Область техники
Настоящее изобретение относится к нанесению покрытий в вакууме, и в частности к устройству, которое создает плазму из электропроводящих материалов. Устройство используют для осуществления способа, которым изготавливают подложку с алмазоподобным углеродным покрытием, повышающим твердость такой подложки, выполнение резания и стойкость к износу. Кроме того, изобретение относится к сверлильным устройствам, применяемым при работах по трассировке, резке, сверлению и т.д. на печатных платах, а также для оборудования из Al, Cu и т.д. и цветных металлов.
Уровень техники
В данной области техники известны покрытия с алмазоподобным углеродом. В документе WO 2004/083484 А1 раскрыта возможность нанесения нанокристаллического алмазоподобного материала технологией CVD (химического осаждения из паровой фазы) на поверхность подложки, в частности технологией химического осаждения из паровой фазы для получения стандартных слоев углерода на поверхности фрезы для печатных плат.
Основной проблемой в производстве печатных плат является стабильное давление при повышении производительности и снижение издержек при обработке печатных плат. Из-за исключительной твердости алмаза фрезы с алмазоподобным покрытием также превосходно подходят для обработки твердых композитных материалов и исключительно термостойких материалов с высокой температурой стеклования (Tg) 170-180°С.
В патентах США №5,435,900, 6,663,755 и 6,617,057, выданных В.И.Гороховскому, раскрыта возможность нанесения покрытий в вакууме посредством фильтруемого напыления катодной дугой в одной отдельной реакционной камере, где в вакууме плазменная дуга, окруженная магнитной отклоняющей системой, сообщается с первым плазменным источником и камера для нанесения покрытия используется как устройство.
В документе ЕР 1186683 В1 раскрыто использование фильтруемых дуговых источников углерода для нанесения слоя алмазоподобного углерода (АПУ) на детали, используемые в часовой промышленности.
Фрезы с алмазоподобным покрытием для печатных плат превосходят обычные карбидные инструменты по фрезерованию печатных плат из-за используемых исключительно абразивных материалов и раскрыты, например, в патенте США №5,653,812, где слой АПУ получен технологией химического осаждения из паровой фазы.
В общем, микроинструменты, такие как микросверла, торцевые микрофрезы и т.д., становятся все более и более важными для микроэлектроники и микротехнологий. Микроинструменты для микрооборудования или, в общем, для механических микродеталей нуждаются в высококачественных покрытиях с низкой шероховатостью. Более того, часто большое значение имеет низкая температура при напылении. По сравнению с обычными (макро) инструментами, существует ряд новых требований к свойствам покрытий микроинструментов и к способам нанесения покрытий на микроинструменты из-за сверхмалых размеров микроинструментов.
В частности, микроинструмент должен быть не только твердым с низким коэффициентом трения, но и гладким с хорошо выполненной толщиной. Типичный размер режущих кромок для микроинструмента или кривизна радиусов "острого конца" составляют менее 1 микрона.
Одной из основных проблем является перегрев острых кромок и "острых концов" микроинструментов в процессе напыления покрытия. Высокая температура и "смещение" во время напыления обычно благоприятны для хорошей адгезии покрытия на подложке. Однако перегрев является крупной проблемой для микроинструментов. Вокруг острого конца существует высокая плотность плазмы, и высокая плотность тока (ионов) на наконечнике является результатом, ведущим к перегреву. Перегрев режущих кромок приводит, например, к утрате их механических свойств.
Необходимо сказать, что в настоящее время заявителю неизвестно, что на рынке есть микроинструменты с покрытием, в частности микросверла с диаметром <0,2 мм.
Цели изобретения
Тенденция у фрез и дрелей для печатных плат к более глубоким отверстиям делает получение более глубоких отверстий (общей длины сверления), а также отверстий хорошего качества все более трудным.
В результате геометрия подложки и покрытия должна точно соответствовать применению. Стандартные инструменты, например развертки для шероховатых покрытий, не могут переносить такие нагрузки и часто неспособны преобразовать выходную мощность станка в эксплуатационные требования к резке.
Поэтому одна из задач, лежащих в основе создания настоящего изобретения, заключается в том, чтобы предложить усовершенствованный способ нанесения покрытий на подложки, особенно сверлильные и режущие устройства с алмазоподобными углеродными слоями, которые обеспечат более длительный срок службы инструментов с таким покрытием и получение отверстий более хорошего качества.
Эта задача была решена посредством способа нанесения покрытия на подложку с износостойким слоем на основе углерода, содержащего следующие этапы:
i) предоставление подложки, содержащей материал, который имеет сродство с углеродом;
ii) очистка поверхности подложки;
iii) напыление металлического граничного слоя на упомянутую поверхность фильтруемым потоком ионов из источника, содержащим в сущности ионы металла;
iv) ионная бомбардировка поверхности с покрытием;
v) напыление слоя АПУ на поверхность, покрытую титаном.
В способе согласно изобретению наносят покрытие из АПУ с хорошей адгезией на подложку при низкой температуре, причем покрытие очень твердое (>40 ГПа, предпочтительно 45-60 ГПа, особенно Hv=5130), самосмазывающееся, относительно толстое и наносимое при низких температурах. Кроме того, покрытие предпочтительно имеет модуль Юнга 400-700 ГПа.
Термин "сродство к углероду" означает, что материал способен образовывать термодинамически стойкое соединение и/или фазу с углеродом.
Предпочтительно этап нагрева выполняют перед этапом i), на котором подложку нагревают до температуры 200-300°С минимум за 20 минут.
Неожиданные эффекты и твердость, а также прочность слоев АПУ также могут быть отнесены на счет наличия промежуточного слоя титана, который обеспечивает более хорошую адгезию АПУ на поверхности при относительно низкой температуре (ниже 200°С, более предпочтительно ниже 120°С, наиболее предпочтительно ниже 70°С). Частичное перекрытие углерода и слоя титана из-за технологии имплантации ионов, используемой в способе согласно изобретению, придает дополнительную прочность и более хорошую адгезию этих двух покрытий на поверхности подложки.
Заострение режущих кромок, например краев просверленных отверстий, может быть достигнуто за счет дополнительной ионной бомбардировки, например, ионами Ar, перед этапом iii).
Этапы iv) и v) могут быть повторены несколько раз для получения более толстых слоев АПУ на поверхности, т.е. толще 1 мкм.
По выбору, после напыления слоя металла выполняют этап охлаждения, на котором подложка с металлическим покрытием, например слоем титана, охлаждается до температуры меньше 100°С, предпочтительно меньше 70°С. Охлаждение обеспечивает еще более хорошую адгезию АПУ на поверхности металла. Металл может быть одним или несколькими из Ti, W, Cr и их смесей (сплавов). Для облегчения понимания в последующем описании используется титан, но это относится также как часть вместо целого к другим металлам и смесям, упомянутым выше.
Для получения хорошей адгезии напыление металла предпочтительно выполняют при температурах больше 200°С. Металлический промежуточный слой осаждают на подложке при "смещении" (напряжения, подаваемого на подложку) в диапазоне 0-100 В. Однако для эффективной адгезии осаждаемого углерода необходима температура меньше 70°С. Время охлаждения подложки может быть уменьшено до времени меньше 10 минут рядным расположением. Рядное расположение в контексте настоящего изобретения означает, что каждый этап способа выполняют в конкретной области/месте, например в камере реактора, и такие области расположены в разных местах, но в ряд друг за другом.
Ионная бомбардировка благородными газами, в частности аргоном, поверхности с покрытием удаляет примеси, которые могут влиять на адгезию слоя углерода на слое титана, и ионная бомбардировка может быть выполнена несколько раз, особенно если должны быть проведены несколько этапов напыления углерода.
Более того, в оптимальных условиях, а именно при оптимальных напряжении смещения, токе, типе ионов и подложке, ионная бомбардировка повышает остроту режущих кромок инструментов и может быть, как сказано выше, дополнительно проведена перед этапом iii).
Предпочтительно подложкой является подложка, содержащая металл, где металл подложки выбирают из группы, включающей железо, хром, ванадий, вольфрам, молибден, никель, ниобий, тантал, их сплавы, карбиды, оксиды, бориды, нитриды, титаниды. Посредством этого любой известный инструмент, такой как фрезы, сверла и т.д., может быть использован как подложка для повышения твердости и заострения его поверхности или режущих кромок. Предпочтительными сверлами являются микросверла, имеющие диаметр меньше 0,3 мм. Особо предпочтительным материалом для подложки является WC-Co, содержащий от 4% до 12% Со.
Известно использование покрытия из АПУ для улучшения твердости поверхности, коэффициента трения и против прихвата подложки. Эти признаки считаются основными свойствами АПУ, подходящими для улучшения эксплуатационных характеристик инструментов или других функциональных деталей в электромеханических микросистемах (MEMS). Однако микроинструменты с малыми размерами, т.е. диаметром меньше 0,2 мм для цилиндрических подложек или с соответствующей толщиной подложки в общем (особенно если она изготовлена из поликристаллических материалов), очень хрупкие. Основной недостаток такой подложки связан с ее разрушением посредством развития трещин. Трещина обычно начинается в результате поверхностного микроразлома (наноразлома) и распространяется по границам зерен основного материала.
Поэтому одним из преимуществ способа согласно изобретению является предотвращение распространения трещин путем "залечивания" поверхностных микротрещин (нанотрещин) в нанесенном покрытии.
Обработка пучком ионов и технология многослойного покрытия согласно изобретению увеличивают неожиданно упругую область подложки и значительно повышают сопротивление разлому и ударную вязкость (микро)подложек. Более того, неожиданно наблюдалось, что влияние покрытия согласно изобретению на упругие свойства любого основного материала подложки выраженно больше при уменьшении диаметра или толщины подложки, при пределе, сопоставимом с размером зерна (например, размером кристаллов или частиц аморфных веществ) материала подложки, например, микроинструмента. Поэтому в способе согласно изобретению предпочтительно выращивать покрытие из АПУ не таким твердым, как это технически возможно, а для получения структуры покрытия, которая закрывает микротрещины (нанотрещины) на поверхности.
В других вариантах осуществления изобретения подложка является кремниевой или керамической, что предоставляет доступ к специальным подложкам и инструментам. В данном случае подложка предпочтительно содержит оксиды, нитриды, карбиды, силициды, тантаниды одного или нескольких из железа, хрома, ванадия, вольфрама, молибдена, никеля, ниобия, тантала.
Этап очистки предпочтительно выполняют путем распыления ионного пучка, предпочтительно в вакууме. При этом понимается, что также могут быть приняты эквивалентные меры.
Напыление металла перед напылением углерода выполняет фильтруемым ионным пучком, содержащим в сущности ионы металла, предпочтительно ионы W, Cr, Ti. Напыление выполняют предпочтительно при низком смещении меньше 150 В, более предпочтительно меньше 80 В, фильтруемой дугой.
После напыления металла выполняют ионную бомбардировку ионами благородного газа, предпочтительно ионами аргона. Температуру подложки во время ионной бомбардировки поддерживают предпочтительно ниже 200°С, более предпочтительно ниже 150°С, например путем использования ионной пушки низкой энергии с напряжением ниже 250 В. Другими параметрами предпочтительной ионной пушки низкой энергии являются анодный ток от 3 А до 10 А, более предпочтительно около 5 А, катодный ток от 0 А до 30 А и давление газа 10-2-10-4 Торр.
Катод предпочтительно выполнен из вольфрамовой нити и основан на принципе холловского ускорителя.
Окончательное напыление углерода выполняют импульсной фильтруемой дугой ионного пучка, содержащего в сущности ионы углерода. Частота предпочтительно составляет 1-15 Гц. Ионный пучок в одном варианте осуществления изобретения не содержит соединений С-Н как в других технологиях, известных из уровня техники. Поэтому гладкие соединения С-Н и продукты имплантации не образуются как в технологиях, известных из уровня техники. Предпочтительно покрытие наносят при температуре меньше 100°С, более предпочтительно меньше 70°С. Кроме того, напыление выполняют при 70-140 эВ. Катод для напыления углерода предпочтительно имеет высокую плотность, низкий размер зерна и изготовлен под высоким давлением.
Импульсный режим дугового разряда очень удобен для контроля толщины пленки путем подсчета количества разрядов.
Толщина зоны имплантации углерода составляет от 5 до 50 нанометров и предпочтительно имеет постоянный градиент концентрации атомов углерода от 0 до 100%. При этом понимается, что имплантация углерода может проникать глубже в подложки, чем имплантация металла, например титана, и, следовательно, в слое титана зоны имплантации имеют некоторый перехлест.
Совокупный слой АПУ на поверхности подложки имеет толщину от 1 до более чем 1000 нанометров, например 1500 нанометров, что подходит для разных типов применения. Более предпочтительной является толщина от 400 до 700 нанометров. Слой алмазоподобного углерода предпочтительно имеет аморфную углеродную матрицу или аморфную матрицу с алмазными нанокластерами. Термин "нанокластер" понимается так, как он определен в описании, приведенном в публикации "Рамановская спектроскопия аморфного, наноструктурированного, алмазоподобного углерода и наноалмаза" (на англ. языке), Э.К. Феррари и Дж. Робертсон (А.С.Ferrari and J.Robertson), Phil. Trans. R. Soc. Lond. A (2004) 362, 2477-2512.
Задача, лежащая в основе изобретения, также решается подложкой, имеющей слой металла, особенно титана, хрома или вольфрама, на поверхности подложки и слой алмазоподобного углерода, расположенного на упомянутом слое металла, где слой углерода и слой металла частично перекрываются, и слой углерода имеет градиент концентрации атомов углерода от 0 до 100%.
Толщина напыляемого слоя металла предпочтительно составляет от 50 до 250 нанометров.
Толщина слоя алмазоподобного углерода составляет от 20 до 1500 нанометров. Более предпочтительной является толщина от 400 до 700 нанометров.
В предпочтительных вариантах осуществления подложкой является сверло, фреза, лезвие и т.д.
Как напыление металла фильтруемой дугой, так и напыление углерода фильтруемой импульсной дугой предпочтительно осуществляются ионом низкой энергии, например, произведенным вышеупомянутой предпочтительной ионной пушкой низкой энергии. Напыление предпочтительно выполняют при температуре ниже 70°С, что осуществимо при использовании сочетания упомянутых технологий напыления с ионной пушкой низкой энергии.
Шероховатость (Ra) предпочтительно ниже 30 нанометров.
Базовая структура покрытия аморфная, чтобы сопротивляться и ингибировать распространение трещин перпендикулярно поверхности подложки. Оптимальная структура покрытия из АПУ, включая микроструктуру, толщину пленки, твердость, зависит от конкретного применения в будущем.
Неожиданно, способ согласно изобретению, кроме того, объединяет различные свойства углеродных пленок в одном покрытии, когда, как сказано ниже, несколько слоев углерода, каждый из которых имеет другое отношение углерода sp3/sp2, содержатся в одном покрытии. Эти многослойные структуры, в которых каждый слой имеет другое отношение углерода sp3/sp2, даже более эффективно ингибируют распространение трещин. Конечная микроструктура зависит от способа нанесения покрытия, а также от свойств поверхности подложки, т.е. это плоская поверхность или поверхность с острыми выступами и острыми краями. Возможно даже наличие участков на поверхности с покрытием, которые имеют разную твердость, пропорцию и т.д. из-за разного локального отношения углерода sp3/sp2 на таких участках.
Задача, лежащая в основе изобретения, далее решается с помощью устройства для нанесения на подложку покрытия из алмазоподобных слоев, причем устройство содержит некоторое количество устройств, включая:
i) источник фильтруемой дуги ионов металла;
ii) источник фильтруемой дуги ионов углерода, предпочтительно с электрическим или лазерным воспламенением;
iii) ионную пушку, предпочтительно ионную пушку низкой энергии;
iv) устройство для инфракрасного нагрева;
v) камеру охлаждения.
Одиночные устройства предпочтительно расположены рядно, каждое в отдельной реакционной камере. К устройствам также применимы вышеуказанные параметры нескольких ионных бомбардировок.
Рядное расположение устройств каждого в отдельной камере позволяет, помимо прочего, значительно уменьшить время охлаждения подложки после нанесения металлического покрытия.
Например, в отношении устройства в камере, которое используется для сходной технологии в известных решениях, время охлаждения подложки с покрытием из титана, где покрытие должно быть нанесено при температуре больше 200°С, составляет приблизительно 1-2 часа. В рядной системе согласно изобретению, где каждое устройство расположено в отдельной камере, отделенной от других камер, связываемых движущимся устройством для перемещения подложки, на которую наносят покрытие, из одной камеры в другую, время охлаждения подложки с титановым покрытием составляет приблизительно 10 минут.
Это дает огромную выгоду во времени при осуществлении способа согласно изобретению.
Кроме того, рядное расположение позволяет использовать несколько подложек, то есть использование держателя образцов с несколькими сотнями или даже тысячами небольших подложек для одновременного нанесения покрытия резко повышает производительность способа согласно изобретению.
Устройство согласно изобретению позволяет использовать несколько держателей образцов одновременно, которые предпочтительно имеют форму кассет, где на подложки, например на сверла, режущие кромки и т.д., наносят покрытие. В каждой камере устройства согласно изобретению держатель образцов проходит обработку на каждом конкретном этапе способа согласно изобретению.
Это преимущество повышает производительность способа приблизительно на 500% по отношению к одиночной реакционной камере, известной из уровня техники, в которой необходимо выполнять каждый этап способа.
Источником металла, в частности Ti, является источник фильтруемой ионной дуги для получения гомогенного адгезионного слоя, причем катод изготовлен из соответствующего металла или его сплава. Кроме того, источник металла использует прямое напыление металла.
Источником углерода является импульсный источник фильтруемой или нефильтруемой дуги или лазерный абляционный источник для распыления графита, чтобы создавать покрытия из алмазоподобного углерода на подложках.
Покрытие из АПУ согласно изобретению предпочтительно имеет твердость Н=45-60 ГПа (Hv=5130) и модуль упругости 400-700 ГПа. Напыление углерода происходит при 80 эВ при плавающем потенциале. Пленка аморфного углерода осаждается при Т<70°С и при переменной частоте импульса дуги 1-15 Гц. Важно избегать высоких сжимающих напряжений на твердую пленку АПУ во время роста. Уровень напряжений контролируется путем изменения частоты импульсов во время напыления. Более длительный импульс >5 Гц дает больше "гладких" графитоподобных фаз углерода sp2, a более низкая частота <1-5 Гц дает более твердые алмазоподобные фазы углерода sp3. Поэтому полученное покрытие содержит разные углеродные слои с разным отношением углерода sp3/sp2. Напряжения также можно снимать, изменяя уровень фильтрации в устройстве согласно изобретению.
Для увеличения скорости напыления газ, содержащий углеводород (C2H2, CH4, С6Н6), предпочтительно чистый ацетилен, может быть введен в вакуумную камеру при давлении 10-3-10-5 Торр. В импульсной дуге потока плазмы с углеродом происходит диссоциация и ионизация молекул углеводорода. Небольшое количество водорода, высвобождающегося в ходе процесса, даже выгодно, поскольку оно связывает ненасыщенные связи на поверхности пленки АПУ и на поверхности раздела кластеров sp3 и sp2. Высокая степень ионизации в плазме до 98% и исключительно плотный поток частиц углерода приводят к высокой скорости роста зародышей на подложке. Квазинейтральность потока плазмы на подложке позволяет использовать диэлектрические подложки и дает возможность осаждать пленку АПУ, отличающуюся однородной толщиной на подложке, имеющей сложную 3D геометрию поверхности. Фактически скорость напыления пленки АПУ импульсной дугой в присутствии паров ацетилена при низком давлении увеличивает скорость напыления в 3 раза и больше при сохранении почти таких же свойств АПУ.
Изменение частоты импульсов, уровень фильтрации макрочастиц и введение углеводорода в камеру напыления могут выполняться периодически во время напыления АПУ, давая квазимногослойную структуру АПУ и обеспечивая снятие напряжений.
Вышеупомянутые изменение частоты импульсов углеродной дуги, уровень фильтрации макрочастиц, оптимальное введение углеводорода в камеру во время напыления углерода оказывают влияние на отношение углерода sp3/sp2, плотность слоя и т.д. в получаемом покрытии.
Поэтому квазимногослойная структура углеродных пленок или слоев, которые составляют покрытие из АПУ с переменными свойствами, может быть получена способом согласно изобретению.
Результатом является в основном аморфная углеродная структура, которая более эффективно препятствует распространению трещин в направлении, перпендикулярном поверхности подложки, чем одинарный гомогенный слой АПУ.
Образование зародышей, рост и конечная структура покрытия из АПУ зависят от поверхности подложки, в частности от плоских или острых участков поверхности, а также от угла падения потока ионов углерода на подложку.
Ионной пушкой является пушка низкой энергии, предпочтительно ниже 300 В, типа Кауфмана. Другие параметры указаны выше в связи с предложенным способом.
Предпочтительно смещение во время напыления углерода изменяется синусоидально. Подложкой для нанесения покрытия предпочтительно является подложка, содержащая металл. Предпочтительные признаки такой подложки идентичны или подобны предпочтительным признакам, указанным в связи с вышеописанным способом.
Подложку располагают согласно геометрии, предпочтительно расположенной под углом <90°, наиболее предпочтительно параллельно (т.е. под углом 0°) по отношению к потоку ионов от источника, особенно в случае цилиндрических удлиненных подложек, таких как сверла, на режущую кромку которых наносят покрытие.
Предпочтительно этими цилиндрическими подложками являются, например, сверла для нанесения покрытия, ось вращения которых предпочтительно параллельна входящему потоку ионов, так что покрытие наносится только на режущие кромки инструментов, что дает беспрецедентное преимущество в отношении уменьшения количества АПУ, которое необходимо использовать для получения эффективных сверлящих и режущих инструментов.
При этом понимается, что и другие подложки, которые необязательно имеют цилиндрическую форму, также можно использовать в способе согласно изобретению, например лезвия, вилки, ножи и т.д.
Один или несколько металлов подложки выбирают из следующих: сталь, железо, ванадий, вольфрам, кобальт, хром, никель, ниобий, тантал или их оксиды, карбиды, нитриды, силициды, тантаниды, титаниды.
Одним из основных признаков устройства согласно изобретению является то, что если покрытие необходимо нанести на цилиндрические или конические подложки, например сверла, путем сочетания ионной имплантации, ионного смешивания и поверхностей с отрицательным смещением в данной системе, можно получить очень твердые слои АПУ для фрезерования печатных плат.
Предпочтительно источник металла имеет собственную систему катушек, чтобы создавать осевое магнитное поле. Обычно в источнике металла используют круглые катушки.
Способ согласно изобретению более подробно описан на неограничительных примерах в связи с нанесением покрытий на сверла.
Оснащение подложки как сверл для нанесения покрытия в одном варианте осуществления включает часть сверл, электроизоляционную прокладку и заземленный экран. Оснащение в форме кассеты или любого другого подходящего держателя содержит некоторое количество сверл для нанесения покрытия, обычно несколько сотен. Держатель располагают в держателе образцов с двойным вращением (планетарная система). Загруженное оснащение помещают в вакуумную камеру для плазменного напыления и откачивают воздух из камеры. Газ добавляют в вакуумную камеру, ионную пушку включают, заставляя поверхность сверл протравливаться при распылении, чтобы удалить остаточные загрязнения и оксиды с поверхности и активировать поверхность, причем при оптимальных условиях, чтобы сделать режущие кромки острее. После этого напыляют слой, содержащий титан, путем напыления плазменной дугой. Этот титановый слой может использоваться как адгезионный для последующего напыления АПУ. Образцы (т.е. сверла) зафиксированы по длине параллельно направлению пучка ионов, поступающих из источника дуги, причем режущие кромки прямо подвергают воздействию пучка ионов. Эта геометрия позволяет увеличить производительность напыления машины для сверления, поскольку сверло более высокого качества может быть загружено в одну партию машины. Эта геометрия предпочтительна, поскольку микросверла имеют коническую форму, где функциональная режущая кромка является наиболее важной частью для нанесения покрытия.
В общем, настоящее изобретение предлагает следующие преимущества:
- многослойная структура покрытия, содержащая адгезионный металл и аморфный углерод (АПУ) и полученная способом согласно изобретению на подложке, имеет превосходную связь с поверхностью, например при материале WC-Co (адгезия). Покрытие закрывает все микротрещины между кристаллами материала подложки на поверхности, например WC-Co, где может начать развиваться разрушение. Таким образом, АПУ, полученный способом согласно изобретению, действует на поверхность как "клей";
- покрытие из АПУ согласно настоящему изобретению обеспечивает исключительно эффективное удаление стружки (стружка срезаемых материалов может быть удалена очень быстро (поскольку АПУ имеет очень низкий коэффициент трения)). Вместе с удалением стружки в точке резания снижается температура. Это имеет большое значение для сверления глубоких отверстий в печатной плате, чтобы получить превосходное качество поверхности отверстия при скоростном сверлении печатной платы со скоростью более 150 тыс. об/мин;
- покрытие имеет низкий коэффициент трения, что обеспечивает очень высокую эффективность удаления стружки при сверлении;
- покрытие увеличивает общую ударную вязкость подложки с покрытием. Испытания на изгиб, выполненные на подложке WC-Co (см. выше), показали увеличение критической нагрузки на 10-20% для сверл с покрытием диаметром 0,105 мм и 0,05 мм;
- покрытие для микроинструментов улучшает не только поверхность, но и основные свойства всей системы (подложки с покрытием) из-за малых размеров микроинструментов; и
- покрытие улучшает критическую изгибающую нагрузку микроинструмента, такого как микросверло WC-Co, на 17-23% (критическая нагрузка при изгибном разрушении для сверла WC-Co диаметром 0,1 мм без покрытия составляет 490 мН и с покрытием 550 мН, разрушение происходило на одинаковом расстоянии изгиба 180 мкм);
- покрытие увеличивает срок службы микроинструмента для оборудования в 5-10 раз по сравнению со сверлами без покрытия при сохранении высокого качества отверстия.
Важно сказать, что существуют оптимальные характеристики покрытия, связанные со свойствами подложки, а именно оптимальная толщина, твердость, упругость микроструктуры покрытия связаны с диаметром инструмента, его размером зерна и т.д. В общем, более толстое покрытие имеет более выраженное влияние на упругость основного материала подложки. Однако существует верхний предел толщины покрытия для режущих микроинструментов, связанный с ухудшением остроты режущих кромок при увеличении толщины покрытия.
Изобретение теперь будет объяснено более подробно со ссылками на чертежи. При этом понимается, что объяснение по чертежам не означает ограничения объема изобретения.
На Фиг.1 показана схема устройства согласно изобретению с разными камерами.
На Фиг.2 показан детальный вид сбоку сверла перед нанесением покрытия в камере с источником ионной дуги.
На Фиг.3а показан детальный вид в разрезе устройства, известного из уровня техники.
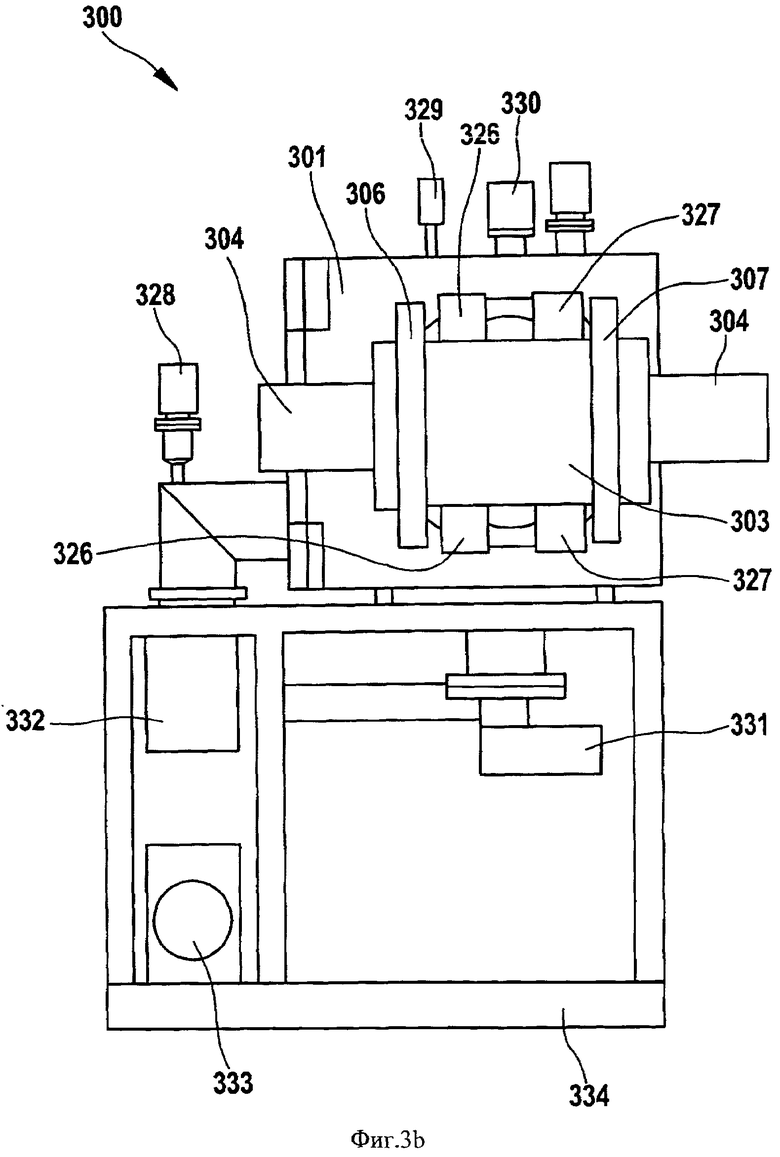
На Фиг.3b показан вид спереди устройства, известного из уровня техники.
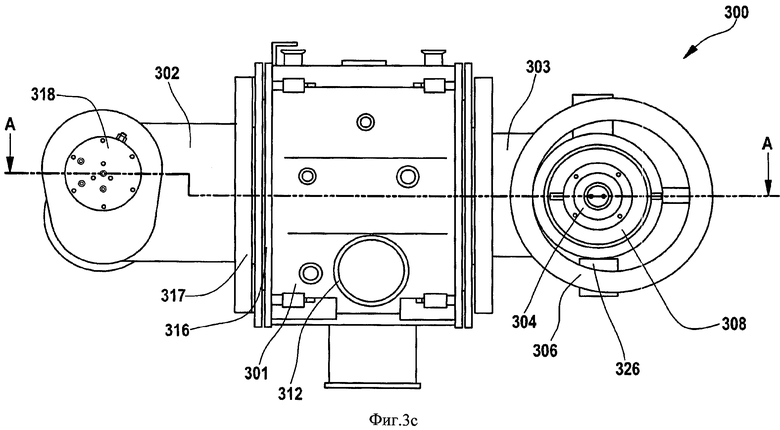
На Фиг.3с показан вид сбоку устройства, известного из уровня техники.
На Фиг.4 показан предпочтительный вариант осуществления предложенного устройства.
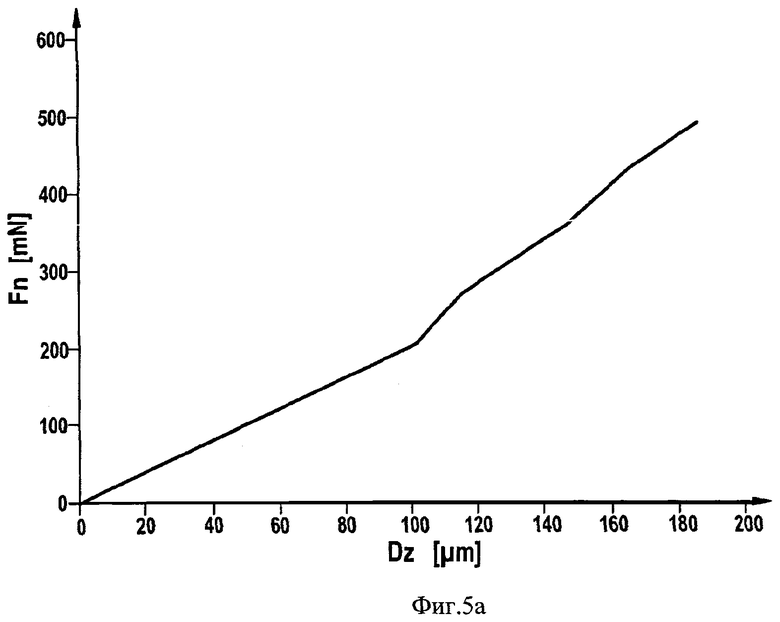
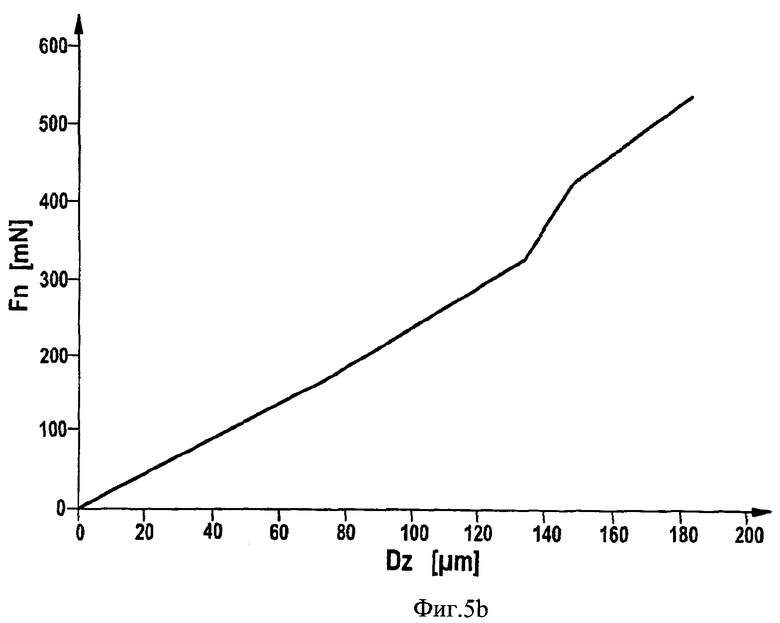
На Фиг.5 приведено сравнение сопротивления разрушению при испытаниях на изгиб на микросверле с покрытием и без покрытия.
На Фиг.1 показано устройство (100) согласно изобретению, которое имеет несколько реакционных камер 101, 102, 103, 104, 105, 106 и 107.
Подложку 108 или несколько подложек 108, например сверл, размещают на держателе образцов в камере 101. Держатель образцов располагают таким образом, чтобы он мог перемещаться из камеры 101 до камеры 107, и сверла фиксируют на держателе образцов так, чтобы они были перпендикулярны направлению перемещения. Камера 101 называется "загрузочная камера".
Таким образом, в камере 101 осуществляют загрузку держателя образцов 108 сверлами, которые не показаны на Фиг.1.
После загрузки некоторого количества образцов (одинаковых или разных) держатель образцов 108 перемещается в камеру 102 ионной полировки поверхности, которая выполняется так, как показано стрелками, и проводят очистку распылением для последующего нагрева до температуры 250°С посредством ионов аргона.
После ионной полировки поверхности, очистки распылением и нагрева держатель образцов 108 перемещается в первую камеру 103 напыления металла.
В камере 103 напыления металла выполняют напыление слоя металла, например титана (адгезионный слой), из непоказанного источника фильтруемой дуги и смешивание пучка ионной пушкой.
Источник ионной дуги показан стрелками, которые схематически показывают пучок ионов.
Напыление может происходить на обеих сторонах подложки. После нанесения первого слоя металла держатель образцов 108 перемещается в камеру 104 охлаждения, где держатель образцов 108 и сверла или подложки охлаждают до температуры приблизительно 100°С.
После камеры 104 охлаждения держатель образцов перемещается далее в камеру 105, где происходит напыление углерода/смешивание пучка ионов. Стрелки схематически показывают пучки ионов углерода.
После нанесения углеродного покрытия держатель образцов 108 далее перемещается в камеры 106 и 107, где образцы могут быть вынуты.
Как сказано выше, одним из основных преимуществ устройства согласно изобретению является то, что в способе согласно изобретению в каждой камере размещена одна кассета, содержащая некоторое количество подложек для нанесения покрытия. Это позволяет, например, согласно варианту осуществления с Фиг.1 параллельно обрабатывать семь держателей подложек одновременно, т.е. наносить покрытие на несколько сотен разных или одинаковых кромок подложек.
На Фиг.2 показан подробный вид в разрезе образца 204, которым является сверло, изготовленное, например, из сплава WC-Co, которое помещено перед источником 201 ионной дуги.
Пучки ионов от источника напыления показаны стрелками 202. Ионы в ионном пучке 202 поступают специально на секцию 203, т.е. переднюю часть сверл, и обеспечивают более толстое покрытие на передней части сверла в сравнении с другими не перпендикулярно расположенными частями сверл.
На Фиг.3а-3с показан детальный вид в разрезе устройства 300, известного из уровня техники, в форме устройства с одной камерой.
Для осуществления способа согласно изобретению можно использовать устройство периодического действия с получением сходных результатов, но, как сказано выше, производительность будет ниже, чем у рядной системы согласно изобретению.
Устройство 300 состоит из вакуумной камеры 301 с импульсной системой 302 углеродной плазмы и системой 303 металлической плазмы, как сказано выше. Источник 304 души металла и фокусирующий соленоид также расположены в камере 301. Другие соленоиды 306, 307, 308 и 309 используются для стабилизации системы. Ионная пушка 310 низкой энергии расположена на боковой стороне вакуумной камеры 301, так же как и экраны 311, 330 и система 312 вакуумного насоса. Другие системы 313 и 314 предназначены для улавливания макрочастиц, которые могут появляться в способе согласно изобретению. Вакуумные двери 315 и 316 обеспечивают доступ в камеру 301. Еще один фокусирующий соленоид также расположен рядом с одной вакуумной камерой 316.
Источник 318 дуги углеродной плазмы с дополнительным анодом 319 для импульсного источника углеродной дуги создают устройство для нанесения углеродного покрытия на подложку вместе с системой 320 магнитного фильтра для источника 318. Система 321 предназначена для улавливания микрочастиц. Инфракрасный нагреватель 323 расположен напротив ионной пушки 310 низкой энергии. Держатель образцов 324 имеет так называемую планетарную систему двойного вращения. Соленоиды 326 и 327 для отклонения плазмы предусмотрены вместе с вакуумметрами 328 и 329. Вращение контролируется устройством 331. Турбонасос 332, насос 333 и опора 334 также входят в устройство 300.
Пример 1
На сверла (диаметром 0,1 мм), содержащие основной сплав карбида вольфрама с содержанием кобальта приблизительно 5%, было нанесено покрытие из титана/слоя АПУ (Ti: 0,1 мкм, АПУ: 0,6 мкм) способом настоящего изобретения.
После нанесения покрытия сверла удалили из устройства и подвергнули испытаниям.
Испытания проводили путем сверления отверстий сверлами диаметром 0,1 мм при частоте вращения 300'000 об/мин, 220'000 об/мин и 160'000 об/мин на стандартной печатной плате.
Результаты сравнивали с результатами сверл без покрытия.
Среднее увеличение длины сверления для сверл диаметром 0,1 мм оказалось в 8 раз больше.
Качество отверстия определяли электронной микроскопией в соответствии со стандартом, приведенным на веб-сайте: http://www.uniontool.co.jp /English/tech_02.html.
В других предпочтительных вариантах осуществления оптимизировали толщину покрытия и диаметр сверла. Это было определено как отношение между диаметром и модулем Юнга (модулем упругости), т.е. усилие, прилагаемое до разлома сверла. Для сверла диаметром 0,1 мм оптимальная толщина слоя АПУ составляла от 0,5 до 0,8 мм, чтобы получить модуль упругости 400-600 ГПа при твердости 45-60 ГПа.
На Фиг.5 показаны результаты испытания на изгиб сверла с покрытием (Фиг.5b) и сверла без покрытия (Фиг.5а). Диаметр сверла (центральной части) составлял 105 мкм. Толщина слоя Ti составляла 0,2 мкм и толщина слоя АПУ 0,6 мкм. Абсцисса показывает прилагаемое усилие в мН, и ордината показывает смещение (изгиб по сравнению с нормальным состоянием) в мкм.
Результаты показали, что критическая нагрузка до разлома сверл с покрытием приблизительно на 15-20% выше, чем для сверл без покрытия. Значения прилагаемого усилия до разлома составили 551 мН для сверл с покрытием (Фиг.5b) и 481 мН для сверл без покрытия (Фиг.5а).
Параметры испытаний
Для выполнения испытаний индентор со сферическим наконечником расположили на конце сверла, используя видеомикроскоп. Нагрузочное усилие прилагали постепенно (приблизительно 20 мН в секунду) до разлома сверла. Прилагаемое усилие и вертикальное смещение индентора регистрировали как функцию времени. Как показано на Фиг.5, вначале при низком значении нагрузки существует линейная зависимость между прилагаемыми усилиями и смещением, соответствующая упругой области деформации подложки. Наклон и длина зависят от упругих свойств подложки. Затем после увеличения нагрузки наблюдали нелинейный диапазон, соответствующий рабочему затвердеванию материала подложки. Разлом происходит после определенного значения, соответствующего пластической деформации. Атмосфера испытаний: воздух; температура: 24°С; влажность: 30%. Важно отметить, что условия испытаний, в частности осевая фиксация сверл (положение канавок) относительно оси прилагаемых усилий, должны быть одинаковыми для всех испытываемых сверл.
Более того, на основании этого типа изгибных испытаний может быть предложен новый способ контроля качества сверла с покрытием. В принципе, достаточно приложить некоторую нагрузку и наблюдать только упругую часть во время изгибания. Фактически существует разница в наклоне графика прилагаемых усилий против изгиба между сверлами с покрытием и без покрытия. Значение этого наклона является хорошим показателем эффекта покрытия.
На Фиг.4 схематически показан еще один предпочтительный вариант осуществления изобретения. Показанное устройство 400 для нанесения покрытия предусматривает три основные части, которые обозначены римскими цифрами и относятся соответственно к следующим частям: I - источник фильтруемой дуги ионов металла; II - импульсный источник (с лазерным воспламенением) фильтруемой дуги для напыления углерода; III - ионная пушка низкой энергии. Эти части объяснены ниже с использованием указанных римских цифр.
Источник фильтруемой дуги ионов металла (I) содержит металлический экран 402, источники 403, 404 плазменной дуги с частицами металла, систему электромагнитных катушек 401, 405, 408, 412 и ловушки 406, 407 макрочастиц. Источники 403, 404 плазменной дуги с частицами металла имеют собственную систему катушек для генерации осевого магнитного поля. Есть три независимых системы катушек, и магнитное поле возникает из-за совмещения катушек 401, 405, 408, 412 и источников 403, 404 плазменной дуги с частицами металла. Это позволяет точно регулировать работу системы фильтрации не только путем изменения тока в катушках 401, 405, 408, 412, но и путем изменения положения катушек 401, 405, 408, 412. Общим предпочтительным признаком изобретения являются средства для изменения положения катушек 401, 405, 408, 412. Системы катушек 401, 405 вместе с катушками 408, 412 образуют систему, подобную системе катушек Гельмгольца. Катушки 408, 412 позволяют управлять потоком плазмы внутри вакуумной камеры, которая ограничена металлическим экраном 402 так, что можно получить концентрацию плазмы близко к центру камеры, или так, что можно получить широкое распределение однородной плазмы внутри камеры. Контроль плазмы позволяет осуществлять качественное напыление ионов на сложные 3D детали. Более того, магнитное поле в камере предотвращает ионную рекомбинацию в используемом объеме плазмы и приводит к улучшению качества напыленных пленок. Ловушки 406, 407 макрочастиц изолированы от камеры, создавая дополнительную возможность контролировать поток плазмы. Катушки 401, 405, 408, 412 круглые, что обеспечивает более хорошие электрические поля. Поэтому круглая форма катушек является общим предпочтительным признаком изобретения. Предпочтительно предусматривается некоторое количество дополнительных катушек для более лучшего управления потоком плазмы. Система катушек позволяет значительно увеличить количество объектов в одной загрузке для нанесения покрытия с использованием только двойного или даже одинарного держателя образцов с односторонним вращением.
Еще одним важным аспектом, позволяющим увеличить пропускную способность, является то, что объекты для нанесения покрытия, например сверла, могут быть размещены в камере не только вертикально или перпендикулярно к потоку плазмы, но и параллельно потоку плазмы или под разными углами при сохранении хорошего качества покрытия.
Используется классический принцип фильтрации металлических макрочастиц, основанный на 90°-отклонении в магнитном поле. В одном выходе в камеру напыления может существовать соединение одинарных, двойных или даже тройных источников отклонения на 90°. На схеме показаны двойные источники. Этот принцип можно использовать для удвоения плотности потока ионов металла в камере напыления или для напыления смеси разных металлов, например Ti, Al, Cr, W, в присутствии реактивных или нереактивных газов, таких как азот, этилен, ацетилен, метан, аргон или ксенон.
Импульсный источник углеродной дуги (II) для напыления на большой площади
Технология импульсной плазменной дуги для напыления пленок АПУ на большую площадь была разработана для напыления пленок АПУ в вакууме при низкой температуре с двумя вариантами. В общем, импульсная углеродная плазма формируется в вакууме в результате краткосрочного электрического дугового разряда между графитным катодом с водяным охлаждением и анодом источника плазмы. Функционирование источника плазмы основано на испарении и ионизации материала, выталкиваемого из катодных пятен, когда происходит дуговой разряд. Емкость основного магазина конденсаторов составляет приблизительно 2500 мкФ; начальное напряжение лежит в диапазоне от 200 В до 400 В. Источник плазмы ускоряет плазму в направлении подложки. Импульсная плазма формируется в вакууме в результате краткосрочного электрического дугового разряда между графитным катодом с водяным охлаждением и кольцеобразным анодом источника плазмы. Для воспламенения дугового разряда в вакууме необходимо создать прекурсор плотности плазмы. Для этой цели источник плазмы оснащен специальной системой воспламенения. Существуют два варианта (IIa и IIb).
Импульсный источник углеродной дуги с отклонением и электрическим воспламенением (IIa)
Основным элементом этой технологии является холловский источник импульсной плазмы, предназначенный для генерации потока углеродной плазмы, направленного на подложку, в результате электрической эрозии графитного катода. Воспламенение осуществляется путем вращения изолятора внутри углеродного кольцевого анода в контакте, который размещен вокруг катода. Здесь используется "точечный" углеродный источник с круглым катодом диаметром приблизительно 35 мм. Напряжение основного разряда составляет от 200 до 400 В, напряжение разряда воспламенения составляет приблизительно 600 В. Частота повторения импульсов разряда составляет от 1 до 10 Гц. Система отклонение расположена на импульсном источнике дуги, чтобы покрывать большую площадь напыления, а именно высотой до 150 мм. Более того, чтобы покрывать еще большую площадь напыления, а именно 300 мм и немного больше, два источника расположены вертикально один над другим. Эти два источника работают параллельно с частотой от 3 до 10 Гц.
Лазерная система воспламенения (IIb)
В общем, система лазерной дуги для напыления углерода была предложена и разработана Шейбе (Scheibe) (см. патент США №6,231,956). Система в настоящем изобретении имеет некоторые важные отличия. В частности, система предусматривает потенциал 300-320 В между катодом 416 и анодом 415 и соединена с батареей, имеющей емкость 2000 мкФ. Лазерный луч направлен через окно 417 на поверхность катода 416. Из-за абляции проводимость в пространстве между катодом 416 и анодом 415 возрастает, и ток разряда очень быстро увеличивается. Интенсивное испарение ионов углерода происходит в "катодном пятне" графитного катода и также быстро возрастает. Углеродный поток сильно ионизируется. Время разряда составляет приблизительно 10 микросекунд. Это время определяется емкостью и сопротивлением элементов, соединенных в "цепь" разряда. После окончания импульса пятно лазера перемещается по вертикали приблизительно на 1 мм. Графитный катод имеет цилиндрическую форму и поворачивается вокруг своей оси.
Регулируемый фильтр углеродных макрочастиц (III)
Этот фильтр не является классическим фильтром изгибания на 90° (или двойного изгибания на 90°). На деле, по практическим причинам, не нужно удалять все макрочастицы углерода, поскольку они полезны для улучшения свойств покрытия из АПУ. Но их нужно контролировать. Первым важным новым решением является то, что фильтр поворачивает углеродную плазму приблизительно на 45°, имеет вертикальные токопроводящие медные провода 414, изолированные от заземления 13 камеры и соединенные снаружи так, чтобы образовать прямоугольную спиральную катушку. Через эту катушку проходит такой же ток, что и ток основного разряда. Катод и анод электрически не соединены с заземлением камеры. Катод соединен с основной батареей конденсаторов непосредственно, а анод соединен через соленоид фильтра. Ловушки 418, 419 для макрочастиц изолированы от заземления стенки. Часть ловушки 419 является подвижной и может быть зафиксирована в разных положениях для того, чтобы задерживать макрочастицы разного размера. И во-вторых, этот фильтр позволяет управлять уровнем фильтрации макрочастиц. Его можно назвать "регулируемый фильтр углеродных макрочастиц". Эта конструкция позволяет работать в нефильтруемом режиме и в фильтруемом регулируемом режиме. Это дает сепаратор с очень высоким КПД, который имеет несколько упрощенное решение для промышленного применения.
Ионная пушка низкой энергии (IV)
Важно применять низкую энергию для ионной бомбардировки поверхности, чтобы избежать перегрева поверхностей подложек. Однако низкая энергия не влияет на эффективность ионной бомбардировки. Она основана на принципе холловского ускорителя (энергия: 50-200 эВ, анодный ток: 5 А, катодный ток: 0-30 А, давление газа: 10-1 - 10-5 Торр). Катод изготовлен из вольфрамовой нити. Пушка имеет широкую коническую апертуру (см Фиг.4). Благодаря ей ионный поток, создаваемый этой пушкой, охватывает весь полезный объем плазмы в камере напыления (см. Фиг.4). Это означает, что все подложки находятся под ионной бомбардировкой во время работы ионной пушки. Это повышает эффективность обработки пучком ионов. Ионную пушку низкой энергии используют для очистки и полировки поверхности, смешивания ионных пучков и напыления в режиме ассистирования ионным пучком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения твердых износостойких наноструктурных покрытий из аморфного алмазоподобного углерода | 2017 |
|
RU2656312C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ ПЛЕНКИ НЕКРИСТАЛЛИЧЕСКОГО УГЛЕРОДА | 2013 |
|
RU2530224C1 |
| УСТАНОВКА ВАКУУМНОЙ ОБРАБОТКИ И СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ | 2008 |
|
RU2472869C2 |
| КЛАПАННЫЙ КОМПОНЕНТ С МНОГОСЛОЙНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2295084C2 |
| ОСАЖДЕНИЕ ИЗ ПАРОВОЙ ФАЗЫ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ С ПОГРУЖЕНИЕМ В ДУГОВУЮ ПЛАЗМУ НИЗКОГО ДАВЛЕНИЯ И ИОННАЯ ОБРАБОТКА | 2014 |
|
RU2662912C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОСЛОЙНО-КОМПОЗИЦИОННЫХ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ И МАТЕРИАЛОВ | 2010 |
|
RU2463382C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1992 |
|
RU2053312C1 |
| СПОСОБ СОЗДАНИЯ ПЛЕНКИ АЛМАЗОПОДОБНОГО УГЛЕРОДА НА ПОДЛОЖКЕ И ИЗДЕЛИЕ С ТАКОЙ ПЛЕНКОЙ НА ПОДЛОЖКЕ | 1998 |
|
RU2205894C2 |
| СПОСОБ УДАЛЕНИЯ СЛОЕВ ДЛЯ ТВЕРДЫХ УГЛЕРОДНЫХ СЛОЕВ | 2012 |
|
RU2606899C2 |
| АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2136483C1 |



Настоящее изобретение относится к способу и устройству для нанесения покрытия из алмазоподобного углерода с толщиной слоя от 20 до 1500 нанометров преимущественно на сверла, фрезы, лезвия и т.п. Предложенный способ включает этапы: i) предоставления подложки, содержащей материал, который имеет сродство с углеродом, ii) очистки поверхности подложки, iii) напыления на поверхность слоя, содержащего металл, iv) ионной бомбардировки поверхности с покрытием, v) напыления слоя углерода на поверхность, а предложенное устройство согласно изобретению имеет несколько реакционных камер, расположенных в ряд, через которые перемещают кассету с обрабатываемым инструментом. Кроме того, настоящее изобретение относится к покрытию с алмазоподобным слоем, нанесенным на подложку, имеющую слой титана, причем слой углерода и слой титана частично находят друг на друга и слой углерода имеет градиент концентрации атомов углерода от 0 до 100%. Повышение производительности способа, а также увеличение твердости и однородности полученного покрытия из алмазоподобного углерода являются техническим результатом изобретения. 3 н. и 30 з.п. ф-лы, 5 ил.
1. Устройство для нанесения покрытий с алмазоподобными слоями на подложку, содержащее:
i) источник фильтруемой дуги ионов металла;
ii) источник фильтруемой дуги ионов углерода или лазерный абляционный источник углерода;
iii) ионную пушку низкой энергии;
iv) устройство для инфракрасного нагрева;
v) устройство охлаждения;
причем устройства расположены в ряд, каждое в отдельной реакционной камере.
2. Устройство по п.1, отличающееся тем, что источником металла является импульсный или не импульсный источник ионов фильтруемой дуги.
3. Устройство по п.1 или 2, отличающееся тем, что источником углерода является импульсный или не импульсный источник ионов фильтруемой или не фильтруемой дуги.
4. Устройство по п.1 или 2, отличающееся тем, что источником углерода является импульсный источник дуги с регулируемым уровнем фильтрации макрочастиц, чтобы получить отфильтрованный, частично отфильтрованный или не фильтрованный поток ионов углерода.
5. Устройство по п.4, отличающееся тем, что уровень фильтрации ионного потока углерода можно регулировать в процессе напыления.
6. Устройство по п.1 или 2, отличающееся тем, что источник углерода имеет графитный катод в форме цилиндра, поворачивающийся вокруг своей оси, и катодное пятно вертикально перемещается по периметру.
7. Устройство по п.1 или 2, отличающееся тем, что источником углерода является импульсный источник электрически воспламеняемой углеродной дуги с частотным диапазоном 1-15 Гц, предпочтительно 1-5 Гц.
8. Устройство по п.1 или 2, отличающееся тем, что источник углерода содержит по меньшей мере два импульсных источника дуги с электрическим воспламенением, расположенных вертикально один над другим, так что область напыления имеет максимальную высоту.
9. Устройство по п.1, кроме того содержащее держатель образцов с двойным поворотом или держатель образцов с одинарным поворотом.
10. Устройство по п.1, отличающееся тем, что подложка расположена параллельно ионному пучку от источника ионов или подложка расположена так, что продольная ось подложки находится под углом <90° по отношении, к ионному пучку.
11. Устройство по п.1 или 10, отличающееся тем, что подложку выбирают из одного или нескольких металлов, из железа, ванадия, вольфрама, хрома, никеля, ниобия, тантала, кремния или их сплавов, оксидов, карбидов, нитридов, силицидов, титанидов и металлов, сталей, керамики и пластиков.
12. Способ нанесения покрытия с износостойким слоем на основе алмазоподобного углерода на подложку, который включает следующие этапы:
i) предоставляют подложку, содержащую материал, имеющий сродство с углеродом;
ii) осуществляют ионную бомбардировку поверхности подложки;
iii) напыляют металлический граничный слой на упомянутой поверхности фильтруемым ионным пучком, содержащим ионы титана;
iv) подложку охлаждают до температуры <100°С;
v) осуществляют ионную бомбардировку поверхности с покрытием;
vi) напыляют слой углерода на поверхность.
13. Способ по п.12, отличающийся тем, что подложкой является металлическая подложка или неметаллическая подложка.
14. Способ по п.13, отличающийся тем, что металл металлической подложки выбирают из группы, состоящей из железа, хрома, ванадия, вольфрама, молибдена, никеля, ниобия, тантала или его сплавов.
15. Способ по п.12, отличающийся тем, что подложкой является керамическая подложка.
16. Способ по п.15, отличающийся тем, что подложка содержит оксиды, нитриды, карбиды, силициды, тантаниды одного или больше из железа, хрома, ванадия, вольфрама, молибдена, никеля, ниобия, тантала.
17. Способ по п.12, отличающийся тем, что ионную бомбардировку выполняют ионами благородного газа.
18. Способ по п.17, отличающийся тем, что благородным газом является аргон или ксенон.
19. Способ по п.12, отличающийся тем, что перед напылением углерода выполняют еще одну бомбардировку ионами благородного газа.
20. Способ по п.12, отличающийся тем, что напыление углерода выполняют в импульсном режиме фильтруемым или не фильтруемым ионным пучком, содержащим в сущности атомы углерода.
21. Способ по п.12, отличающийся тем, что напыление углерода выполняют импульсом с постоянной или с переменной частотой в диапазоне от 1 до 15 Гц.
22. Способ по п.12, отличающийся тем, что толщина зоны имплантации углерода составляет от 5 до 50 нм.
23. Способ по п.12, отличающийся тем, что слой АПУ на поверхности подложки имеет толщину от 20 до 1500 нм.
24. Способ по п.12, отличающийся тем, что кроме того в вакуумную камеру вводят газ, содержащий углеводород, при низком давлении.
25. Способ по п.12, отличающийся тем, что частоту импульсной дуги и/или уровень фильтрации макрочастиц изменяют в ходе процесса для управления снятием напряжений в углеродной пленке во время напыления.
26. Покрытие с алмазоподобным слоем, нанесенное на подложку, имеющее слой титана на поверхности подложки и слой алмазоподобного углерода на упомянутом слое титана, причем слой углерода и слой титана частично находят друг на друга, и слой углерода имеет градиент концентрации атомов углерода от 0 до 100%.
27. Покрытие по п.26, отличающееся тем, что толщина слоя титана составляет от 50 до 250 нм.
28. Покрытие по п.26 или 27, отличающееся тем, что толщина слоя алмазоподобного углерода составляет от 20 до 1500 нм.
29. Покрытие по п.28, отличающееся тем, что слой алмазоподобного углерода имеет аморфную углеродную матрицу.
30. Покрытие по п.29, отличающееся тем, что покрытие из алмазоподобного углерода имеет многослойную структуру, в которой каждый слой имеет другое или чередующееся отношение углерода sp2/sp3.
31. Покрытие по п.30, отличающееся тем, что алмазоподобный углерод имеет разные микроструктуры, включая аморфные; аморфные и наноалмазные/нанографитные кластеры в одной и той же подложке в разных местах.
32. Покрытие по одному из пп.26, 27, 29-31, отличающееся тем, что подложка является сверлом, или деталью часов, или режущим инструментом для дерева или производных дерева, или режущим инструментом для обработки Аl, Сu и других цветных металлов и пластиков, или частью микроэлектромеханической системы.
33. Покрытие по одному из пп.26 и 27, отличающееся тем, что подложка является микросверлом, изготовленным из WC-Co и содержащим от 4% до 12% Со и/или имеющим диаметр меньше 0,3 мм.
| ПОЛУЧЕНИЕ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЫ В КРИВОЛИНЕЙНОМ ПЛАЗМОВОДЕ И НАНЕСЕНИЕ ПОКРЫТИЯ НА ПОДЛОЖКУ | 1997 |
|
RU2173911C2 |
| СПОСОБ ФОРМИРОВАНИЯ СВЕРХТВЕРДОГО АМОРФНОГО УГЛЕРОДНОГО ПОКРЫТИЯ В ВАКУУМЕ | 2003 |
|
RU2240376C1 |
| СПОСОБ ИМПУЛЬСНО-ПЕРИОДИЧЕСКОЙ ИМПЛАНТАЦИИ ИОНОВ И ПЛАЗМЕННОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2003 |
|
RU2238999C1 |
| JP 2003313660 A, 06.11.2003 | |||
| US 6231956 B1, 15.05.2001. | |||

