Область техники, к которой относится изобретение
Настоящее изобретение относится к инструментам для машинной обработки твердых материалов.
Более конкретно изобретение предлагает усовершенствованную концевую фрезу, в особенности используемую для орбитального фрезерования выточек.
Уровень техники
Концевые фрезы широко используются в операциях фрезерования по причине универсальности их применения и по причине умеренной фабричной себестоимости инструмента. Концевые фрезы часто имеют цилиндрическую форму и доступны диаметром до 80 мм. Многие концевые фрезы имеют плоские торцы, хотя используются и другие формы, такие как конические и закругленные торцы. Концевая фреза обычно, в зависимости от диаметра, размера и того, используется ли она для черновой или чистовой обработки, имеет от 2 до 10 зубьев. Зубья обычно имеют спиральную форму, но могут быть и прямыми, параллельными оси фрезы. Материалом конструкции является быстрорежущая инструментальная сталь, твердый сплав на основе карбида вольфрама, металлокерамика или керамика, или комбинации этих материалов.
В нижеследующем тексте термин "концевая фреза" относится к режущему инструменту, изготовленному из стали, твердого сплава или твердых керамических материалов, или комбинации этих материалов, с твердым покрытием резца или без него. Термин «фрезерный станок» в настоящем контексте должен пониматься как включающий другие пригодные механические станки, такие как токарные станки, расточные станки и сверлильные станки тяжелого режима работы.
Удерживаемая во фрезерном станке концевая фреза при ее подаче в обрабатываемое изделие обычно вырезает отверстие или выточку, диаметр которой соответствует диаметру режущих зубьев фрезы. Однако, при желании отверстие может быть выполнено большего размера, чем диаметр концевой фрезы, за счет установки фрезы в оправке таким образом, что ось шпинделя фрезерного станка и ось концевой фрезы отстоят друг от друга и проходят параллельно. Тем не менее, такая фиксированная орбитальная траектория имеет ограниченное применение. В современных фрезерных станках с числовым программным управлением концевая фреза может быть установлена по нормали с возможностью различных орбитальных перемещений, требуемых, например, для фрезерования конусных отверстий. Эта орбитальная конфигурация в особенности зарекомендовала себя для фрезерования глухих отверстий и нарезания внутренней винтовой резьбы.
Как известно, углы заточки резца для черновой обработки, требующей максимальной скорости удаления металла, отличаются от оптимального профиля зубца для чистовой обработки, при которой металл удаляется в небольшом количестве, но требуется хорошее качество отделки поверхности. Очевидна возможность замены концевой фрезы по завершении черновой обработки и последующей замены фрезы для обработки последующей детали или возможность черновой обработки партии деталей, которые впоследствии подвергают чистовой обработке. Однако ни один из этих вариантов не является желательным, поскольку много времени теряется либо при замене инструмента, либо при повторном закреплении обрабатываемых деталей. По этой причине были разработаны инструменты двойного назначения, в которых концевая фреза или иной инструмент несет, по меньшей мере, один зубец для черновой обработки и второй зубец для чистовой обработки.
Упомянутые далее недавно выданные патенты США определяют уровень техники.
В патенте США №5727910, Leeb, раскрыт режущий инструмент, включающий вставку с множеством режущих кромок, имеющих форму направленной внутрь буквы V. Вставка снабжена внутренней и внешней периферийными режущими кромками со скругленными углами. Режущая кромка разделена поперечной кромкой на режущие участки, предназначенные для черновой и чистовой обработки.
Две известные проблемы, свойственные устанавливаемым на винтах вставкам, заключаются в том, что необходима высокая точность позиционирования вставки во избежание превышения размеров отверстий, кроме того, удерживающий вставку винт имеет тенденцию к ослаблению вследствие вибрации инструмента в процессе работы. Дальнейшая проблема инструментов, в которых используются две вставки, связана с тем, что требование высокой точности является неотъемлемым при установке таких двух вставок, которые должны быть идентичными. Так как размер вставки должен быть достаточно большим для возможности ее установки и зажима, оказывается затруднительным фрезерование отверстий небольшого и среднего размера.
Аналогичная вставка описана в патенте США №6193446 В1, Astrom и др. На выступающем участке боковых поверхностей сформирована задняя поверхность резца, переходящая через ступенчатый задний угол резца во вторичную заднюю поверхность, угол схода стружки которой увеличивается с увеличением глубины резания. Вставка включает в себя стружколом.
В патенте США 6439811 В1 описана концевая фреза, в которой, по меньшей мере, одна стружечная канавка определяет режущую поверхность с малым углом, в то время как вторая стружечная канавка определяет режущую поверхность с большим углом. Эти две канавки пересекаются с образованием составной режущей поверхности.
В патенте США №6846135, Kuroda и др., раскрыта концевая фреза с плоским торцом, имеющая скругленные углы. Описанная конфигурация угла повышает устойчивость концевой фрезы к сколам и разрушению.
Известно большое количество профилей зубьев, в том числе профили, раскрытые автором настоящего изобретения в предшествующих патентах США и Израиля. Чтобы решить, какой профиль является лучшим, необходимо провести сравнительные и всесторонние исследования обработки посредством резцов, выполненных согласно различным учениям. Такие исследования не проводились вследствие их высокой стоимости. В настоящее время большинство изобретателей проводят пробные испытания резцов с предложенными ими профилями в мастерских, но, даже несмотря на публикацию результатов таких испытаний, условия обработки (твердость материала, диаметр и материал резца, число зубьев, неизменность положения станка, скорость обработки и подачи, состав охлаждающего агента, качество чистовой обработки поверхности, покрыта или нет концевая фреза нитридом и т.д.) не стандартизованы и не могут сравниваться. В отсутствие результатов сравнительных испытаний невозможно оценить достоинства известных решений.
Однако в отношении концевой фрезы согласно настоящему изобретению были проведены всесторонние испытания, и было установлено, что она обеспечивает улучшенную обработку реальных деталей по сравнению с обычными концевыми фрезами, ранее используемыми для этих целей.
Раскрытие изобретения
Одной из задач настоящего изобретения является создание новой конфигурации концевой фрезы, в особенности пригодной для орбитального фрезерования.
Дальнейшей задачей настоящего изобретения является улучшение отделки поверхности выточек, имеющих круговое сечение, за счет предложения, по меньшей мере, одного режущего участка для получистовой обработки.
Еще одной задачей настоящего изобретения является создание концевой фрезы, способной осуществлять орбитальное фрезерование отверстий диаметром 3-5 мм и более.
Настоящее изобретение решает перечисленные задачи посредством создания инструмента для орбитального фрезерования, выполненного с возможностью вырезания отверстий в твердом материале, включающих в себя цилиндрические сквозные отверстия, глухие отверстия, отверстия с выточками, отверстия с винтовой резьбой, конические отверстия и отверстия с двойным конусом. Инструмент снабжен хвостовиком, примыкающим к режущей части, причем ось режущей части отстоит от оси шпинделя фрезерного станка, предназначенного для удерживания указанного хвостовика, а режущая часть имеет ряд режущих кромок для черновой обработки, ряд режущих кромок для получистовой обработки, отделенных в осевом направлении от указанных режущих кромок для черновой обработки посредством первого переходного участка, и ряд режущих кромок для чистовой обработки, отделенных в осевом направлении от указанных режущих кромок для получистовой обработки посредством второго переходного участка, при этом максимальный диаметр режущих кромок для получистовой обработки превышает диаметр режущих кромок для черновой обработки и меньше диаметра режущих кромок для чистовой обработки.
В предпочтительном варианте настоящего изобретения предлагается инструмент, в котором указанные переходные участки выполнены прямыми.
В следующем предпочтительном варианте настоящего изобретения предлагается инструмент, в котором указанные переходные участки выполнены криволинейными.
В наиболее предпочтительном варианте настоящего изобретения предлагается инструмент, в котором длина второго переходного участка равна нулю.
Должно быть понятно, что новый профиль концевой фрезы согласно изобретению делает возможным обработку полостей сложной формы с использованием фрезерного станка с числовым программным управлением. Кроме того, поскольку давление при обработке распределено по протяженной линии, может быть достигнуто хорошее качество отделки поверхности совместно с высокой скоростью удаления металла.
Поскольку настоящее изобретение не предусматривает использования вставок, могут быть выполнены узкие отверстия диаметром всего 3-5 мм, что невозможно при наличии закрепляемых на винтах вставок.
Краткое описание чертежей
Далее изобретение, которое представлено на примере предпочтительного варианта осуществления, будет описано со ссылкой на прилагаемые чертежи. Конструктивные детали представлены здесь постольку, поскольку они необходимы для фундаментального понимания. Описанные примеры совместно с чертежами делают очевидным для специалиста в данной области техники возможность осуществления других вариантов изобретения. На чертежах:
фиг.1 представляет профиль с частичным вырезом первого предпочтительного варианта концевой фрезы согласно изобретению в процессе фрезерования круглой цилиндрической выточки;
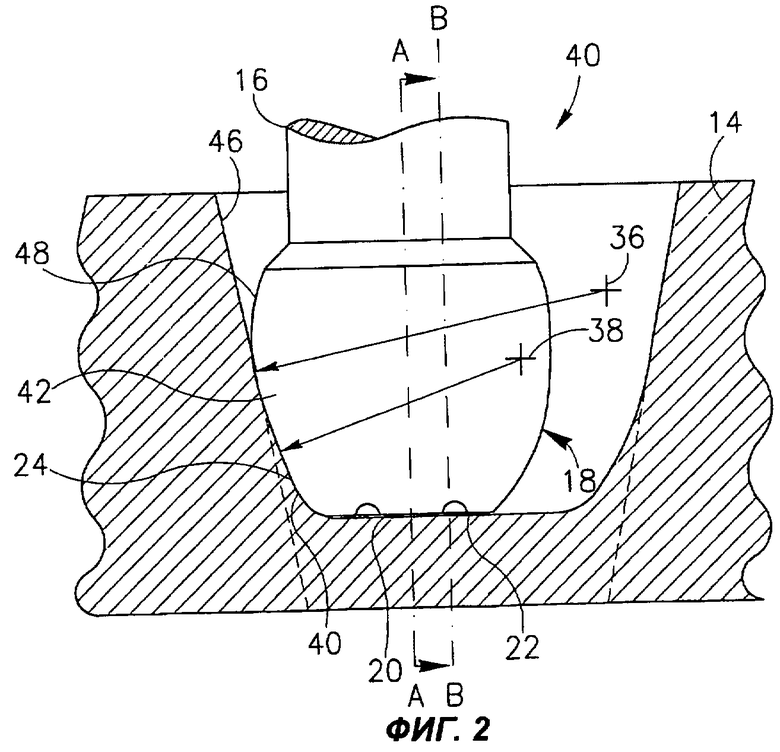
фиг.2 представляет профиль с частичным вырезом второго предпочтительного варианта концевой фрезы в процессе фрезерования конуса кругового сечения;
фиг.3 представляет профиль с частичным вырезом третьего предпочтительного варианта концевой фрезы в процессе фрезерования выточки с двойным конусом кругового сечения; и
фиг.4 представляет профиль с частичным вырезом еще одного предпочтительного варианта концевой фрезы в процессе фрезерования выточки с одновременным нарезанием в ней винтовой внутренней резьбы.
Осуществление изобретения
На фиг.1 представлен инструмент 10 для орбитального фрезерования, обрабатывающий стороны кругового отверстия 12 в твердом материале 14, таком как металл, дерево или пластмасса, или в деталях, изготовленных из указанных материалов. Показанное отверстие 12 является обычным цилиндрическим сквозным отверстием, обрабатываемым инструментом 10. Как очевидно из чертежа, также может быть выполнено глухое отверстие, если конец углубленного участка отверстия по существу сходит на конус.
Инструмент 10 имеет хвостовик 16, примыкающий к режущей части 18. Ось АА режущей части 18 отстоит от оси ВВ шпинделя фрезерного станка (не показан), в котором зажат хвостовик 16. Расстояние между осями АА и ВВ должно быть задано и фиксировано, чтобы можно было обрабатывать отверстие 12 с параллельными боковыми сторонами. Обработка осуществляется, когда станок приводит инструмент в движение по круговой орбите вокруг оси ВВ и подает инструмент по направлению вниз.
В профиле режущей части 18 видны две или более режущие кромки 20, 22 для черновой обработки и две или более кромки 24, 26 для получистовой обработки. Режущие кромки для черновой обработки отделены друг от друга, а также от кромок 24, 26 для получистовой обработки посредством криволинейного первого переходного участка 32.
Второй криволинейный переходный участок 34 расположен между режущими кромками 28, 30 для чистовой обработки и режущими кромками 24, 26 для получистовой обработки.
Каждая кромка или участок 20-30 в оптимальном варианте имеет зубчатую форму для выполнения своей задачи.
Как следует из чертежа, максимальный диаметр кромок для получистовой обработки больше диаметра кромок для черновой обработки и меньше, чем диаметр кромок для чистовой обработки.
Начало 36 радиуса кривизны участков или кромок 28, 30 для чистовой обработки показано за пределами профиля концевой фрезы.
Однако начало 38 радиуса кривизны участков или кромок 24, 26 для получистовой обработки расположено внутри профиля концевой фрезы.
В рассматриваемом варианте переходные участки 32, 34 выполнены криволинейными.
Может быть дополнительно предусмотрен стружколом (не показан), полезный при машинной обработке пластичных материалов, таких как медь, мягкая сталь и алюминий.
На последующих чертежах одни и те же ссылочные номера использованы для обозначения аналогичных элементов.
На фиг.2 показан инструмент 40 в виде концевой фрезы, по существу подобный инструменту 10 по фиг.1. Инструмент 40 имеет прямые переходные участки 42, 44.
Инструмент 40 показан в процессе обработки конического отверстия 46. Минимальный возможный диаметр узкого конца конического отверстия 46, подвергаемого обработке, соответствует максимальному диаметру предназначенного для чистовой обработки участка 48 инструмента 40.
Во время машинной обработки фрезерный станок с числовым программным управлением (не показан) постепенно подает оправку инструмента (не показана) таким образом, чтобы ось АА инструмента 40 сближалась с осью ВВ шпинделя станка. Инструмент 50 показан в процессе фрезерования выточки, имеющей как верхний конус 52, так и нижний конус 54.
В рассматриваемом варианте длина второго переходного участка 42 равна нулю. Это достигается небольшой регулировкой положения начал 36, 38 радиусов.
На фиг.4 показан инструмент 56 в виде концевой фрезы специального применения, предназначенной для фрезерования резьбы.
Нижняя часть 60 инструмента 56 подобна нижней части по фиг.1. V-образный зубец 62 выступает от верхней части 66 режущего участка и нарезает внутреннюю резьбу 68, в то время как зубцы 72, 74 для черновой обработки и участок 64 для получистовой обработки выполняют выточку 58.
Поскольку канавки винтовой резьбы 68 должны следовать по спиральной траектории, шпиндельная бабка фрезерного станка с числовым программным управлением наклонена относительно обрабатываемой детали 70. На чертеже этот наклон не виден, поскольку его направление совпадает с осью Z.
Область описанного изобретения включает все варианты осуществления, соответствующие нижеследующей формуле. Приведенные выше примеры иллюстрируют предпочтительные варианты изобретения, но они не должны рассматриваться в качестве ограничения его рамок, поскольку для специалиста в данной области техники очевидна возможность дополнительных вариантов и модификаций изобретения без отступления от смысла нижеследующей формулы.


Фреза выполнена с возможностью вырезания отверстий в твердом материале, включающих цилиндрические сквозные отверстия, глухие отверстия, отверстия с выточками и конические отверстия, и снабжена хвостовиком, примыкающим к режущей части. Ось режущей части отстоит от оси шпинделя фрезерного станка, предназначенного для удерживания указанного хвостовика. Режущая часть имеет по меньшей мере одну режущую кромку для черновой обработки, ряд режущих кромок для получистовой обработки и ряд режущих кромок для чистовой обработки, при этом максимальный диаметр режущих кромок для получистовой обработки превышает диаметр режущих кромок для черновой обработки и меньше диаметра режущих кромок для чистовой обработки. Технический результат: повышение качества обработки. 21 з.п. ф-лы, 4 ил.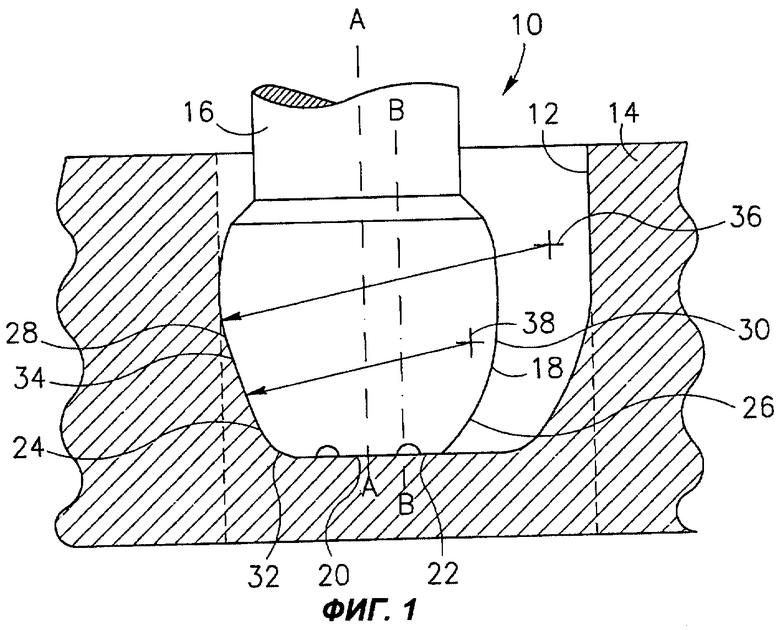
1. Инструмент для орбитального фрезерования, выполненный с возможностью вырезания отверстий в твердом материале, включающих цилиндрические сквозные отверстия, глухие отверстия, отверстия с выточками и конические отверстия, снабженный хвостовиком, примыкающим к режущей части, причем ось режущей части отстоит от оси шпинделя фрезерного станка, предназначенного для удерживания указанного хвостовика, а режущая часть имеет по меньшей мере одну режущую кромку для черновой обработки, ряд режущих кромок для получистовой обработки и ряд режущих кромок для чистовой обработки, при этом максимальный диаметр режущих кромок для получистовой обработки превышает диаметр режущих кромок для черновой обработки и меньше диаметра режущих кромок для чистовой обработки.
2. Инструмент по п.1, отличающийся тем, что содержит стружколом.
3. Инструмент по п.1, отличающийся тем, что режущая часть снабжена одиночной стружечной канавкой.
4. Инструмент по п.1, отличающийся тем, что режущая часть снабжена рядом стружечных канавок.
5. Инструмент по п.1, отличающийся тем, что указанные отверстия включают отверстия с винтовой резьбой, а режущая часть снабжена V-образным зубцом, выступающим от верхней части режущей части и выполненным с возможностью нарезания внутренней резьбы.
6. Инструмент по п.1, отличающийся тем, что он предназначен для вырезания отверстий диаметром 3-5 мм.
7. Инструмент по п.1, отличающийся тем, что ряд режущих кромок для получистовой обработки отделен в осевом направлении от по меньшей мере одной режущей кромки для черновой обработки посредством первого переходного участка.
8. Инструмент по п.7, отличающийся тем, что указанный первый переходный участок выполнен прямым.
9. Инструмент по п.7, отличающийся тем, что указанный первый переходный участок выполнен криволинейным.
10. Инструмент по п.7, отличающийся тем, что содержит стружколом.
11. Инструмент по п.7, отличающийся тем, что режущая часть снабжена одиночной стружечной канавкой.
12. Инструмент по п.7, отличающийся тем, что режущая часть снабжена рядом стружечных канавок.
13. Инструмент по п.7, отличающийся тем, что указанные отверстия включают отверстия с винтовой резьбой, а режущая часть снабжена V-образным зубцом, выступающим от верхней части режущей части и выполненным с возможностью нарезания внутренней резьбы.
14. Инструмент по п.7, отличающийся тем, что он предназначен для вырезания отверстий диаметром 3-5 мм.
15. Инструмент по п.7, отличающийся тем, что ряд режущих кромок для чистовой обработки отделен в осевом направлении от режущих кромок для получистовой обработки посредством второго переходного участка.
16. Инструмент по п.15, отличающийся тем, что указанные переходные участки выполнены прямыми.
17. Инструмент по п.15, отличающийся тем, что указанные переходные участки выполнены криволинейными.
18. Инструмент по п.15, отличающийся тем, что содержит стружколом.
19. Инструмент по п.15, отличающийся тем, что режущая часть снабжена одиночной стружечной канавкой.
20. Инструмент по п.15, отличающийся тем, что режущая часть снабжена рядом стружечных канавок.
21. Инструмент по п.15, отличающийся тем, что указанные отверстия включают отверстия с винтовой резьбой, а режущая часть снабжена V-образным зубцом, выступающим от верхней части режущей части и выполненным с возможностью нарезания внутренней резьбы.
22. Инструмент по п.15, отличающийся тем, что он предназначен для вырезания отверстий диаметром 3-5 мм.
| US 5678962 А, 21.10.1977 | |||
| Комбинированный инструмент для нарезания резьбы | 1985 |
|
SU1281349A1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| СБОРНАЯ РЕЗЬБОВАЯ ФРЕЗА | 2002 |
|
RU2224625C2 |
| СПОСОБ ОБРАБОТКИ ГРАФИТОВЫХ ДЕТАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ | 1998 |
|
RU2233734C2 |

