(54) СПОСОБ ИЗГОТОВЛЕНИЯ БОРФРЕЗЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубьев борфрезы | 1977 |
|
SU878441A1 |
| Способ шлифования зубчатых колес и станок для его осуществления | 1978 |
|
SU880244A3 |
| Способ ориентации зубчатого колеса на зубошлифовальных станках | 1984 |
|
SU1271688A1 |
| Способ зубошлифования цилиндрических колес | 1972 |
|
SU485836A1 |
| Способ наладки зубо- и шлицешлифовальных станков | 1985 |
|
SU1379030A1 |
| Устройство для шлифования | 1981 |
|
SU1013242A1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
| Способ шлифования зубчатых изделий | 1988 |
|
SU1683911A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
Изобретение относится к области металлообработки и может быть использовано для изготовления борфрез с групповым спиральным зубом, например шлифованием.
Известен способ изготовлевия борфрезы шлифованием, при котором изделие перед нарезанием последуюшего одноименного зуба группы выводят из-под круга и производят прерывистое деление на величину ///И(где тп - число групп), доворачивают перед врезанием круга в последующие разноименные зубья группы изделие вокруг его центра на углы на величину f/Tl ( где Ti число зубьев в группе), а шлифование каждого разноименного зуба группы с разными законами кривых производят кинематическим сложением элементарных движений: врезания, поворота шлифовального круга, качательного движения оси изделия в горизонталь- ном положении, т.е. на различных режимах резания..
Однако такой способ характеризуется низкой производительностью из-за прерывистого целения, сложной кинематики и обра-
ботки разноименных зубьев ка различных режимах резания.
Целью изобретения является увелнчекне производительности.
Это достигается тем, что вращение изцеЛИЯ осуществляют с постоянной уг ловой скоростью и в процессе целения на разкоимеиные зубья изделие д.овсрачпваюг вокрут- octi на угол, равный угловом - шагу между зубьями группы и меняют положение оси изделия на постоянную угловую величину, причем деление одноименных зубьев ос тцествляют на величину К /тп. где К постоякное число не кратное тп,тп - число групп зубьев а разноименные зубья - на величину
К-; П
,
где - любое число ряда ( к 0,1, 2... tn - 1);
Ti - число зубьев в группе;
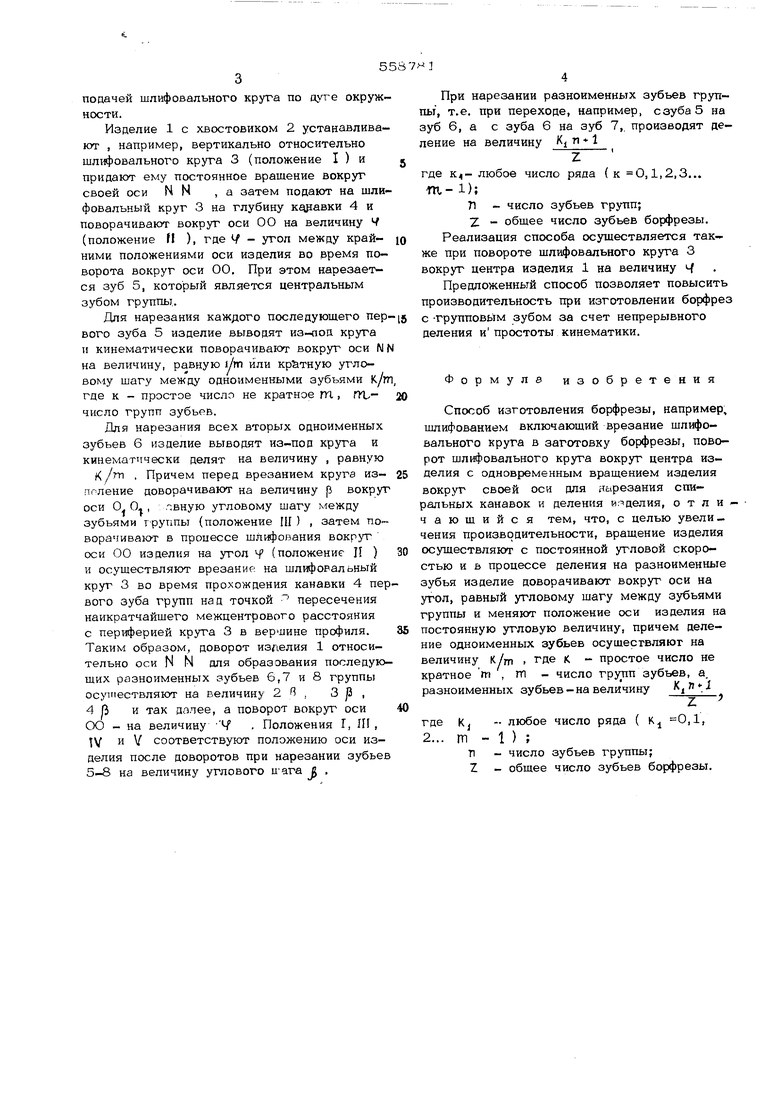
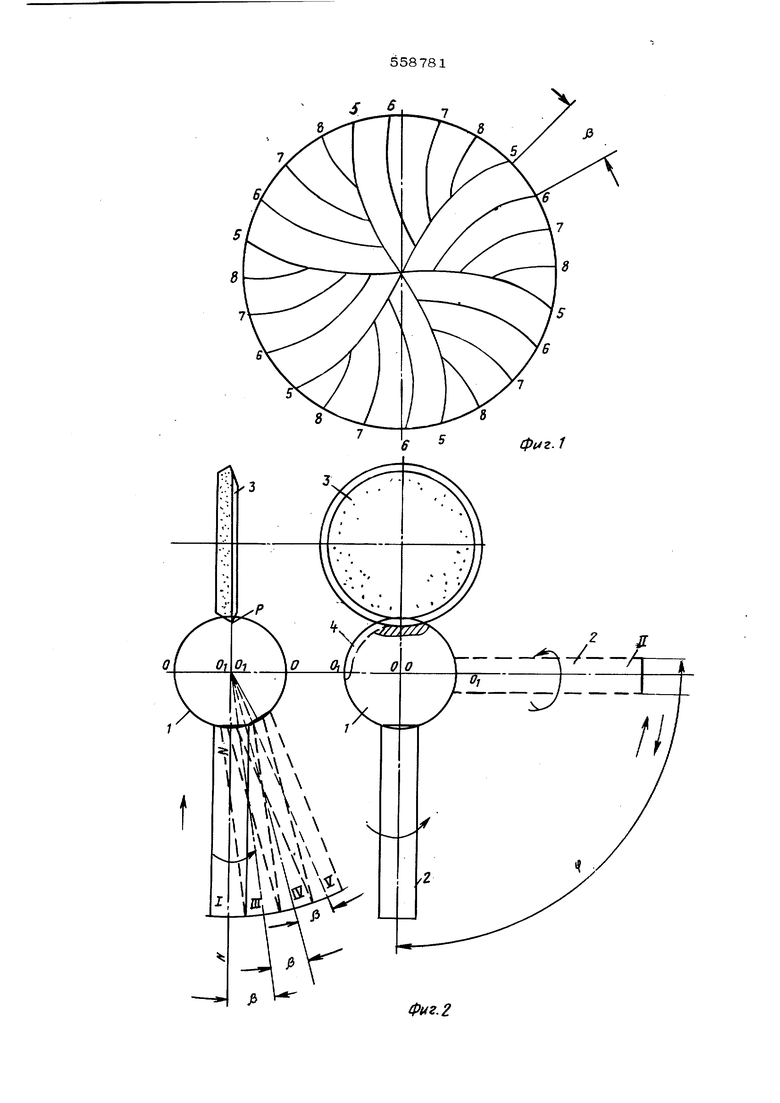
Z - обшее число зх15ьеБ борфрезы. На фиг. 1 изображена борфреза с групповыми зубьями; на фиг. 2 дана схема обработки групповых зубьев борфрезы; на фиг. 3 схема обработки группового зуба борфрезы с
подачей шлифовального круга по дуге окружности.
Изделие 1 с хвостовиком 2 устанавливают , например, вертикально относительно шлифовального круга 3 (положение I ) и придают ему постоянное вращение вокруг своей оси NN , а затем подают на шлифовальный круг 3 на глубину кадавки 4 и поворачивают вокруг оси ОО на величину / (положение П ), где - угол между крайними положениями оси изделия во время поворота вокруг оси ОО, При этом нарезается зуб 5, который является центральным зубом группы,.
Для нарезания каждого последующего пер вого зуба 5 изделие выводят из-аоа круга и кинематически поворачивают вокруг оси N N на величину, равную i/m или крйтную угловому шагу между одноименными зубьями К/ш где к - простое число не кратное m, fTLчисло групп зубьев.
Для нарезания всех вторых одноименных зубьев 6 изделие выводят из-под круга и кинематически делят на величину , равную
К/т . Причем перед врезанием круга изпрление доворачивают на величину р вокруг оси 00 лвную угловому шагу между зубьями группы (положение Щ ) , затем по ворачиваю-т в процессе шлифования вокруг оси ОО изделия на угол f (положение И ) и осуществляют врезание на шлифовальный круг 3 во время прохождения канавки 4 первого зуба групп над точкой пересечения наикратчайшего межцентрового расстояния с периферией крута 3 в вершине профиля. Таким образом, доворот изделия 1 относительно оси N N для образования последующих разноименных зубьев 6,7 и 8 группы осу1 ествляют на величину 2 П , 3 |3 , 4 (3 и так далее, а поворот вокруг оси ОО - на величину -Ч . Положения Г, 1И , V и Y соответствуют положению оси изделия после доворотов при нарезании зубьев 5-8 на величину углового ц-ага .
При нарезании разноименных зубьев группы, т.е. при переходе, например, сзубаЗ на зуб 6, а с зуба 6 на зуб 7,. производят деление на величину К л 1
где любое число ряда (к О,1,2,3...
т-1);
л - число зубьев групп; Z - общее число зубьев борфрезы. Реализация способа осуществляется также при повороте шлифовального крута 3 вокруг центра изделия 1 на величину Ч
Предложенный способ позволяет повысить производительность при изготовлении борфрез с -групповым зубом за счет непрерывного деления ипростоты кинематики.
Формула изобретения
Способ изготовления борфрезы, например, шлифованием включающий врезание щлифоБального круга в заготовку борфрезы, поворот шлифовального круга вокруг центра изделия с одновременным вращением изделия вокруг своей оси для вырезания спиральных канавок и деления ияделия, отличающийся тем, что, с целью увеличения производительности, вращение изделия осуществляют с постоянной угловой скоростью и в процессе деления на разноименные зубья изделие доворачивают вокруг оси на угол, равный угловому шагу между зубьями группы и меняют положение оси изделия на постоянную угловую величину, причем деление одноименных зубьев осуществляют на величину К/т , где к - простое число не кратное m , тп - число груттп зубьев, а. разноименных зубьев - на величину i .Z
где Kj - любое число ряда ( К 0,1, 2... m - 1 ) ;
Т1 - число зубьев группы;
Z - общее число зубьев борфрезы. s A Фиг. 2 Фиг. З
