Предлагаемые способ и устройство относятся к области машиностроения и могут быть использованы при электрохимической обработке кольцевых, винтовых и других участков на внутренних поверхностях каналов (трубок и т.д.) из токопроводящих материалов.
Известен способ [1, стр.7] электрохимической размерной обработки кольцевых или винтовых участков в каналах заготовок из токопроводящих материалов путем локального растворения металла вокруг диэлектрических вкладышей по длине канала.
К недостаткам способа относится разность скорости анодного растворения материала вдоль оси канала из-за изменения свойств электролита и, как следствие, снижение производительности и точности обработки.
Известно устройство [1, стр.80] для электрохимической размерной обработки каналов путем локального анодного растворения материала электродом-инструментом с местными диэлектрическими вкладышами, обеспечивающими требуемый межэлектродный зазор.
К недостаткам устройства относится неравномерность свойств и динамики течения электролита, что снижает производительность обработки и точность профиля канала.
Техническим результатом, на достижение которого направлено данное изобретение, является повышение производительности и точности электрохимической обработки кольцевых, винтовых и других участков вдоль оси длинномерных каналов путем поддержания стабильности свойств потока электролита в зоне обработки.
Данный технический результат достигается способом электрохимической обработки локальных участков в каналах заготовок, включающим электрохимическую обработку кольцевых или винтовых участков в каналах заготовок из токопроводящих материалов путем локального растворения металла вокруг диэлектрических вкладышей по длине канала заготовок, при этом в процессе электрохимической обработки поток электролита разделяют на струи с одинаковым начальным давлением на входе, обеспечивающим стабильное протекание электролита через наружный и внутренний контуры с импульсным дополнительным давлением струи внутри внутреннего контура, обеспечивающим его прижим к наружному контуру, при этом пауза между импульсами давления кратна интервалу времени протекания электролита между соседними радиальными отверстиями в наружном контуре для подачи электролита в зону обработки.
Устройство для электрохимической обработки локальных участков в заготовке содержит электрод-инструмент, состоящий из наружного контура с диэлектрическими упругими вкладышами и упругого внутреннего контура, насосы для подачи электролита в упомянутые контуры и генератор постоянного или импульсного тока, при этом наружный и внутренний контуры являются соосными и имеют радиальные отверстия, расположенные поперек оси канала или по винтовой линии вдоль оси канала, при этом радиальные отверстия для подачи электролита через наружный контур расположены напротив радиальных отверстий для подачи электролита через внутренний упругий контур, стенки которого упруго растягиваются в радиальном направлении под действием импульса давления электролита до касания с внешним контуром.
Сущность изобретения поясняется фигурами 1-4.
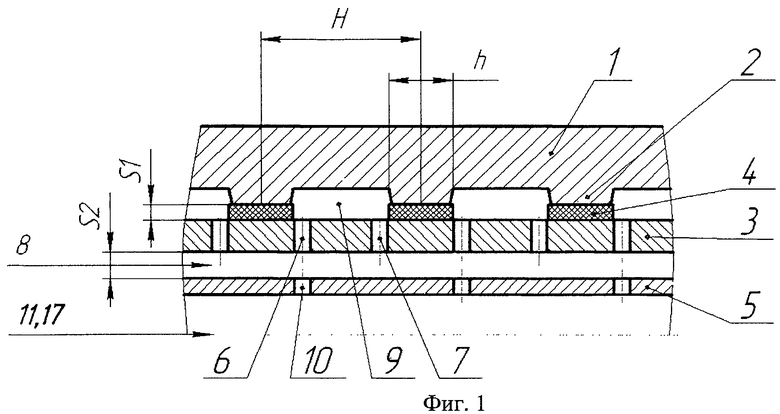
Фиг.1 поясняет способ и конструкцию рабочей части устройства.
На внутренней поверхности канала 1 (в данном примере, трубки) получают выступы 2, расположенные поперек оси канала 1 или по винтовой линии. Ширина «h» выступов и шаг «Н» между ними задается разработчиком (например, из условия оптимального охлаждения изделия потоком жидкости или газа без образования парогазового слоя на поверхности канала, из условия плавного разгона тела (снаряд, пуля) внутри канала и т.д.).
Внутри канала 1 устанавливают рабочую часть устройства, необходимого для использования предлагаемого способа обработки, - электрод-инструмент, состоящий из наружного контура 3 с диэлектрическими упругими вкладышами 4, противостоящими получаемым выступам 2, и упругого внутреннего контура 5. Высота вкладышей 4 определяет начальный межэлектродный зазор «S1», величина которого задана, например, в [1, стр.80].
Для подачи электролита в зону обработки 9 в контуре 3 выполняют радиальные отверстия 6, а для отвода струи потока из зоны обработки 9 - радиальные отверстия 7. В контуре 5 выполняют отверстия 10, противостоящие отверстиям 6 в контуре 3. Внутрь контура 3 поступает поток электролита 8, а внутрь контура 5 поступают потоки электролита 11, 17.
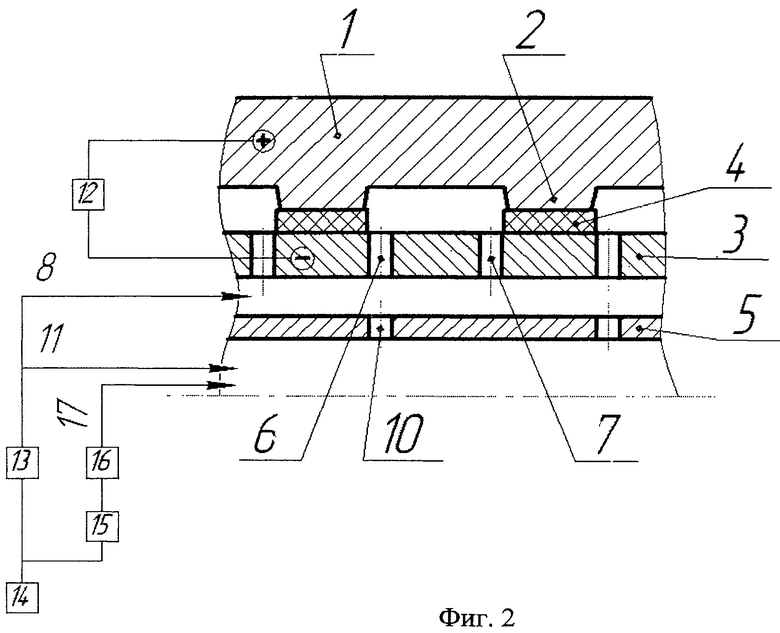
На фиг.2 показана схема подачи и управления потоками электролита и подачи тока. Здесь канал 1 является анодом, а наружный контур 3 - катодом с питанием от генератора 12 постоянного или импульсного тока. Электролит от насоса 13 поступает в виде струй потока 8 в пространство между наружным 3 и внутренним 5 контурами, а также внутрь контура 5 в виде струй потока 11. Параллельно потоку 11 из магистрали 14 через регулятор частоты импульсов 15 электролит насосом 16 подают внутрь контура 5 в виде импульса давления 17 в поток 11.
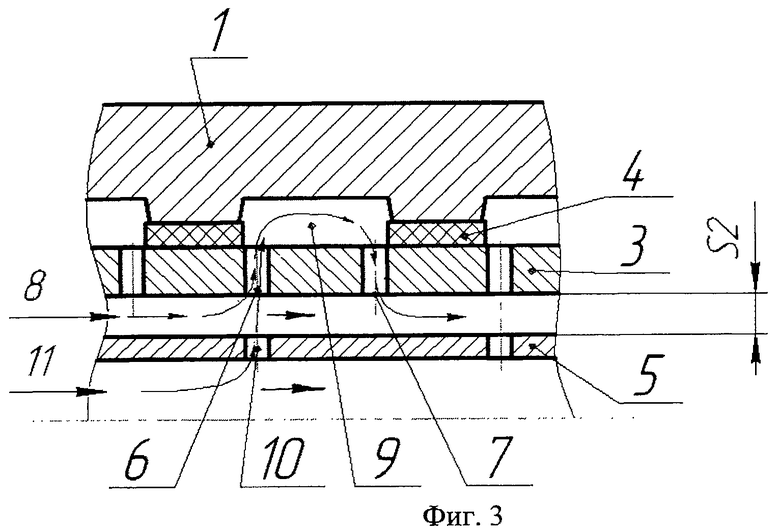
На фиг.3 показана динамика течения струй потоков 8 и 11 в период между импульсами давления 17. Поток 8 протекает через зазор «S2», отверстия 6, вдоль зоны обработки 9 между каналом 1 и контуром 3 и возвращается в зазор «S2» через отверстия 7.
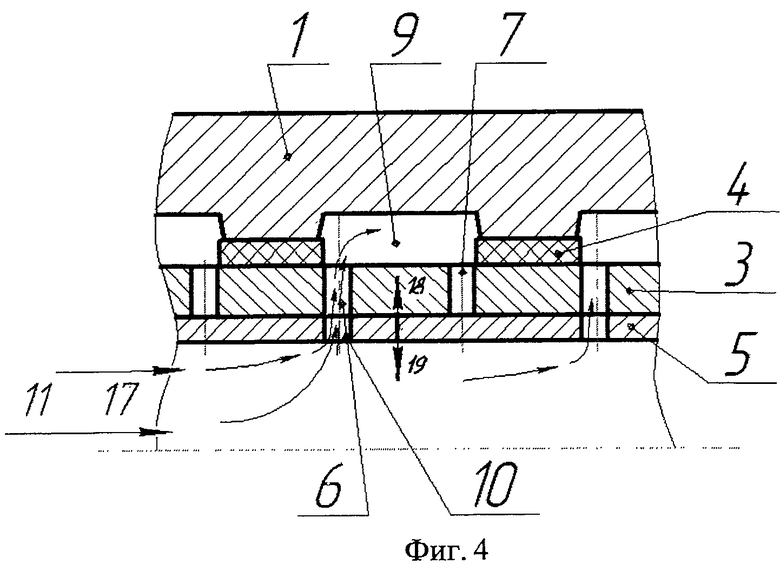
На фиг.4 показано положение частей электрода-инструмента и движение струй потока 11 в момент действия импульса давления 17. Упругий внутренний контур 5 расширяется в направлении 18 и прижимается к внутренней поверхности наружного контура 3. При этом отверстия 6 и 10 совмещаются, и внутрь зоны обработки 9 поступает повышенное количество электролита из потока 11. При окончании импульса 17 возникает насосный эффект. При сжатии в направлении 19 внутреннего контура 5 зону обработки 9 очищают от продуктов обработки усиленным потоком электролита через отверстия 7 и выносят за пределы канала 1.
Способ осуществляют следующим образом.
Электрод-инструмент, состоящий из наружного контура 3 с диэлектрическими вкладышами 4 и упругого внутреннего контура 5, устанавливают внутрь канала 1 так, чтобы диэлектрические вкладыши 4 противостояли выступам 2 на внутренней поверхности канала 1. Канал 1 и контур 3 подключают к генератору 12 (фиг.2), при этом канал 1 - анод, а от магистрали 14 через насос 13 подают струи потоков электролита 8 и 11, которые протекают через отверстия 6, 10, 7 в контурах 3 и 5. Через интервал времени по сигналу регулятора 15 насосом 16 (например, мембранного типа) внутрь контура 5 подают импульс давления 17. В начале процесса формирования выступов 2 струи потоков 8 и 11 через отверстия 10, 6 поступают в зону обработки 9 между упругими вкладышами 4 (фиг.3), удаляют материал с поверхности канала 1 под действием тока от генератора 12 и вытекают с продуктами обработки через отверстия 7. Процесс электрохимической размерной обработки обеспечивает получение плавного контура по внутренней поверхности канала 1, высота выступов 2 обеспечивается временем обработки, а ширина выступов 2 - путем расчета ширины «h» диэлектрических упругих вкладышей 4 с учетом «поднутрения», показанного в [2, стр.8]. По сигналу регулятора 15 (фиг.2) насосом 16 подают импульс давления 17 в струи потока 11 (фиг.4), который расширяет упругий контур 5 в направлении 18 и прижимает его к контуру 3. Одновременно импульс давления 17 подает дополнительный импульс в поток 11, который через отверстия 10, 6 поступает в зону обработки и «забирает» из нее продукты обработки, которые после окончания действия импульса 17 удаляют насосным эффектом от направления 19 через отверстия 7. Это выравнивает состав электролита по длине канала и стабилизирует гидравлический режим, обеспечивающий производительность процесса и равномерность анодного растворения с внутренней поверхности канала 1, что определяет точность формообразования выступов 2 и интенсивность их изготовления.
Пример осуществления способа.
В каналах круглого сечения из стали 12Х18Н10Т диаметром 12 мм необходимо получить плавные выступы шириной 2 мм, высотой 0,3±0,2 мм с шагом 11 мм. Назначают следующий режим для обработки: напряжение на электродах - 18 В, межэлектродный зазор - S1=0,1 мм, зазор S2=0,3 мм, электролит - 12% водный раствор хлорида натрия. Ширина «h» выступов рассчитывается через ширину выступов 2 (2 мм) и величину «поднутрения» (по [2, стр.8] «поднутрение» составляет 0,22 мм на сторону). Тогда h=2+2∗0,22=2,44 мм (с учетом допуска 2,25-2,65 мм). Берем h=2,6 мм.
Давление в потоках 8 и 11 устанавливают в начале обработки под током путем измерения расхода электролита на выходе потока 8. Площадь отверстий 7 в сечении составляет 12 мм2, скорость электролита не менее 2 м/с. Для этого случая расход электролита на выходе составляет 0,24 л/с. Для такого расхода давление электролита в каналах 8 и 11 при заданном электрическом режиме составляет 0,23 МПа. Давление 17 во внутреннем упругом контуре 5 устанавливают экспериментально по касанию контуром 5 контура 3. Оно составляет не менее 0,5 МПа. Берем его равным 1 МПа. Частоту следования импульсов давления 17 рассчитывают через шаг между выступами 2 (11 мм) и среднюю скорость движения электролита (2 м/с) с кратностью 10.0, что составляет примерно 2 Гц.
Измерения каналов показали, что время обработки внутренней поверхности сократилось с 27 минут (с перестановкой электрода-инструмента вдоль канала) до 0,8 минуты по предложенному способу. При этом погрешность выступа по высоте снизилась с 0,4 мм до 0,05 мм, а по ширине с 0,4 мм до 0,1 мм.
Источники
1. Смоленцев В.П. Технология электрохимической обработки внутренних поверхностей. // М.: Машиностроение, 1978 - 176 с.
2. Смоленцев В.П. Электрохимическое маркирование деталей. // М.: Машиностроение, 1983 - 78 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
| Установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности в отверстии трубчатой заготовки | 2019 |
|
RU2710092C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛОКАЛЬНОГО УЧАСТКА ОХЛАЖДЕНИЯ ТЕПЛОНАГРУЖЕННОЙ ДЕТАЛИ | 2010 |
|
RU2464137C2 |
Изобретение относится к электрохимической обработке кольцевых или винтовых участков в каналах заготовок из токопроводящих материалов путем локального растворения металла вокруг диэлектрических вкладышей по длине канала заготовок. В процессе обработки поток электролита разделяют на струи с одинаковым начальным давлением на входе, обеспечивающим стабильное протекание электролита через наружный и внутренний контуры с импульсным дополнительным давлением струи внутри внутреннего контура, обеспечивающим его прижим к наружному контуру, при этом пауза между импульсами давления кратна интервалу времени протекания электролита между соседними радиальными отверстиями в наружном контуре для подачи электролита в зону обработки. Устройство содержит электрод-инструмент, состоящий из наружного контура с диэлектрическими упругими вкладышами и упругого внутреннего контура, в котором наружный и внутренний контуры являются соосными и имеют радиальные отверстия, расположенные поперек оси канала или по винтовой линии вдоль оси канала, при этом радиальные отверстия для подачи электролита через наружный контур расположены напротив радиальных отверстий для подачи электролита через внутренний упругий контур, стенки которого упруго растягиваются в радиальном направлении под действием импульса давления электролита до касания с внешним контуром. Изобретение позволяет повысить точность обработки и плавность профиля локальных выступов вдоль оси длинномерных каналов путем поддержания стабильности свойств потока электролита в зоне обработки. 2 н.п. ф-лы, 4 ил., 1 пр.
1. Способ электрохимической обработки локальных участков в каналах заготовок, включающий электрохимическую обработку кольцевых или винтовых участков в каналах заготовок из токопроводящих материалов путем локального растворения металла вокруг диэлектрических вкладышей по длине канала заготовок, отличающийся тем, что в процессе электрохимической обработки поток электролита разделяют на струи с одинаковым начальным давлением на входе, обеспечивающим стабильное протекание электролита через наружный и внутренний контуры с импульсным дополнительным давлением струи внутри внутреннего контура, обеспечивающим его прижим к наружному контуру, при этом пауза между импульсами давления кратна интервалу времени протекания электролита между соседними радиальными отверстиями в наружном контуре для подачи электролита в зону обработки.
2. Устройство для электрохимической обработки локальных участков в заготовке, содержащее электрод-инструмент, состоящий из наружного контура с диэлектрическими упругими вкладышами и упругого внутреннего контура, насосы для подачи электролита в упомянутые контуры и генератор постоянного или импульсного тока, отличающееся тем, что наружный и внутренний контуры являются соосными и имеют радиальные отверстия, расположенные поперек оси канала или по винтовой линии вдоль оси канала, при этом радиальные отверстия для подачи электролита через наружный контур расположены напротив радиальных отверстий для подачи электролита через внутренний упругий контур, стенки которого упруго растягиваются в радиальном направлении под действием импульса давления электролита до касания с внешним контуром.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| ДИСК С ОТВЕРСТИЯМИ, В ЧАСТНОСТИ, ДЛЯ КЛАПАННЫХ ФОРСУНОК И СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА С ОТВЕРСТИЯМИ | 1996 |
|
RU2158846C2 |
| КАТОД-ИНСТРУМЕНТВСЕСОЮЗНАЯП-'! i^b.'T'H;'! V'."s'''.--'!r''-fJ,tj >&'••' i.\,',i K(j- , ,.ЛГ(Л 'iElllilЬнБЛ^'^07;г.;гГД | 0 |
|
SU338343A1 |
| Устройство для охлаждения деталей при обработке | 1984 |
|
SU1220729A1 |
| JP 4323393 А, 12.11.1992. | |||

