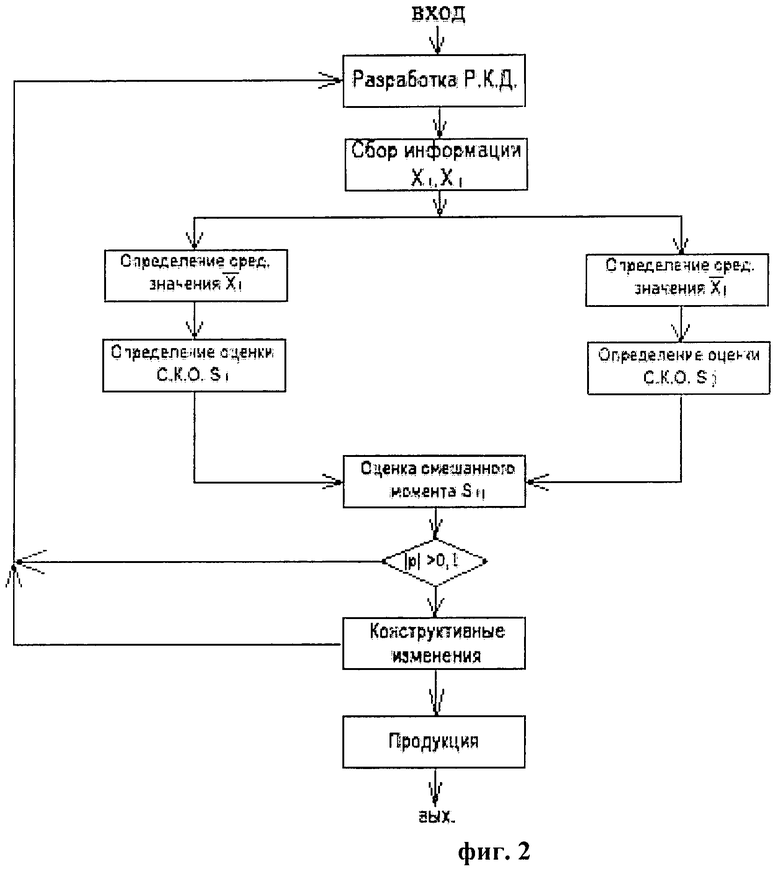
на фиг.2 приведена схема, поясняющая последовательность осуществления операций заявляемого способа с использованием контрольной карты качественных параметров;
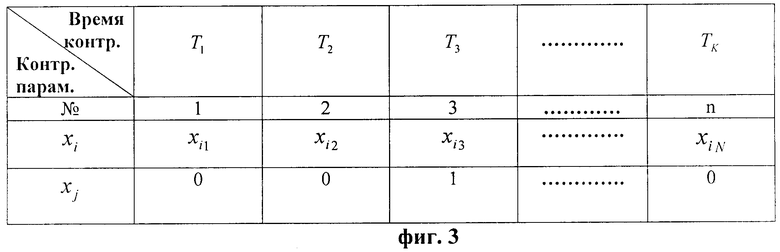
на фиг.3 приведен пример контрольной карты количественных и качественных параметров;
на фиг.4 приведен пример контрольной карты качественных параметров;
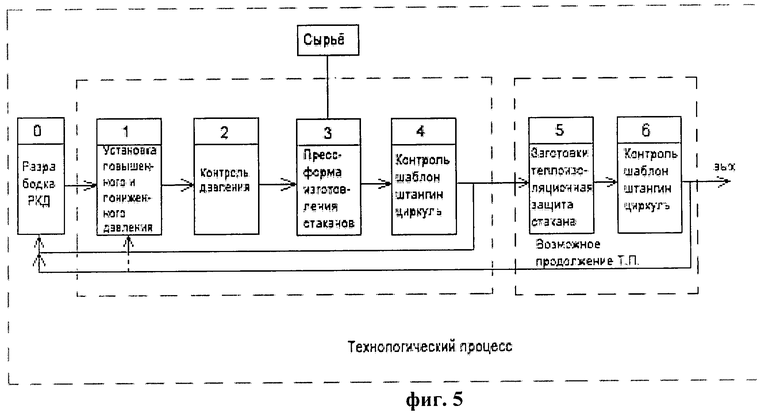
на фиг.5 приведена схема технологического процесса выпуска пластмассовых стаканов.
В соответствии с заявляемым способом статистического регулирования технологического процесса по первому варианту определяют показатели качества продукции, выбирают и измеряют параметры технологического процесса (фиг.1). Выборку осуществляют в течение заданного времени. Выбирают, по меньшей мере, одно значение количественного параметра операции технологического процесса, и, по меньшей мере, одного, зависимого от соответствующей операции технологического процесса, качественного параметра продукции. Далее формируют матрицу контрольной карты количественных и качественных параметров (фиг.3), например, приведенную в таблице 1.

Столбцы контрольной карты соответствуют значениям времени выборки (TK) параметра, а строки соответствуют показателям, по крайней мере, одного количественного параметра (xi) операции технологического процесса, и, по меньшей мере, одного, зависимого от данной операции, качественного параметра (xj) продукции, достижение которого обусловлено выбранным количественным параметром операции технологического процесса.
Далее сравнивают значения количественных и качественных параметров контрольной карты количественных и качественных параметров с эталонными значениями, определяют отклонения их от эталонных значений и оценивают путем присвоения экспертной оценки «ноль» при отсутствии дефекта продукции и соответственно стабильном технологическом процессе или экспертной оценки «единица» при наличии дефекта продукции и соответственно отклонений в технологическом процессе (фиг.3).
В соответствии со вторым вариантом выполнения способа статистическое регулирование технологического процесса обеспечивается при составлении двух видов карт, а именно контрольной карты количественных и качественных параметров и контрольной карты качественных параметров. Контрольная карта количественных и качественных параметров формируется также, как описано выше по первому варианту выполнения способа.
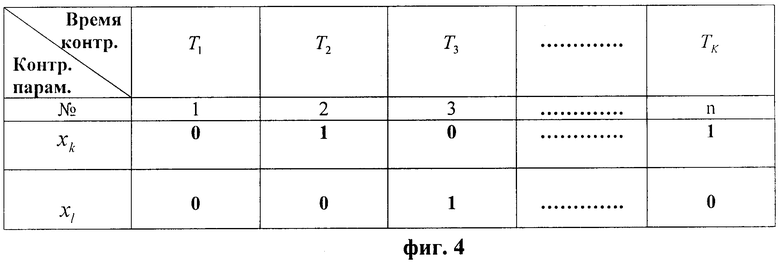
Для формирования контрольной карты качественных параметров (фиг.4) осуществляют временную выборку значений показателей качественных параметров технологического процесса и готовой продукции (Таблица 2).
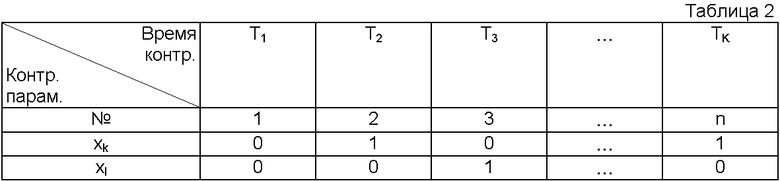
Матрицу контрольной карты качественных параметров формируют таким образом, что столбцы соответствуют значениям времени выборки (TK) параметра, а строки соответствуют, по меньшей мере, одному показателю выбранного значения (xk) качественных параметров технологического процесса и, по меньшей мере, одному показателю выбранного значения (xl) качественного параметра готовой продукции, достижение которого обусловлено выбранным качественным параметром технологического процесса.
Далее сравнивают значения качественных параметров контрольной карты качественных параметров с эталонными значениями, определяют отклонения их от эталонных значений и оценивают путем присвоения экспертной оценки «ноль» при отсутствии дефекта продукции и соответственно стабильном технологическом процессе или экспертной оценки «единица» при наличии дефекта продукции и соответственно отклонений в технологическом процессе (фиг.1).
Статистическими методами вычисления определяют оценку коэффициента корреляции и оценивают состояние технологического процесса из условия допустимого предела оценки коэффициента корреляции от -1 до 1, при значении оценки коэффициента корреляции, находящегося в пределах от -1 до 1, оценивают технологический процесс как стабильный, при значении оценки коэффициента корреляции в интервале значений меньше -1 и больше 1 выполняют регулирующие технологический процесс действия, в том числе путем приемочного контроля качества выявляют виды дефектов, соответствующие технологические операции и оборудования и осуществляют корректирующие управляющие действия.
Для значений параметров контрольной карты количественных и качественных параметров оценку коэффициента корреляции определяют из соотношения

где pij - оценка коэффициента корреляции;
si - оценка среднеквадратического отклонения количественного параметра, определяемое из соотношения
sj - оценка среднеквадратического отклонения качественного параметра, определяемое из соотношения: 
sij - оценка смешанного момента, определяемого из соотношения 
где xi - среднее значение количественного параметра, определяемое из соотношения

xj - среднее значение качественного параметра, определяемое из соотношения
- значение количественного параметра из временной выборки,
- значение качественного параметра из временной выборки.
Для значений параметров контрольной карты качественных параметров при осуществлении заявляемого способа по второму варианту (фиг.2) оценку коэффициента корреляции определяют из соотношения
где pkl - оценка коэффициента корреляции;
sk - оценка среднеквадратического отклонения качественного k-го параметра, определяемого из соотношения
sl - оценка среднеквадратического отклонения качественного параметра с l-порядковым номером, определяемого из соотношения 
skl - оценка смешанного момента, определяемого из соотношения 
где xk - среднее значение параметра, определяемое из соотношения 
xl - среднее значение качественного параметра с l-порядковым номером, определяемое из соотношения
- значение качественного параметра с k-порядковым номером из временной выборки,
- значение качественного параметра с l-порядковым номером временной выборки.
При осуществлении способа число временных выборок количественных и качественных параметров составляет не менее 10 значений.
При этом для формирования матриц контрольной карты количественных и качественных параметров и контрольной карты качественных параметров выбирают количественные и качественные параметры технологического процесса, характеризующиеся наименьшим временем контроля.
В качестве примера приведен пример осуществления способа статистического регулирования технологического процесса изготовления пластмассовых стаканов (фиг.5).
В соответствии с заявляемым способом определяют количественные и качественные параметры, характеризующиеся наименьшим временем контроля.
В технологическом процессе изготовления пластмассовых стаканов к количественным параметрам относятся: температура, влажность, давление. К качественным параметрам технологического процесса относятся: прозрачность стакана (толщина стенок), царапины на стакане, объем, высота, диаметр стакана.
Из перечня контролируемых параметров определяют те параметры, которые по своей сущности обладают наименьшим временем контроля и процесс контроля является недорогим.
Партия составляет n=11 пластмассовых стаканов.
Процесс выпуска происходит за определенный интервал времени от Т0 до Тк. Для оценки качества продукции осуществляем приемочный (оценка технологического процесса) контроль. По оценке качества продукции можно судить о состоянии технологического процесса и принимать решения о необходимости его регулировки.
Контроль количественных параметров осуществляется инструментальным методом контроля с использованием электронных датчиков измерения давления.
Качественные параметры контролируются органолептическим методом контроля с помощью шаблонов, штангенциркуля.
С помощью средств контроля, контрольных карт и определенной последовательности действий мы сможем выявить в процессе производства наличие дефекта продукции, установить мероприятия по устранению дефектной продукции и необходимости регулировки технологического процесса. Дефект - это каждое отдельное несоответствие продукции установленным требованиям.
Полученные результаты регистрируют и формируются контрольная карта количественных и качественных параметров (таблица 3) и контрольная карта качественных параметров (таблица 4) технологического процесса.
Главным звеном технологического процесса по выпуску стаканов является установка повышенного и пониженного давления (УСППД), поэтому в качестве количественного параметра из всей совокупности контролируемых параметров выбрано давление. Контроль давления осуществлялся с помощью средств измерения. Значения давления измерялись в интервале [4,5-9,5] кгс/см2. Регистрируемые значения внесены в контрольную карту количественных и качественных параметров в графу давление таблицы 3.
Контролируемым качественным параметром является толщина стенок пластмассовых стаканов. При контроле качественного параметра нам не требуется знать фактического значения контролируемого параметра - достаточно установить факт соответствия или несоответствия его установленным требованиям. Требования к качественному параметру устанавливают на этапе разработки конструкторской документации. Свойства пластика определенно гармонирует с рабочим давлением. Толщина стенок должна соответствовать установленным требованиям. Контроль толщины стенок изготовленных пластиковых стаканов производился с помощью шаблонов.

Через каждый интервал времени регистрировали дефектную и годную продукцию в контрольной карте количественных и качественных параметров (в графе давление). При наличии дефектной продукции на выходе технологического процесса присваивалась экспертная оценка (1), при отсутствии дефекта присваивалась экспертная оценка (0).
Для обнаружения дефекта на выходе технологического процесса и поиска мероприятий в данном примере устанавливают требования по оценке коэффициента корреляции -0.1≤ρ≤0.1 или |ρij|≥0,1, который, как правило, устанавливается на этапе разработки конструкторской документации. Установленный интервал не выходит за границы интервала оценки коэффициента корреляции -1≤ρ≤1 или |ρ|≥1 в заявляемом способе. Выход значений оценки коэффициента корреляции за доверительные границы [-0,1; 0,1] будет означать наличие дефекта продукции и, соответственно, необходимость производить внесение изменений в технологический процесс или его регулировку. В случае полученной оценке коэффициент корреляции не выходит за границы установленного интервала -0.1≤ρ≤0.1, необходимость регулировки отсутствует. Процесс стабилен.
В соответствии с формулами  и вычисляются средние значения:
и вычисляются средние значения:  и
и 
Далее по формулам и 
производится оценка среднеквадратического отклонения: si=1,6 и sj=0,498.
Далее по формулам  осуществляется оценка смешанного момента: sij=-0,116.
осуществляется оценка смешанного момента: sij=-0,116.
И на основе предыдущих вычислений по формуле  оценивается коэффициент корреляции ρij=-0,143.
оценивается коэффициент корреляции ρij=-0,143.
С учетом полученного результата и заполненной контрольной карты количественных и качественных параметров принимается решение в необходимости регулировки технологического процесса.
Используя данные контрольной карты, можно проследить временное изменение соотношений дефектной и годной продукции с учетом изменения рабочего давления. Бездефектная продукция, т.е пластмассовые стаканы, наблюдается на участке рабочего давления [6-9] кгс/см2. При увеличении давления на 0,5 кгс/см2 процент соотношения дефектной продукции к годной продукции, по установленным требованиям, уменьшается. При увеличении давления толщина стенок стаканов уменьшается. Дальнейшее увеличение давления приводит к нарушению установленных требований и несоответствию пластиковых стаканов контрольному шаблону на выходе технологического процесса.
После того как обнаружена причина дефекта и проведен соответствующий анализ, можно определить уточненную рабочую область давления и условия производства, при которых на выходе технологического процесса присутствует минимальное количество дефектной продукции.
В данном случае скорректирована допусковая область давления в пределах [6-8] кгс/см2. Регулировка технологического процесса заключает в себе регулировку технологического оборудования, т.е. регулировку допусков установки пониженного и повышенного давления с учетом внешних факторов и регулировку (вариации, изменения) условий производства, влияющих на технологический процесс в целом.
Контрольная карта качественных параметров по своей информативности является также важным инструментом в регулировании технологического процесса.
К качественным параметрам технологического процесса относятся: температура технологического процесса, прозрачность стакана, царапины на стакане, цвет, объем, высота, диаметр стакана. При контроле качественных параметров нам не требуется знать фактического значения контролируемого параметра - достаточно установить факт соответствия или несоответствия его установленным требованиям. Требования к качественному параметру устанавливают на этапе разработке конструкторской документации.
Последовательность действий по своей сути аналогична приведенной выше с использованием контрольных карт количественных и качественных параметров.
На выходе технологического процесса контроль пластиковых стаканов на соответствие установленных требований осуществляют путем визуального контроля с использованием шаблона.
Требования к выходной продукции и самому технологическому процессу остаются такими же, как и при применении контрольных карт количественных и качественных параметров, т.е. -0.1≤ρ≤0.1. Так же используются экспертные оценки к качественным параметрам: 0 - дефект отсутствует (процесс стабилен); 1 - наличие дефекта (процесс нарушен).
Формируется матрица контрольной карты качественных параметров (таблица 4) следующим образом. Показания температуры обозначают xk, а прозрачность стакана обозначают xl. В данном случае температура технологического процесса является качественным параметром и имеет строго установленное значение, в частности Т=85°C.
В случае, если при температуре Т=85°C процесс стабилен, присваивается значение экспертной оценки (0), а в случае нестабильности - присваивается значение экспертной оценки (1).

В соответствии с таблицей 4 по формулам  и вычисляются средние значения
и вычисляются средние значения  и
и 
Далее по формулам  и
и  осуществляется оценка среднеквадратического отклонения: sk=0,498 и sl=0,386.
осуществляется оценка среднеквадратического отклонения: sk=0,498 и sl=0,386.
Далее по формуле  осуществляется оценка смешанного момента: skl=-8,264×10-3.
осуществляется оценка смешанного момента: skl=-8,264×10-3.
По результатам предыдущих вычислений с использованием формулы  определяется оценка коэффициента корреляции ρkl=-0,043.
определяется оценка коэффициента корреляции ρkl=-0,043.
Полученное значение коэффициента корреляции позволяет сделать вывод об отсутствии регулировки технологического процесса.
На выходе процесса дефект по качественному параметру является незначительным и соответствует требованиям, установленным на этапе разработки конструкторской документации, т.е - 0.1≤ρ≤0.1.
При рассмотрении требований температуры и прозрачности стаканов (таблица 2) выявлено нарушение технологического процесса, которое проявилось в несоответствии установленным требованиям температуры по тем или иным причинам в момент времени: T1, T2, T7, T8, T10, T11. Однако данное нарушение существенно не изменило качество продукции, т.е. на выходе процесса получают удовлетворяющие соотношения брака и качественной продукции.
Контрольные карты могут выполняться на бумажных носителях информации, а также могут быть реализованы с использованием программного обеспечения и выводиться оператором на экран дисплея ЭВМ.
Реализация предложенного способа обеспечивает контроль сопровождения технологического процесса, за счет внесения изменений в технологический процесс способствует улучшению качества продукции, увеличению выхода готовой продукции и ведет к снижению материальных затрат на этапе опытного производства, серийного производства и эксплуатации.
Использование контрольных карт количественных и качественных параметров, контрольных карт качественных параметров в заявляемом способе дает большое преимущество в отличие от ранее применяемых контрольных карт (карты Шухарта) на производстве, а именно:
1. Минимум времени на сбор информации, для предварительной оценки технологического процесса;
2. Минимум времени на вычисления и обработку результатов технологического процесса;
3. Количественные и качественные параметры сведены в единую контрольную карту. Дает преимущества в одновременном анализе количественного и качественного параметра;
4. Представляет двойной контроль продукции на выходе технологического процесса с использованием одновременно контрольной карты количественных и качественных параметров и контрольной карты качественных параметров;
5. Участникам технологического процесса не обязательно иметь
среднетехническое или высшее образование. Не обязательно иметь целые отделы по обработке статистической информации. Достаточно несколько теоретических и практических занятий. Решение по результатам контроля технологического процесса принимается на рабочем месте;
6. Контрольные карты могут применяться при: сплошном и выборочном контроле, приемочном контроле, операционном и входном контроле, инспекционном контроле, активном и пассивном контроле.
Область применения заявляемого способа не ограничивается только вышеприведенным примером.
Заявляемый способ с использованием разработанных контрольных карт имеет широкое применения как в экономической, политической, социальной, так и в других сферах жизнедеятельности человека:
1. Авиационная промышленность - контроль технологического процесса при изготовлении на заводе авиационного и радиоэлектронного оборудования;
2. Автомобильная промышленность - контроль технологического процесса при изготовлении на заводе комплектующих для автомобилей;
3. Оборонная промышленность - контроль технологического процесса при изготовлении на заводе всех видов вооружения;
4. Легкая промышленность - контроль технологического процесса при изготовлении на заводе всех видов продукции (рубашки, брюки, носки и т.д.);
5. Пищевая промышленность - контроль технологического процесса при изготовлении на заводе всех видов продукции;
6. Деревоперерабатывающая промышленность - контроль технологического процесса при изготовлении на заводе всех видов продукции (столы, стулья, шкафы и т.д.);
7. Газовая промышленность - контроль технологического процесса при изготовлении на заводе комплектующих для газодобывающих станций и на этапе добычи газа;
8. Нефтяная промышленность - контроль технологического процесса при изготовлении на заводе комплектующих для нефтедобывающих станций и на этапе добычи нефти.
Источники информации
1. Статистические методы повышения качества. Под ред. Хитоси Кумэ. М.: Финансы и статистика. 1990.
2. Смирнов Н.В., Дудин-Барковский В.И. Краткий курс математической статистики для технических приложений. М.: Физматгиз, 1959.
3. ГОСТ - Р 50-601-19-91 «Применение статистических методов регулирования технологических процессов». М.: ВНИИС ГОСТАНДАРТА РОССИИ, 1997.
4. Кузьмин А.Б., Кривоносов В.Ю. Алгоритм коррекции допусков на контролируемые параметры авиационных технических объектов. Научный вестник МГТУ ГА, №162, 2010.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИСТИЧЕСКОГО УПРАВЛЕНИЯ КАЧЕСТВОМ ЭЛЕКТРОДНОЙ ПРОДУКЦИИ | 2005 |
|
RU2295590C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ИЗГОТАВЛИВАЕМОЙ ШТАМПОВОЙ ОСНАСТКИ | 2010 |
|
RU2448826C2 |
| Способ анализа качества электрической энергии в трехфазной системе промышленного электроснабжения | 2022 |
|
RU2785216C1 |
| СПОСОБ РЕГИСТРАЦИИ И АНАЛИЗА СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ | 2014 |
|
RU2570592C1 |
| Способ прогнозной оценки эффективности многоэтапных процессов | 2016 |
|
RU2632124C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ РЕЛЬСОВ | 2010 |
|
RU2426069C1 |
| СПОСОБ ЭКОЛОГИЧЕСКОГО ЗОНИРОВАНИЯ ТЕРРИТОРИИ | 1998 |
|
RU2132606C1 |
| СИСТЕМА СТАТИСТИЧЕСКОГО И НЕЙРОСЕТЕВОГО АНАЛИЗА ДАННЫХ ТЕЛЕМЕТРИИ НЕФТЕПРОМЫСЛОВЫХ ОБЪЕКТОВ | 2014 |
|
RU2598785C2 |
| Способ диагностирования технического состояния подшипников качения по анализу сигналов вибрации | 2024 |
|
RU2831926C1 |
| СПОСОБ ДИФФЕРЕНЦИАЛЬНОЙ ДИАГНОСТИКИ МИКРОБОВ И СЛОЖНЫХ АМИНОКИСЛОТ | 2007 |
|
RU2362145C2 |
Данная группа изобретений относится к способам статистического управления качеством продукции на производстве. Техническим результатом является упрощение контроля параметров технологического процесса и повышение точности его регулирования. Для этого предложены способы статистического регулирования технологического процесса, в которых определяют показатели качества продукции, выбирают параметры технологического процесса, измеряют, формируют по первому варианту выполнения способа матрицу контрольной карты количественных и качественных параметров, либо, по второму варианту выполнения способа, формируют матрицу контрольной карты количественных и качественных параметров и матрицу контрольной карты качественных параметров, осуществляют статистический учет и анализ отклонений параметров технологического процесса и показателей качества продукции в сравнении с выбранными значениями, при этом определяют статистическими методами вычисление оценки коэффициента корреляции и оценивают состояние технологического процесса, и выполняют регулирующие технологический процесс действия, в том числе путем приемочного контроля качества выявляют виды дефектов, соответствующие технологические операции и оборудования и осуществляют корректирующие управляющие действия. 2 н. и 8 з.п. ф-лы, 5 ил., 4 табл.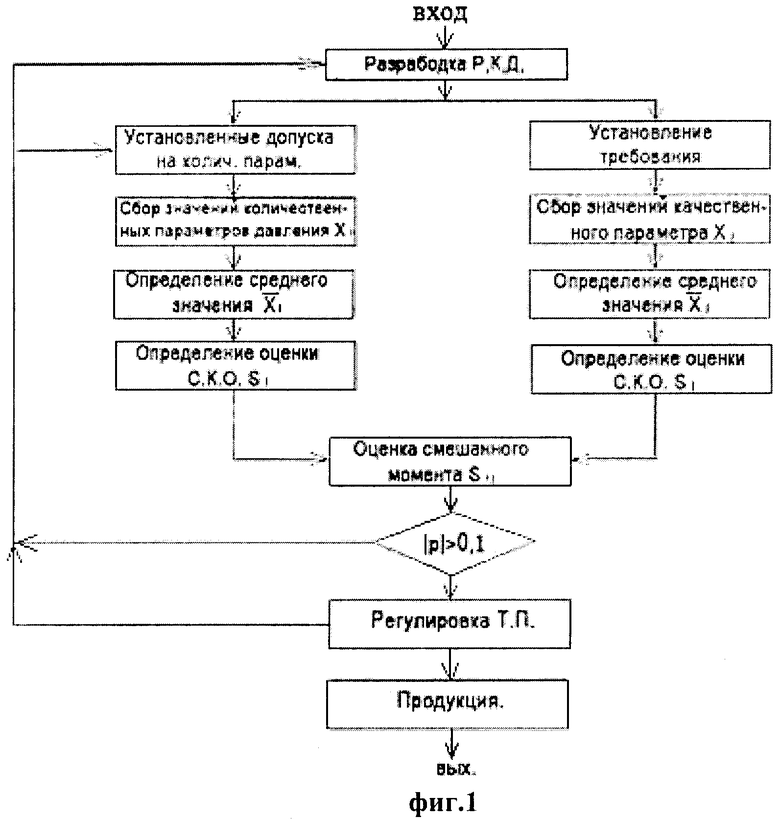
1. Способ статистического регулирования технологического процесса, включающий определение показателей качества продукции, выбор параметров технологического процесса, измерение, формирование матрицы контрольной карты, статистический учет и анализ отклонений параметров технологического процесса и показателей качества продукции в сравнении с выбранными значениями, отличающийся тем, что осуществляют временную выборку значений, по меньшей мере, одного количественного параметра операции технологического процесса, и, по меньшей мере, одного зависимого от соответствующей операции технологического процесса качественного параметра продукции и формируют матрицу контрольной карты количественных и качественных параметров, столбцы которой соответствуют значениям времени выборки параметра, строки соответствуют показателям, по крайней мере, одного количественного параметра операции технологического процесса, и, по меньшей мере, одного зависимого от данной операции качественного параметра продукции, достижение которого обусловлено выбранным количественным параметром операции технологического процесса, сравнивают значения количественных и качественных параметров с эталонными значениями, определяют отклонения их от эталонных значений и оценивают путем присвоения экспертной оценки «ноль» при отсутствии дефекта продукции и соответственно стабильном технологическом процессе или экспертной оценки «единица» при наличии дефекта продукции и соответственно отклонений в технологическом процессе, определяют статистическими методами вычисления оценки коэффициента корреляции и оценивают состояние технологического процесса из условия допустимого предела оценки коэффициента корреляции от -1 до 1; при значении оценки коэффициента корреляции, находящегося в пределах от -1 до 1, оценивают технологический процесс как стабильный, при значении оценки коэффициента корреляции в интервале значений меньше -1 и больше 1 выполняют регулирующие технологический процесс действия, в том числе путем приемочного контроля качества выявляют виды дефектов, соответствующие технологические операции и оборудования и осуществляют корректирующие управляющие действия.
2. Способ по п.1, отличающийся тем, что оценку коэффициента корреляции определяют из соотношения:

где pij - оценка коэффициента корреляции;
si - оценка среднеквадратического отклонения количественного параметра, определяемого из соотношения:

Sj - оценка среднеквадратического отклонения качественного параметра, определяемого из соотношения:
Sij - оценка смешанного момента, определяемого из соотношения:
где хi - среднее значение количественного параметра, определяемое из соотношения:
xj - среднее значение качественного параметра, определяемое из соотношения:
 - значение количественного параметра из временной выборки;
- значение количественного параметра из временной выборки;
 - значение качественного параметра из временной выборки.
- значение качественного параметра из временной выборки.
3. Способ по п.1, отличающийся тем, что число временных выборок количественных и качественных параметров составляет не менее 10 значений.
4. Способ по п.1, отличающийся тем, что для формирования матрицы контрольной карты выбирают количественные и качественные параметры технологического процесса, характеризующиеся наименьшим временем контроля.
5. Способ статистического регулирования технологического процесса, включающий определение показателей качества продукции, выбор параметров технологического процесса, измерение, формирование матрицы контрольной карты, статистический учет и анализ отклонений параметров технологического процесса и показателей качества продукции в сравнении с выбранными значениями, отличающийся тем, что осуществляют временную выборку значений, по меньшей мере, одного количественного параметра операции технологического процесса, и, по меньшей мере, одного зависимого от соответствующей операции технологического процесса качественного параметра продукции и формируют матрицу контрольной карты количественных и качественных параметров, столбцы которой соответствуют значениям времени выборки параметра, строки соответствуют показателям, по крайней мере, одного количественного параметра операции технологического процесса, и, по меньшей мере, одного зависимого от данной операции качественного параметра продукции, достижение которого обусловлено выбранным количественным параметром операции технологического процесса, осуществляют временную выборку значений показателей качественных параметров технологического процесса и готовой продукции и формируют матрицу контрольной карты качественных параметров, столбцы которой соответствуют значениям времени выборки параметра, а строки соответствуют, по меньшей мере, одному показателю выбранного значения качественных параметров технологического процесса и, по меньшей мере, одному показателю выбранного значения качественного параметра готовой продукции, достижение которого обусловлено выбранным качественным параметром технологического процесса, сравнивают значения количественных и качественных параметров контрольной карты количественных и качественных параметров с эталонными значениями, определяют отклонения их от эталонных значений и оценивают путем присвоения экспертной оценки «ноль» при отсутствии дефекта продукции и соответственно стабильном технологическом процессе или экспертной оценки «единица» при наличии дефекта продукции и соответственно отклонений в технологическом процессе, сравнивают значения качественных параметров контрольной карты качественных параметров с эталонными значениями, определяют отклонения их от эталонных значений и оценивают путем присвоения экспертной оценки «ноль» при отсутствии дефекта продукции и соответственно стабильном технологическом процессе или экспертной оценки «единица» при наличии дефекта продукции и соответственно отклонений в технологическом процессе, определяют статистическими методами вычисления оценки коэффициента корреляции и оценивают состояние технологического процесса из условия допустимого предела оценки коэффициента корреляции от -1 до 1; при значении оценки коэффициента корреляции, находящемуся в пределах от -1 до 1, оценивают технологический процесс как стабильный, при значении оценки коэффициента корреляции в интервале значений меньше -1 и больше 1 выполняют регулирующие технологический процесс действия, в том числе путем приемочного контроля качества выявляют виды дефектов, соответствующие технологические операции и оборудования и осуществляют корректирующие управляющие действия.
6. Способ по п.5, отличающийся тем, что для значений параметров контрольной карты количественных и качественных параметров коэффициент корреляции определяют из соотношения:

где рij - оценка коэффициента корреляции;
si - оценка среднеквадратического отклонения количественного параметра, определяемого из соотношения:

Sj - оценка среднеквадратического отклонения качественного параметра, определяемого из соотношения:
Sij - оценка смешанного момента, определяемого из соотношения:
xj - среднее значение количественного параметра, определяемое из соотношения:

xj - среднее значение качественного параметра, определяемое из соотношения:
- значение количественного параметра из временной выборки;
- значение качественного параметра из временной выборки.
7. Способ по п.5, отличающийся тем, что для значений параметров контрольной карты качественных параметров коэффициент корреляции определяют из соотношения
где pk1 - оценка коэффициента корреляции;
sk - оценка среднеквадратического отклонения качественного k-го параметра, определяемое из соотношения:
sl - оценка среднеквадратического отклонения качественного параметра с l - порядковым номером, определяемого из соотношения:
Skl - оценка смешанного момента, определяемого из соотношения:
где xk - среднее значение параметра, определяемое из соотношения:
xl - среднее значение качественного параметра с l - порядковым номером, определяемое из соотношения:
- значение качественного параметра с k - порядковым номером из временной выборки;
- значение качественного параметра с l - порядковым номером временной выборки.
8. Способ по п.5, отличающийся тем, что число временных выборок количественных и качественных параметров составляет не менее 10 значений.
9. Способ по п.5, отличающийся тем, что для формирования матрицы контрольной карты количественных и качественных параметров выбирают количественные и качественные параметры технологического процесса, характеризующиеся наименьшим временем контроля.
10. Способ по п.5, отличающийся тем, что для формирования матрицы контрольной карты качественных параметров определяют качественные параметры готовой продукции и соответствующие им и влияющие на их достижение качественные параметры технологического процесса, характеризующиеся наименьшим временем контроля.
| СПОСОБ СТАТИСТИЧЕСКОГО УПРАВЛЕНИЯ КАЧЕСТВОМ ЭЛЕКТРОДНОЙ ПРОДУКЦИИ | 2005 |
|
RU2295590C1 |
| СПОСОБ СТАТИСТИЧЕСКОГО ПРОГНОЗИРОВАНИЯ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ | 2000 |
|
RU2261473C2 |
| СИСТЕМА АНАЛИЗА ПРОЕКТИРОВАНИЯ И ПРОЦЕССОВ ПРОИЗВОДСТВА | 2003 |
|
RU2321886C2 |
| US 6795798 B2, 21.09.2004. | |||

