Изобретение относится к трубному производству, в частности к способу производства шестигранных труб-заготовок размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% для хранения и транспортировки отработанного ядерного топлива.
Наиболее близким по технической сущности является способ производства чехловых шестигранных труб-заготовок из борсодержащей стали для хранения отработанного ядерного топлива, включающий изготовление передельных труб размером 290x12 мм, которые получают из слитков борсодержащей стали, полученных электрошлаковым переплавом, которые обтачивают по наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки, с последующим сверлением центрального отверстия диаметром, нагревом слитков-заготовок, прошивкой слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокаткой гильз на пилигримовом стане в передельные трубы-плети, порезкой труб-плетей на трубы, их правкой и теплым профилированием в шестигранные трубы-заготовки (RU 2317865, В21В 21/04, опубликовано 27.02.2008).
Недостатком известного способа, который предназначен для производства шестигранных труб-заготовок с содержанием бора 1,3-1,8%, является невозможность его использования для производства труб из менее пластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, поскольку известная последовательность технологических операций и режимы обработки не позволяют получить трубы-заготовки требуемого качества.
Задачей и техническим результатом способа по изобретению является создание нового технологического процесса производства шестигранных труб-заготовок размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм, обеспечивающего повышение качества труб при их изготовлении из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%.
Технический результат достигается тем, что способ производства шестигранных труб-заготовок размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива из передельных труб размером 290×12 мм, полученных из слитков электрошлакового переплава низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, включает отливку слитков электрошлаковым переплавом, обточку их наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки, сверление центрального отверстия диаметром 100±5,0 мм, нагрев слитков-заготовок, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатку гильз на пилигримовом стане в передельные трубы-плети, порезку труб-плетей на трубы, их правку и теплое профилирование в шестигранные трубы-заготовки размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм, при этом слитки электрошлакового переплава отливают размером 510×1725±25 мм, обтачивают в слитки-заготовки размером 485±5×1725±25 мм, сверлят сквозное центральное отверстие, нагревают до температуры 1040-1060°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 460хвн.295×2940-3000 мм с обжатием по диаметру Δ от 4,2 до 6,1% и вытяжкой µ от 1,73 до 1,83, гильзы прокатывают на пилигримовом стане в трубы-плети размером 290×12×25500-27500 мм с вытяжкой µ=9,34 и обжатием по диаметру Δ=36,5%, трубы-плети разрезают пилой горячей резки на трубы длиной 10100-10250 мм и остаток, правят и производят теплое профилирование в шестигранные трубы-заготовки заданного размера.
Изобретение может быть проиллюстрировано следующим примером.
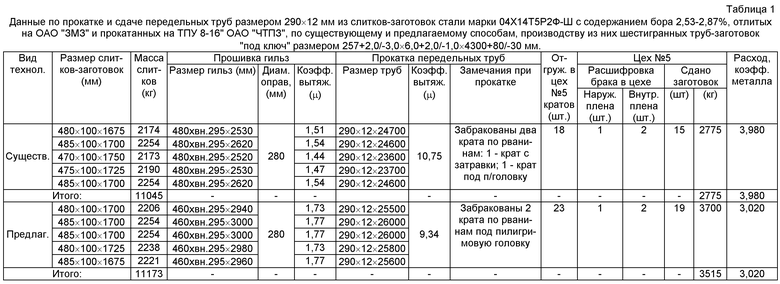
Для реализации способа по изобретению были использованы 10 слитков низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,53 до 2,87, полученных электрошлаковым переплавом. Пять слитков общей массой 11,045 т размером 470-485×100×1675-1750 мм были подвергнуты последующей обработке по известной технологии. При этом использовали трубопрокатную установку 8-16" с пилигримовыми станами ОАО "ЧТПЗ". Из указанных слитков было спрофилировано и принято годными 15 шестигранных труб-заготовок общей массой 2,775 т. Средний расходный коэффициент металла по трубам данной партии составил 3,980.
Пять слитков ЭШП размером 510×1725±25 мм с содержанием бора от 2,53 до 2,87 и общей массой 11,173 т были обработаны способом по изобретению.
Наружная поверхность слитков была обточена до 485±5×1725±25 мм для удаления дефектов литейного происхождения. В полученных слитках-заготовках сверлили центральное отверстие, нагревали до температуры 1040-1060°С, прошивали в стане поперечно-винтовой прокатки в гильзы размером 460хвн.295x2940-3000 мм с обжатием по диаметру Δ 4,8% и вытяжкой µ от 1,79. Затем гильзы прокатывали на пилигримовом стане в трубы-плети размером 290×12×25500-26000 мм с вытяжкой µ=9,34 и обжатием по диаметру Δ=36,5%. Полученные трубы-плети разрезали пилой горячей резки на трубы длиной 10100-10250 мм и остаток, правили и производили теплое профилирование в шестигранные трубы-заготовки заданного размера 257+2,0/-3,0Х6,0+2,0/-1,0Х4300+80/-30 мм.
Из указанных слитков было спрофилировано и принято годными 20 шестигранных труб-заготовок общей массой 3,700 тн. Средний расходный коэффициент металла по трубам данной партии составил 3,020. Данные по прокатке приведены в таблице.
Из таблицы видно, что способ по изобретению обеспечивает достижение поставленного технического результата: повышение качества труб при их изготовлении из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%.
Изобретение предназначено для повышения качества труб, изготовленных из малопластичных сталей. Способ характеризуется отливкой слитков электрошлаковым переплавом, обточкой их наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки, сверлением центрального отверстия диаметром 100±5,0 мм, нагревом слитков-заготовок, прошивкой слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокаткой гильз на пилигримовом стане в передельные трубы-плети, порезку труб-плетей на трубы, их правкой и теплым профилированием в шестигранные трубы-заготовки размером 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм. Получение труб требуемого качества при снижении их себестоимости, снижение расхода металла, повышение надежности изделий из труб обеспечивается за счет того, что слитки электрошлакового переплава отливают, обтачивают в слитки-заготовки, сверлят сквозное центральное отверстие, нагревают, прошивают в гильзы, прокатывают на пилигримовом стане в трубы-плети, которые разрезают пилой горячей резки на трубы и остаток, правят и производят теплое профилирование в шестигранные трубы-заготовки заданного размера, при этом размеры заготовок и режимы обработки на всех этапах регламентированы. 1 табл.
Способ производства шестигранных труб-заготовок размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива из передельных труб размером 290×12 мм, полученных из слитков электрошлакового переплава низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, характеризующийся тем, что осуществляют отливку слитков электрошлаковым переплавом, обточку их наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки, сверление сквозного центрального отверстия диаметром 100±5,0 мм, нагрев слитков-заготовок, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатку гильз на пилигримовом стане в передельные трубы-плети, порезку труб-плетей на трубы, их правку и теплое профилирование в шестигранные трубы-заготовки размером 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм, при этом слитки электрошлакового переплава отливают размером 510×1725±25 мм, обтачивают слитки-заготовки размером 485±5×1725±25 мм, нагревают до температуры 1040-1060°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 460 ×вн. 295×2940-3000 мм с обжатием по диаметру Δ от 4,2 до 6,1% и вытяжкой µ от 1,73 до 1,81, гильзы прокатывают на пилигримовом стане в трубы-плети размером 290×12×25500-27500 мм с вытяжкой µ=9,34 и обжатием по диаметру Δ=36,5%, трубы-плети разрезают пилой горячей резки на трубы длиной 10100-10250 мм и остаток, правят и производят теплое профилирование в шестигранные трубы-заготовки заданного размера.
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2334571C2 |
| RU 2007127578 A, 27.01.2009 | |||
| СПОСОБ ПРОИЗВОДСТВА ЧЕХЛОВЫХ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317866C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% И ПРОКАТКИ ИЗ НИХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕДЕЛА ИХ В ШЕСТИГРАННЫЕ ТРУБЫ-ЗАГОТОВКИ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317865C2 |
| Эжектор | 1989 |
|
SU1707280A1 |

