Изобретение относится к области размерной электрохимической обработки металлов и может быть использовано, например, для формирования фасонных профилей типа рифлей на крупногабаритных прокатных валках.
Общеизвестно, что для получения рифлей на крупногабаритных валках, используемых в металлургическом прокатном производстве, как правило, применяют механические методы изготовления, которые характеризуются значительными трудозатратами, особенно при изготовлении валков из высокопрочного чугуна, поэтому использование электрохимических способов обработки указанных валков является наиболее предпочтительным при изготовлении фасонных профилей на деталях из твердых материалов. Однако электрохимические методы обработки деталей из высокопрочного чугуна имеют свою специфику, связанную с трудностью обеспечения размерной точности и получения необходимой чистоты поверхности из-за сложно протекающих процессов анодного растворения, вызванных особенностями макро- и микроструктуры чугуна. В настоящее время гидродинамические процессы, протекающие при электрохимическом формировании фасонных профилей, в частности, в виде рифлей на прокатных валках из высокопрочного чугуна, теоретически не изучены и в специальной литературе отсутствуют сведения о практическом использовании электрохимических методов для указанных целей.
Известен способ электрохимической обработки цилиндрических поверхностей (1), предназначенный для формообразования фасонных полостей в виде сферообразных лунок на внутренней поверхности труб. Сущность способа заключается в том, что обработку ведут электродом-инструментом, рабочие участки которого представляют собой коаксиальные кольца, состоящие из наружного нетокопроводящего и внутреннего токопроводящего колец, ширину которых определяют в зависимости от геометрических размеров обрабатываемых лунок.
Рассматриваемый способ не обеспечивает необходимую геометрическую точность фасонных полостей из-за размывов внешнего контура сферообразных лунок, а также не позволяет получать высокую чистоту обработки, так как шероховатость поверхности лунок в значительной степени зависит от ширины и ступенчатости токопроводящих колец электрода-инструмента.
Известен способ электрохимического формирования регулярного рельефа (2) на внутренней поверхности трубы путем перемещения электрода-инструмента относительно обрабатываемой детали с принудительной подачей электролита в зону обработки. Данный способ характеризуется тем, что с целью получения фасонных полостей с наименьшим расстоянием между ними формообразование осуществляют электродом-инструментом, рабочие участки которого расположены вдоль электрода с определенным шагом в зависимости от шага обрабатываемого рельефа и объединены в секции, при этом площадь рабочих участков в каждой секции уменьшается от ряда к ряду против направления подачи электрода-инструмента. Известному способу (2), выбранному в качестве прототипа, присущи недостатки описанного выше аналога, кроме того, указанные недостатки в наибольшей мере проявляются при обработке фасонных полостей в деталях из высокопрочного чугуна.
Задача изобретения заключается в повышении производительности формообразования фасонных полостей в 5-10 раз и качества обработанной поверхности в крупногабаритных цилиндрических деталях преимущественно из высокопрочного чугуна до значения величины параметра шероховатости поверхности Ra = 1,25 мкм. Механические способы обработки аналогичных деталей занимают до 10 смен, при этом качество поверхности не превышает Ra = 3,2 мкм и требует проведения дополнительной доводки.
Поставленная задача решается за счет того, что в способе электрохимической обработки фасонных полостей, включающем анодную обработку электрод-инструментом с принудительной подачей электролита в зону обработки, наружную поверхность детали предварительно экранируют диэлектрическим трафаретом, отверстия которого соответствуют по контуру фасонным полостям и выполнены с фасками под углом 45-55 градусов, при этом наибольшие размеры отверстий расположены с внутренней стороны трафарета, а анодную обработку ведут в ванне с электролитом сначала в режиме стационарной ванны, а при уменьшении силы тока на величину более 20 процентов от заданного значения осуществляют принудительную подачу электролита через полые элементы электрод-инструмента с помощью отверстий, выполненных в стенках указанных элементов и ориентированных таким образом, чтобы вектор направления струи электролита совпадал с линией, соединяющей ось отверстия с центром соответствующего отверстия трафарета, при этом деталь вращают относительно неподвижного электрод-инструмента, а межэлектродный зазор устанавливают равным 0,015-0,025 диаметра детали. При этом обработке подвергают преимущественно фасонные полости крупногабаритных деталей, например прокатных валков.
Технологические параметры заявленного способа и условия их осуществления определены расчетным путем и подтверждены экспериментально.
Выполнение отверстий в трафарете с фасками под углами 45 - 55o вызвано необходимостью обеспечения оптимального гидродинамического режима в зоне формирования фасонной полости, отверстие с фаской менее 45o приводит к нарушению геометрических параметров полости, а с фаской под углом более 55o - к образованию застойных зон по контуру обрабатываемой полости и скапливанию в них продуктов анодного растворения.
Обработка в режиме стационарной ванны до момента снижения силы тока более чем на 20% от первоначального заданного значения, когда происходит активное газовыделение и разрушение пассивной пленки, и последующая принудительная подача электролита в зону обработки обусловлены необходимостью выхода на оптимальный режим всего процесса формирования полостей.
Величина межэлектродного зазора в пределах от 0,015 до 0,025 диаметра обрабатываемой детали вызвана особенностью анодного растворения высокопрочных чугунов, имеющих многофазовую структуру. Зазор менее 0,015 диаметра детали приводит к снижению качества поверхности из-за разной скорости растворения отдельных фаз и увеличения шероховатости обрабатываемой поверхности. Зазор более 0,025 диаметра детали нецелесообразен по причине дополнительных энергозатрат, перегрева электролита и ухудшения качества поверхности полостей.
Способ поясняется чертежом, где изображена схема обработки фасонных полостей на цилиндрической детали (в поперечном сечении). Обрабатываемая деталь 1 погружается в ванну 2 с электролитом, зеркало которого поддерживается постоянным в процессе обработки. Наружная поверхность детали экранирована диэлектрическим трафаретом 3, в котором выполнены отверстия 4 с фасками. Деталь установлена с возможностью вращения относительно неподвижного электрода-инструмента 5, имеющего полые элементы 6, в стенках которых выполнены отверстия 7 для принудительной подачи электролита.
Пример. Обрабатывали прокатный валок диаметром 742,2 мм, длиной 2000 мм из высокопрочного чугуна твердостью HRCэ = 58-60 для производства листового рифленого проката, используемого в качестве настила палуб в кораблестроении. После обезжиривания на наружную поверхность валка монтировали диэлектрический трафарет из двух разъемных полуцилиндров, в которых отверстия выполнены с фаской под углом 45o при толщине трафарета 2,0 мм. Количество отверстий в экране-трафарете составило 50% от необходимого количества полостей-рифлей в валке по причине обеспечения необходимой конструкционной прочности трафарета, поэтому обработку валка производили в два этапа.
После закрепления экрана-трафарета на поверхности валка сборку устанавливали на опоры с погружением обрабатываемой поверхности в стационарную ванну из нержавеющей стали футорованную винипластом. Опоры выполнены с возможностью вертикального перемещения для регулировки межэлектродного зазора при обработке различных по размеру валков. Электрод-инструмент изготовлен из медных труб (Ду= 50), соединенных между собой медными полосами, и имеет длину, превышающую длину валка с возможностью регулирования по длине с помощью боковых диэлектрических прокладок. Трубы с обеих сторон соединены с емкостями-накопителями, в которые из бака емкостью 7 м3 через систему фильтров грубой и тонкой очистки центробежным насосом под давлением 1,0 - 1,8 МПа нагнетается электролит, по составу и концентрации идентичный электролиту стационарной ванны. В качестве электролита использовали водный раствор нейтральных солей. Для сброса и регулирования количества подаваемого электролита система снабжена байпасной магистралью.
Для поддержания зеркала электролита на постоянном уровне в стенках ванны по периметру выполнены сливные отверстия. Избыток электролита сливается в промежуточную емкость и затем перекачивается в центрифугу для очистки электролита от шлама. Принудительная подача электролита в зону обработки осуществляется через отверстия, выполненные в стенках медных труб в три ряда с шагом 35 мм по длине трубы, равным шагу рифлей на валке. Угол между рядами отверстий в поперечном сечении трубы составил 20o. Направление струи электролита непосредственно в каждую полость обеспечивает оптимальный гидродинамический режим и эффективное удаление продуктов анодного растворения из зоны обработки.
В качестве источника питания использовали модернизированный преобразователь постоянного тока типа ТВР-6300/48в. Технологические параметры обработки: сила тока 5000-5300 А, напряжение 29-34 В, время обработки в режиме стационарной ванны 0,1-0,2 ч, температура электролита 16-45oC, машинное время обработки валка 6-7 ч.
После обработки поверхность валка подвергли шлифованию на величину припуска по диаметру 0,2 мм и получили готовый валок с чистовым диаметром 742 мм.
Использование способа обеспечивает обработку фасонных полостей в крупногабаритных деталях типа прокатных валков из высокопрочного чугуна с геометрической точностью полости по контуру в пределах ±0,15 мм и шероховатостью обработанной поверхности Ra= 1,5-2,5 мкм, что соответствует 6 - 7 классу чистоты. Кроме того, заявляемый способ позволяет снизить трудоемкость изготовления прокатных валков более чем в 10 раз по сравнению с механическим методом изготовления.
Источники информации
1. Авт. свид. N 1692779, B 23 H 3/04, 1991.
2. Авт. свид. N 1775249, B 23 H 9/04, 1992.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ | 1999 |
|
RU2175032C2 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ТОКА | 2001 |
|
RU2184180C1 |
| УСТРОЙСТВО ДЛЯ ПРОТОЧНОГО ХРОМИРОВАНИЯ | 1999 |
|
RU2175033C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1994 |
|
RU2078654C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАТИРОВАНИЯ ВАЛКОВ | 2001 |
|
RU2196666C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩИХ ГРАНЕЙ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2150358C1 |
| Установка для нанесения гальванических покрытий на мелкие детали | 1985 |
|
SU1258897A2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
Изобретение относится к области размерной обработки металлов и может быть использовано, например, для изготовления рифлей на крупногабаритных прокатных валках из высокопрочного чугуна. Сущность изобретения заключается в том, что поверхность детали экранируют диэлектрическим трафаретом, отверстия которого соответствуют по контуру обрабатываемым фасонным полостям и выполнены с фасками под углом 45-55°, при этом наибольшие размеры отверстий расположены с внутренней стороны трафарета, деталь имеет возможность вращения относительно неподвижного электрода-инструмента, после ее загрузки в ванну с электролитом и установки межэлектродного зазора, равным 0,015-0,025 диаметра детали, начинают анодную обработку в режиме стационарной ванны, а при уменьшении силы тока на величину более 20% от первоначально заданного значения осуществляют принудительную подачу электролита в зону обработки. Электролит подают через полые элементы электрода-инструмента с помощью отверстий, выполненных в стенках указанных элементов таким образом, чтобы вектор направления струи электролита совпадал с линией, соединяющей ось отверстия с центром соответствующего отверстия трафарета. Способ позволяет осуществить снижение трудоемкости изготовления деталей из высокопрочного чугуна более чем в 10 раз по сравнению с механическим способом. 1 з.п.ф-лы, 1 ил.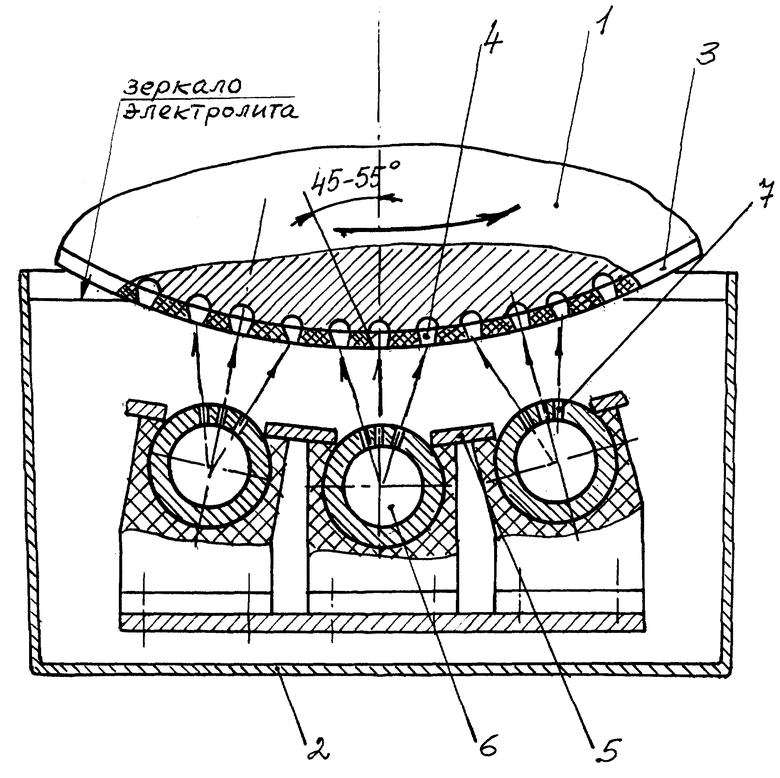
| Способ электрохимического формообразования регулярного рельефа | 1990 |
|
SU1775249A1 |
| Способ электрохимической обработки внутренних цилиндрических поверхностей | 1989 |
|
SU1692779A1 |
| DE 3446629 A1, 03.07.1986 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| DE 1962469, 01.09.1978. | |||
