Изобретение относится к трубному производству, в частности к способу производства передельных труб размером 290×12×25600-27700 мм из слитков-заготовок электрошлакового переплава низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% для изготовления шестигранных труб-заготовок размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива.
Наиболее близким по технической сущности и достигаемому результату является способ производства передельных труб для изготовления шестигранных труб-заготовок размером для уплотненного хранения и транспортировки отработанного ядерного топлива, включающий получением электрошлаковым переплавом из низкопластичной борсодержащей стали слитков, донную и усадочную части которых, образующих при прокатке передельных труб пилигримовую головку и затравочный конец, отливают из пластичных углеродистых марок стали, слитки растачивают и обтачивают в слитки-заготовки, слитки-заготовки нагревают до температуры пластичности 1040-1060°C, при удалении технологических отходов - пилигримовых головок и затравочных концов из пластичных углеродистых марок стали оставляют участки труб из пластичных углеродистых марок стали длиной 500-700 мм, после порезки труб-плетей на две трубы равной длины или кратные длине передельной заготовке задают трубы на последующую теплую правку в шестивалковую правильную машину концами из пластичных углеродистых марок стали, концы труб-заготовок из пластичных углеродистых марок стали удаляют перед термической обработкой с выполнением всех последующих операций по технологическому процессу.
(RU 2317865, B21B 21/04, опубликовано 27.02.2008)
Основными недостатками известного способа является то, что известный способ распространяется на производство передельных труб из полых биметаллических слитков-заготовок ЭШП с содержанием бора 1,3-1,8% и не решает технологические вопросы производства передельных труб из сплошных слитков из стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%.
Задачей и техническим результатом изобретения является способ изготовления передельных труб размером 290×12×25600-27700 мм из сплошных слитков электрошлакового переплава из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% для изготовления шестигранных труб-заготовок размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива. Способ позволяет изготавливать передельные трубы-плети увеличенной длины из низкопластичной стали с содержанием бора от 2,0 до 3,0%, снизить доли технологических отходов (затравочных концов, пилигримовых головок и дефектных участков передельных труб-плетей), уменьшить брак по рванинам на затравочных концах и пилигримовых головках, снизить расходный коэффициент металла при переделе слиток - слиток-заготовка - передельная труба-заготовка - шестигранная труба-заготовка.
Технический результат достигается тем, что способ производства передельных труб размером 290×12 мм из сплошных слитков электрошлакового переплава низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% для изготовления шестигранных труб-заготовок размером 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива ведут обточкой наружной поверхности слитков электрошлакового переплава до удаления дефектов литейного происхождения с получением слитков-заготовок, сверлением центрального отверстия, нагревом слитков-заготовок, прошивкой слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокаткой гильз на пилигримовом стане в трубы-плети, отрезкой пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, порезкой передельных труб в виде плетей, правкой труб на шестивалковой правильной машине с использованием температуры прокатного нагрева, порезкой труб для теплого профилирования в шестигранные трубы-заготовки, при этом электрошлаковым переплавом отливают слитки размером 500×1825±25 мм с содержанием бора от 2,0 до 3,0%, донные и усадочные части которых высотой, соответственно от 0,04 до 0,05 и от 0,12 до 0,13 от общей высоты слитков отливают из стали пластичных углеродистых марок, образующих при прокатке передельных труб затравочные концы и передельные головки, слитки обтачивают в слитки-заготовки размером 485±5×1825±25 мм, сверлят сквозное центральное отверстие диаметром 100±5,0 мм, нагревают до температуры 1040-1060°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 470×вн.295×2900-3100 мм с посадом по диаметру Δ от 2,1 до 4,1% и вытяжкой µ от 1,61 до 1,68, гильзы прокатывают на пилигримовом стане в трубы-плети размером 290×12×25600-27600 мм с вытяжкой 10,03 и посадом по диаметру Δ=37,7%, от труб-плетей пилой горячей резки отрезают технологические отходы - пилигримовые головки и затравочные концы из пластичных углеродистых марок стали, трубы-плети пилой горячей резки разрезают на передельные трубы кратной длины и остаток, оставляя углеродистые концы труб со стороны затравки и пилигримовой головки длиной 500-600 мм, причем первую кратную передельную трубу разрезают со стороны конца из углеродистой стали на трубу длиной 5300±50 мм и остаток, вторую разрезают на две трубы равной длины, растачивают и обтачивают в цилиндрические трубы-заготовки для профилирования в шестигранные трубы-заготовки.
Способ можно проиллюстрировать следующим примером.
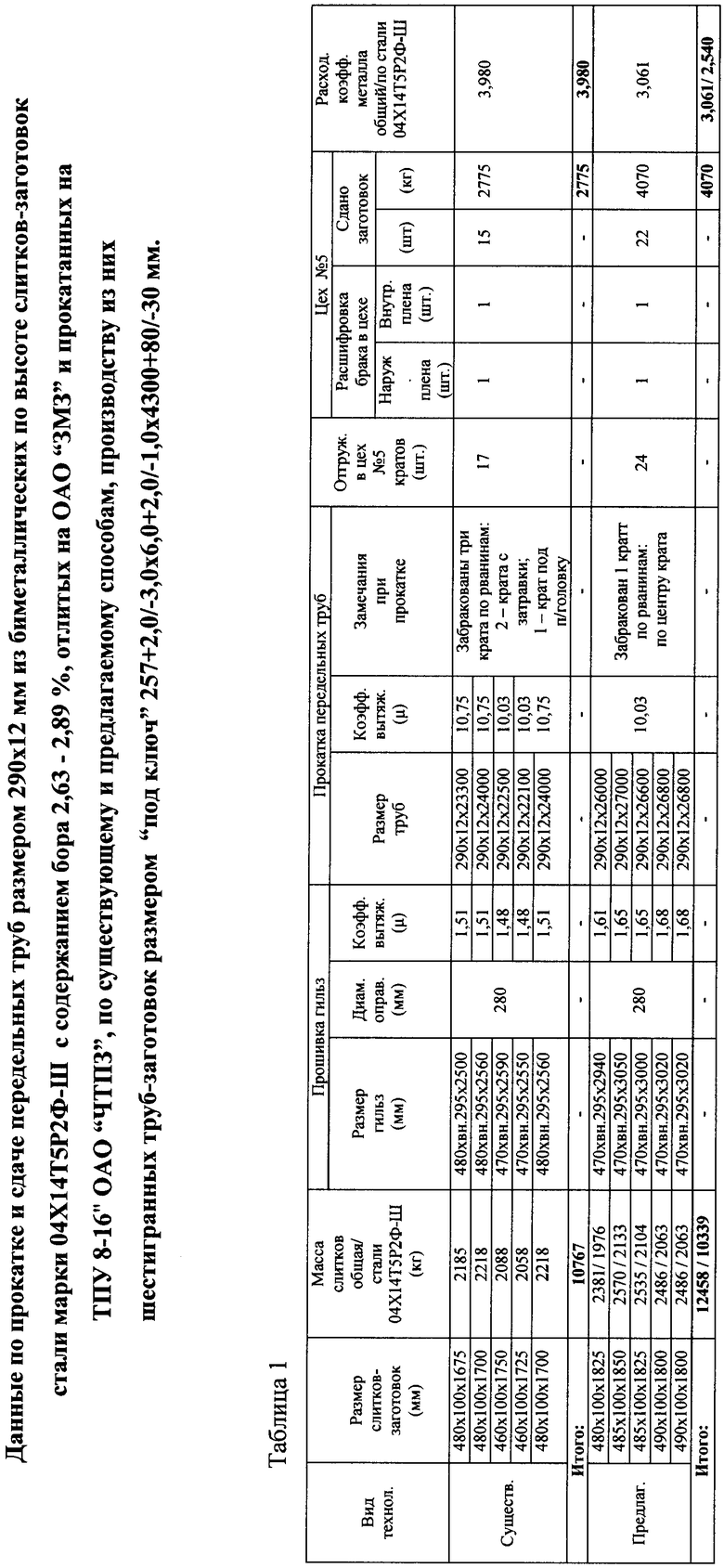
В производство было задано 10 слитков (5 плавок) борсодержащей стали марки 04Х14Т5Р2Ф-Ш, полученной электрошлаковым переплавом с содержанием бора от 2,63 до 2,89. Слитки были поделены на две части с равным содержанием бора. Три слитка размером 480×100×1675-1700 и два полых размером 460×100×1725-1750 мм имели донную и усадочную части, которые при прокатке передельных труб образовывали пилигримовые головки и затравочные концы из пластичных углеродистых марок стали. Затем слитки растачивали и обтачивали в слитки-заготовки, слитки-заготовки нагревали до температуры пластичности 1040-1060°C, причем при удалении технологических отходов - пилигримовых головок и затравочных концов из пластичных углеродистых марок стали оставляли участки труб из пластичных углеродистых марок стали длиной 500-700 мм. После порезки труб-плетей на две трубы равной длины или кратные длине передельной заготовке трубы задавали на теплую правку в шестивалковую правильную машину концами из пластичных углеродистых марок стали и затем концы труб-заготовок из пластичных углеродистых марок стали удаляли перед термической обработкой с выполнением всех последующих операций по технологическому процессу.
В процессе предварительной приемки три трубы-крата были забракованы по рванинам - дефекты проката: два крата со стороны затравочного конца, а третий крат - со стороны пилигримовой головки. На механическую обработку - обточку, расточку и последующее профилирование было отгружено 17 кратов, из которых в процессе механической обработки были забракованы еще два крата - один по наружной плене и поперечным трещинам, а второй по внутренней плене, выводящих толщину стенки за пределы минусового допуска 5,0 мм. Из передельных труб, полученных известным способом было изготовлено 15 шестигранных труб-заготовок общей массой 2,775 т. Средний расходный коэффициент металла по трубам данной партии составил 3,980.
Пять слитков из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,63 до 2,89 общей массой 12,458 т были отлиты размерами 500×1825±25 мм с содержанием бора от 2,0 до 3,0%, причем донные и усадочные части слитков высотой соответственно от 0,04 до 0,05 и от 0,12 до 0,13 от общей высоты слитков были отлиты из стали пластичных углеродистых марок, образующих при прокатке передельных труб затравочные концы и передельные головки. Затем слитки обтачивали в слитки-заготовки размером 485±5×1825±25 мм, сверлили в них сквозное центральное отверстие диаметром 100±5,0 мм, нагревали до температуры 1040-1060°C, прошивали в стане поперечно-винтовой прокатки в гильзы размером 470×вн.295×2900-3100 мм с посадом по диаметру Δ от 2,1 до 4,1% и вытяжкой µ от 1,61 до 1,68. Гильзы прокатывали на пилигримовом стане в передельные трубы-плети размером 290×12×26000-27000 мм с вытяжкой 10,03 и посадом по диаметру Δ=37,7%. Масса слитков-заготовок по стали 04Х14Т5Р2Ф-Ш составила 10,339 тн. От труб-плетей пилой горячей резки отрезали технологические отходы - пилигримовые головки и затравочные концы из пластичных углеродистых марок стали. Затем трубы-плети пилой горячей резки разрезали на передельные трубы кратной длины и остаток, оставляя углеродистые концы труб со стороны затравки и пилигримовой головки длиной 500-600 мм, причем первую кратную передельную трубу разрезали со стороны конца из углеродистой стали на трубу длиной 5300±50 мм и остаток, вторую разрезали на две трубы равной длины, растачивали и обтачивали в цилиндрические трубы-заготовки для профилирования в шестигранные трубы-заготовки.
В процессе предварительной приемки одна труба-крат была забракована по рванинам по центру третьего крата - дефекты проката. На механическую обработку-обточку, расточку и профилирование было отгружено 24 трубы-крата, из которых в процессе механической обработки были забракованы две трубы-крата: одна по наружной плене и поперечным рваниам, а вторая по внутренней плене, выводящих толщину стенки за пределы минусового поля допусков. После профилирования приняты годными 22 шестигранных трубы-заготовки общей массой 4,070 т. Средний расходный коэффициент металла по трубам данной партии составил 3,061, а по стали 04Х14Т5Р2Ф-Ш-2,540.
Данные по прокатке и сдаче передельных труб приведены в таблице.
Из таблицы видно, что при реализации способа по изобретению достигнуто снижение расходного коэффициента металла по стали 04Х14Т5Р2Ф-Ш при переделе слиток - слиток-заготовка - передельная труба - шестигранная труба-заготовка на 1440 кг на каждой тонне шестигранных труб-заготовок.
При этом было уменьшено количество концевых дефектов на затравочных концах в виде трещин и рванин, снижена стоимость товарных шестигранных труб из стали 04Х14Т5Р2Ф-Ш и повышена надежность стеллажей для хранения отработанного ядерного топлива.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2557383C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ -ЗАГОТОВОК РАЗМЕРОМ 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2470726C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 284×11 мм ИЗ СПЛОШНЫХ СЛИТКОВ-ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6×5,0+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547363C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547613C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547055C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2545954C1 |
| "СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х12 ММ НА ТПУ 8-16" ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1, 3 ДО 3, 5% ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2, 0/-3, 0Х6+2, 0/-1, ОХ4300+80/-30 ММ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА" | 2012 |
|
RU2511199C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ СТЕЛЛАЖЕЙ БАССЕЙНОВ ВЫДЕРЖКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА НА АЭС | 2013 |
|
RU2550032C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2470724C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 289×11,5×26000-27000 И 290×12×26000-27500 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5% ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2012 |
|
RU2530085C2 |
Изобретение предназначено для повышения качества изделий и снижения расхода металла при их изготовлении. Снижение доли технологических отходов и исключение брака по рванинам обеспечивается за счет того, что способ включает отливку электрошлаковым переплавом слитков из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, с донными и усадочными частями из стали пластичных углеродистых марок, обточку наружной поверхности слитков электрошлакового переплава с получением слитков-заготовок, в которых сверлят сквозное центральное отверстие, нагревают их до температуры 1040-1060°C, прошивают в стане поперечно-винтовой прокатки в гильзы, прокатывают на пилигримовом стане в трубы-плети, отрезают технологические отходы, оставляя концы труб из сталей пластичных углеродистых марок длиной 500-600 мм со стороны затравки и пилигримовой головки, правят, разрезают на передельные трубы кратной длины и остаток, растачивают и обтачивают в цилиндрические трубы-заготовки для профилирования в шестигранные трубы-заготовки, при этом размеры заготовок и режимы обработки на всех этапах регламентированы. 1 табл.
Способ производства передельных труб размером 290×12 мм из сплошных слитков-заготовок для изготовления шестигранных труб-заготовок размером 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива, включающий отливку электрошлаковым переплавом слитков размером 500×1825±25 мм из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, с донными и усадочными частями из стали пластичных углеродистых марок, высота которых соответственно от 0,04 до 0,05 и от 0,12 до 0,13 от общей высоты слитков, образующими при прокатке передельных труб затравочные концы и пилигримовые головки, обточку наружной поверхности слитков электрошлакового переплава до удаления дефектов литейного происхождения с получением слитков-заготовок размером 485±5×1825±25 мм, в которых сверлят сквозное центральное отверстие диаметром 100±5,0 мм, нагревают их до температуры 1040-1060°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 470×вн.295×2900-3100 мм с посадом по диаметру Δ от 2,1 до 4,1% и вытяжкой µ от 1,61 до 1,68, гильзы прокатывают на пилигримовом стане в трубы-плети размером 290×12×25600-27600 мм с вытяжкой 10,03 и посадом по диаметру Δ=37,7%, от труб-плетей пилой горячей резки отрезают технологические отходы, оставляя концы труб из сталей пластичных углеродистых марок длиной 500-600 мм со стороны затравки и пилигримовой головки, правят трубы-плети на шестивалковой правильной машине с использованием температуры прокатного нагрева, пилой горячей резки разрезают на передельные трубы кратной длины и остаток, причем первую кратную передельную трубу разрезают со стороны конца из стали пластичных углеродистых марок на трубу длиной 5300±50 мм и остаток, вторую разрезают на две трубы равной длины, растачивают и обтачивают в цилиндрические трубы-заготовки для профилирования в шестигранные трубы-заготовки.
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% И ПРОКАТКИ ИЗ НИХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕДЕЛА ИХ В ШЕСТИГРАННЫЕ ТРУБЫ-ЗАГОТОВКИ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317865C2 |
| RU 2007127578 A, 27.01.2009 | |||
| СПОСОБ ПРОИЗВОДСТВА ЧЕХЛОВЫХ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317866C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2334571C2 |
| Эжектор | 1989 |
|
SU1707280A1 |

