Изобретение относится к способу прогноза с помощью методов статистического анализа точности размеров и фрагментов статистических методов управления качеством деталей, изготавливаемых в штампах на этапе проектирования штампа, и может быть использовано в машиностроительной промышленности для производства деталей, изготавливаемых листовой штамповкой, в частности вырубкой, пробивкой, перфорированием и т.д.
В совершенствовании управления современным производством преобладают способы, в которых используются статистические методы управления качеством процессов, предназначенные для обеспечения и поддержания показателей качества продукции на приемлемом и стабильном уровне.
Названные способы широко используются на практике, описаны в технической литературе, их применение регламентируется рядом государственных и отраслевых стандартов по системам качества. Наиболее подробно суть этих способов описана в ГОСТ Р 50779.10-2000 (ИСО 3534-1) и ГОСТ Р 50779.11-2000 (ИСО 3534.2-93).
Известен способ назначения допусков на номинальные и исполнительные размеры деталей штампа и инструмента. [Справочник конструктора штампов: Листовая штамповка. / Под общ. ред. Л.И.Рудмана. - М.: Машиностроение, 1988, с.61-74.]
Данный способ, в частности, содержит расчет исполнительных размеров пуансона и матрицы с учетом размеров получаемой (вырубкой или пробивкой) детали, а также рекомендуемые допуски на номинальные размеры посадочных и других конструктивных элементов инструмента и оснастки.
Недостатком данного способа является отсутствие взаимосвязи (корреляции) величины назначаемых допусков с номинальными размерами отдельных конструктивных элементов штампа, определяющих погрешности действительных размеров изготавливаемых деталей, с совокупной (суммарной) формирующейся при сборке штампа погрешностью, и, тем более, с допусками на размеры изготавливаемой детали.
Известен способ прогнозирования в процессе изготовления детали ее погрешностей по окончании обработки на основе ее виртуальной копии [патент РФ №2210479, МГЖ B23Q 15/07 (2002.04), 20.08.2003], включающий обработку реальной детали резцом на токарном станке и использование отметчика угла поворота шпинделя, двух пар бесконтактных датчиков перемещения, фиксирующих траектории перемещения детали и вершины резца, и компьютера для обработки сигналов от датчиков и построения виртуальной копии детали. При этом в процессе обработки реальной детали посредством бесконтактных датчиков ведут снятие траекторий перемещения реальной детали и вершины резца, обрабатывают эти данные на компьютере и строят виртуальную копию детали, по которой рассчитывают и прогнозируют погрешности реальной детали после окончания обработки.
Данный способ позволяет получать конечный прогноз качества детали непосредственно в процессе ее изготовления.
Недостатком данного способа является обеспечение возможности прогнозирования качества деталей уже в процессе их изготовления, когда спроектирована оснастка и инструмент, а также произведена наладка всей технологической системы. При неудовлетворительном качестве изготавливаемых деталей также потребуется корректировка составляющих технологического процесса, сопровождающаяся дополнительными материальными и временными затратами.
Также известен способ оценки состояния процесса производства деталей, обеспечивающего размеры взаимного расположения их конструктивных элементов [патент РФ №2277038, МПК B23Q 17/00 (2006.01), 27.05.2006], содержащий замер координат расположения этих элементов на каждой детали некоторой контрольной выборки, занесение значений этих координат в таблицу данных, сравнение данных таблицы замеров с границами допускаемых показателей возможностей контролируемого процесса и оценку процесса по случаям выхода значений замеров за названные границы.
Недостатком данного способа является обеспечение возможности объективного анализа погрешностей размеров уже готовых деталей, поскольку он может быть реализован только после изготовления штамповой оснастки, отладки процесса производства и изготовления контрольных партий. При этом корректировка точности изготавливаемых деталей может потребовать ужесточения допусков и изготовления части новых конструктивных элементов штампа или инструмента. Данный способ обеспечивает оценку точности процесса, но не позволяет прогнозировать качество получаемых деталей.
Задачей настоящего изобретения является снижение трудоемкости, материальных затрат, сокращение сроков подготовки производства новых изделий, и улучшение качества деталей изготавливаемых в штампах, за счет обеспечения возможности прогнозирования точности размеров этих деталей еще на этапе проектирования штамповой оснастки и инструмента.
Технический результат, достигаемый изобретением, состоит в том, что обеспечивается возможность прогнозирования качества деталей, изготавливаемых в штампах, еще на стадии подготовки конструкторско-технологической документации (сборочного чертежа штампа и рабочих чертежей необходимых деталей и инструмента).
Сущность предлагаемого способа прогнозирования точности размеров деталей, изготавливаемых в штампах, заключается в том, что устанавливают размеры взаимного расположения конструктивных элементов на каждой детали некоторой выборки, заносят отклонения этих размеров от номинальных в таблицу данных, сравнивают данные таблицы с границами допускаемых показателей возможностей контролируемого процесса и производят оценку процесса по случаям выхода значений отклонений за названные границы, для чего дополнительно: составляют схему формирования результирующей погрешности из исходных составляющих погрешностей, устанавливают диапазоны возможных изменений значений каждой составляющей погрешности, составляют таблицу исходных составляющих погрешностей с интервалами возможных колебаний их значений, включая возможные интервалы изменения настроечных размеров, производят моделирование частных значений каждой исходной составляющей погрешности и составляют таблицу модельной выборки, каждая строка которой соответствует одной возможной комбинации всех исходных составляющих погрешностей, рассчитывают соответствующее значение результирующей контрольной погрешности, анализируют полученное распределение результирующей погрешности и рассчитывают его количественные статистические параметры, которые используют для последующего расчета модельного и условных допусков, последние сопоставляют с чертежным допуском контрольного размера детали, в результате чего определяют показатели рассеяния и обобщенный показатель настроенности технологической системы и прогнозируют уровень вероятности брака, проводят множественный корреляционный анализ, позволяющий оценить силу корреляционной связи каждой исходной составляющей погрешности с результирующей погрешностью, и множественный регрессионный анализ, позволяющий установить степень влияния каждой исходной составляющей погрешности на результирующую и выявить из них наиболее значимые, диапазоны разброса которых следует уменьшать корректировкой конструкторско-технологической документации.
Указанный технический результат обеспечивается тем, что на стадии подготовки конструкторско-технологической документации (в частности, сборочного чертежа штампа и рабочих чертежей необходимых деталей и инструмента) производят статистическое прогнозирование по предлагаемому способу контролируемых размеров изготавливаемых деталей, сопоставление их с чертежными, прогнозирование вероятности брака, выявление исходных составляющих погрешностей, в наибольшей степени влияющих на величину результирующего контрольного размера детали, и в случае необходимости осуществляют соответствующую корректировку конструкторско-технологической документации.
Способ осуществляется следующим образом.
На основе анализа сборочного чертежа штампа устанавливают перечень исходных составляющих погрешностей (отклонений соответствующих размеров определенных конструктивных деталей штампа, инструмента и настроечных размеров), из которых формируют результирующую погрешность контролируемого размера изготавливаемой детали, и составляют основное статистическое уравнение, т.е. схема формирования результирующей погрешности из исходных составляющих погрешностей. При составлении основного статистического уравнения используют геометрические соотношения, формирующие искомые размерные цепи в конструкции штампа и необходимые справочные данные.
Из рабочих чертежей указанных в п.1 деталей штампа и инструмента устанавливают диапазоны изменения каждой составляющей погрешности (соответствующие допуски на изготовление) и составляют таблицу исходных составляющих погрешностей с интервалами возможных колебаний их значений, включая возможные интервалы изменения настроечных размеров.
Методом Монте-Карло с помощью генератора случайных чисел по соответствующему закону распределения производят моделирование частных значений каждой исходной составляющей погрешности (например, с помощью компьютерной программы «Microsoft Office Excel 2003»). При этом фиксируют количество модельных опытов, рекомендуемый из справочных данных закон распределения каждой составляющей погрешности и диапазон ее изменения. В результате получают одномерные массивы, количество которых соответствует числу исходных составляющих погрешностей. Их представляют в виде столбцов таблицы модельной выборки, при этом каждая строка этой таблицы является одной частной комбинацией всех исходных составляющих погрешностей, т.е. одним модельным опытом.
С помощью основного статистического уравнения для каждой комбинации исходных составляющих погрешностей (для каждого условного опыта) рассчитывают соответствующее значение результирующей (контрольной) погрешности. В результате получают соответствующий одномерный массив значений результирующей погрешности контролируемого размера изготавливаемой детали.
По методике статистического анализа одномерных массивов (прикладные компьютерные программы «AtteStat», «SPSS for Windows 13.0», «Статистика») проводят статистический анализ полученного модельного распределения на соответствие тому или иному известному теоретическому закону. В результате производят выравнивание полученного эмпирического распределения по установленному теоретическому закону и рассчитывают его количественные характеристики, используемые в дальнейшем для расчета модельного выборочного и условных допусков на результирующую погрешность.
С использованием элементов статистических методов управления качеством продукции производят расчет модельного выборочного и условных (для различных уровней доверительной вероятности и степени риска брака) допусков, которые сопоставляют с чертежным для результирующего показателя качества, и производят оценку показателей рассеяния и обобщенного показателя настроенности технологической системы. Это позволяет определить уровень вероятности брака изготавливаемых деталей по контролируемому размеру для различных условий прогноза.
На следующем этапе производится множественный корреляционно-регрессионный анализ (компьютерные программы, указанные в пункте 5), позволяющий оценить силу (тесноту) связей каждой исходной составляющей погрешности с результирующей погрешностью контролируемого размера изготавливаемой детали, оценить действие случайных факторов, а также получить соответствующую регрессионную зависимость, позволяющую установить степень влияния каждой исходной составляющей погрешности на результирующую и выявить из них наиболее значимые, диапазоны разброса которых следует уменьшать (корректировкой конструкторско-технологической документации) в случае необходимости повышения точности контрольного размера изготавливаемой детали.
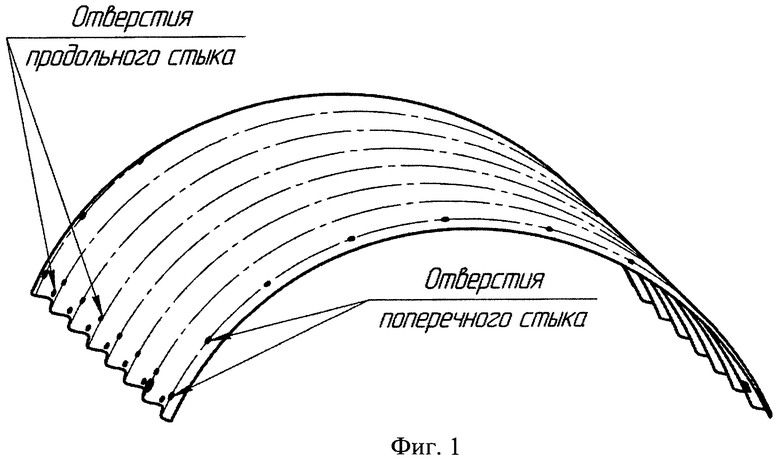
Изобретение и пример его использования поясняются иллюстрациями, на которых представлены: фиг.1 - эскиз профилированной радиусной секции с указанием монтажных отверстий; фиг.2 - схема формирования результирующих погрешностей изготавливаемой детали ΔLГ, ΔLП, ΔLТ из исходных составляющих погрешностей штамповочной технологической системы δ1, δ2, …, δ6 на операции пробивки системы монтажных отверстий.
Пример. Исследуют точность изготовления профилированных радиусных секций (фиг.1), из которых монтируют быстровозводимые металлические сооружения, например водоотводные трубы, укладываемые вдоль автомобильных и железнодорожных магистралей. Технологический процесс изготовления таких секций включает четыре формообразующих операции, осуществляемые на поточной линии: - секционная штамповка волнообразного профиля на листовой заготовке; - правка полученного полуфабриката в системе приводных валков; - последовательно выполняемые групповая и пошаговая пробивки системы монтажных отверстий; - окончательное радиусное профилирование секции.
Одним из показателей качества сборной металлической трубы, обеспечивающим ее прочность, надежность соединения и относительную герметичность, является равномерность перекрытия (нахлеста) смежных секций по торцам в продольном стыке кольцевого элемента (фиг.1). По ходу технологического процесса она обеспечивается предельной величиной одной из результирующих погрешностей изготавливаемой секции, формируемой на операции пробивки системы монтажных отверстий,  - наибольшее отклонение от номинала расстояния от края торца до оси отверстий, получаемых групповой пробивкой (фиг.2). Данную результирующую погрешность формируют из всех шести исходных составляющих погрешностей δ1, δ2, …, δ6 (в той или иной комбинации участвующих в формировании и других результирующих погрешностей), необходимая информация о которых сведена в таблицу 1.
- наибольшее отклонение от номинала расстояния от края торца до оси отверстий, получаемых групповой пробивкой (фиг.2). Данную результирующую погрешность формируют из всех шести исходных составляющих погрешностей δ1, δ2, …, δ6 (в той или иной комбинации участвующих в формировании и других результирующих погрешностей), необходимая информация о которых сведена в таблицу 1.
Анализ конструкции и принципа работы всей технологической системы на операции пробивки монтажных отверстий позволяет составить следующее основное статистическое уравнение для рассматриваемой результирующей погрешности

Далее с помощью компьютерной программы «Microsoft Office Excel 2003» производят генерацию числовых массивов из 50 значений каждой из исходных составляющих погрешностей, распределенных по нормальному закону и изменяющихся в установленных в таблице 1 диапазонах. Затем, в соответствии с предлагаемым способом, составляют таблицу модельной выборки, каждая строка которой соответствует одной возможной комбинации всех исходных составляющих погрешностей; по основному статистическому уравнению (1) рассчитывают соответствующие значения исследуемой результирующей погрешности; с помощью компьютерной программы СОиВД13(SPSS13.0) проводят анализ распределения массива результирующей погрешности, устанавливают соответствие модельного распределения нормальному закону и получают его количественные статистические параметры, приведенные в таблице 2.
Следующим реализуют этап прогнозирования возможного диапазона изменения величины исследуемой результирующей погрешности и уровня вероятности брака для различных условий прогноза. С помощью количественных параметров  и σ полученного модельного распределения ΔLT рассчитывают среднестатистический для модельной выборки и условные статистические допуски [РТМ 44-62. Методика статистической обработки эмпирических данных. М.: Госстатиздат, 1963], приведенные в таблице 3.
и σ полученного модельного распределения ΔLT рассчитывают среднестатистический для модельной выборки и условные статистические допуски [РТМ 44-62. Методика статистической обработки эмпирических данных. М.: Госстатиздат, 1963], приведенные в таблице 3.
Далее рассчитывают показатели рассеяния  (путем сопоставления статистических допусков с чертежным) и обобщенный показатель настроенности технологической системы
(путем сопоставления статистических допусков с чертежным) и обобщенный показатель настроенности технологической системы  (где tн и tв - соответственно нижняя и верхняя границы чертежного допуска), которые приведены в таблице 4.
(где tн и tв - соответственно нижняя и верхняя границы чертежного допуска), которые приведены в таблице 4.



Рассчитанные значения показателей сопоставляют с предельными (критическими) значениями соответствующих показателей, которые определялись по зависимостям  и
и  (где N - объем модельной выборки). По результатам сопоставления делают качественное (таблица 5) и количественное заключение о возможности появления брака.
(где N - объем модельной выборки). По результатам сопоставления делают качественное (таблица 5) и количественное заключение о возможности появления брака.
Вычисляют уровень вероятности брака в процентах по формуле:
q=100[1-p(tн≤x≤tв)].
По найденным значениям  ,
,  ,
,  и kOH с помощью статистических таблиц [Р 50-601-20-91. Рекомендации по оценке точности и стабильности технологических процессов. ВНИИС, 1991 г.] находят вероятность брака q в процентах (таблица 6).
и kOH с помощью статистических таблиц [Р 50-601-20-91. Рекомендации по оценке точности и стабильности технологических процессов. ВНИИС, 1991 г.] находят вероятность брака q в процентах (таблица 6).
Таким образом, устанавливают, что для исследуемой модельной выборки  и для различных вероятностных прогнозов на всю партию
и для различных вероятностных прогнозов на всю партию  процент брака пробитых профилированных листовых секций по величине отклонений от номинального расстояния от края торца до оси отверстий ΔLT, получаемых групповой пробивкой, очень большой и требует ужесточения исходных составляющих погрешностей.
процент брака пробитых профилированных листовых секций по величине отклонений от номинального расстояния от края торца до оси отверстий ΔLT, получаемых групповой пробивкой, очень большой и требует ужесточения исходных составляющих погрешностей.
Для выявления силы (тесноты) связи между исследуемой результирующей погрешностью и исходными составляющими погрешностями проводят корреляционный этап множественного корреляционно-регрессионного анализа.
Программное обеспечение «SPSS for Windows 13.0» позволяет вычислить соответствующие коэффициенты корреляции, некоторые вспомогательных параметры и произвести оценку их значимости. В расчетах используют переменные с интервальной шкалой, поэтому целесообразно использовать коэффициент корреляции Пирсона (корреляция моментов произведений). Расчетные значения сведены в таблицу 7.
Анализ полученных значений коэффициентов корреляции Пирсона показывает, что корректировка исходных составляющих погрешностей δ1, δ3 и δ4 способна, вследствие малого действия неконтролируемых случайных факторов, значимо изменить диапазон разброса исследуемой результирующей погрешности ΔLT.
Последующий множественный регрессионный анализ позволяет получить следующее линейное уравнение регрессии в кодированных значениях факторов:
ΔLT=0+0,137δ1+0,274δ2+0,338δ3+0,684δ4+0,120δ5+0,269δ6.
Вычисленные величины коэффициентов регрессии, стоящие при соответствующих факторах, позволяют утверждать, что наиболее значимое влияние на ΔLT - отклонение от номинала расстояния от края торца до оси отверстий, получаемых групповой пробивкой, оказывают факторы δ3 - смещение осей отверстий в направлении подачи, одновременно пробиваемых на пошаговой пробивке, при работе первой подающей каретки и особенно δ4 - смещение осей отверстий в направлении подачи, одновременно пробиваемых на пошаговой пробивке, при работе второй подающей каретки механизма подачи.
По совокупным результатам множественного корреляционно-регрессионного анализа проводят корректировку конструкторской документации на регулируемые ограничители перемещения кареток механизма подачи, позволяющую повысить точность и согласованность настройки указанных ограничителей и, как следствие, синхронизировать и стабилизировать перемещения кареток. Последнее приводит к уменьшению наиболее значимых исходных составляющих погрешностей и, соответственно, к уменьшению исследуемой результирующей погрешности.
Использование изобретения в области штамповочного производства обеспечивает по сравнению с существующими способами следующие преимущества: возможность прогнозирования качества изготавливаемых деталей и вероятности брака, нахождение наиболее значимых (ключевых) погрешностей конструкции, изготовления и настройки штамповой оснастки и инструмента, влияющих в наибольшей степени на точность размеров получаемой детали, внесение соответствующих корректировок, повышающих качество деталей, еще на стадии разработки конструкторско-технологической документации, что существенно сокращает материальные затраты и сроки подготовки производства новых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| СПОСОБ ОЦЕНКИ СОСТОЯНИЯ ПРОЦЕССА ПРОИЗВОДСТВА ДЕТАЛЕЙ | 2004 |
|
RU2277038C1 |
| Устройство для вырубки листовых деталей | 1990 |
|
SU1759503A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| НАКОНЕЧНИК ФУРМЫ | 1992 |
|
RU2039089C1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПОПЕРЕЧНОЙ ПОДАЧИ ПРИ ШЛИФОВАНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2454310C1 |
| Способ и система мониторинга оборудования на основе совместного статистического и физического моделирования | 2021 |
|
RU2780968C1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| СПОСОБ ШТАМПОВКИ ДИСКОВ КОЛЕС | 1996 |
|
RU2092263C1 |
| Штамп для пробивки отверстий | 1985 |
|
SU1276399A1 |
Изобретение относится к машиностроительной промышленности, в частности к способам регулирования параметров конструктивных элементов изготавливаемой штамповой оснастки. Согласно изобретению производят статистическое моделирование возможных частных значений каждой исходной составляющей погрешности и рассчитывают соответствующее значение результирующей контрольной погрешности и количественные статистические параметры модельного распределения. Данные заносят в таблицу и используют для расчета модельного и условных допусков. Последние сопоставляют с чертежным допуском контрольного размера конструктивного элемента и прогнозируют уровень вероятности брака изготавливаемых деталей. Проводят множественный корреляционно-регрессивный анализ и выявляют факторы, в наибольшей степени влияющие на точность размеров изготавливаемых в штампе деталей, и корректируют исходные диапазоны допускаемых изменений параметров контрольных размеров конструктивных элементов штамповой оснастки. Обеспечивается прогнозирование точности размеров изготавливаемых деталей на этапе проектирования штамповой оснастки и инструмента. 2 ил., 7 табл.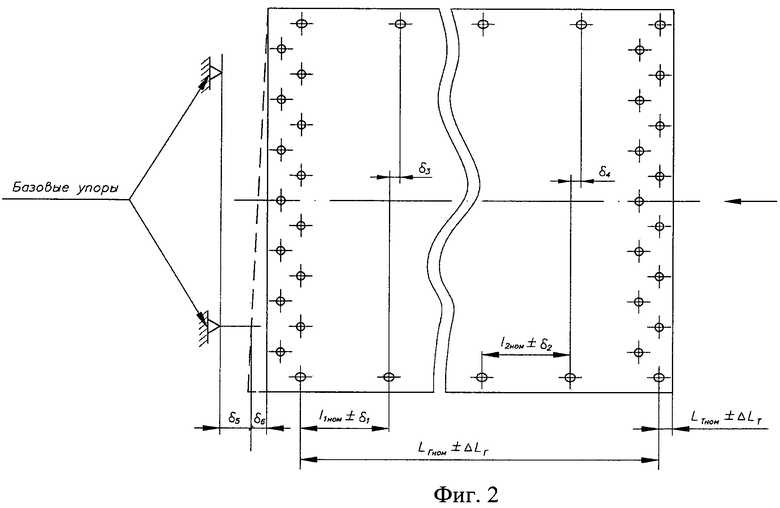
Способ регулирования параметров конструктивных элементов изготавливаемой штамповой оснастки, включающий установление размеров и взаимного расположения конструктивных элементов штамповой оснастки, сравнение с допускаемыми значениями контролируемых размеров и оценку процесса по случаям выхода контролируемых размеров за границы их допускаемых значений, отличающийся тем, что формируют результирующую погрешность из исходных составляющих погрешностей параметров конструктивных элементов, устанавливают диапазоны допускаемых изменений значений каждой составляющей погрешности, производят статистическое моделирование возможных частных значений каждой исходной составляющей погрешности и составляют таблицу модельной выборки, каждая строка которой соответствует одной возможной комбинации всех исходных составляющих погрешностей, рассчитывают соответствующее значение результирующей контрольной погрешности и количественные статистические параметры полученного модельного распределения, которые используют для последующего расчета модельного и условных допусков, последние сопоставляют с чертежным допуском контрольного размера конструктивного элемента, прогнозируют уровень вероятности брака изготавливаемых в штампе деталей, проводят множественный корреляционно-регрессивный анализ для выявления факторов, которые в наибольшей степени влияют на точность размеров изготавливаемых в штампе деталей, и корректируют исходные диапазоны допускаемых изменений параметров контрольных размеров конструктивных элементов штамповой оснастки.
| СПОСОБ ОЦЕНКИ СОСТОЯНИЯ ПРОЦЕССА ПРОИЗВОДСТВА ДЕТАЛЕЙ | 2004 |
|
RU2277038C1 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ НА ОБОРУДОВАНИИ С ЧПУ КАЧЕСТВА ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛИ | 2005 |
|
RU2325247C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ЕЁ ПОГРЕШНОСТЕЙ ПО ОКОНЧАНИИ ОБРАБОТКИ НА ОСНОВЕ ЕЁ ВИРТУАЛЬНОЙ КОПИИ | 2000 |
|
RU2210479C2 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ НА ОБОРУДОВАНИИ С ЧПУ КАЧЕСТВА ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛИ | 2005 |
|
RU2325247C2 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ И УПРАВЛЕНИЯ ТОЧНОСТЬЮ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) | 2008 |
|
RU2386519C2 |
| EP 1316374 A1, 04.06.2003. | |||

