Предлагаемое изобретение относится к сварочному производству и может быть использовано в различных отраслях промышленного производства, в том числе в химическом машиностроении, энергетическом машиностроении, самолетостроении.
Сварные конструкции, изготовленные из разнородных материалов, позволяют снизить вес изделий и обеспечивают экономию дорогостоящих материалов, что в ряде случаев имеет решающее значение. Проблема сварки разнородных материалов заключается в хрупкости получаемых сварных швов, что связано с формированием в условиях высокотемпературного воздействия интерметаллидов и других охрупчивающих фаз. Во многих случаях эта проблема может быть решена лишь при использовании специальных промежуточных вставок.
Известна вставка для сварки разнородных металлических материалов (патент US 7,752,728. Method of producing material composite with explosion-welded intermediate piece), состоящая из двух элементов и изготовленная из биметаллической заготовки, полученной в процессе сварки взрывом пластин из разнородных материалов. Для получения биметаллической заготовки неподвижную и метаемую пластины, изготовленные из разнородных материалов, располагают под определенным углом и на некотором расстоянии друг от друга. На метаемую пластину укладывают заряд взрывчатого вещества. В вершине угла метаемой пластины устанавливают детонатор и инициируют его. После инициирования взрыва метаемая пластина приобретает скорость порядка нескольких сотен метров в секунду и соударяется с неподвижной пластиной. Соударение метаемой пластины и основания сопровождается пластической деформацией, вызывающей местный нагрев поверхностных слоев металла. В результате деформации и нагрева возникает плотный физический контакт пластин, происходит активация свариваемых поверхностей и образуется биметаллическая заготовка. В большинстве случаев граница между соединяемыми пластинами в биметаллической заготовке имеет волнообразную форму. Промежуточную вставку необходимых размеров получают резкой из двухслойной биметаллической заготовки. Полученная таким образом вставка затем присоединяется к соответствующим концам свариваемых деталей любым известным способом соединения однородных материалов.
Однако конструкция данной вставки предполагает, что плоскость соединения входящих в нее пластин из разнородных материалов перпендикулярна продольной оси соединяемых заготовок. При этом особенность расположения волн сварного соединения частей вставки не обеспечивает их механического зацепления относительно друг друга при приложении растягивающей нагрузки. Таким образом, в случае соединения материалов, склонных к образованию интерметаллидных и других хрупких фаз, при приложении нагрузки в продольном направлении существует вероятность хрупкого разрушения соединения по сварному шву между пластинами из разнородных материалов. Поэтому предел прочности сварной конструкции, полученной с использованием такой вставки, недостаточен для обеспечения высокой надежности изделия при его эксплуатации. Кроме того, для получения такой вставки необходимо соединять толстые пластины, т.к. нагрев при последующей сварке вставки с соединяемыми заготовками также вызывает в зоне соединения разнородных материалов интенсивную диффузию и образование интерметаллидных и других хрупких фаз, ослабляющих сварное соединение. Чем тоньше пластины, используемые для изготовления вставки, тем сильнее прогревается она и тем интенсивнее образуются интерметаллиды и другие хрупкие фазы, ослабляющие сварной шов.
Кроме того, известна вставка для сварки разнородных материалов, являющаяся прототипом предлагаемого изобретения, на которой реализован способ получения сварного соединения разнородных металлических материалов (патент RU 2470755). Вставка получена сваркой взрывом и состоит из двух элементов из соответствующих по химическому составу материалов соединяемых заготовок с косо расположенным относительно продольной оси заготовок швом. При этом края вставки, соединяемые с заготовками, включают только материал, аналогичный привариваемой заготовке.
Однако указанная вставка несимметрична относительно продольной силы, что является причиной изгиба вставки и возникновения напряжений, ослабляющих сварное соединение. Также при формировании между элементами вставки охрупчивающих фаз площадь контакта элементов, определяемая толщиной пластин и углом их соединения, не обеспечивает требуемый уровень прочностных свойств сварного соединения.
Задачей (технический результат) предлагаемого изобретения является повышение прочностных свойств сварных соединений разнородных материалов.
Поставленная задача достигается тем, что во вставке, содержащей два элемента из соответствующих по химическому составу материалов свариваемых заготовок, один из указанных элементов выполнен в виде пластины, с одной стороны имеющей форму симметрично заостренного клина относительно продольной оси заготовок, а второй элемент с вырезом по форме клина состоит из двух одинаковых пластин, расположенных также симметрично относительно продольной оси свариваемых заготовок.
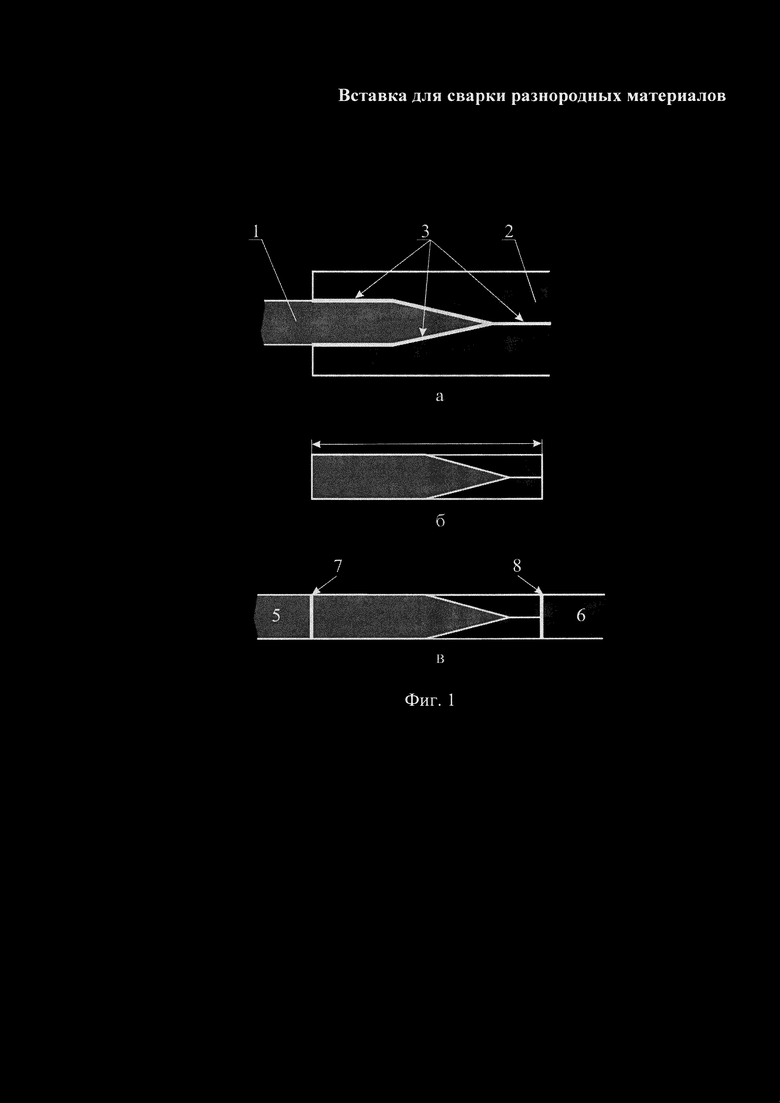
На фиг. 1 приведен общий вид предлагаемой вставки. Вставка содержит элемент 1, который с одной стороны выполнен симметрично заостренным относительно продольной оси свариваемых заготовок. Элемент 2 выполнен из двух однородных пластин, причем соединение трех пластин осуществляют одновременно с образованием симметрично расположенных швов 3 с образованием выреза, соответствующего клину 1 элемента (фиг. 1 а). Элементы 1 и 2 выполнены из материалов, соответствующих по химическому составу свариваемым заготовкам 5 и 6. При необходимости, вставку обрезают до нужных размеров (фиг. 1 б) и производят сварку разнородных заготовок, формируя сварные швы 7 и 8 (фиг. 1 в).
Указанная конструкция вставки увеличивает площадь контакта разнородных элементов вставки. Формируемые швы располагаются симметрично относительно продольной оси заготовок, при этом в случае продольного нагружения сформированные сваркой взрывом клинообразные швы позволяют исключить боковой изгиб, что имеет принципиальное значение с позиции обеспечения прочностных свойств вставки. Таким образом, предлагаемое изобретение позволяет повысить прочность соединения разнородных материалов. Кроме того, такая конструкция позволяет сформировать вставку для сварки заготовок любой толщины, в том числе и разнородных по толщине заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ РАЗНОРОДНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2011 |
|
RU2470755C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2311274C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2012 |
|
RU2516179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2417868C2 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2017 |
|
RU2673595C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| Способ соединения титановых сплавов с алюминиевыми | 1974 |
|
SU562392A1 |
| Способ сварного соединения крестовины из марганцовистой стали с рельсом из углеродистой стали | 2022 |
|
RU2774792C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2007 |
|
RU2343055C1 |
Изобретение может быть использовано для сварки разнородных материалов. Вставка для размещения между свариваемыми заготовками содержит два соединенных между собой элемента, выполненных из материалов, соответствующих по химическому составу материалам свариваемых заготовок. Один из указанных элементов выполнен в виде пластины, имеющей с одной стороны форму клина, симметрично заостренного относительно продольной оси вставки. Второй элемент состоит из двух одинаковых пластин, расположенных симметрично относительно продольной оси вставки и соединенных между собой с образованием соответствующего выреза по форме упомянутого клина. Все пластины соединены между собой сваркой взрывом. Изобретение позволяет повысить прочностные свойства сварных соединений из разнородных материалов. 1 ил.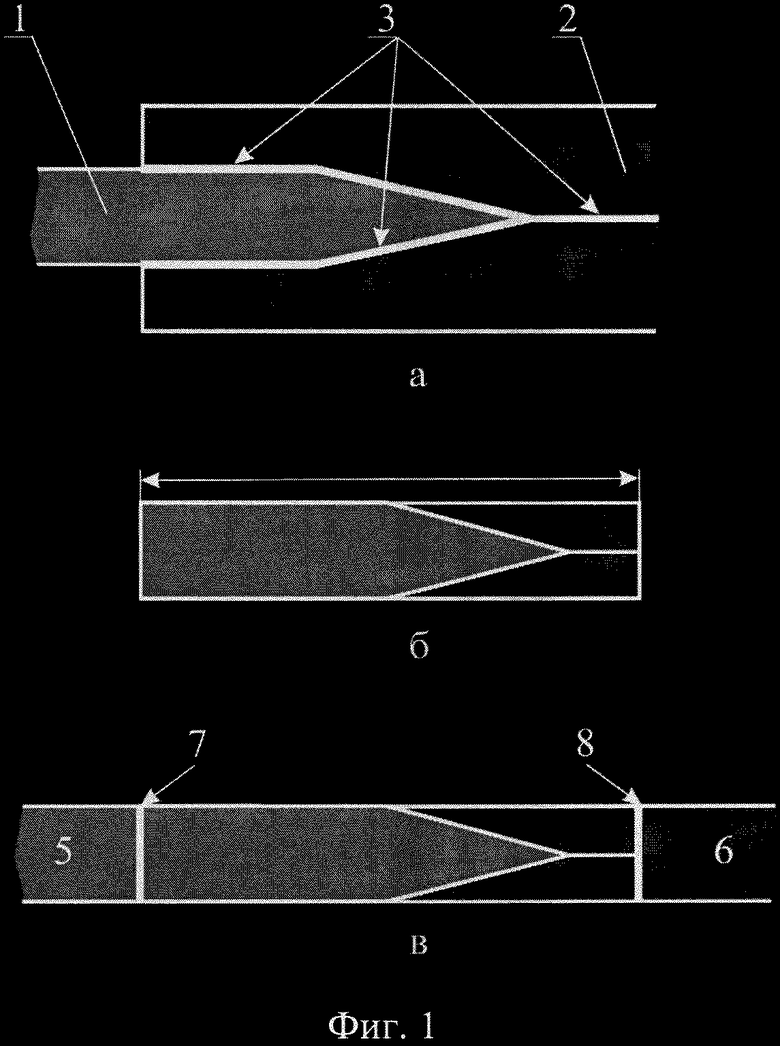
Вставка для сварки разнородных материалов, содержащая два соединенных между собой элемента, выполненных из материалов, соответствующих по химическому составу материалам свариваемых заготовок, отличающаяся тем, что один из указанных элементов выполнен в виде пластины, имеющей с одной стороны форму клина, симметрично заостренного относительно продольной оси вставки, а второй элемент состоит из двух одинаковых пластин, расположенных симметрично относительно продольной оси вставки и соединенных между собой с образованием соответствующего выреза по форме упомянутого клина.
| ВАКУУМНАЯ ОБОЛОЧКА РЕНТГЕНОВСКОГО ЭЛЕКТРОННО-ОПТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 1998 |
|
RU2152100C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ РАЗНОРОДНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2011 |
|
RU2470755C2 |
| Способ диффузионной сварки внахлестку труб | 1983 |
|
SU1166948A1 |
| ТЕРМОСТОЙКАЯ БИМЕТАЛЛИЧЕСКАЯ ВСТАВКА | 2006 |
|
RU2318670C2 |
| US 2007056650 A1, 15.03.2007. | |||

