Изобретение относится к режущему инструменту для электродного графита, а также фрезе на его основе для механической обработки оксидной керамики.
Электродный графит обычно представляет собой синтетический графит, который в дополнение к хорошо известному использованию в процессах электродуговой плавки на сталелитейных заводах используется в таких областях, как изготовление инструментов и трафаретов для ЭЭО (электроэрозионной обработки). В этом направлении наблюдается тенденция к еще большей филигранности структур изделий, изготавливаемых с использованием графитовых электродов, что ведет к увеличению спроса на прецизионный инструмент для обработки электродного графита.
Таким образом, к режущим инструментам, используемым для обработки электродного графита, предъявляются высокие требования точности и усталостной прочности, поскольку графит представляет собой высокоабразивный материал, требующий высоких скоростей резки при обработке, и вследствие образующейся абразивной зернистой пыли вызывает быстрый износ и, следовательно, быструю утрату фрезерного инструмента.
Режущие инструменты, создаваемые специально для обработки графита, должны иметь соответствующую геометрию, регулируемую по твердости до 90 Шор и отвечающую высокой абразивности материала в силу воздействия зерен углерода, образующихся во время обработки, и в то же время должны быть ограничены жесткими технологическими допусками из-за тонкозернистости материала (возможно, до 0,5 мкм).
В общем случае графитовый электрод изготавливают в два-три этапа, где первый этап - грубая обработка, при которой возможно максимальное количество материала удаляется в возможно кратчайшее время. Затем его подвергают шлифовке или тонкой обработке, часто выполняя операции предварительного шлифования и финишной обработки, при которой окончательную геометрию электрода затем формируют фрезерованием из графитовой заготовки.
Например, в европейском патенте 2540427 описан фрезерный инструмент для электродного графита с режущей головкой с шаровой геометрией, см. также заявку JP 08141816. В результате это обеспечивает высокую точность размеров при машинной обработке даже при сложных конфигурациях обрабатываемой детали. С другой стороны, резцы для электродного графита с иной геометрией инструмента с множеством режущих пластин на лицевой стороне или по окружности фрезерной режущей кромки более подходят для наиболее быстрой грубой обработки, см., например, патент DE 102 47 715 А1 относительно режущих пластин на торце фрезы и DE 10 2005 044 015 В4 относительно зубчатых режущих пластин на окружности фрезы.
Из практики механообработки других, менее абразивных и хрупких, но также труднообрабатываемых материалов, таких как углепластики CFRP, сформировалась уже принятая тенденция комбинировать на одном инструменте режущие кромки как черновой, так и чистовой обработки. Например, в DE 10 2012 019 804 А1 показана торцевая фреза для механообработки армированных волокном материалов, таких как CFRP, которая включает в себя грани предварительной обработки с зубьями для черновой и последующей обработки, снабженные кольцевыми шлифующими режущими кромками, предусмотренными на внешних канавках для шлифования или повторного развертывания. Как результат обеспечивается возможность выполнения черновой или грубой обработки и финишной или чистовой обработки одной фрезой. В процессе чистовой обработки концы нитей фиброармированного полимера, выступающие из обрабатываемой заготовки после черновой обработки, разделяются. Таким образом, высвобождается одна технологическая операция. Принцип заключается в распределении задач между режущими кромками разной формы во время нагрузок или задач, возникающих во время обработки.
Этот принцип также был применен для фрезерования при обработке графита, что показано в патенте США №6164876. Здесь представлена фреза с шаровой геометрией головки, необходимой для обработки графитовых заготовок в произвольной форме с окончательной точностью, причем фреза имеет четыре грани, две из которых - для грубой обработки с винтовыми стружечными канавками, а две - для тонкой обработки с режущими кромками вдоль граней. В то время как предварительная фрагментация материала происходит на гранях грубой обработки с локальными канавками, введенными поперек оси инструмента, режущие кромки, закрученные вправо вместе с гранями тонкой обработки вокруг оси инструмента, используются для постразвертывания.
Исходя из этого, целью настоящего изобретения является дальнейшее усовершенствование режущего инструмента для электродного графита с точки зрения достижимой точности, скорости и долговечности обработки. Кроме того, целью настоящего изобретения является создание соответствующей торцевой фрезы для обработки оксидной керамики.
Эта цель достигается в аспекте фрезы для электродного графита и в аспекте торцовой фрезы для обработки оксидной керамики.
В соответствии с концепцией изобретения фреза для электродного графита имеет шаровую геометрию головки, а также грани грубой (черновой) и тонкой (чистовой) обработки, при этом грани для механической обработки имеют округлую рабочую зону в виде оболочки сегмента цилиндрической поверхности, т.е. не только обычную режущую кромку, обращенную к ведущей стружечной канавке, с круглой шлифовальной фаской, которая, возможно, также примыкает к ней с тыльной стороны и является узкой или более узкой по сравнению с округлой рабочей зоной. В дополнение к этому, рабочая зона каждой грани грубой обработки имеет множество зубцов, встроенных в сегмент цилиндрической поверхности таким образом, что рабочая зона грани грубой обработки сформирована как круговой напильник, т.е. зубцы расположены в несколько круговых последовательных рядов, встроенных в поверхность рабочей зоны. Согласно изобретению рабочая зона каждой грани тонкой обработки имеет множество внешних канавок, встроенных в поверхность рабочей зоны параллельно друг другу, и закрученных вокруг оси инструмента с наклоном к канавке, обеспечивающих, по меньшей мере, одну грань тонкой обработки, при этом внешние канавки отделяют друг от друга внешние грани с периферийной или круговой режущей кромкой.
В отличие от простых щелевых стружечных канавок, которые прерывают обычную режущую кромку вдоль режущего клина, смежного с ведущей стружечной канавкой, таким образом, чтобы облегчить удаление стружки, внешние грани позади внешних канавок в круговой рабочей зоне грани тонкой обработки заточены или остры, и каждый несет на себе круговую режущую кромку, которая в качестве альтернативы или в дополнение к обычной режущей кромке на режущем клине, примыкающем к ведущей канавке, работает на шлифование обрабатываемой детали электродного графита. Поскольку каждая из внешних канавок и, следовательно, внешние режущие кромки, выполненные в круговой рабочей зоне соответствующей грани тонкой обработки, расположена под углом по отношению к ведущей канавке, это гарантирует, что не только передняя режущая кромка вдоль ведущей канавки входит в зацепление с обрабатываемым материалом, но все режущие кромки вдоль внешних канавок в круговой рабочей зоны участвуют в чистовой обработке. А общее вращение вокруг оси инструмента в целом гарантирует вхождение в рабочее зацепление круговых или внешних режущих кромок с обрабатываемым графитом. Каждая из круговых или внешних режущих кромок может иметь положительный угол скоса от 5 до 15°, в частности, 8°. Таким образом, круговая рабочая зона на грани тонкой обработки пронизана проходящими параллельно друг другу по спирали внешними канавками, разделенными на сегменты, смежными с соответствующей внешней гранью, имеющей режущую кромку вдоль канавки и этой грани.
Во время обработки графита практически не происходят пластические деформации, однако вместо этого возникают разрушительные эффекты из-за сжимающих напряжений ниже режущей кромки, в результате чего вместо стружки образуется мелкая пыль. Таким образом, в материале в зоне разрушения, предшествующей режущей кромке, формируются микротрещины.
Неожиданно было обнаружено, что вышеупомянутая конструкция обрабатывающих граней, известная из технологии обработки CFK, хорошо применима для механообработки с пылеобразованием, в частности, хрупкого и абразивного электродного графита. Благодаря множеству мелких зубцов грубой обработки грани не только размалывают материал в месте его обработки, но и формируют очень много микротрещин в графитовом композите на участке перед обработкой, а кроме того, они очень устойчивы к износу. Сглаживающие кромки вдоль внешних канавок граней шлифования или тонкой обработки затем шлифуют поверхность резания, обработанную соответствующей ведущей гранью грубой обработки, и удаляют материал, который уже начал пробиваться через ведущие раскалывающие торцы при прохождении, результатом чего являются гладкие от начала до конца поверхности даже при высоких рабочих скоростях. Поскольку рабочие зоны граней, на которых выполняется резка, имеют сегментированную поверхность в форме цилиндра и включают не только режущую кромку вдоль режущего клина, обращенную к ведущей стружечной канавке, но и захватывают определенную длину дуги в поперечном сечении режущей кромки фрезы, силы распределяются на большей площади или на большее количество точек атаки, так что достигаются очень хорошие качества поверхности. Одновременно в процессе обработки наблюдается напряжение инструмента.
Кроме того, согласно изобретению фреза (резец) для электродного графита имеет первое количество обрабатывающих граней, у которых рабочая зона продлена к вершине инструмента дальше, чем у второго, остального, количества обрабатывающих граней, рабочая часть которых заканчивается раньше, ближе к задней части на 2 - 5 мм, предпочтительно - более 4 мм назад. Таким образом, предпочтительно, чтобы первое количество обрабатывающих граней включало в себя такую грань тонкой обработки или такие грани тонкой обработки, которые имеют левосторонне-изогнутые круговые режущие кромки, а второе количество обрабатывающих граней включает в себя такую обрабатывающую грань или такие обрабатывающие грани, имеющие правосторонний круговой изгиб режущих кромок.
В целом, с помощью такого инструмента для электродного графита из этого материала можно выполнять очень тонкие фасоны с высокой рабочей скоростью, например, тонкие контакты при отношении длины к диаметру 20:1 и более. Этот фрезерный инструмент можно условно разделить на функциональные части различного назначения: секцию для черновой обработки с помощью зубцов и чистовой обработки посредством периферических режущих кромок вокруг шаровой головки, служащих для полирования, которые оказывают лишь давящие усилия, и режущую секцию, расположенную сзади и предназначенную преимущественно для создания менее филигранной геометрии обрабатываемой детали при высоких рабочих скоростях, где предусмотрены тяговые и толкающие сглаживающие кромки.
Предпочтительные варианты технического решения являются предметом зависимых пунктов формулы изобретения.
Таким образом, канавки в принципе могут быть прямыми или левоповоротными. Тем не менее, предпочтительно, чтобы канавки имели правостороннее закручивание, что облегчает удаление образующейся графитовой пыли.
Для того чтобы распределить процесс резки на периферических шлифующих кромках граней тонкой обработки между максимально возможными длинами режущих кромок и, таким образом, увеличить общую длину режущей кромки, которая уже относительно длинна по сравнению с обычными режущими кромками, предпочтительно, чтобы внешние канавки и, следовательно, периферические режущие кромки имели винтовой ход под относительно небольшим углом спирали, например, менее 30°, вокруг оси инструмента.
Предпочтительно, чтобы рабочие зоны с зубцами или периферийные режущие кромки продлевались, по меньшей мере, на часть обрабатывающих граней в область шаровой головки, обеспечивая выполнение секцией шаровой головки, снабженной зубцами или режущими кромками, очень тонких контуров на заготовке электродного графита. Из-за больших усилий резания, прилагаемых в области действия радиуса сферической головки близко к вершине, предпочтительно, чтобы зоны не всех, а только некоторых обрабатывающих граней продлялись в секцию шаровой головки. В результате этого усилия резания в вершине сферической фрезы, которая преимущественно и используется для тонкой обработки, могут удерживаться в разумных пределах.
Также предпочтительно, чтобы все рабочие зоны граней грубой обработки с зубцами продлялись в округлую секцию шаровой головки, но не все рабочие зоны граней тонкой обработки, имеющие периферические режущие кромки.
Дальнейший вариант осуществления, в особенности в сочетании с предпочтительным вариантом исполнения режущей кромки для электродного графита, предполагает, что режущая кромка для электродного графита имеет преимущественно четное количество граней тонкой обработки, в частности, две, при этом периферические режущие кромки рабочей зоны одной половины граней тонкой обработки имеют правоповоротное продление вокруг оси инструмента, а периферические режущие кромки рабочей зоны другой половины граней тонкой обработки имеют левый винтовой ход. В этом случае каждая из граней тонкой обработки с левоповоротными периферическими режущими кромками могут продляться в секцию шаровой головки, тогда как грани тонкой обработки с правоповоротными периферическими режущими кромками не продляются в секцию шаровой головки.
Грани тонкой обработки, предпочтительно поочередно снабженные лево- или правозакрученными периферическими режущими кромками, обеспечивают то преимущество, что обрабатываемая деталь попеременно испытывает нагрузку усилием давления и растяжения в силу того, что левооборотные периферические режущие кромки оказывают сжимающее усилие, а правооборотные периферические режущие кромки оказывают усилие растяжения. Уже благодаря тому, что грани тонкой обработки снабжены периферическими режущими кромками, действующими в противоположных направлениях и таким образом оказывающими на обрабатываемую деталь противоположно направленные усилия, создается определенный баланс сил, действующих к и от оси инструмента в направлении вершины инструмента и обрабатываемой детали, и таким образом обеспечивается более равномерная механическая обработка (или фактически - крошение) и улучшенное качество обработанной поверхности.
В силу того, что толкающие, левооборотные, периферические шлифующие кромки выполнены на длину секции шаровой головки, а тянущие, правооборотные, периферические шлифующие кромки выполнены только по окружности, т.е. в режущем сегменте с неизменяемым в основном диаметром, смежным с сегментом шаровой головки в направлении хвостовика, используется свойство материала электродного графита, с обеспечением в дальнейшем возможности увеличения рабочей скорости даже при филигранных конфигурациях, поскольку электродный графит намного более стоек к давлению, чем к растяжению. Толкающие левоповоротные режущие кромки, выполненные в секторе шаровой головки, которая предназначена в особенности для тонкой обработки, оказывают только сжимающую нагрузку на заготовку, что намного менее важно в силу устойчивости графита к давлению, чем вытягивающее воздействие правоповоротных шлифующих, или круговых, режущих кромок в сегменте шаровой головки, предназначенной для тонкой обработки. Таким образом, сегмент шаровой головки способен обеспечивать очень гладкие поверхности, а расположенный дальше от вершины шаровой головки режущий сегмент может работать на очень высокой частоте вращения. Однако было бы также возможно, например, расширить концевой сегмент фрезерной режущей кромки, предусмотренный для выполнения тонких структур в направлении к хвостовику, или просто использовать для этой цели только оконечный сегмент шаровой головки.
С точки зрения равномерного распределения сил резания предпочтительно, если фреза для электродного графита имеет четное множество граней грубой обработки, соответствующее четному множеству граней тонкой обработки, то есть в предпочтительном варианте осуществления предусмотрено две грани первичной обработки, где соответствующая грань тонкой обработки следует за гранью грубой обработки по всей окружности и наоборот.После того, как зубцы грани грубой обработки предварительно измельчают материал электрода и образуют микротрещины на поверхностях области резания, следуют грани тонкой обработки, окружные режущие кромки которых удаляют уже разрыхленный материал. Под воздействием поочередно толкающей и вытягивающей геометрии граней тонкой обработки или шлифования происходит балансировка растягивающих и сжимающих нагрузок, действующих на заготовку.
Согласно предпочтительному техническому решению, хотя рабочие зоны некоторых обрабатывающих граней продлены в сегмент шаровой головки, то есть проходят в область вблизи вершины, где поверхность их оболочки уже проникает в сферическую кривизну шаровой головки, все равно они не достигают вершины инструмента. Вместо этого в зоне, прилегающей к вершине шаровой головки, примыкающей к рабочей зоне, предусмотрена обычная режущая кромка, то есть режущая кромка выполнена в точке перехода стороны, направленной радиально наружно по окружности к соответствующей боковой поверхности обрабатывающей грани перед соответствующей ведущей канавкой. Однако можно снабдить острыми режущими кромками режущий клин соответствующей грани грубой или тонкой обработки, обращенной к ведущей канавке, также вдоль рабочих зон. Более предпочтительно, если грани включают винтовые стружечные канавки на режущих кромках в области вблизи вершины сегмента шаровой головки перед соответствующей рабочей зоной, распределенной по радиусу шаровой головки для уменьшения давления резания.
В соответствии с еще одним предпочтительным усовершенствованием изобретения участки механической обработки распределены равномерно по окружности инструмента. Согласно дальнейшему предпочтительному конструктивному решению по изобретению рабочие зоны обрабатывающих граней соответственно продлены, по меньшей мере, в режущий сегмент сзади сегмента шаровой головки по длине дуги, большей или равной общей длине дуги, разделенной на три, предпочтительно - на два, числа канавок.
Зубцы на гранях грубой, или черновой, обработки могут предпочтительно иметь многоугольную, в частности, ромбовидную поверхность основания и предпочтительно пирамидальную форму. Высота зубцов преимущественно соответствует глубине наружных канавок граней тонкой обработки, которая предпочтительно равна на всех гранях тонкой обработки. Особенно предпочтительно, чтобы высота зубцов составляла 0,5 - 1,5 глубины внешних канавок, а именно, имела значение, соответствующее глубине наружных канавок.
Чтобы дополнить геометрию пересечений на гранях шлифования, или тонкой обработки, лево- и правоповоротными наружными канавками с учетом попеременной нагрузки тяги и давления на заготовку во время фрезерования, или в качестве альтернативы этому, ромбовидное основание зубцов может содержать продольную диагональ, продленную преимущественно вдоль оси инструмента, и поперечную диагональ, проходящую преимущественно поперек оси инструмента, причем продольные диагонали зубцов на одной половине граней грубой обработки проходят вокруг оси инструмента с левым поворотом, а продольные диагонали зубцов на другой половине граней грубой обработки проходят с правым поворотом. Таким образом, на гранях грубой обработки с левоповоротными продольными диагоналями сформирована геометрия нажатия, или давления, геометрия тяги, то есть в целом - тот же самый благоприятный эффект, уже наблюдаемый в шлифующих кромках, а именно - распределение нагрузки, но теперь при образовании микротрещин и крошении материала.
Понятно, что для распределения нагрузки на заготовке и, следовательно, для достижения требуемых точности и рабочей скорости благоприятно, если шаровая головка совпадает с ее наибольшим наружным диаметром в осевом направлении, который она в целом сохраняет постоянным до режущего сегмента, протяженного до хвостовика, при этом сегмент шаровой головки, режущий сегмент и хвостовик выполнены заодно из цельного куска материала. Например, сварные, паяные или изготовленные иным способом многосоставные инструменты не обладают необходимой устойчивостью к нагрузкам механообработки электродного графита. Предпочтительно, чтобы материалом для изготовления фрезы для электродного графита служил твердый металл с, возможно, дополнительно нанесенным твердым покрытием для повышения стойкости к высокой абразивности электродного графита. Для слоя твердого материала можно рассматривать, например, поликристаллический алмаз или кубический нитрид бора.
Изобретение было специально нацелено на создание торцевой фрезы для механообработки электродного графита. Исходя из преимуществ, получаемых в результате взаимодействия геометрии инструмента согласно изобретению со свойствами электродного графита как твердо-хрупкого, образующего порошкообразные осколки материала, предполагается, что фреза также хорошо подходит для резки других хрупких, порошкообразующих материалов. Следовательно, изобретение также относится к торцовой фрезе для механической обработки оксидной керамики, в частности, зуботехнического фарфора на основе двуокиси циркония или другого крошащегося материала, такого как литой полиуретан, который имеет свойства резца для электродного графита в соответствии с одним из пунктов формулы.
Далее предпочтительный вариант осуществления изобретения будет объяснен более подробно со ссылкой на прилагаемые чертежи, где:
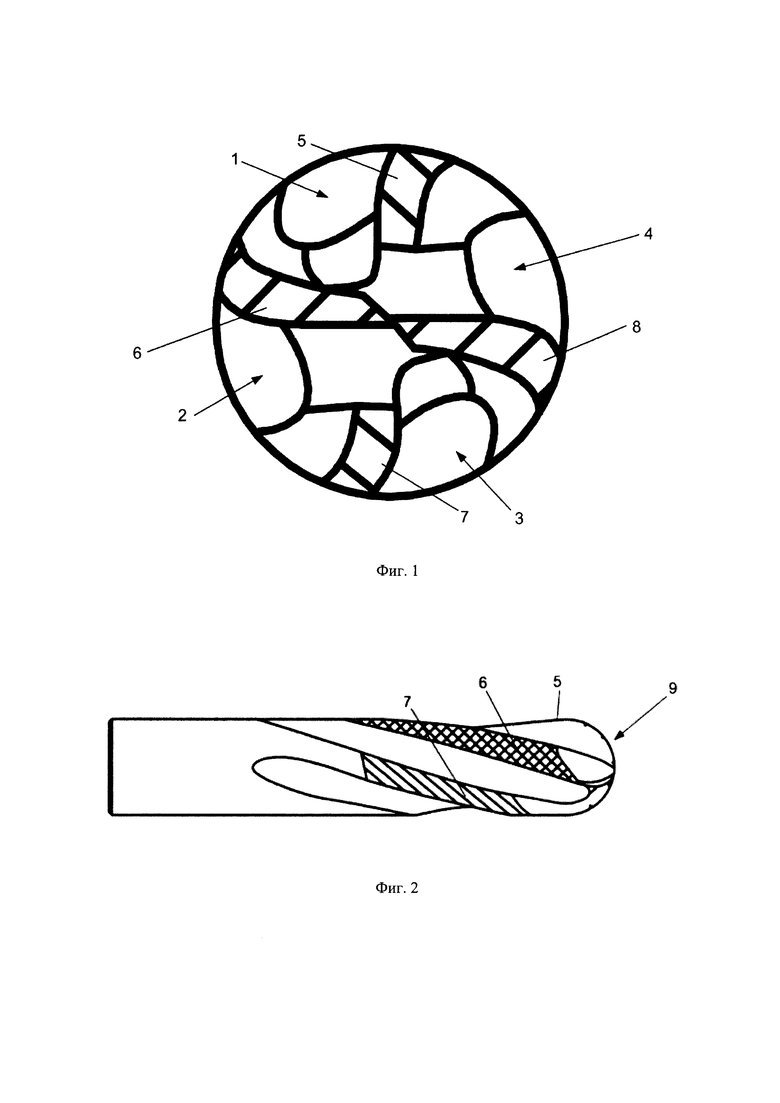
на фиг. 1 дан увеличенный вид спереди вершины фрезы для электродного графита в соответствии с изобретением;
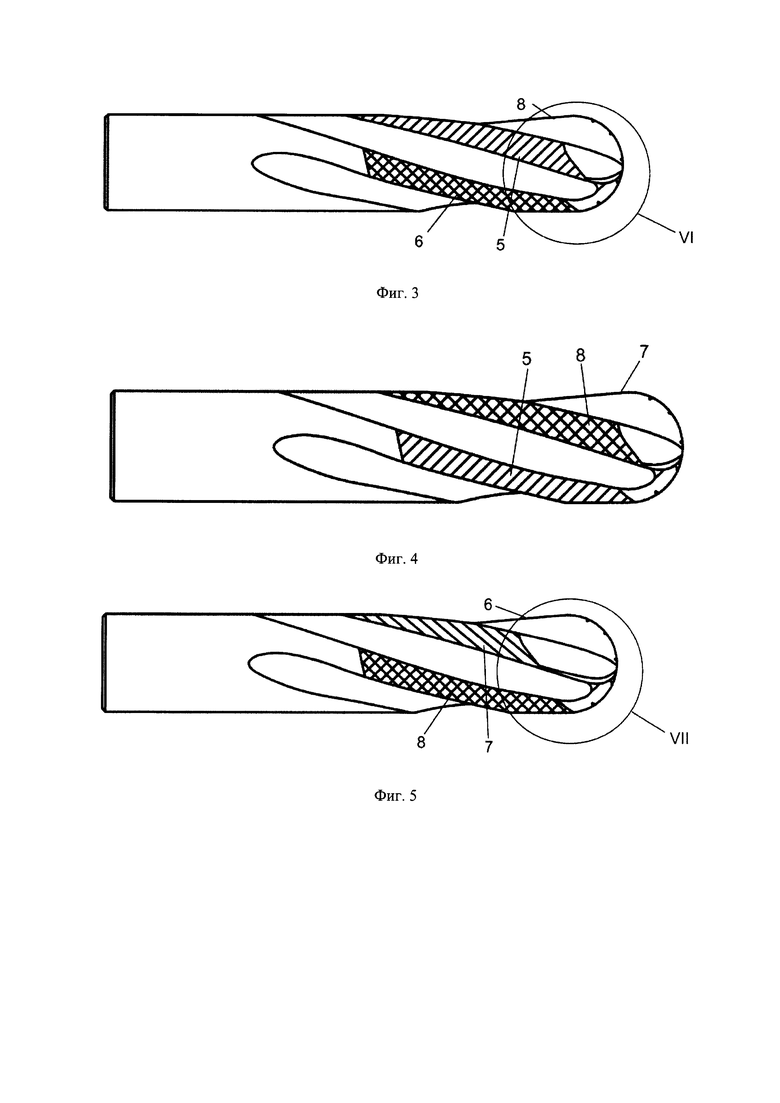
на фиг. 2-5 даны виды сбоку фрезы для электродного графита, показанного на фиг. 1, с шагом 90° за один оборот;
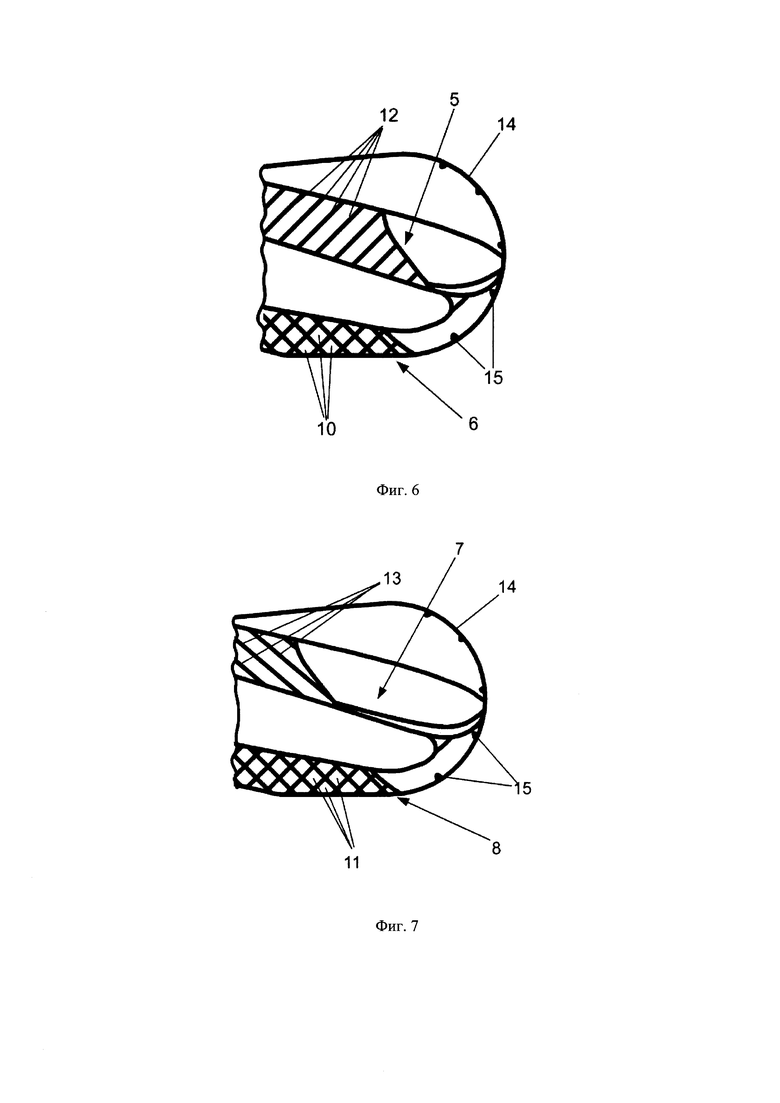
на фиг. 6 показана деталь VI на фиг. 3; и
на фиг. 7 показана деталь VII на фиг. 5.
Фреза для электродного графита, показанная на чертежах, включает четыре взаимно равноудаленные канавки 1, 2, 3, 4, как показано в частности на фиг. 1, которые разделяют между собой по окружности обрабатывающие грани 5, 6, 7, 8, расположенные вокруг центрального сегмента фрезы для электродного графита. На фиг. 2-5 показаны обрабатывающие грани 5 6, 7, 8, из которых две 6, 8 выполнены как грани грубой обработки с зубцами 10, 11, образующими круговой надфиль, а две другие грани 5, 7 представляют собой грани тонкой обработки с периферическими внешними канавками, разделенными между собой внешними площадками, каждая из которых снабжена образующими по периферии окружность режущими кромками 12, 13. Зубцы 10, 11 и круговые периферические режущие кромки 12, 13 показаны на фиг. 6 и 7, каждый из них расположен в круговой рабочей зоне, которая мысленно заключена в цилиндрическую гильзу или оболочку.
В данном случае фреза для электродного графита снабжена инструментальной вершиной в виде сегмента шаровой головки 9, в котором обрабатывающие грани 5, 6, 7, 8 образуют внешний контур с радиусом шаровой головки. Далее, на грани грубой обработки 6, 8 рабочие зоны с зубцами 10, 11 продолжены в сегмент шаровой головки 9. Притом что одна из рабочих зон с левооборотными, т.е. нажимными, шлифующими кромками на грани чистовой обработки 5 продлена в сегмент шаровой головки 9, рабочая зона с правооборотными шлифующими кромками 13 на другой грани тонкой обработки 7 заканчивается уже перед сегментом шаровой головки 9, т.е. дальше назад. Это предотвращает сильное тянущее воздействие сегмента шаровой головки, предназначенной главным образом для формирования филигранных конфигураций, на электродный графит, который намного более устойчив к давлению, нежели к натяжению, таким образом, позволяя выполнять с помощью сегмента шаровой головки филигранные конфигурации.
При этом в сегменте шаровой головки 9 в областях, примыкающих к рабочим зонам обрабатывающих граней 5, 6, 7, 8 у вершины, кромки в точке перехода, где они заходят по радиусу шаровой головки от периферии к каждой ведущей канавке, заточены, т.е. выполнены как режущие кромки 14, что также показано на фиг. 6 и 7. Режущие кромки 14 дополнительно снабжены стружечными щелевыми канавками 15, чтобы уменьшить давление резания.
Отклонения и модификации показанных вариантов осуществления возможны без отклонения от объема изобретения.
Изобретения относятся к механической обработке оксидной керамики и может быть использовано для обработки электродного графита фрезами. Фреза содержит хвостовик на одном конце и вершину инструмента на другом конце, между которыми проходят канавки, разделяющие между собой обрабатывающие грани по периферии. Вершина инструмента выполнена в виде сегмента шаровой головки, в котором обрабатывающие грани имеют округлый контур, расширяющийся, в частности по радиусу шаровой головки. По меньшей мере одна из обрабатывающих граней предназначена для грубой обработки, и по меньшей мере одна другая из обрабатывающих граней - для тонкой обработки. Представленная конструкция фрезы может быть применена в качестве торцевой фрезы для обработки крошащихся материалов, в том числе зуботехнического оксид-циркониевого фарфора. Повышается стойкость инструмента и качество обработки. 2 н. и 13 з.п. ф-лы, 7 ил.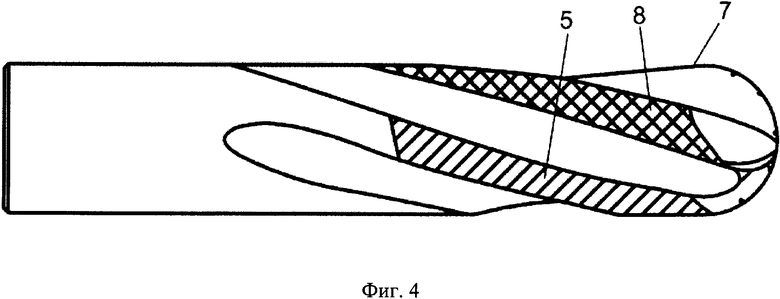
1. Фреза для электродного графита, имеющая хвостовик на одном конце и вершину инструмента на другом конце, а также канавки (1, 2, 3, 4), проходящие от хвостовика до вершины инструмента, которые разделяют между собой обрабатывающие грани (5, 6, 7, 8) по периферии, при этом вершина инструмента выполнена в виде шаровой головки (9), обрабатывающие грани (5, 6, 7, 8) имеют округлый контур с расширением, в частности по радиусу шаровой головки, при этом по меньшей мере одна из обрабатывающих граней (6, 8) предназначена для грубой обработки (6, 8), и по меньшей мере одна другая из обрабатывающих граней (5, 7) предназначена для тонкой обработки (5, 7), отличающаяся тем, что каждая из обрабатывающих граней (5, 6, 7, 8) имеет периферическую окружную рабочую зону в форме сегмента цилиндрической поверхности, при этом рабочая зона каждой грани грубой обработки (6, 8) выполнена в виде кругового надфиля с множеством зубцов (10, 11), которые врезаны в поверхность рабочей зоны, и рабочая зона каждой грани тонкой обработки (5, 7) имеет множество внешних канавок, проходящих с изгибом вокруг оси инструмента, которые врезаны в поверхность рабочей зоны параллельно друг другу и под углом относительно канавки (1, 3) и формируют по меньшей мере одну упомянутую грань тонкой обработки (5, 7), при этом внешние канавки разделяют между собой внешние грани, из которых каждая снабжена круговой периферической режущей кромкой (12, 13), при этом рабочие зоны на первой части (5, 6, 8) обрабатывающих граней (5, 6, 8) расположены ближе к вершине инструмента, чем на второй части (7) обрабатывающих граней (5, 6, 7, 8), у которых рабочая зона обрабатывающей грани (7) расположена дальше от вершины инструмента.
2. Фреза для электродного графита по п. 1, отличающаяся тем, что канавки (1, 2, 3, 4) закручены с правосторонним изгибом вокруг оси инструмента.
3. Фреза для электродного графита по п. 1, отличающаяся тем, что по меньшей мере на части обрабатывающих граней (5, 6, 7, 8) рабочая зона, содержащая зубцы (10, 11) или периферические режущие кромки (12), продлена в область шаровой головки (9).
4. Фреза для электродного графита по п. 3, отличающаяся тем, что на остальном количестве (7) обрабатывающих граней (5, 6, 7, 8) рабочая зона не продлена в область шаровой головки (9).
5. Фреза для электродного графита по п. 1, отличающаяся тем, что все рабочие зоны граней грубой обработки (6, 8), содержащие зубцы (10, 11), заходят в область шаровой головки (9), и по меньшей мере не все рабочие зоны граней тонкой обработки (5, 7), содержащие периферические режущие кромки (12, 13), входят в область шаровой головки (9).
6. Фреза для электродного графита по п. 1, отличающаяся тем, что она имеет четное число граней тонкой обработки (5, 7), причем периферические режущие кромки (13) размещены вокруг оси инструмента в рабочей зоне одной половины граней тонкой обработки (7) с правосторонним изгибом, а периферические режущие кромки (12) выполнены в рабочей зоне другой половины граней тонкой обработки (5) с левосторонним изгибом вокруг оси инструмента.
7. Фреза для электродного графита по п. 6, отличающаяся тем, что четное количество граней тонкой обработки (5, 7) равно двум.
8. Фреза для электродного графита по п. 6, отличающаяся тем, что в каждой грани тонкой обработки (5), имеющей рабочую зону с левооборотными периферическими режущими кромками (12), рабочая зона заходит в область шаровой головки (9), ни одна из граней тонкой обработки (7), имеющей рабочую зону с правооборотными периферическими режущими кромками (13), не заходит в область шаровой головки (9).
9. Фреза для электродного графита по п. 6, отличающаяся тем, что первое количество (5, 6, 8) обрабатывающих граней (5, 6, 7, 8) включает в себя половину граней тонкой обработки (5), имеющих рабочую зону с левооборотными периферическими режущими кромками (12), а остальная или вторая часть (7) из обрабатывающих граней (5, 6, 7, 8) включает в себя половину граней тонкой обработки (7), имеющих рабочую зону с правооборотными периферическими режущими кромками (13).
10. Фреза для электродного графита по п. 1, отличающаяся тем, что имеет четное множество граней грубой обработки (6, 8), при этом сформировано одинаковое множество обрабатывающих граней (5, 6, 7, 8) - граней грубой обработки (6, 8) и граней тонкой обработки (5, 7), причем за каждой гранью грубой обработки (6, 8) следует грань тонкой обработки (5, 7).
11. Фреза для электродного графита по п. 10, отличающаяся тем, что четное множество граней грубой обработки (6, 8) равно двум.
12. Фреза для электродного графита по п. 1, отличающаяся тем, что обрабатывающие грани (5, 6, 7, 8) по меньшей мере на одном участке шаровой головки (9), примыкающем к соответствующей рабочей зоне на вершине, соответственно имеют режущую кромку (14) по всей шаровой головке или также в следующем порядке канавок (1, 2, 3,4) в районе перехода от их направленных радиально вовне периферических сторон к их краям, обращенным к соответствующей канавке (1, 2, 3, 4), при этом по меньшей мере одна, предпочтительно все обрабатывающие грани (5, 6, 7, 8), содержат стружечные щелевые канавки (15) на режущих кромках (14) в вершинной области шаровой головки (9), распределенные по радиусу шаровой головки (9).
13. Фреза для электродного графита по п. 1, отличающаяся тем, что каждый из зубцов (10, 11) имеет многоугольное, в частности ромбовидное, основание и предпочтительно пирамидальную форму, при этом высота зубцов (10) каждой грани грубой обработки (6, 8) соответствует по величине глубине внешних канавок каждой грани тонкой обработки (5, 7), в частности от 0,5 до 1,5 глубины внешних канавок и, например величине, равной глубине внешних канавок.
14. Фреза для электродного графита по п. 13, отличающаяся тем, что ромбовидная базовая поверхность каждого из зубцов (10, 11) имеет продольную диагональ, пролегающую преимущественно вдоль оси инструмента, и поперечную диагональ, пролегающую преимущественно поперек оси инструмента, при этом продольные диагонали зубцов (11) пролегают на одной половине граней грубой обработки (8) с левосторонним изгибом вокруг оси инструмента, а продольные диагонали зубцов (10) - на другой половине граней грубой обработки (6) с правосторонним изгибом.
15. Применение фрезы по любому из пп. 1-14 в качестве торцевой фрезы для механообработки оксидной керамики, в частности зуботехнического оксид-циркониевого фарфора или других крошащихся при машинной обработке материалов, таких как полиуретановое литье.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| US 5221163 A, 22.06.1993 | |||
| Фреза фасонная | 1978 |
|
SU984720A1 |
| Алюминиевый цилиндр для двигателя внутреннего горения | 1945 |
|
SU67011A1 |

