Предлагаемое изобретение относится к сварочному производству и может быть использовано в различных отраслях промышленности, таких как: самолетостроение, судостроение, химическое и энергетическое машиностроение. Применение сварных конструкций из разнородных материалов обеспечивает снижение веса изделий и экономию дорогостоящих материалов, что в ряде случаев имеет решающее значение.
Известен способ сварного соединения разнородных металлических материалов (US 2010/0233501. Compositions and methods for dissimilar material welding). Для того чтобы избежать образования закалочных структур, интерметаллидных выделений и, таким образом, трещин, между соединяемыми деталями вваривается промежуточная вставка, изготовленная сваркой трением, при которой образование сварного соединения происходит за счет взаимного перемещении под давлением свариваемых изделий относительно друг друга. Сама вставка может затем быть присоединена к соответствующим концам свариваемых деталей любым известным способом соединения однородных материалов. Также для изготовления вставки возможно использование и других видов сварки в твердой фазе: холодной, диффузионной сварки, сварки взрывом, кузнечной сварки, сварки давлением деталей, с помощью такой вставки швы имеют высокое качество, являются более однородными и существует меньшая возможность разрушения соединения в связи с высоким качеством процесса сварки трением.
Однако указанный способ имеет существенный недостаток, который заключается в следующем. При соединении частей вставки в зоне контакта развивается высокая температура. При соединении разнородных материалов (например, алюминия и титана) это может привести к образованию хрупких интерметаллических соединений.
Этот недостаток был учтен и исправлен в способе сварного соединения разнородных металлических материалов, являющемся прототипом (US 7,752,728. Method of producing material composite with explosion-welded intermediate piece). Согласно этому способу для соединения разнородных материалов необходимо изготовить вставку, но соединять части вставки необходимо сваркой взрывом.
Неподвижную и метаемую пластины располагают под определенным углом и на некотором расстоянии друг от друга. На метаемую пластину укладывают заряд взрывчатого вещества. В вершине угла метаемой пластины устанавливают детонатор и инициируют его. После инициирования взрыва детонация распространяется по заряду взрывчатого вещества со скоростью нескольких тысяч метров в секунду. Под действием высокого давления расширяющихся продуктов взрыва метаемая пластина приобретает скорость порядка нескольких сотен метров в секунду и соударяется с неподвижной пластиной.
Соударение метаемой пластины и основания сопровождается пластической деформацией, вызывающей местный нагрев поверхностных слоев металла. В результате деформации и нагрева происходит физический контакт, активация свариваемых поверхностей и образуется соединение.
Ввиду большой скорости нагружения и высоких давлений при сварке в зоне контакта хрупкие фазы чаще всего не успевают образоваться или образуются в малых количествах и получившееся таким образом соединение обладает более высокими прочностными характеристиками.
Однако при реализации данного способа полученная вставка устанавливается плоскостью соединения перпендикулярно продольной оси соединяемых заготовок. При этом характер расположения волн сварного соединения частей вставки не обеспечивает механического зацепления их относительно друг друга. Таким образом, в случае соединения материалов, склонных к образованию интерметаллидных и других хрупких фаз в зоне сварки, при приложении нагрузки в продольном направлении существует вероятность разрушения соединения по сварному соединению. Поэтому прочностные характеристики соединения (предел текучести и временное сопротивление разрушению) являются недостаточно высокими для обеспечения высокой надежности эксплуатации конструкции, содержащей такое сварное соединение. Кроме того, при реализации прототипа для изготовления вставки необходимо соединять толстые пластины, т.к. нагрев при последующем сваривании вставки с соединяемыми заготовками также вызывает в нем интенсивную диффузию и образование интерметаллидов и других хрупких фаз.
Задачей предлагаемого изобретения является создание способа сварного соединения из разнородных материалов, который повышает прочностные характеристики соединения.
Поставленная задача достигается тем, что в способе сварного соединения разнородных металлических материалов, по которому соединение заготовок из разнородных материалов осуществляют через промежуточную вставку, изготовленную методом сварки взрывом из разнородных материалов, соответствующих по химическому составу материалам соединяемых заготовок, таким образом, что плоскость соединения частей вставки располагают под углом менее 90° относительно продольной оси соединяемых заготовок, обеспечивающим механическое зацепление волн сварного соединения.
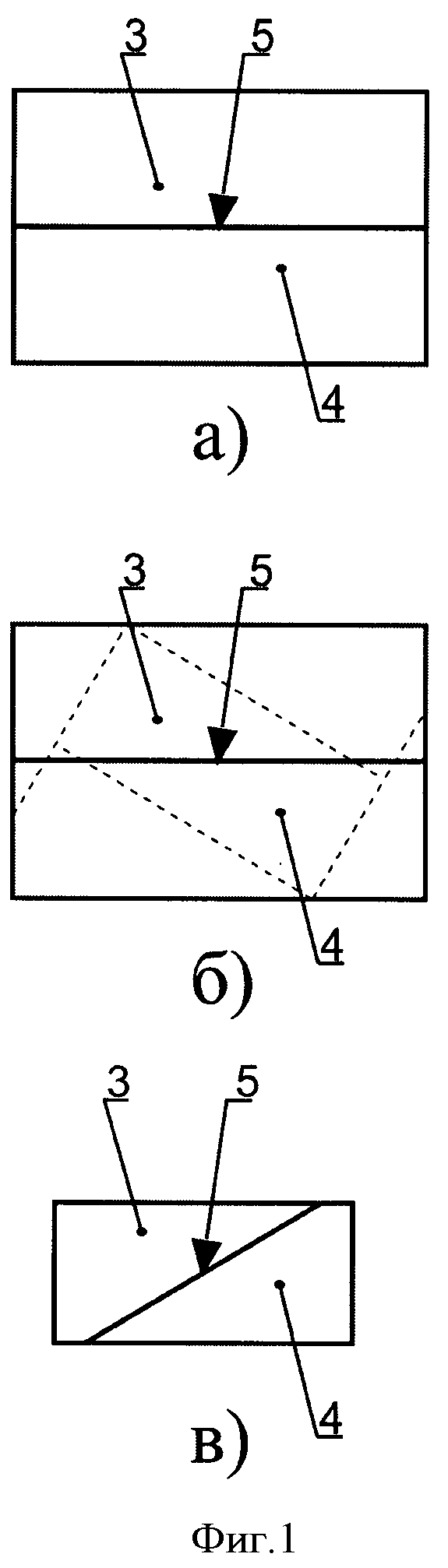
На фиг.1 показана схема сварного соединения для реализации предлагаемого способа, где а, б, в, г - этапы выполнения предлагаемого способа.
На чертеже между соединяемыми заготовками 1 и 2 последовательно располагается дополнительная вставка, состоящая со стороны заготовки 1 из материала, аналогичного материалу заготовки 3, а со стороны заготовки 2 из материала, аналогичного материалу заготовки 4.
Способ осуществляется следующим образом. На первом этапе изготавливается вставка, состоящая из двух частей. Для этого пластины 3 и 4, отожженные при соответствующих этим материалам режимах, соединяются между собой при помощи сварки взрывом для образования сварного соединения 5. Затем полученная заготовка стачивается или разрезается согласно чертежу. Также следует вырезать вставку таким образом, чтобы по ее краям оставались площадки, обеспечивающие соединение материала заготовки лишь с аналогичным ей материалом вставки, что исключает образование соединения разнородных материалов при сваривании заготовок и вставки. При этом длина вставки должна быть достаточной, чтобы обеспечить требуемый угол плоскости соединения (менее 90°) между частями 3 и 4 вставки относительно продольной оси соединяемых заготовок для обеспечения механического зацепления одной заготовки 3 относительно другой 4, а также для предотвращения диффузии в зоне соединения 5 и образования в ней хрупких интерметаллидных фаз. Таким образом, получается биметаллическая вставка, имеющая с одной стороны свободную поверхность из материала 3, аналогичного материалу заготовки 1, а с другой стороны свободную поверхность из материала 4, аналогичного материалу заготовки 2. Следующим этапом является соединение вставки с соответствующими концами соединяемых заготовок и формирование сварных швов 6 и 7. Для этого может использоваться абсолютно любой тип сварки, в том числе используемый для соединения однородных материалов.
Таким образом, при реализации предлагаемого способа необходимо приварить дополнительную вставку. Указанная технология изготовления и конструкция вставки позволяет повысить прочностные характеристики сварного соединения самой вставки и конструкции в целом. При реализации прототипа для изготовления вставки необходимо соединять толстые пластины, т.к. нагрев при последующем сваривании вставки с соединяемыми заготовками вызывает в нем интенсивную диффузию и образование интерметаллидных и других хрупких фаз. Сварное соединение вставки, описываемой в являющемся прототипом способе соединения разнородных материалов, расположено перпендикулярно продольной оси соединяемых заготовок.
В предлагаемом способе за счет особенности расположения волн, обеспечивающих механическое зацепление частей вставки друг за друга, достигаются прочностные характеристики соединения (предел текучести и временное сопротивление разрушению), являющиеся достаточно высокими для обеспечения требуемой надежности эксплуатации конструкции, содержащей такое сварное соединение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСТАВКА ДЛЯ СВАРКИ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2651101C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2311274C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2012 |
|
RU2516179C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2017 |
|
RU2673595C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН - СТАЛЬ | 2005 |
|
RU2293004C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2563407C1 |
| Способ получения износостойкого покрытия на поверхности титановой пластины | 2018 |
|
RU2688791C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МЕДНО-АЛЮМИНИЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2399470C1 |
Изобретение может быть использовано при изготовлении сварных конструкций из разнородных материалов, в частности, в самолетостроении, судостроении, химическом и энергетическом машиностроении. Соединение заготовок из разнородных материалов осуществляют через промежуточную вставку, изготовленную из двух пластин методом сварки взрывом из разнородных материалов, соответствующих по химическому составу материалам соединяемых заготовок. С помощью механической обработки вставки после ее изготовления взрывом получают наклонную плоскость соединения ее частей с образованием на одном ее конце поверхности материала, соответствующего материалу одной из свариваемых заготовок, а на другом конце - поверхности материала, соответствующего материалу другой из свариваемых заготовок. В предлагаемом способе за счет особенности расположения волн, обеспечивающих механическое зацепление частей вставки друг за друга, достигаются прочностные характеристики соединения, в частности предел текучести и временное сопротивление разрушению, обеспечивающие требуемую надежность эксплуатации конструкции. 4 ил.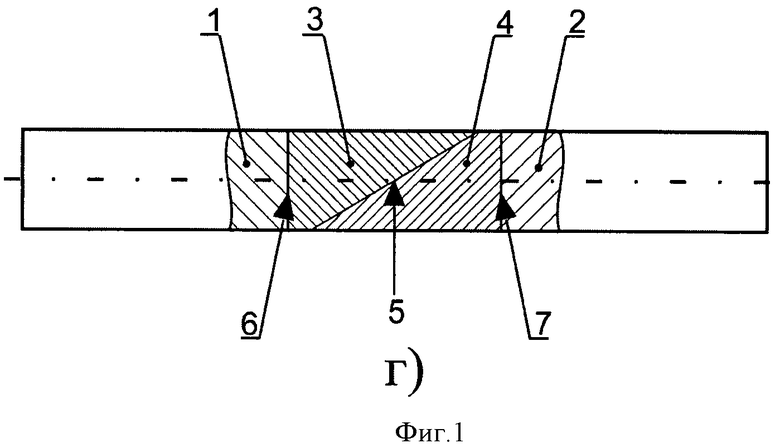
Способ получения сварного соединения заготовок из разнородных металлических материалов, при котором осуществляют их сварку через промежуточную вставку, состоящую из двух частей, изготовленную из разнородных материалов, соответствующих по химическому составу материалам соединяемых заготовок, отличающийся тем, что вставку изготавливают из двух пластин путем сварки взрывом и последующей механической обработки с получением наклонной плоскости соединения ее упомянутых частей.
| US 7752728 В2, 13.07.2010 | |||
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 0 |
|
SU196534A1 |
| Способ соединения титановых сплавов с алюминиевыми | 1974 |
|
SU562392A1 |
| US 2010233501 А1, 16.09.2010. | |||

