Область техники, к которой относится технология
Настоящее описание относится к инструментам, используемым для удаления заусенцев и/или чистовой обработки изделий. Более конкретно настоящее описание относится к твердосплавным ротационным борфрезам, используемым для удаления материала с изделий, состоящих, например, из металлов, металлических сплавов или некоторых неметаллических материалов.
Уровень техники
Ротационные борфрезы, выполненные из твердого сплава, известны и обычно используются для шлифовки и доводки изделий из металла и металлических сплавов. Существуют ротационные борфрезы различных форм, размеров и абразивных структур, в зависимости от предполагаемого применения инструмента. Металл и металлические сплавы могут быть сварены, спрессованы, отлиты, зачищены, пропилены, просверлены, разрезаны или фрезерованы, и эти технологии часто создают зазубренные края или небольшие выступы, называемые «неровности» на металлических изделиях. Процесс, посредством которого края отделываются и выступы удалятся, обычно называется «удаление заусенцев» и может быть выполнен с использованием ротационной борфрезы, приводимой во вращение станком. Помимо удаления заусенцев ротационные борфрезы также использовались в таких технологиях, как фрезерование штампов, изготовление моделей и инструментов, и отделка краев форм и небольших деталей.
Ротационные борфрезы аналогичны другим ротационным режущим инструментам в том, что все эти инструменты удаляют материал с заготовки. Ротационные (то есть приводимые во вращение) режущие инструменты, однако, обычно изменяют функциональную геометрию обрабатываемого признака заготовки. В отличие от этого ротационные борфрезы используются для чистовых операций, которые обычно не изменяют функциональную геометрию элемента, который подвергается удалению заусенцев или чистовой обработке иным способом.
Традиционный способ, посредством которого изготавливаются ротационные борфрезы, хорошо известен и включает в себя уплотнение в форме металлургической порошковой смеси, включающей в себя твердые частицы, которые обычно представляют собой или включают в себя карбидные частицы переходного металла, и порошкового связующего вещества, чтобы образовать неспеченную прессовку. Затем неспеченная прессовка спекается при температуре ниже температуры плавления порошков, чтобы уплотнить и металлургически связать частицы порошка. Спеченная прессовка представляет собой твердосплавную заготовку инструмента, имеющую в общем гомогенную, сплошную структуру, включающую прерывную фазу твердых частиц, заключенную в непрерывной фазе связующего вещества. Вслед за спеканием заготовка инструмента может быть соответствующим образом отшлифована или обработана, чтобы включать в себя ряд винтовых канавок или «стружечных канавок» на рабочем участке или «борголовке» инструмента. Выступающие области, ограниченные между стружечными канавками, обеспечивают режущие зубья, которые по существу обработаны, чтобы включать в себя острое лезвие. Другие элементы также могут быть отшлифованы или обработаны на заготовке инструмента, чтобы обеспечить требуемую геометрию инструмента для конкретного предполагаемого применения.
Употребляемый здесь «твердый сплав» относится к классу износостойких, тугоплавких материалов, включающих прерывную фазу, содержащую твердые карбидные частицы, связанные или сцементированные непрерывной фазой пластичного металла или металлическим сплавом связующего вещества. Обычный твердосплавный материал включает в себя частицы карбида вольфрама, заключенные в кобальтовое связующее вещество. Однако, как известно в данной области техники, существует множество возможных комбинаций частиц и связующего вещества, и отдельные комбинации и концентрации фаз будут более подходящими для отдельных применений. Карбидные частицы, обычно используемые в твердых сплавах, включают в себя, например, карбид кремния и карбиды переходных металлов IV, V и VI групп периодической таблицы, например, карбид вольфрама (WC), карбид титана (TiC), карбид тантала (TaC), карбид ниобия (NbC) и их комбинации. Примеры известных связующих веществ, обычно использующихся в твердых сплавах, включают в себя кобальт, кобальтовый сплав, никель и никелевый сплав. Твердые сплавы хорошо известны специалистам в области механической обработки и, следовательно, более подробное описание таких материалов здесь излишне.
Геометрия (форма) ротационной борфрезы может различаться множеством функциональных признаков, включая в себя глубину стружечной канавки, шаг стружечной канавки, концентричность стружечной канавки, угол подъема винтовой линии, профиль зуба и геометрию зуба. Приблизительно до середины 1980-х годов большинство твердосплавных ротационных борфрез шлифовалось с использованием технологии без ЧПУ, чтобы обеспечить требуемые профили стружечной канавки и зуба. Когда технологии использования станков с ЧПУ были приспособлены к дополнительным применениями, стали доступны шлифовальные станки, которые могли отшлифовать стружечную канавку и зуб сложных форм на заготовках ротационных борфрез, выполненных из твердого сплава. Отшлифованные на станках с ЧПУ борфрезы обеспечивают единые допуски на общую геометрию инструмента и профили зуба, обеспечивая обработанные начисто и очищенные от заусенцев поверхности и края, имеющие значительно улучшенное качество.
Существовала возрастающая необходимость аэрокосмической и других областей промышленности в эффективных технологиях для обработки и финиширования металлических материалов, считающихся труднообрабатываемыми. Примеры труднообрабатываемых материалов включают в себя титан и его сплавы, некоторые сплавы, предназначенные для использования в средах с очень высокими температурами и некоторые экзотические материалы. Эти материалы все в большей степени используются в производимых продуктах, например, в современных воздушных суднах, что требует более легких деталей, имеющих повышенную прочность и высокую жаростойкость. Следовательно, существует актуальная и все еще неудовлетворенная необходимость в разработке улучшенных инструментов, способных эффективно и экономически выгодно обрабатывать труднообрабатываемые материалы. В частности, существует необходимость в разработке ротационных борфрез, которые могут более эффективно и экономически выгодно удалять заусенцы и производить чистовую обработку титана и его сплавов, и других труднообрабатываемых материалов. Задачей настоящего описания является создание улучшенной твердосплавной ротационной борфрезы, которая может использоваться для более эффективного и экономически выгодного удаления заусенцев и чистовой обработки труднообрабатываемых материалов, а также других металлов, металлических сплавов и неметаллических материалов.
Раскрытие изобретения
Согласно одному неограничивающему аспекту настоящего описания вариант осуществления улучшенной ротационной борфрезы, содержащей твердый сплав, включает в себя хвостовик для прикрепления ротационной борфрезы к станку и рабочий участок. Поверхность рабочего участка включает в себя множество правосторонних винтовых стружечных канавок, которые образуют множество режущих зубьев, выполненных с возможностью удаления материала с заготовки. Каждый из множества режущих зубьев, образованных правосторонними стружечными канавками, включает в себя переднюю поверхность, заднюю поверхность, вершину и имеет положительный передний угол (как описано ниже). Каждый из множества режущих зубьев, образованных правосторонними стружечными канавками, также не имеет радиальной фаски, смежной вершине зуба на периферии рабочего участка. Авторы неожиданно обнаружили, что ротационная борфреза, имеющая эту новую конструкцию, обеспечивает значительно улучшенные характеристики резания и износостойкость инструмента и обеспечивает обработку титана, титановых сплавов и других труднообрабатываемых сплавов значительно более эффективным и экономически выгодным способом.
Согласно некоторым неограничивающим вариантам выполнения ротационной борфрезы, содержащей твердый сплав, созданной согласно настоящему описанию, ротационная борфреза выполнена из единого твердосплавного материала. Согласно некоторым другим неограничивающим вариантам выполнения ротационная борфреза, созданная согласно настоящему описанию, включает в себя, по меньшей мере, первую область из первого материала и вторую область из второго материала, при этом первый и второй материалы различаются по составу и/или, по меньшей мере, одному свойству. Согласно одному такому неограничивающему варианту выполнения первая область содержит рабочий участок, а вторая область содержит хвостовик, присоединенный или иным образом соединенный с рабочим участком. В одном конкретном неограничивающем варианте выполнения первый материал содержит твердый сплав, второй материал содержит металлический сплав, такой как, например, сталь или вольфрамовый сплав, и хвостовик присоединен к рабочему участку пайкой.
Согласно другому неограничивающему варианту выполнения ротационной борфрезы, содержащей твердый сплав, созданной согласно настоящему описанию, ротационная борфреза включает в себя первую область, содержащую наружную область рабочего участка, и вторую область, содержащую как срединную область рабочего участка, так и хвостовик. В одном конкретном неограничивающем варианте осуществления первый материал содержит первый твердый сплав, второй материал содержит второй твердый сплав. Первый и второй твердые сплавы могут различаться в любом требуемом отношении, например, по составу и/или, по меньшей мере, одному свойству. Примеры возможных различий между твердыми сплавами включают в себя различия в особенности или особенностях твердых частиц и/или связующих веществ или различия в концентрации твердых частиц и/или связующих веществ.
Согласно другому неограничивающему варианту осуществления ротационной борфрезы, содержащей твердый сплав, созданной согласно настоящему описанию, ротационная борфреза включает в себя хвостовик и рабочий участок. Поверхность рабочего участка включает в себя множество правосторонних винтовых стружечных канавок и дополнительно включает в себя множество левосторонних винтовых стружечных канавок. Левосторонние стружечные канавки пересекают правосторонние стружечные канавки на поверхности рабочего участка, образуя поперечную штриховую структуру, которая образует множество отдельных режущих зубьев, окаймленных правосторонними и левосторонними стружечными канавками. Каждый режущий зуб включает в себя переднюю поверхность, заднюю поверхность, вершину и имеет положительный передний угол. Каждый режущий зуб также не имеет радиальной фаски, смежной вершине зуба на периферии рабочего участка.
Согласно еще одному неограничивающему варианту осуществления ротационной борфрезы, содержащей твердый сплав, созданной согласно настоящему описанию, ротационная борфреза включает в себя хвостовик для прикрепления ротационной борфрезы к станку и рабочий участок. Рабочий участок включает в себя, по меньшей мере, наружную область из первого твердого сплава. Поверхность наружной области включает в себя множество правосторонних винтовых стружечных канавок на ней, образующих множество режущих зубьев. Каждый из режущих зубьев включает в себя переднюю поверхность, заднюю поверхность, вершину и имеет положительный передний угол, и не имеет радиальной фаски на периферии рабочего участка. В некоторых неограничивающих вариантах осуществления хвостовик и, по меньшей мере, срединная область рабочего участка содержат второй твердый сплав, который отличается от первого твердого сплава. В некоторых других неограничивающих вариантах осуществления рабочий участок ротационной борфрезы включает в себя первый твердый сплав, а хвостовик включает в себя, по меньшей мере, одно из стали, вольфрамового сплава или другого металлического сплава, и присоединен или иным образом соединен с рабочим участком.
Некоторые неограничивающие варианты осуществления ротационной борфрезы, содержащей твердый сплав, созданной согласно настоящему описанию, могут содержать однослойное или многослойное поверхностное покрытие, по меньшей мере, на области рабочего участка ротационной борфрезы, чтобы повысить износостойкость и/или рабочие характеристики. Примеры возможных поверхностных покрытий включают в себя покрытия химического осаждения из паровой фазы (CVD), покрытия физического осаждения из паровой фазы (PVD) и алмазные покрытия.
Согласно еще одному дополнительному аспекту настоящего изобретения предложен способ изготовления улучшенной ротационной борфрезы, включающей в себя твердый сплав. Способ включает в себя обеспечение множества правосторонних винтовых стружечных канавок, по меньшей мере, на участке заготовки для обеспечения рабочего участка ротационной борфрезы. Области рабочего участка, расположенные между смежными стружечными канавками, обрабатываются для обеспечения множества режущих зубьев на рабочем участке, причем каждый режущий зуб включает в себя положительный передний угол и не имеет радиальной фаски на периферии рабочего участка.
Приведенные выше особенности, а также другие особенности станут более понятными при рассмотрении следующего подробного описания некоторых неограничивающих вариантов осуществления настоящего изобретения. Некоторые дополнительные особенности также могут стать более понятными при осуществлении или применении описанного здесь объекта.
Краткое описание чертежей
Признаки и преимущества объекта, описанного здесь, станут более понятными со ссылкой на сопровождающие чертежи, на которых:
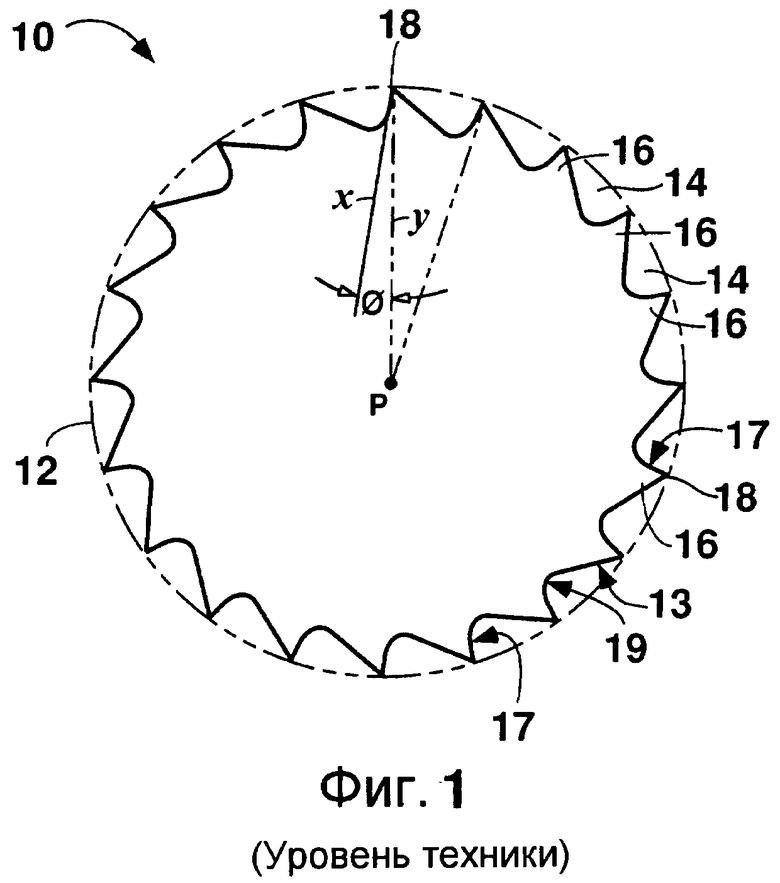
Фиг.1 представляет собой схематичный вид в сечении одного варианта осуществления обычной твердосплавной ротационной борфрезы, включающей в себя зубья, имеющие отрицательный передний угол, в котором сечение выполнено приблизительно по середине длины рабочего участка ротационной борфрезы и перпендикулярно оси вращения инструмента;
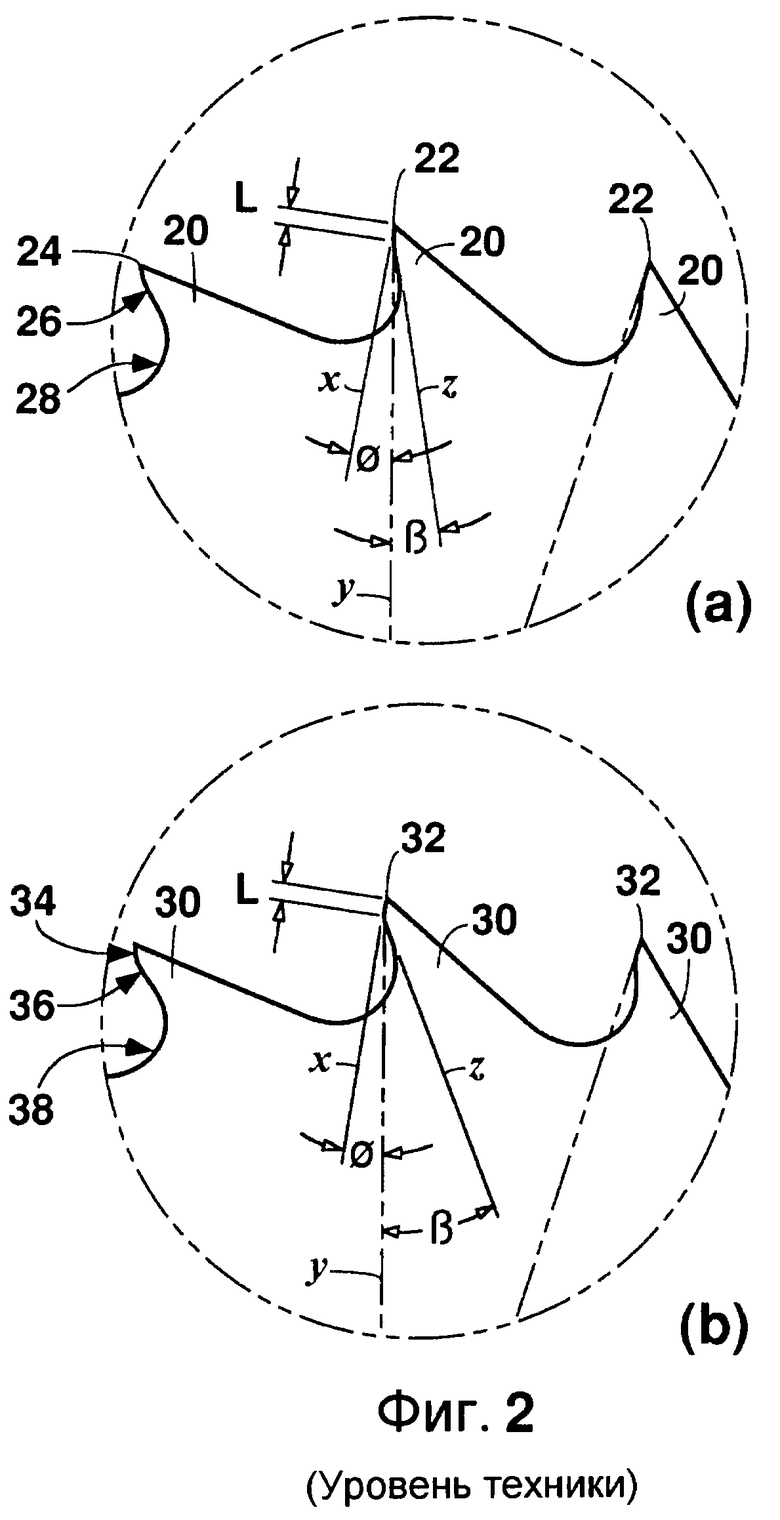
Фиг.2(a) и 2(b) представляют собой схематичные виды в сечении, изображающие профили зуба вариантов осуществления обычных твердосплавных ротационных борфрез;
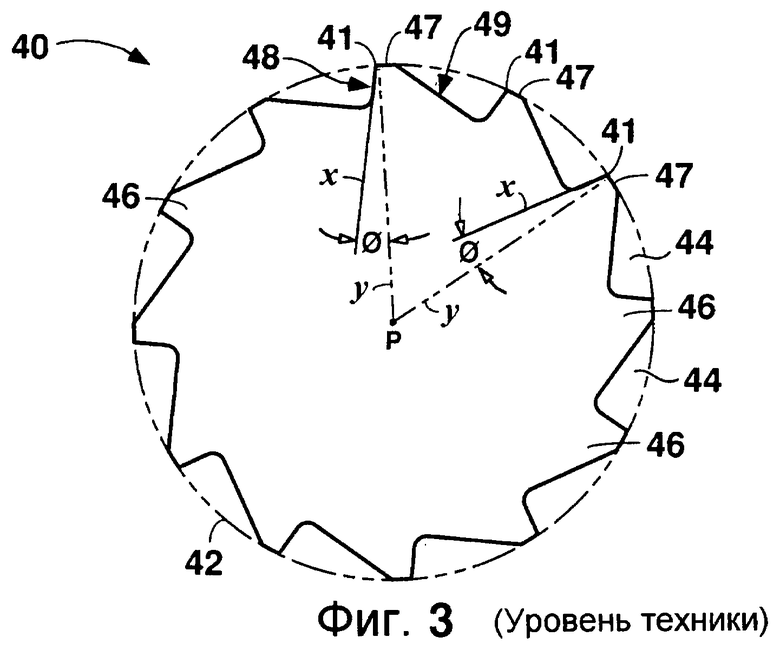
Фиг.3 представляет собой схематичный вид в сечении другого варианта осуществления обычной твердосплавной ротационной борфрезы, в котором сечение выполнено приблизительно по середине длины рабочего участка ротационной борфрезы и перпендикулярно оси вращения инструмента;
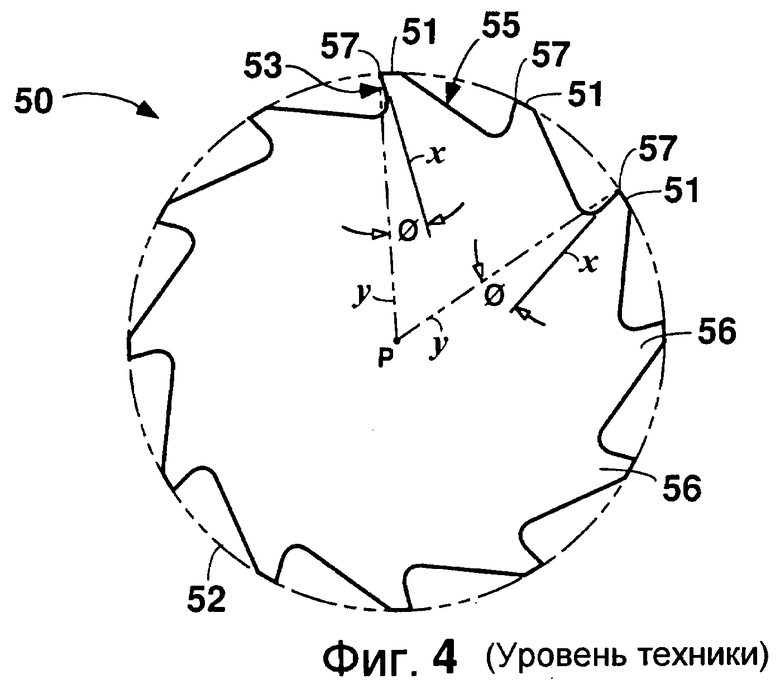
Фиг.4 представляет собой схематичный вид в сечении еще одного варианта осуществления обычной твердосплавной ротационной борфрезы, включающей в себя зубья, имеющие положительный передний угол и радиальные фаски на периферии рабочего участка, в котором сечение выполнено приблизительно по середине длины рабочего участка ротационной борфрезы и перпендикулярно оси вращения инструмента;
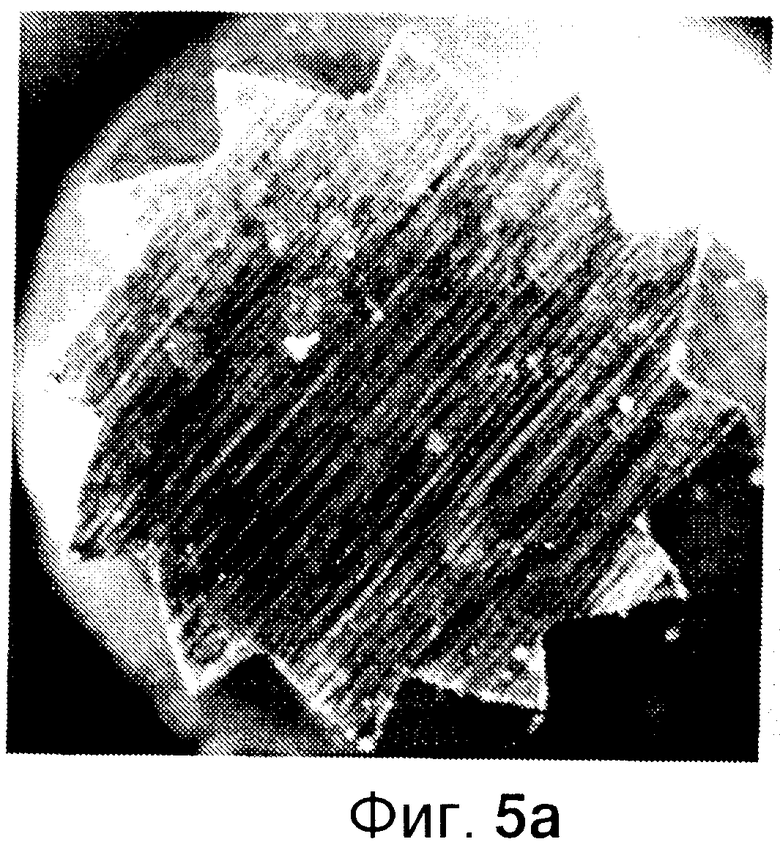
Фиг.5(a) и 5(b) представляют собой фотографии, изображающие, соответственно, сечение и вид сбоку рабочего участка имеющейся в продаже твердосплавной ротационной борфрезы, имеющей рабочий участок по существу в виде «дерева»;
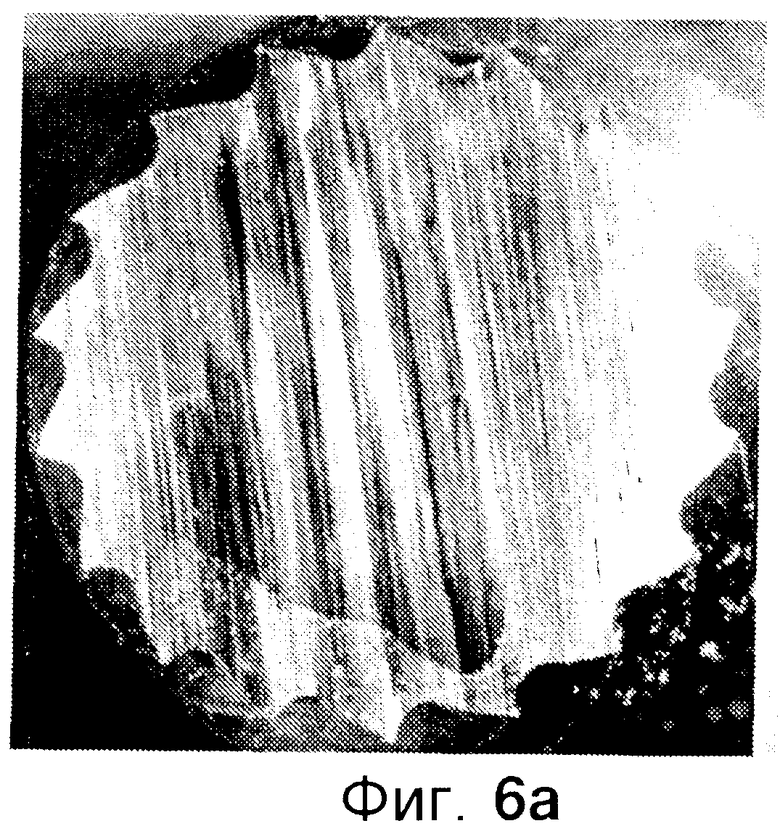
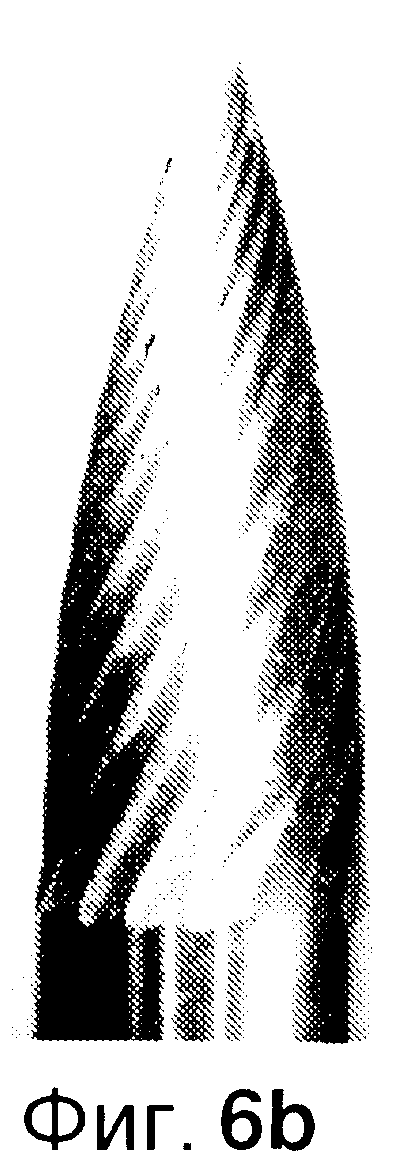
Фиг.6(a) и 6(b) представляют собой фотографии, изображающие, соответственно, сечение и вид сбоку рабочего участка другой имеющейся в продаже твердосплавной ротационной борфрезы, имеющей рабочий участок по существу в виде «дерева»;
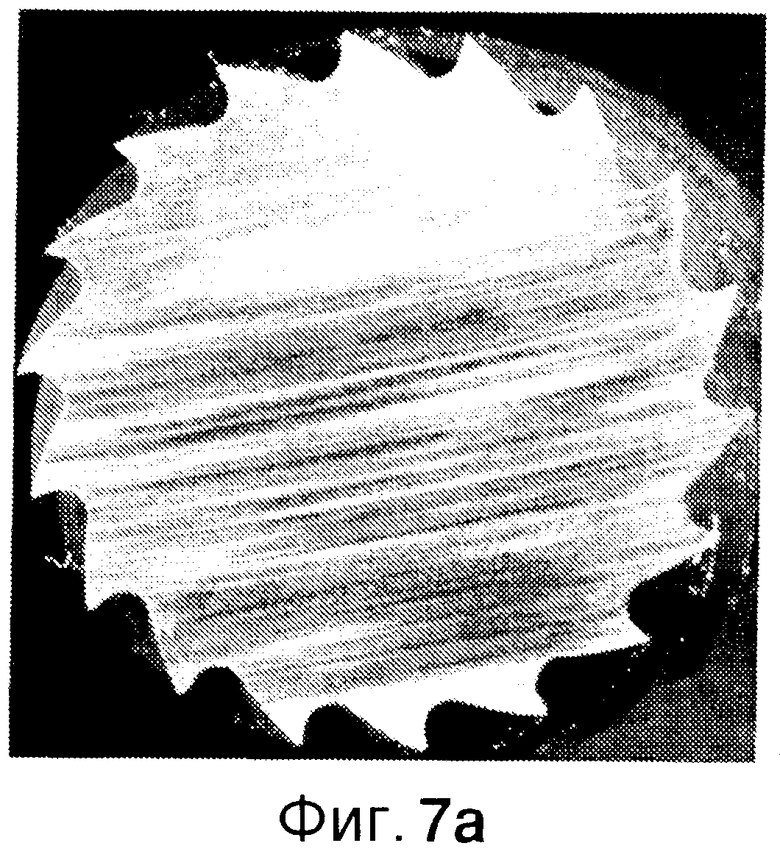
Фиг.7(a) и 7(b) представляют собой фотографии, изображающие, соответственно, сечение и вид сбоку рабочего участка имеющейся в продаже твердосплавной ротационной борфрезы, имеющей по существу цилиндрический рабочий участок;
Фиг.8(a) и 8(b) представляют собой фотографии, изображающие, соответственно, сечение и вид сбоку рабочего участка другой имеющейся в продаже твердосплавной ротационной борфрезы, имеющей по существу цилиндрический рабочий участок;
Фиг.9 представляет собой схематичный вид в сечении варианта осуществления ротационной борфрезы, созданной согласно настоящему изобретению, включающей в себя зубья, имеющие положительный передний угол и не имеющие радиальных фасок на периферии рабочего участка, в котором сечение выполнено приблизительно по середине длины рабочего участка ротационной борфрезы и перпендикулярно оси вращения инструмента;
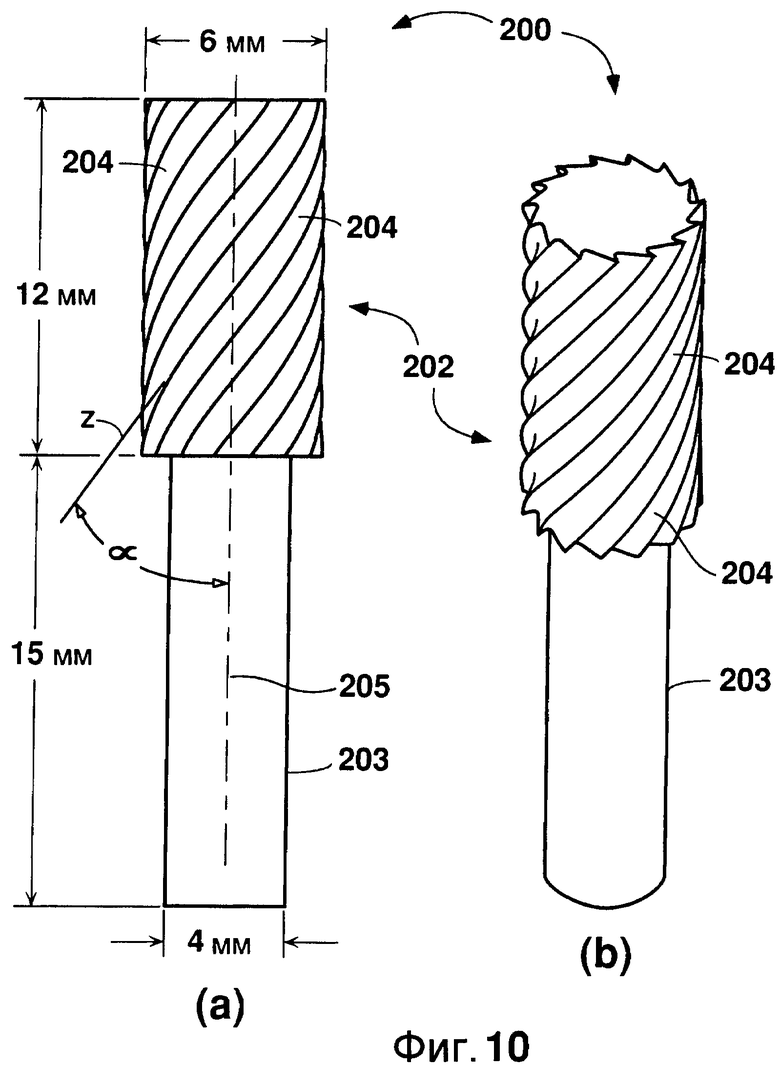
Фиг.10(a) и 10(b) представляют собой соответственно схематичный вид сбоку и схематичный вид в перспективе другого варианта осуществления ротационной борфрезы, созданной согласно настоящему изобретению и имеющей по существу цилиндрический рабочий участок;
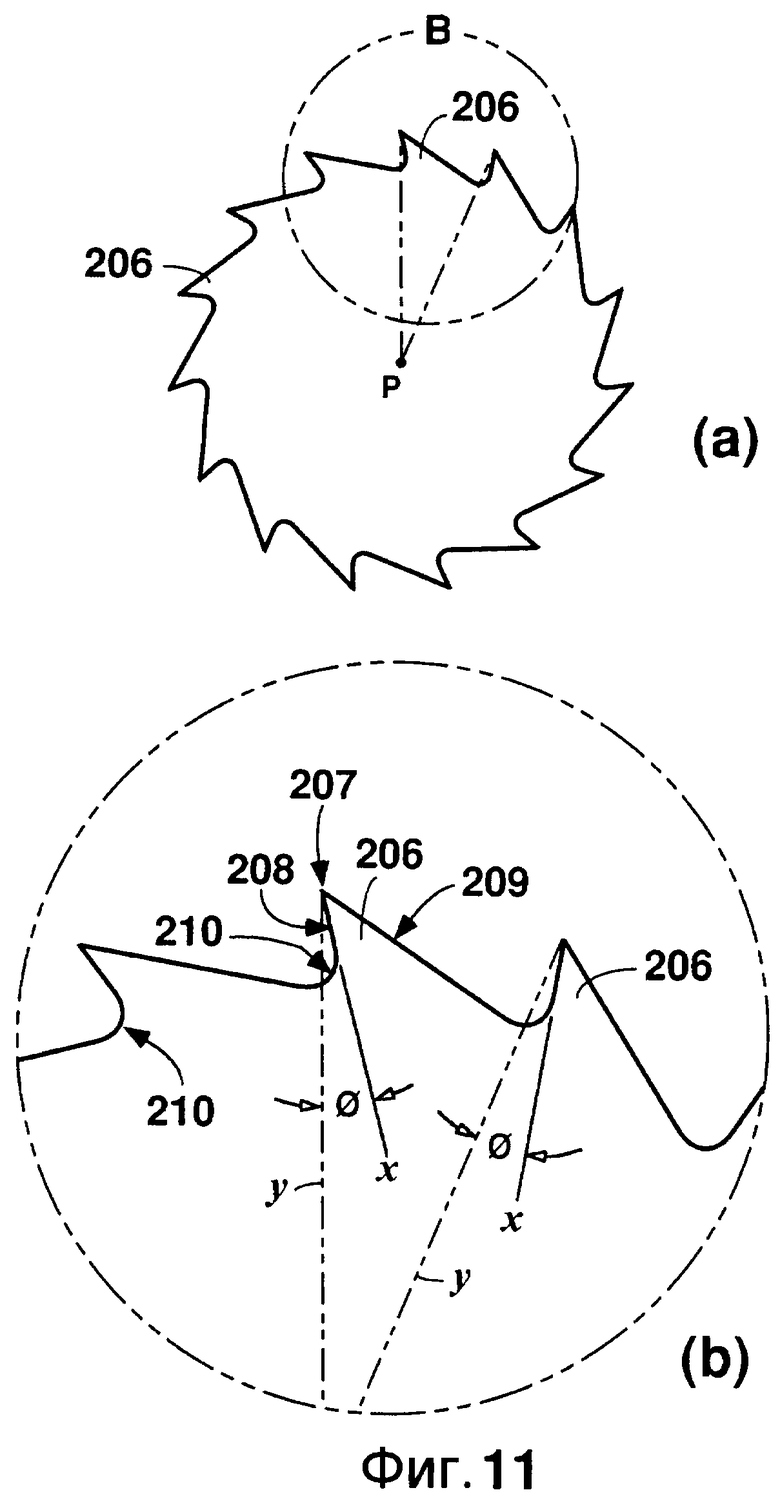
Фиг.11(a) представляет собой схематичный вид в сечении рабочего участка ротационной борфрезы, показанного на фиг.10(a) и 10(b), а фиг.11(b) представляет собой увеличенный вид кругового участка B сечения, показанного на фиг.11(a);
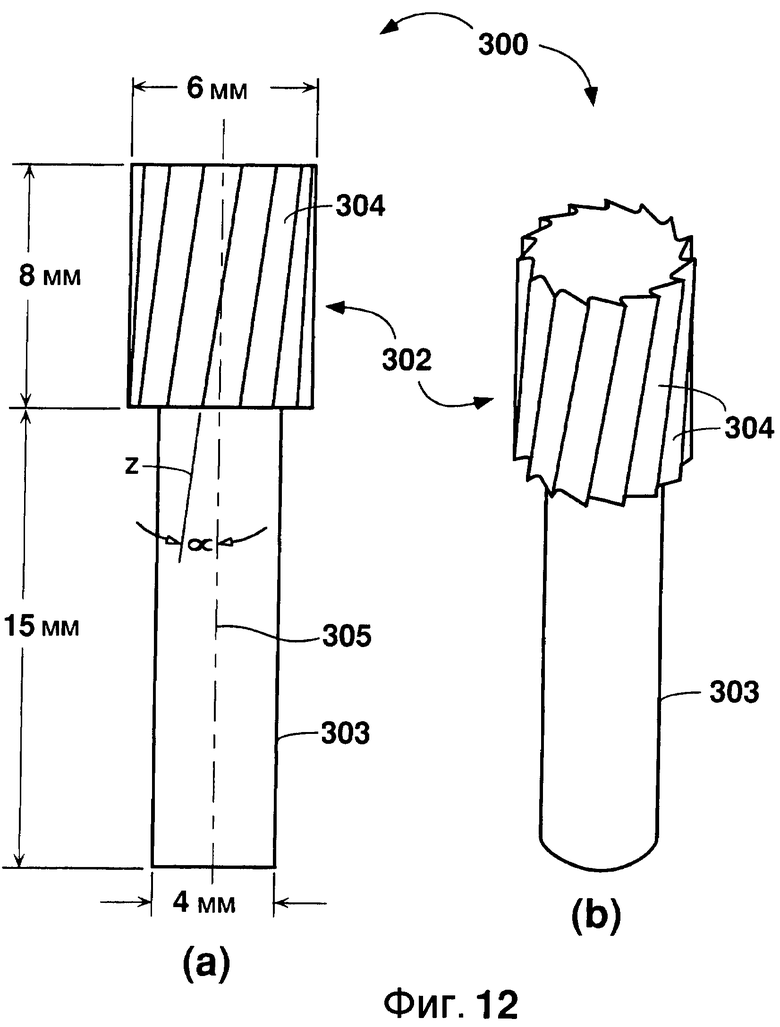
Фиг.12(a) и 12(b) представляют собой соответственно схематичный вид сбоку и схематичный вид в перспективе другого варианта осуществления ротационной борфрезы, созданной согласно настоящему изобретению и имеющей по существу цилиндрический рабочий участок;
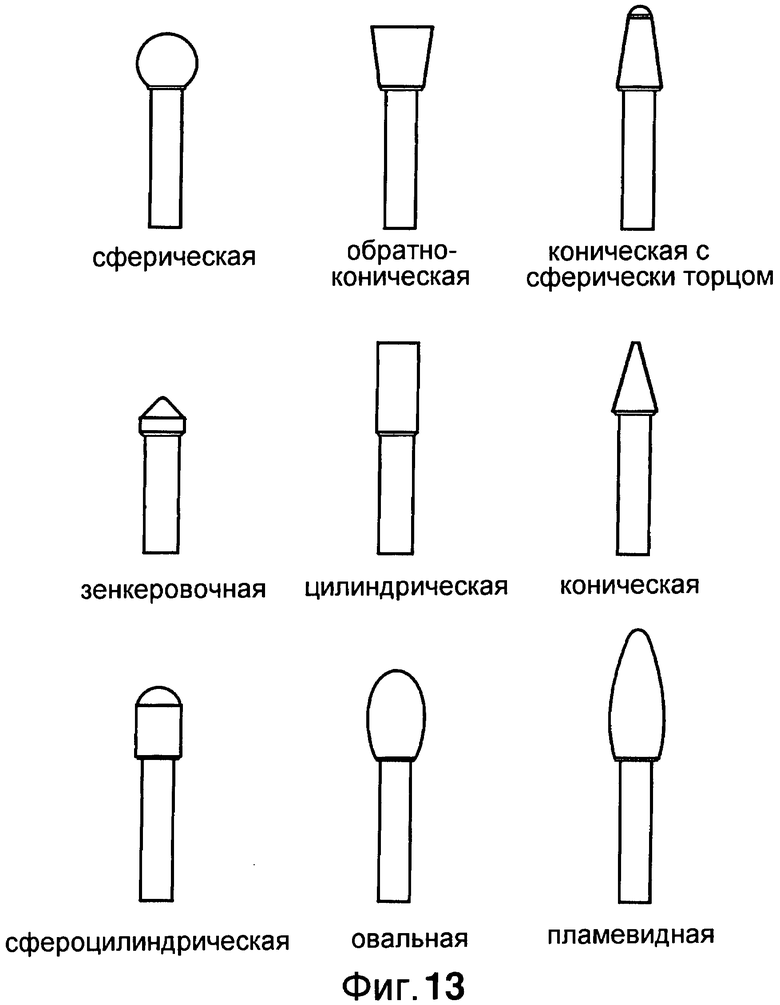
Фиг.13 представляют собой несколько возможных неограничивающих примеров форм рабочей поверхности ротационных борфрез, созданных согласно настоящему изобретению;
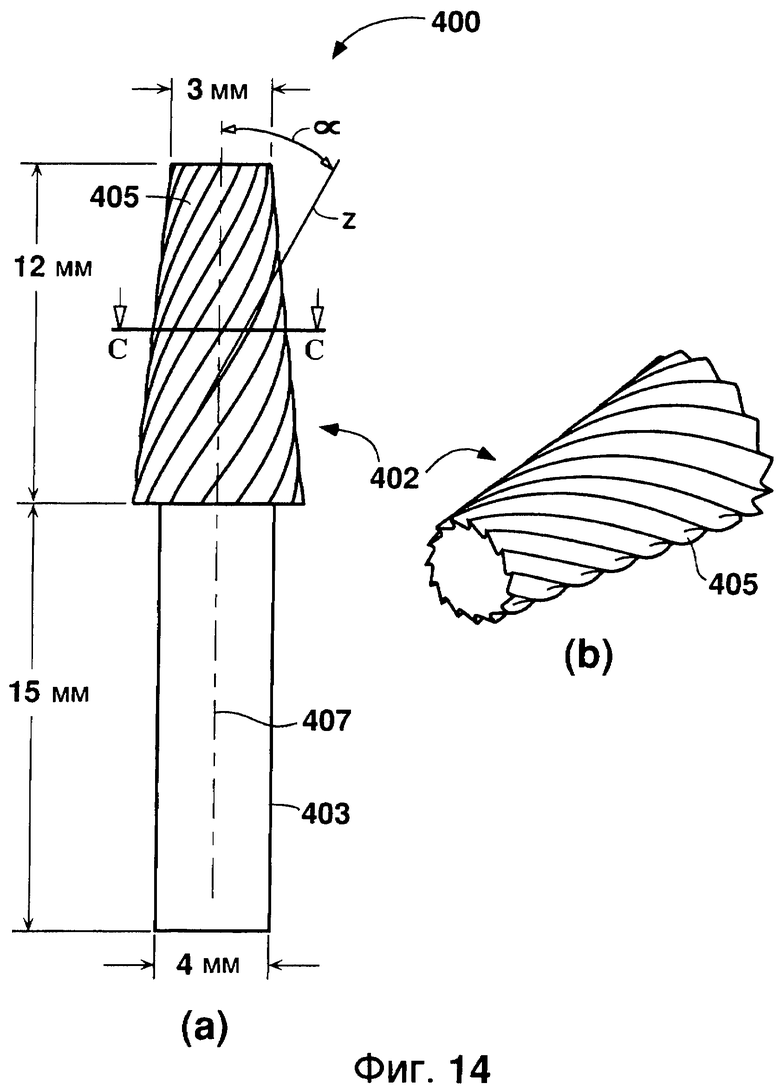
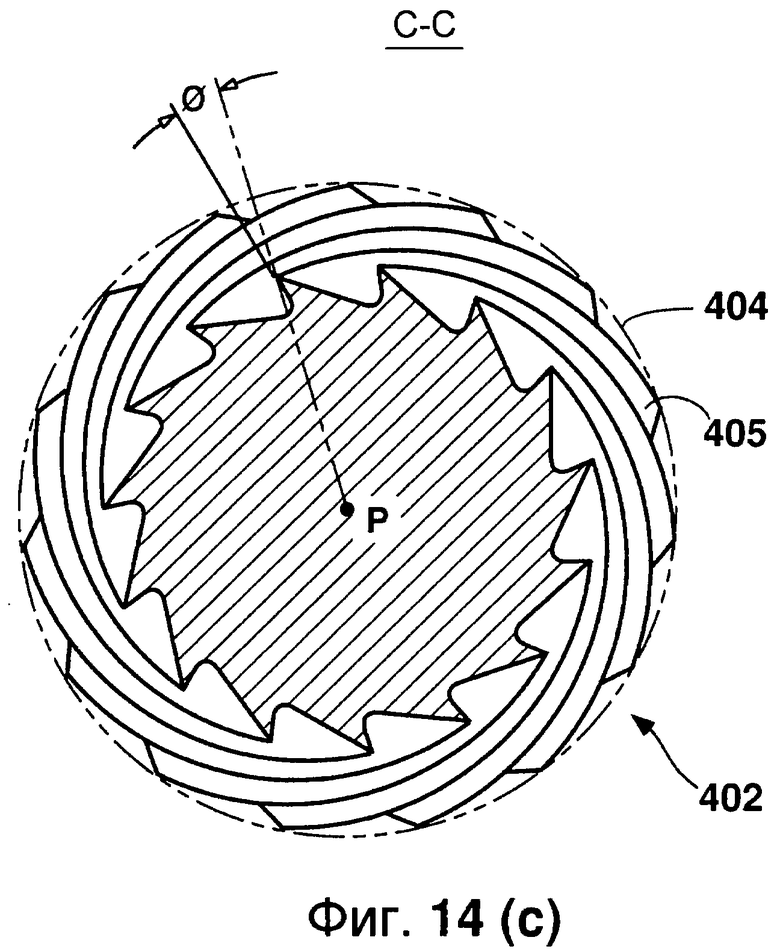
Фиг.14(a)-14(c) представляют собой схематичные виды другого неограничивающего варианта осуществления ротационной борфрезы, созданной согласно настоящему изобретению, и имеющей по существу конический рабочий участок;
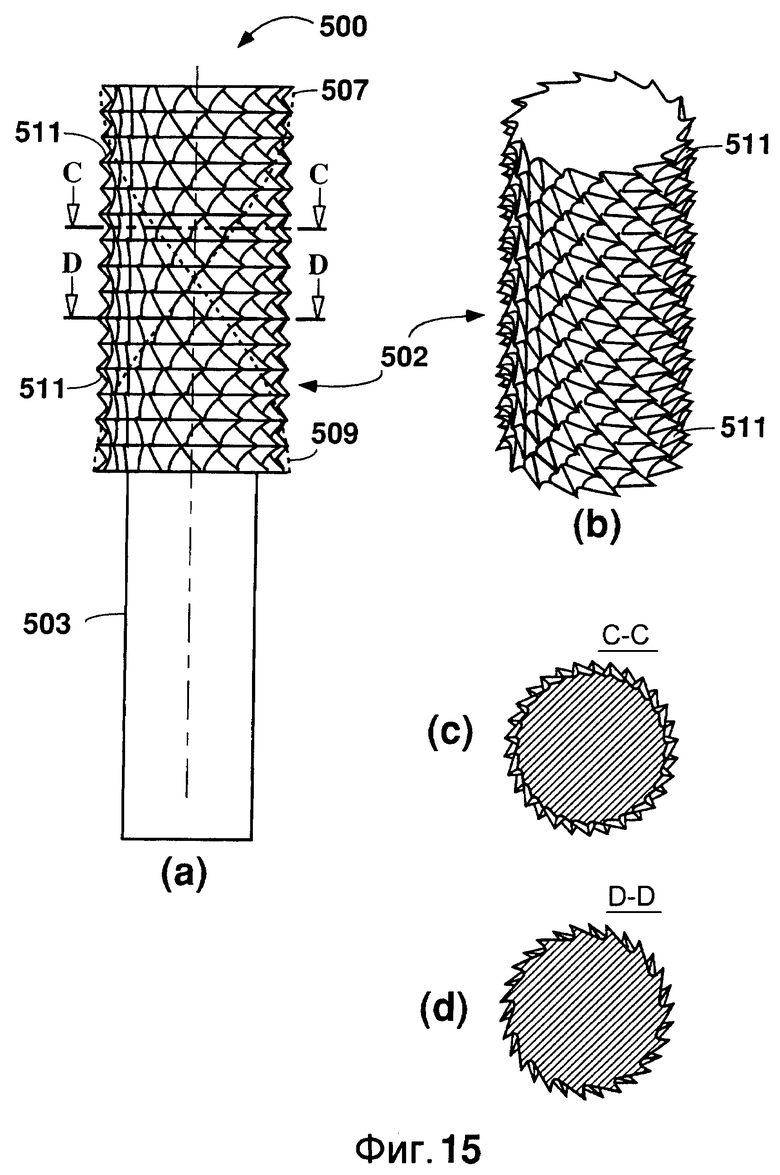
Фиг.15(a)-15(d) представляют собой схематичные виды другого неограничивающего варианта осуществления ротационной борфрезы, созданной согласно настоящему описанию, и имеющей по существу цилиндрический рабочий участок, включающий в себя поперечную штриховую структуру зуба, образованную пересечением правосторонних и левосторонних стружечных канавок;
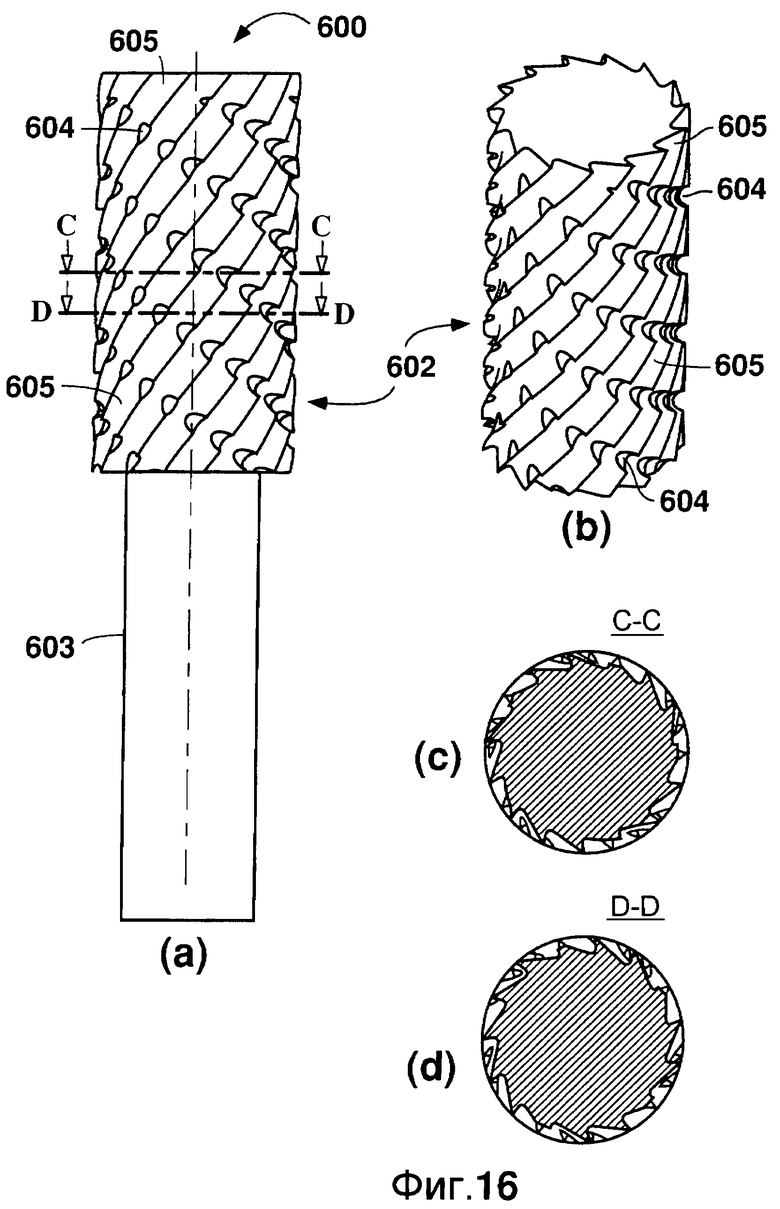
Фиг.16(a)-16(d) представляют собой схематичные виды другого неограничивающего варианта осуществления ротационной борфрезы, созданной согласно настоящему изобретения, и имеющей стружколомы, разнесенные вдоль стружечных канавок по существу цилиндрического рабочего участка;
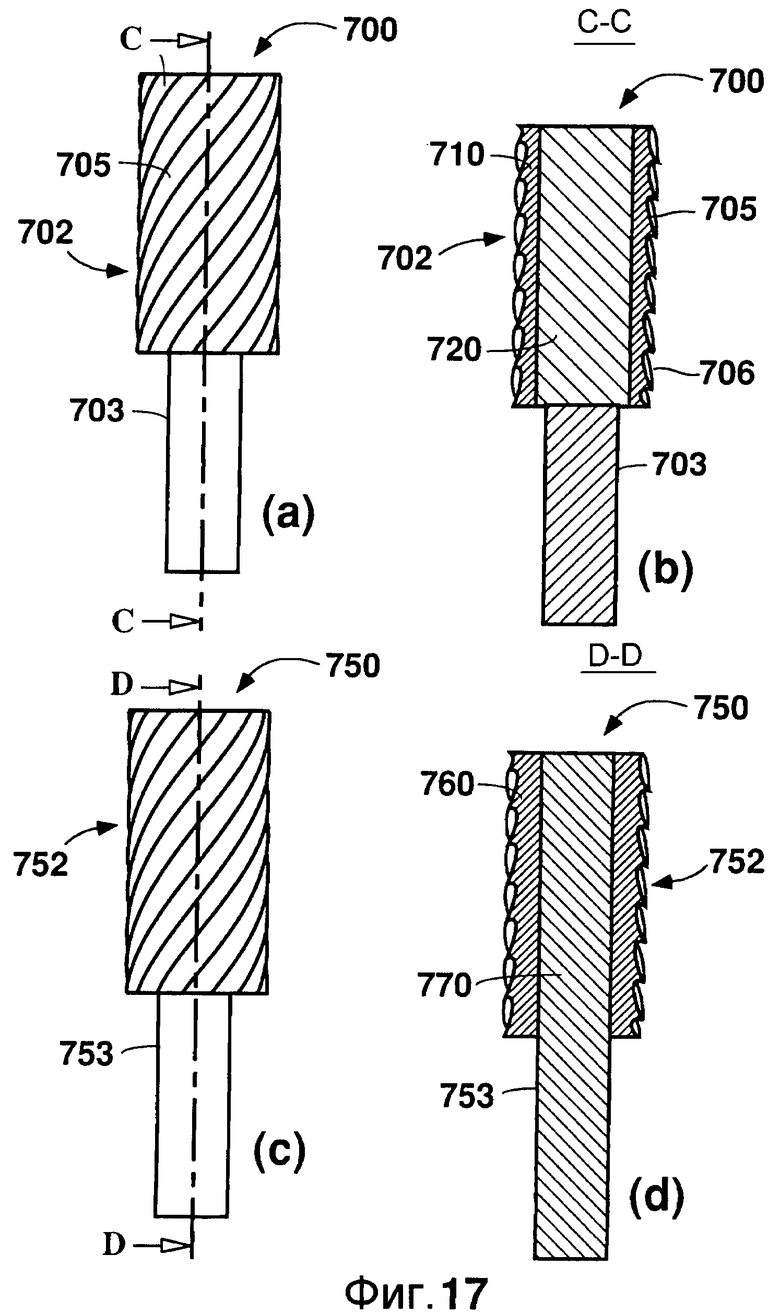
Фиг.17(a)-17(d) представляют собой схематичные виды двух неограничивающих вариантов осуществления ротационной борфрезы, созданной согласно настоящему изобретению, включающие в себя области из различных материалов;
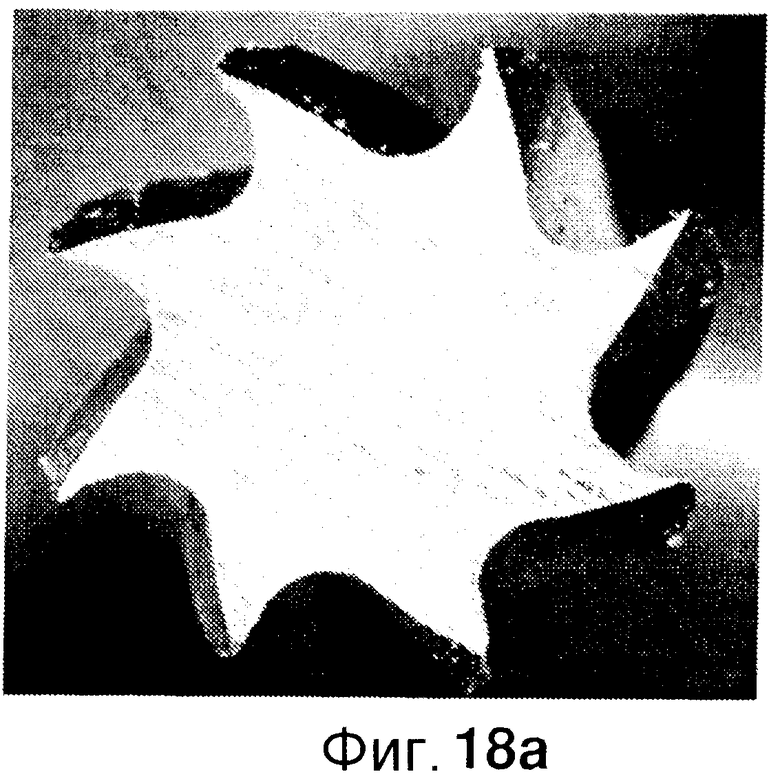
Фиг.18(a) и 18(b) представляют собой фотографии одного неограничивающего варианта осуществления ротационной борфрезы, созданной согласно настоящему изобретению;
Фиг.19(a) и 19(b) представляют собой фотографии другого неограничивающего варианта осуществления ротационной борфрезы, созданной согласно настоящему изобретению; и
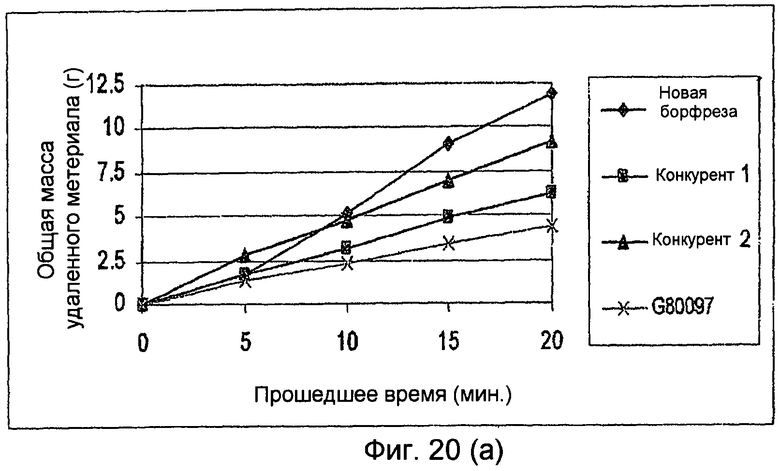
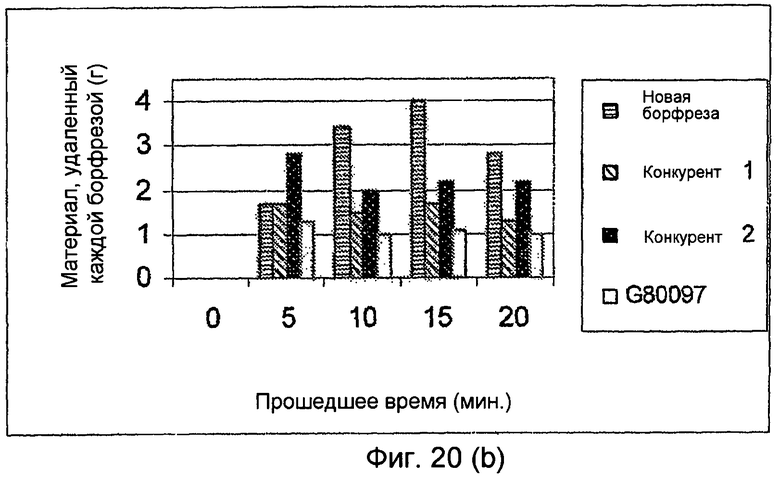
Фиг.20(a) и 20(b) представляют собой графики, иллюстрирующие результаты испытаний, сравнивающие рабочие параметры варианта осуществления твердосплавной ротационной борфрезы, созданной согласно настоящему описанию и имеющейся в продаже твердосплавной ротационной борфрезы.
Подробное описание некоторых неограничивающих вариантов выполнения
В настоящем описании неограничивающих вариантов выполнения и в пунктах формулы изобретения, за исключением примеров работы или, когда указано иное, все числа, выражающие количества и характеристики компонентов и изделий, режимы обработки и т.п. следует считать дополненными во всех случаях предлогом «около». Соответственно, если не указано иначе, любые числовые параметры, изложенные в следующем описании и приложенной формуле изобретения, являются приближениями, которые могут меняться, в зависимости от требуемых свойств, которые необходимо получить в объекте, описанном в настоящем описании. По меньшей мере, и не в качестве попытки ограничить применение доктрины эквивалентов к объему формулы изобретения, каждый числовой параметр должен, по меньшей мере, толковаться в свете количества излагаемых значащих цифр и применения обычных методов округления.
Настоящее описание направлено на улучшенную конструкцию ротационной борфрезы, содержащей твердый сплав. Как известно в данной области техники, ротационные борфрезы обычно содержат твердую, металлическую основу, которая может быть покрыта или непокрыта. Специалисты в области механической обработки знакомы с различными твердыми сплавами и могут легко определить пригодность их использования в ротационных борфрезах, созданных согласно настоящему изобретению. Покрытия, обеспечивающие улучшенную износостойкость и/или другие требуемые характеристики, могут наноситься на основу обычной технологией покрытия, включающей в себя, например, технологии химического осаждения из паровой фазы (CVD), физического осаждения из паровой фазы (PVD) и алмазного покрытия.
Аспекты вариантов осуществления ротационных борфрез, созданных согласно настоящему изобретению, станут понятными посредством сравнения таких инструментов с фиг.1, которая представляет собой схематичный вид в сечении, выполненном приблизительно посередине длины рабочего участка и перпендикулярно оси вращения варианта осуществления 10 обычной твердосплавной ротационной борфрезы. Использованный здесь «рабочий участок» ротационной борфрезы является областью инструмента, которая была отшлифована или обработана иным образом, чтобы включать в себя режущие зубья. Рабочий участок может также относиться, например, к «борголовке» инструмента. Пунктирная линия 12 изображает исходный контур заготовки инструмента, которая была отшлифована на одном конце, чтобы образовать рабочий участок ротационной борфрезы 10. Ось вращения ротационной борфрезы 10 обозначена точкой P, и инструмент дополнительно включает в себя стружечные канавки 14, образующие зубья 16. Каждый зуб 16 включает в себя переднюю поверхность 17, вершину 18 и заднюю поверхность 13, которая ведет к дуге 19, переходящую в следующую переднюю поверхность 17 смежного зуба. Следует понимать, что сечение, показанное на фиг.1, изображает сечение отдельных зубьев 16, которые проходят на некоторое расстояние вдоль поверхности рабочего участка ротационной борфрезы 10 и присутствуют в виде «гребней», образованных между смежными правосторонними винтовыми стружечными канавками 14.
Со ссылкой на фиг.1 каждый зуб 16 имеет профиль, который включает в себя передний угол. Определенный здесь передний угол зуба может быть определен посредством рассмотрения сечения зуба, выполненного перпендикулярно оси вращения инструмента, и является углом между первой линией, проведенной в плоскости сечения, начиная в вершине зуба и проходя вдоль передней поверхности зуба, и второй линией, проведенной в плоскости сечения, соединяющей вершину зуба и ось P вращения. Конкретно со ссылкой на фиг.1 передний угол является углом θ, между линиями X и Y. Если передний угол, как показано в варианте осуществления согласно уровню техники на фиг.1, меньше нуля (то есть вращение вокруг вершины зуба в плоскости сечения от линии X к линии Y происходит против часовой стрелки), тогда считается, что профиль зуба имеет «отрицательный» передний угол и, следовательно, «отрицательную» геометрию передней поверхности. Согласно настоящему изобретению помимо включения в себя отрицательного переднего угла существенным признаком конструкции обычной ротационной борфрезы на фиг.1 является отсутствие фасок на периферии 12 рабочего участка. Вместо этого каждый зуб 16 включает в себя вершину 18, которая либо острая (то есть заканчивается острием), либо скругленная до малого радиуса. Малый радиус скругленной вершины может являться следствием обработки краев или хонингования, примененного к вершинам или может просто быть следствием производственных допусков, связанных с процессом образования зубьев на рабочей поверхности.
На фиг.2(a) и 2(b) показаны схематичные изображения профилей зубьев дополнительных вариантов осуществления обычных твердосплавных ротационных борфрез. Со ссылкой на фиг.2(a) зубья 20 имеют отрицательный передний угол θ, который определен как отрицательный угол между линией X и линией Y. Линия X проведена в плоскости сечения от вершины 22 зуба и вдоль первой поверхности 24 зуба 20. Линия Y (пунктирная) проведена в плоскости сечения между вершиной 22 зуба и осью вращения инструмента (не показана). Эта первая поверхность 24, вдоль которой проведена линия X, имеет длину L, как показано на фиг.2(a). Хотя передняя поверхность каждого зуба 20 также имеет вторую поверхность 26, которая ведет к дуге 28, линия X, проведенная, чтобы определить передний угол, проведена вдоль первой поверхности 24, поскольку эта область каждого зуба 20 определяет заостренность лезвия и обуславливает режущий эффект инструмента в детали во время удаления заусенцев или других операций чистовой обработки. Таким образом, передний угол зуба 20 является отрицательным углом θ на фиг.2(a). Это имеет место, даже если, как показано на фиг.2(a), угол между линией Z, которая является линией, проведенной из начальной точки второй поверхности 26 и вдоль нее, и линией Y, является положительным углом β (то есть направление от линии Z к линии Y проходит по часовой стрелке).
На фиг.2(b) показан другой профиль зуба обычной ротационной борфрезы, имеющий отрицательный передний угол. Передний угол θ на фиг.2(b) является отрицательным углом между линиями X и Y. Линия X проведена в плоскости сечения от вершины 32 зуба и вдоль первой поверхности 34 зуба 30. Линия Y (пунктирная) проведена в плоскости сечения между вершиной 32 зуба и осью вращения инструмента (не показана). Первая поверхность 34 имеет длину L, как показано на фиг.2(b). Помимо первой поверхности 34 передняя поверхность каждого зуба 30 также включает в себя первую дугу 36, которая следует за первой поверхностью 34 и приводит ко второй дуге 38. Передний угол зуба 30 является отрицательным углом θ, даже если, как показано на фиг.2(b), угол между линией Z (линией, проведенной из начальной точки первой дуги 36 и вдоль касательной линии первой дуги 36), и линией Y, является положительным углом β. При заданной тангенциальной ориентации первой дуги 36 положительный угол β, показанный на фиг.2(b), больше положительного угла β, показанного на фиг.2(a).
На фиг.3 показан схематичный вид в сечении приблизительно по середине длины рабочего участка и перпендикулярно оси вращения другого варианта осуществления 40 обычной твердосплавной ротационной борфрезы, изображающий профиль зубьев 46, образованных стружечными канавками 44, по окружности ротационной борфрезы 40. Пунктирная линия 42 представляет собой исходный контур заготовки, из которой ротационная борфреза 40 была отшлифована. Каждый зуб 40, изображенный на сечении борфрезы 40, включает в себя вершину 41, радиальную фаску 47 между передней поверхностью 48 зуба и задней поверхностью 49 зуба, и каждая радиальная фаска 47 приблизительно равна исходному контуру 42 цилиндрической заготовки, из которой инструмент был отшлифован. Используя линии Y, проведенные от цилиндрической оси P к смежным вершинам 41 зубьев, и линии X, проведенные от вершин 41 зубьев и вдоль передней поверхности 48, видно, что передний угол θ каждого зуба является отрицательным углом, поскольку направления вращения от линии X до линии Y для отдельного зуба происходит против часовой стрелки. Было замечено, что недостаток твердосплавной ротационной борфрезы, имеющей радиальные фаски на периферии рабочего участка, заключается в том, что сильное трение между фасками и заготовкой значительно увеличивает усилие, необходимое для удаления заусенцев или удаления материала иным образом с заготовок из труднообрабатываемых материалов.
На фиг.4 показан схематичный вид в сечении приблизительно по середине длины рабочего участка и перпендикулярно оси вращения другого варианта осуществления 50 обычной твердосплавной ротационной борфрезы, включающей в себя радиальные фаски 51 по исходному контуру 52 заготовки, из которой инструмент был отшлифован. Фаски 51 смежны вершинам 57 зубьев и расположены между передней поверхностью 53 и задней поверхностью 55 каждого зуба 56. Используя линии Y, проведенные из цилиндрической оси P к смежным вершинам 57 зубьев, и линии X, проведенные от вершин 57 зубьев и вдоль передней поверхности 53, видно, что передний угол θ каждого зуба 56 является положительным углом, поскольку направления вращения от линии X до линии Y для отдельного зуба происходит по часовой стрелке. Хотя ротационная борфреза 50 имеет положительный передний угол θ, считается, что инструмент все еще не может использоваться для эффективного удаления заусенцев с труднообрабатываемых материалов, в результате существенного трения, которое будет образовываться между радиальными фасками 51 и заготовкой. Вместо этого в применениях, касающихся заготовок из титана, титановых сплавов, некоторых тугоплавких сплавов, различных экзотических сплавов или других труднообрабатываемых материалов, заготовка будет влиять на усилия, образуемые во время операции удаления заусенцев.
Зная о длительной необходимости в разработке конструкции ротационной борфрезы, которая может использоваться для эффективного и экономически выгодного удаления заусенцев с труднообрабатываемых материалов, авторы изучили профили зуба различных имеющихся в продаже твердосплавных ротационных борфрез. Различные примеры этих имеющихся в продаже ротационных борфрез показаны на фиг.5-9. Каждый из этих чертежей включает в себя фотографии (a) вида сбоку сечения приблизительно посередине рабочего участка инструмента, в котором сечение выполнено приблизительно перпендикулярно оси вращения инструмента, и (b) вида сбоку рабочего участка инструмента. Фиг.5(a) и 5(b) изображают имеющуюся в продаже твердосплавную ротационную борфрезу, имеющую рабочий участок по существу в виде «дерева», и который составляет 6,35 мм в длину и имеет максимальный диаметр 3,18 мм. Фиг.6(a) и 6(b) изображают другую имеющуюся в продаже твердосплавную ротационную борфрезу, также имеющую рабочий участок по существу в виде «дерева», и в которой рабочий участок составляет 15,88 мм в длину и имеет максимальный диаметр 6,35 мм. Фиг.7(a) и 7(b) изображают еще одну имеющуюся в продаже твердосплавную ротационную борфрезу, имеющую по существу цилиндрический рабочий участок, который составляет 12,27 мм в длину, а диаметр 6,35 мм. Фиг.8(a) и 8(b) изображают еще одну имеющуюся в продаже твердосплавную ротационную борфрезу, имеющую по существу цилиндрический рабочий участок, который составляет 14,29 мм в длину и диаметр 3,18 мм, и в котором множество стружечных канавок, имеющих левостороннюю винтовую ориентацию, пересекает множество стружечных канавок, имеющих правостороннюю винтовую ориентацию, чтобы получить поперечную штриховую структуру, образующую отдельные режущие зубья, между ними. Авторы заметили, что каждая из имеющихся в продаже ротационных борфрез, включает в себя множество правосторонних стружечных канавок, образующих профиль зуба рабочего участка, имеющий либо (1) положительный передний угол и включающий в себя радиальные фаски на периферии рабочего участка; либо (2) отрицательный передний угол и неимеющий радиальных фасок.
Авторы исследовали альтернативные конструкции ротационных борфрез, не представленные имеющимися в продаже ротационными борфрезами, и оценили, существенно ли альтернативные конструкции улучшают способность инструментов к обработке труднообрабатываемых материалов. Основываясь на этих исследованиях, авторы неожиданно обнаружили, что эта особая конструкция ротационной борфрезы, которая включает в себя зубья, имеющие положительный передний угол и не имеющие радиальных фасок, смежных вершинам зубьев и расположенных на периферии рабочего участка, может использоваться для очень эффективного и экономически выгодного удаления заусенцев с титана, титановых сплавов, некоторых тугоплавких сплавов и других труднообрабатываемых материалов. Авторы считают, что ротационные борфрезы с такой конструкцией не были и сейчас не являются коммерчески доступными или иным образом известными. Авторы установили, что в отличие от особых конструкций, описанных здесь, конструкции имеющихся в продаже ротационных борфрез, имеющих положительный передний угол и включающих в себя радиальные фаски, смежные вершинам зубьев и расположенных по или вблизи первоначального контура рабочего участка, могут эффективно использоваться только при удалении заусенцев или других операциях чистовой обработки не содержащих железа материалов или других материалов, которые обычно не считаются труднообрабатываемыми.
На фиг.9 схематично показан вид в сечении приблизительно по середине рабочего участка одного неограничивающего варианта осуществления ротационной борфрезы 100, созданной согласно настоящему изобретению, включающей в себя зубья 110, имеющие положительный передний угол, без радиальных фасок, смежных вершинам зубьев и расположенных на периферии рабочего участка ротационной борфрезы 100. Ротационная борфреза 100 может быть выполнена, например, из твердого сплава. Вершина 114 каждого зуба 110 имеет либо острый профиль (как показано на фиг.9) или скругленный, с относительно небольшим радиусом. Пунктирная линия 112 изображает первоначальный цилиндрический контур твердосплавной заготовки, из которой ротационная борфреза 100 была отшлифована. Каждый зуб 110 включает в себя переднюю поверхность 116 и заднюю поверхность 118. Задняя поверхность 118 каждого зуба заканчивается дугой 120 внизу зуба 110 и переходит в смежный зуб 110. Передний угол θ является положительным углом между линией Y, проведенной в плоскости сечения, между вершиной 114 зуба и цилиндрической осью P, и линией X, проведенной в плоскости сечения, от вершины 114 зуба и вдоль передней поверхности 116. Передний угол θ является положительным, поскольку направление вращения от линии Y к линии X для отдельного зуба происходит по часовой стрелке.
Геометрия, размер, форма, структура и предполагаемое применение ротационной борфрезы, созданной согласно настоящему описанию, могут меняться. На фиг.10(a) и 10(b), например, схематично показан другой неограничивающий вариант осуществления ротационной борфрезы 200, созданной согласно настоящему изобретению, имеющей по существу цилиндрический рабочий участок 202 и хвостовик 203 для присоединения ротационной борфрезы 200 к станку. В некоторых вариантах осуществления ротационная борфреза 200 может быть выполнена из цельной сплошной твердосплавной заготовки. В качестве альтернативы ротационная борфреза 200 может быть выполнена из двух частей, в которых рабочий участок 202 выполнен из первого твердого сплава, а хвостовик 203 выполнен из второго твердого сплава, металла или металлического сплава и присоединен или иным образом соединен с рабочим участком 202. В некоторых вариантах осуществления хвостовик может быть выполнен из вольфрамового сплава или стали и присоединен к участку 202 пайкой.
Поверхность рабочего участка 202 ротационной борфрезы 200 включает в себя множество правосторонних винтовых стружечных канавок 204, которые могут быть равномерно или неравномерно распределены по поверхности. Используемая здесь «правосторонняя» ориентация означает, что стружечная канавка проходит слева направо по рабочему участку при перемещении по стружечной канавке снизу вверх рабочего участка. «Левосторонняя» ориентация означает, что стружечная канавка проходит справа налево по рабочему участку при перемещении по стружечной канавке снизу вверх рабочего участка. В любом случае «низ» и «верх» рабочего участка определены по отношению к виду сбоку инструмента, такому как, например, вид сбоку, показанный на фиг.10(a), причем «низ» расположен ближе, а «верх» дальше по отношению к хвостовику. Стружечные канавки 204 могут иметь одинаковую или неодинаковую геометрии. Рабочий участок 202 ротационной борфрезы 200 имеет диаметр 6 мм и длину 12 мм, а хвостовик 203 имеет диаметр 4 мм и длину 15 мм. Борфреза 200 имеет угол наклона стружечной канавки около 38 градусов, который является углом α, образованным между линией Z в направлении стружечных канавок 204 и осью 205 вращения ротационной борфрезы 200.
На фиг.11(a) показано сечение рабочего участка 202 ротационной борфрезы 200, показанной на фиг.10(a)и (b), выполненное по линии C-C на фиг.10(a), в котором P является точкой оси вращения, а зубья 206 показаны как сечения стружечных канавок 204. Круговой участок B сечения, показанного на фиг.11(a), показан в увеличенном виде на фиг.11(b). Каждый зуб 206 включает в себя вершину 207, переднюю поверхность 208, заднюю (боковую) поверхность 209 и дуговой участок 210, который ведет к задней поверхности 209 смежного зуба 206. Вершина 207 может быть острым или скругленным лезвием с маленьким радиусом и зубья 206 не имеют радиальных фасок, смежных вершине 207 зуба. Как описано выше, передний угол зуба представляет собой угол между первой линией, проведенной из вершины зуба и вдоль передней поверхности, и второй линией, проведенной между вершиной зуба и точкой цилиндрической оси. На фиг.11(b) передний угол зуба 206 является углом между линией X, проведенной из вершины 207 зуба и вдоль передней поверхности 208 зуба 206, и линией Y, проведенной между точкой P, обозначающей цилиндрическую ось (см. фиг.11(a)), и вершиной 207 зуба. Передний угол θ на фиг.11(b) составляет приблизительно 10 градусов и является положительным углом. Радиус дуги 210, который также называется радиусом закругления низа зуба, составляет приблизительно 0,15 мм.
На фиг.12(a) и 12(b) схематично показан дополнительный вариант осуществления ротационной борфрезы 300, содержащей твердый сплав и созданной согласно настоящему изобретению. Ротационная борфреза 300 включает в себя по существу цилиндрический рабочий участок 302 и хвостовик 303. Поверхность рабочего участка 302 включает в себя множество правосторонних винтовых стружечных канавок 304, которые могут быть равномерно или неравномерно распределены по поверхности и могут иметь одинаковую или неодинаковую геометрии. Рабочий участок 302 ротационной борфрезы 300 имеет диаметр 6 мм и длину 8 мм, а хвостовик 303 имеет диаметр 4 мм и длину 15 мм. Борфреза 300 имеет угол наклона стружечной канавки около 8 градусов, образованный между линией Z в направлении стружечных канавок 304 и цилиндрической осью 305 ротационной борфрезы 300. Таким образом, и длина рабочего участка, и угол наклона стружечной канавки ротационной борфрезы 300 меньше длины и угла в борфрезе 200. Согласно настоящему изобретению зубья ротационной борфрезы 300 имеют положительный передний угол и не имеют радиальных фасок, смежных вершинам зубьев и расположенных на периферии рабочего участка.
Ротационные борфрезы, содержащие твердый сплав и созданные согласно настоящему изобретению, могут иметь любую из различных конфигураций рабочего участка, используемых в ротационных борфрезах. На фиг.13 показано несколько возможных неограничивающих примеров конструкций рабочего участка ротационных борфрез, созданных согласно настоящему изобретению. Изображенные конструкции рабочего участка являются сферической, обратноконической, конической с сферически торцом, зенкеровочной, цилиндрической, конической, сфероцилиндрической, овальной, гиперболической конструкцией и пламевидной конструкцией. Возможные дополнительные конфигурации рабочего участка ротационных борфрез известны специалистам в области механической обработки. Однако в вариантах осуществления, созданных согласно настоящему изобретению, зубья рабочего участка ротационной борфрезы имеют положительный передний угол и не имеют радиальных фасок, смежных вершинам зубьев и расположенных на периферии рабочего участка. Следует понимать, что конфигурация рабочего участка ротационной борфрезы, созданной согласно настоящему изобретению, не ограничивается показанными на фиг.13, а может иметь любую известную или разработанную конфигурацию рабочего участка.
На фиг.14(a)-14(c) показаны виды еще одного варианта осуществления ротационной борфрезы, содержащей твердый сплав и созданной согласно настоящему изобретению, и имеющей по существу конический рабочий участок. На фиг.14(a) показан схематичный вид сбоку ротационной борфрезы 400, которая по существу включает в себя рабочий участок 402 и хвостовик 403. Стружечные канавки 405 расположены спирально по поверхности рабочего участка 402. На фиг.14(b) показан вид в перспективе рабочего участка 402. На фиг.14(c) показан схематичный вид в сечении рабочего участка 402 по линии C-C, иллюстрирующий отдельные профили зубьев и показывающий пунктирными линиями цилиндрический контур 404, охватывающий вершины зубьев в самой широкой части рабочего участка 402. Согласно одному конкретному неограничивающему варианту осуществления минимальный диаметр рабочего участка 402 составляет 3 мм, длина рабочего участка составляет 12 мм, диаметр хвостовика 403 составляет 4 мм, а длина хвостовика 403 - 15 мм. Борфреза 400 имеет угол α наклона стружечной канавки около 8 градусов, который является углом между линией Z в направлении стружечных канавок 405 и осью 407 вращения ротационной борфрезы 400. Как показано на фиг.14(c), каждый зуб 405 имеет положительный передний угол и не имеет радиальных фасок, смежных вершинам зубьев и расположенных по конической периферии рабочего участка.
Согласно некоторым неограничивающим вариантам осуществления ротационной борфрезы, созданной согласно настоящему изобретению, рабочий участок может включать в себя по существу винтовые стружечные канавки, проходящие в направлениях влево и вправо. Ротационная борфреза, включающая в себя левосторонние винтовые стружечные канавки, пересекающие правосторонние винтовые стружечные канавки для обеспечения поперечной штриховой структуры, может улучшить характеристики стружколомания ротационной борфрезы, но также может привести к более грубой шероховатости поверхности на обработанной заготовке. Дополнительные левосторонние поперечные стружечные канавки могут иметь любой профиль зуба, включая, например, профили, имеющие положительную переднюю поверхность или отрицательную переднюю поверхность. Кроме того, дополнительные левосторонние винтовые поперечные стружечные канавки могут иметь параметры и/или геометрию зуба стружечной канавки, которая отличается от правосторонних винтовых стружечных канавок. На фиг.15(a)-15(d) схематично показан один такой неограничивающий вариант осуществления. На фиг.15(a) показан схематичный вид сбоку ротационной борфрезы 500, содержащей твердый сплав, которая имеет по существу цилиндрический рабочий участок 502 и хвостовик 503. На фиг.15(b) показан вид в перспективе рабочего участка 502 ротационной борфрезы 500. На фиг.15(c) и фиг.15(d) показаны схематичные виды в сечении рабочего участка 502 по линиям C-C и D-D, соответственно, иллюстрирующие отдельные профили зуба в этих сечениях. Пунктирная линия 507 следует по винтовому пути правосторонней стружечной канавки, а пунктирная линия 509 следует по винтовому пути левосторонней стружечной канавки. Множество правосторонних стружечных канавок и множество левосторонних стружечных канавок, расположенных на поверхности рабочего участка 502, пересекаются для создания поперечно-штриховой структуры, которая образует множество отдельных цельных режущих зубьев 511, ограниченных пересекающимися стружечными канавками. Согласно настоящему изобретению профили зуба, показанные на сечениях C-C (фиг.15(c)) и D-D (фиг.15(d)) имеют положительный передний угол и не имеют радиальных фасок, смежных вершинам зубьев и расположенных по цилиндрической периферии рабочего участка 502.
Некоторые неограничивающие варианты осуществления ротационной борфрезы, имеющей положительный передний угол и не имеющей радиальных фасок, смежных вершинам зубьев и расположенных на периферии рабочего участка, согласно настоящему изобретению также могут включать в себя множество стружколомов, добавленных в профили зубьев, образованных стружечными канавками. Стружколомы могут иметь одинаковую или различную конфигурации. Стружколомы могут быть обеспечены, чтобы способствовать процессу сружколомания и, таким образом, улучшить управление процессом. Например, на фиг.16(a)-16(d) схематично показан один такой неограничивающий вариант осуществления ротационной борфрезы 600, включающей в себя рабочий участок 602 и хвостовик 603, созданные согласно настоящему изобретению, и включающей в себя стружколомы 604, рассредоточенные по стружечным канавкам 605. На фиг.16(b) показан вид в перспективе рабочего участка 602 ротационной борфрезы 600. На фиг.16(c) и фиг.16(d) показаны схематичные виды в сечении рабочего участка 602 по линиям C-C и D-D (в направлении стрелок), соответственно, иллюстрирующие отдельные профили зуба и пересеченные геометрии стружколомов в этих сечениях. Согласно настоящему изобретению профили зуба, изображенные на сечениях C-C (фиг.16(c)) и D-D (фиг.16(d)) имеют положительный передний угол и не имеют радиальных фасок, смежных вершинам зубьев и расположенных по цилиндрической периферии рабочего участка 602.
В некоторых вариантах осуществления ротационная борфреза, созданная согласно настоящему изобретению, может быть выполнена с двумя или более областями, включающими в себя различные материалы, которые могут являться твердыми сплавами или другими материалами. Например, две или более областей могут включать в себя твердые сплавы, которые отличаются по составу или могут являться различными марками одного и того же состава твердого сплава. Например, две марки могут иметь одинаковый состав, но различаться по размеру зерна и/или другим микроструктурным характеристикам. Твердые сплавы, включенные в различные области, могут быть выбраны, чтобы обеспечить свойства, необходимые в конкретных областях, в которые включены эти материалы.
Некоторые неограничивающие примеры ротационных борфрез, созданных согласно настоящему описанию и включающих в себя области, содержащие различные материалы, схематично показаны на фиг.17(a)-17(d). На фиг.17(a) схематично показан вид сбоку одного неограничивающего варианта осуществления ротационной борфрезы 700, созданной таким образом и которая включает в себя рабочий участок 702 и хвостовик 703. На фиг.17(b) показан вид в сечении по продольной оси C-C ротационной борфрезы 700. Наружная область 710 рабочего участка 705, который включает в себя стружечные канавки 706, выполнена из первого твердого сплава, имеющего достаточную твердость. Срединная область 720 рабочего участка 702 выполнена из второго твердосплавного материала, имеющего увеличенную прочность, по сравнению с первым твердым сплавом. Хвостовик 703 образует третью область, которая может быть выполнена из материала, который отличается от материалов в первой и второй областях. Например, хвостовик 703 может быть выполнен из стали или вольфрамового сплава, и присоединен (например, пайкой) или иным образом соединен с рабочим участком 702. Согласно настоящему изобретению зубья рабочего участка 702 ротационной борфрезы 700 имеют положительный передний угол и не имеют радиальных фасок, смежных вершинам зубьев и расположенных по цилиндрической периферии рабочего участка 702.
На фиг.17(c) схематично показан вид сбоку другого неограничивающего варианта осуществления ротационной борфрезы 750, созданной согласно настоящему изобретению, выполненной с множеством областей, образованных из различных материалов. На фиг.17(d) показан вид в сечении по продольной оси D-D борфрезы 750. Рабочий участок 752 является соединением наружной области 760, выполненной из первого твердосплавного материала, и области из второго твердосплавного материала, из которого выполнены внутренняя срединная область 770 рабочего участка 752 и хвостовик 753. В некоторых вариантах осуществления первый твердосплавный материал может являться маркой, имеющей достаточную твердость, а второй твердосплавный материал может являться маркой, имеющей увеличенную прочность, по сравнению с первой маркой. Зубья рабочего участка 752 борфрезы 750 имеют положительный передний угол и не имеют радиальных фасок, смежных вершинам зубьев по цилиндрической периферии рабочего участка 752.
На фиг.18 и 19 показаны фотографии двух неограничивающих вариантов осуществления ротационных борфрез, содержащих твердый сплав и созданных согласно настоящему изобретению. На фиг.18(a) показан вид сбоку варианта осуществления, имеющего сферический рабочий участок диаметром 3 мм и длиной 2,69 мм. На фиг.18(b) показана фотография сечения рабочего участка ротационной борфрезы, изображенной на фиг.18(a), в котором сечение выполнено перпендикулярно оси вращения ротационной борфрезы. На фиг.19(a) показан вид сбоку варианта осуществления, имеющего рабочий участок по существу в виде «дерева» с максимальным диаметром 3 мм и длиной 13 мм. На фиг.19(b) показана фотография сечения рабочего участка ротационной борфрезы, изображенной на фиг.19(a), в котором сечение выполнено перпендикулярно оси вращения ротационной борфрезы. В каждой из ротационных борфрез, изображенных на фиг.18 и 19, зубья рабочего участка имеют положительный передний угол около 6 градусов и не включают в себя радиальных фасок, смежных вершинам зубьев по цилиндрической периферии рабочего участка.
Варианты осуществления ротационных борфрез, созданных согласно настоящему изобретению, могут быть выполнены с использованием обычных технологии производства ротационных борфрез. Например, способ создания ротационной борфрезы согласно настоящему изобретению включает в себя шлифовку и/или обработку твердосплавной заготовки, чтобы обеспечить множество правосторонних винтовых стружечных канавок, по меньшей мере, на участке заготовки. Участок заготовки, включающий в себя стружечные канавки, образует рабочий участок ротационной борфрезы. Неограничивающие примеры возможных форм рабочего участка включают в себя цилиндр, сферу, конус, обратный конус, конус со сферическим торцом, форму для зенкования и снятия фасок, овал, форму в виде пламени, форму в виде «дерева» и цилиндр со сферическим торцом. В некоторых вариантах осуществления способа другой участок заготовки может образовывать хвостовик ротационной борфрезы. Области, расположенные между смежными стружечными канавками обрабатываются, например, механической обработкой, чтобы обеспечить множество режущих зубьев на рабочем участке. Согласно особенным аспектам, обеспеченным в настоящем изобретении, каждый зуб обработан так, чтобы иметь положительный передний угол, и каждый зуб не имеет радиальной фаски на периферии рабочего участка.
Согласно одному неограничивающему варианту осуществления способа хвостовик включает в себя первую область, выполненную из первого материала, и вторую область, выполненную из второго материала, при этом состав первого материала отличается от состава второго материала. В одном неограничивающем варианте осуществления первый материал и второй материал являются твердым сплавом. В одном неограничивающем варианте осуществления способа первая область образует, по меньшей мере, участок наружной области рабочего участка ротационной борфрезы, а вторая область образует, по меньшей мере, участок срединной области рабочего участка и хвостовик ротационной борфрезы. В одном неограничивающем варианте осуществления способа хвостовик образует, по меньшей мере, рабочий участок ротационной борфрезы, а способ также включает присоединение хвостовика к рабочему участку. Также один неограничивающий вариант осуществления способа включает обеспечение множества левосторонних винтовых стружечных канавок на рабочем участке, которые пересекают множество правосторонних винтовых стружечных канавок, чтобы таким образом образовать множество отдельных режущих зубьев. Дополнительный неограничивающий вариант осуществления способа включает нанесение поверхностного покрытия, по меньшей мере, на участок ротационной борфрезы, а поверхностное покрытие может являться, например, одним из покрытия химическим осаждением из паровой фазы (CVD), покрытия физическим осаждением из паровой фазы (PVD) и алмазного покрытия.
После прочтения настоящего описания специалистам в данной области техники легко станут очевидны дополнительные возможные способы изготовления ротационных борфрез согласно настоящему изобретения.
Как описано выше, варианты осуществления ротационных борфрез, созданных согласно настоящему изобретению, обеспечивают значительно улучшенные характеристики резания. На фиг.20(a) и 20(b) показаны графики результатов испытаний, сравнивающие рабочие параметры: (1) варианта осуществления твердосплавной ротационной борфрезы, выполненной согласно настоящему изобретению, включающей в себя 8 стружечных канавок на борголовке («новая борфреза»); (2) модели № G80097 ротационной борфрезы, полученной от ATI Stellram, La Vergne, Tennessee, включающей в себя 12 стружечных канавок на борголовке («G80097»); (3) ротационной борфрезы конкурента, включающей в себя 10 стружечных канавок («конкурент 1»); и (4) ротационной борфрезы конкурента, включающей в себя 8 стружечных канавок («конкурент 2»). Только вариант осуществления «новая борфреза» включает в себя как положительный передний угол, так и отсутствие радиальных фасок на периферии борголовки. За исключением этих отмеченных различий четыре испытанные ротационные борфрезы были по существу идентичны. Борфрезы были использованы для обработки Ti-6Al-4V титанового сплава, имеющего твердость 320HB на скорости вращения инструмента 100000 об/мин при по существу идентичных условиях работы. Ti-6Al-4V сплав (UNS R56400) труднообрабатываемый титановый сплав, обычно используемый в применениях, включающих в себя: турбинные лопатки, диски и кольца; корпуса летательных аппаратов; высококачественные крепежные элементы и биомедицинские имплантаты.
На фиг.20(a) показана общая масса материала, удаленного каждой ротационной борфрезой за время 20-минутного испытания. На фиг.20(b) показана масса материала, удаленного каждой ротационной борфрезой за время отдельных 5-минутных интервалов 20-минутного испытания. Горизонтальная ось фиг.20(b) указывает конечные точки отдельных 5-минутных интервалов. Таким образом, «5» на горизонтальной оси фиг.20(b) относится к 5-минутному интервалу, заканчивающемуся в 5 минут, «10» относится к 5-минутному интервалу, начинающемуся в 5 минут и заканчивающему в 10 минут и так далее. Из фиг.20(a) видно, что ротационная борфреза, имеющая особенную конструкцию, согласно настоящему изобретению удалила значительно больше титанового сплава за время 20-минутного испытания, чем испытанные обычные ротационные борфрезы. На фиг.20(b) показано, что преимущества, полученные от опытной ротационной борфрезы, были очевидны на последнем участке 20-минутного периода. В каждом из 5-минутных периодов, заканчивающихся в 10, 15 и 20 минут, опытная ротационная борфреза удалила значительно больше титанового сплава, чем обычные инструменты. При заданных параметрах испытаний явные преимущества опытной ротационной борфрезы являлись результатом особенной геометрии зуба, которая является особенностью вариантов осуществления согласно настоящему изобретению.
Хотя в вышеприведенном описании в силу необходимости приведено только ограниченное количество вариантов осуществления, специалистам в соответствующей области техники будет очевидно, что могут быть выполнены различные изменения в объекте и других элементах примеров, которые были описаны и проиллюстрированы здесь, и все такие дополнения находятся в рамках сущности и объема настоящего изобретения, как определено здесь и в приложенной формуле изобретения. Например, хотя в настоящем описании в силу необходимости приведено только ограниченное количество вариантов осуществления ротационных борфрез, созданных согласно настоящему изобретению, следует понимать, что описание и формула изобретения ими не ограничиваются. Специалистам в данной области техники станут очевидны дополнительные конструкции ротационных борфрез, и они могут сконструировать и создать дополнительные ротационные борфрезы в соответствии с ограниченным количеством вариантов осуществления, рассмотренных здесь, и в их объеме. Следовательно, следует понимать, что настоящее изобретение не ограничивается конкретными вариантами осуществления раскрытыми и включенными сюда, а охватывает дополнения, которые находятся в пределах сущности и объема изобретения, определенного в формуле изобретения. Специалистам в данной области техники также следует понимать, что в вышеописанных вариантах осуществления могут быть выполнены изменения, не отступающие от их широкого изобретательского замысла.



Борфреза содержит хвостовик и рабочий участок, наружная область которого выполнена из твердого сплава и содержит множество правосторонних винтовых стружечных канавок, образующих множество режущих зубьев, при этом каждый из режущих зубьев содержит переднюю поверхность, заднюю поверхность, вершину и положительный передний угол и не имеет радиальной фаски, расположенной на периферии. Технический результат: расширение технологических возможностей за счет обработки труднообрабатываемых и неметаллических материалов. 3 н. и 21 з.п. ф-лы, 20 ил.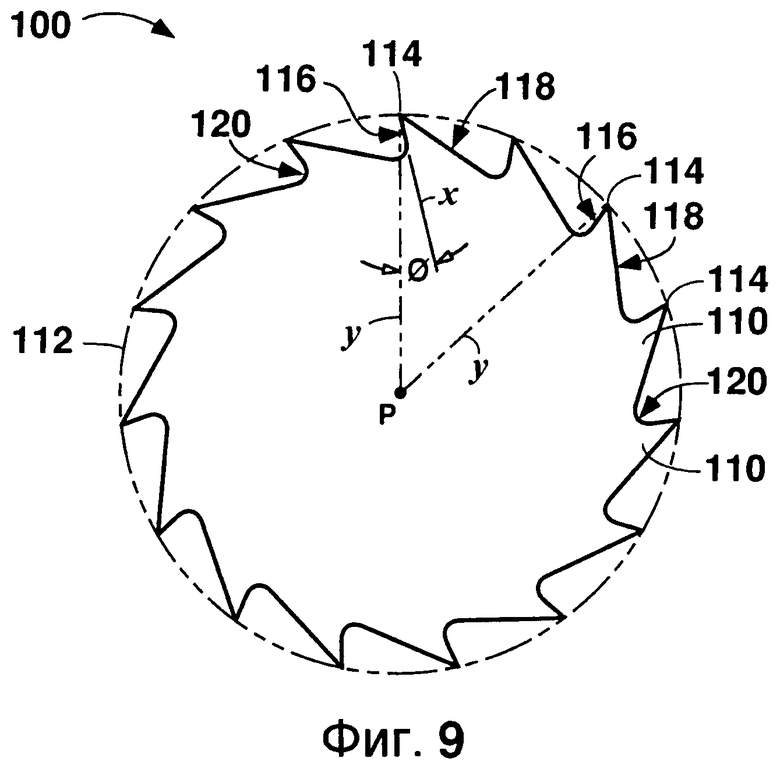
1. Ротационная борфреза, содержащая хвостовик и рабочий участок, поверхность которого выполнена из твердого сплава и содержит множество правосторонних винтовых стружечных канавок, образующих множество режущих зубьев, при этом каждый из режущих зубьев содержит переднюю поверхность, заднюю поверхность, вершину и положительный передний угол и не имеет радиальной фаски, расположенной на периферии рабочего участка.
2. Борфреза по п.1, содержащая по меньшей мере первую область из первого материала и вторую область из второго материала, при этом состав первого материала отличается от состава второго материала.
3. Борфреза по п.2, в которой первый материал и второй материал являются твердыми сплавами.
4. Борфреза по п.2 или 3, в которой первая область содержит наружную область рабочего участка, а вторая область содержит срединную область рабочего участка и хвостовик.
5. Борфреза по п.2, в которой первая область содержит рабочий участок, а вторая область содержит хвостовик, присоединенный к рабочему участку.
6. Борфреза по п.5, в которой первый материал является твердым сплавом, а второй материал является сталью или вольфрамовым сплавом.
7. Борфреза по п.1, в которой рабочий участок имеет форму, выбранную из цилиндра, сферы, конуса, обратного конуса, конуса со сферическим торцом, формы для зенкования и снятия фасок, овала, формы в виде пламени, формы в виде «дерева» и цилиндра со сферическим торцом.
8. Борфреза по п.1, в которой поверхность рабочего участка дополнительно содержит множество левосторонних винтовых стружечных канавок, пересекающих множество правосторонних винтовых стружечных канавок для образования таким образом множества отдельных режущих зубьев.
9. Борфреза по п.1, в которой, по меньшей мере, указанный рабочий участок содержит поверхностное покрытие.
10. Борфреза по п.9, в которой поверхностное покрытие является одним из покрытия химическим осаждением из паровой фазы (CVD), покрытия физическим осаждением из паровой фазы (PVD) и алмазного покрытия.
11. Ротационная борфреза, содержащая хвостовик и рабочий участок, содержащий, по меньшей мере, поверхность из первого твердого сплава, с множеством правосторонних винтовых стружечных канавок, образующих множество режущих зубьев, причем каждый из режущих зубьев содержит переднюю поверхность, заднюю поверхность, вершину и положительный передний угол и не имеет радиальной фаски, расположенной на периферии рабочего участка.
12. Борфреза по п.11, в которой хвостовик и, по меньшей мере, срединная область рабочего участка содержат второй твердый сплав.
13. Борфреза по п.11, в которой рабочий участок содержит первый твердый сплав, а хвостовик содержит один из металлического сплава, стали и вольфрамового сплава, и присоединен к рабочему участку.
14. Борфреза по п.11, в которой рабочий участок содержит поверхностное покрытие.
15. Борфреза по п.14, в которой поверхностное покрытие является одним из покрытия химическим осаждением из паровой фазы (CVD), покрытия физическим осаждением из паровой фазы (PVD) и алмазного покрытия.
16. Способ изготовления ротационной борфрезы, содержащей рабочий участок, поверхность которого выполнена из твердого сплава, с множеством режущих зубьев, включающий выполнение множества правосторонних винтовых стружечных канавок, по меньшей мере, на участке заготовки для обеспечения рабочего участка ротационной борфрезы и обработку областей, расположенных между смежными стружечными канавками, для обеспечения множества режущих зубьев на рабочем участке, причем каждый режущий зуб имеет положительный передний угол и не имеет радиальной фаски на периферии рабочего участка.
17. Способ по п.16, в котором заготовка содержит первую область из первого материала и вторую область из второго материала, при этом состав первого материала отличается от состава второго материала.
18. Способ по п.17, в котором первый материал и второй материал являются твердыми сплавами.
19. Способ по п.18, в котором первая область образует, по меньшей мере, участок наружной области рабочего участка, а вторая область образует, по меньшей мере, участок срединной области рабочего участка и хвостовик ротационной борфрезы.
20. Способ по п.16, который дополнительно включает присоединение хвостовика к рабочему участку.
21. Способ по п.16, в котором рабочий участок имеет форму, выбранную из цилиндра, сферы, конуса, обратного конуса, конуса со сферическим торцом, формы для зенкования и снятия фасок, овала, формы в виде пламени, формы в виде «дерева» и цилиндра со сферическим торцом.
22. Способ по п.16, который дополнительно включает обеспечение множества левосторонних винтовых стружечных канавок на участке заготовки, пересеченных множеством правосторонних винтовых стружечных канавок для образования таким образом множества отдельных режущих зубьев.
23. Способ по п.16, который дополнительно включает нанесение поверхностного покрытия, по меньшей мере, на участок ротационной борфрезы.
24. Способ по п.23, в котором поверхностное покрытие является одним из покрытия химическим осаждением из паровой фазы (CVD), покрытия физическим осаждением из паровой фазы (PVD) и алмазного покрытия.
| ЕР 1243366 А1, 25.09.2002 | |||
| Способ нарезания зубьев на сферической поверхности борнапильника | 1976 |
|
SU554962A1 |
| Способ изготовления борфрезы | 1974 |
|
SU558781A1 |
| ГАДАСИН М.М | |||
| и др | |||
| Специальные напильники | |||
| - М.: Машгиз, 1966, с.54. | |||

