Изобретение относится к области сварки взрывом и может быть использовано при изготовлении биметаллических заготовок и переходных элементов преимущественно из трудносвариваемых толстолистовых разнородных металлов для цветной металлургии, нефтехимического машиностроения, судостроения и электротехники.
Известен способ сварки взрывом (авт.свидетельство №1503185, МПК В23К 20/08, опубл. 27.05.99), при котором с целью повышения качества сварного соединения путем дополнительного нагрева метаемой пластины и исключения дистанционных элементов, предварительно метаемую пластину устанавливают в контакте с неподвижной пластиной, на которую воздействуют импульсным магнитным полем. Недостатком данного способа является невысокая прочность соединения из-за изменения детонационных характеристик взрывчатого вещества и пластических свойств свариваемых заготовок в результате воздействия на них высоких температур, а также склонности при нагревах ряда разнородных пар металлов к образованию хрупких интерметаллидных прослоек и оплавов, резко снижающих прочность соединения. Кроме того, данный способ требует повышенного расхода заряда взрывчатого вещества (ВВ), т.к. при сварке взрывом толстолистовых разнородных металлов с резко отличающимися физико-механическими свойствами (например, алюминий-сталь) для того, чтобы продеформировать более твердый металл свариваемой пары необходимо увеличивать скорость соударения, а это, в свою очередь, потребует увеличения высоты и веса заряда.
Известен способ сварки взрывом (патент РФ №2270741, МПК В23К 20/08, опубл. 27.02.2006), при котором с целью повышения точности определения параметров сварки взрывом и качества сварного шва боковой поверхности неподвижного листа на заданном расстоянии устанавливают стержневые датчики, выполненные высотой, увеличивающейся в направлении, перпендикулярном направлению волны детонации, с возможностью контактирования их концов с метаемым листом при инициировании заряда ВВ. Недостатком данного способа является повышенный расход металла и взрывчатки из-за увеличения размеров бокового нависания заряда ВВ и, соответственно, увеличения размеров метаемой заготовки, что связано с необходимостью исключения отрицательного влияния волн боковой разгрузки на краевых участках и обеспечения равномерного импульса давления продуктов детонации по всей площади биметалла. Кроме того, данный способ очень трудоемок, имеет низкую производительность при высокой себестоимости изготовления биметалла вследствие применения дорогостоящей электронной измерительно-регистрационной аппаратуры, ее настройки и сложного монтажа электропроводной сети.
Известен способ сварки взрывом (Э. Картон, М. Стуивинга / Нидерланды // Автоматическая сварка, 2009, №11, с. 57-60), при котором неподвижную вольфрамовую пластину предварительно нагревают через нержавеющую плиту, подсоединенную проводником к нагревателю; при достижении вольфрамовой пластины заданной температуры ее перемещают под метаемую медную пластину с зарядом ВВ, а затем осуществляют его инициирование во взрывной камере. Недостатком данного способа является невозможность сварки толстолистовых крупногабаритных пластин, т.к. сварка производится только во взрывной камере, эксплуатация которой имеет существенные ограничения по допускаемой мощности взрывчатки и размерам свариваемых заготовок. Кроме того, данный способ трудоемок и имеет высокую себестоимость изготовления биметалла вследствие применения одноразового дорогостоящего устройства для перемещения неподвижной пластины, которое после подрыва заряда ВВ значительно деформируется и практически восстановлению не подлежит.
Известен способ изготовления сваркой взрывом плоской биметаллической заготовки (патент РФ №2397850, МПК В23К 20/08, опубл. 27.08.2010), включающий установку с зазором метаемой пластины над неподвижной пластиной и инициирование заряда взрывчатого вещества, при котором скорость пластической деформации снижают с помощью демпфирующего средства, размещающегося под неподвижной пластиной, состоящего из легко деформируемой прослойки и искусственной опорной площадки, при этом используют легко деформируемую прослойку, обладающую способностью изменять агрегатное состояние под действием давления, т.е. способностью самовоспламеняться от резкого сжатия и за счет сгорания продуктов создавать «газовый демпфер». Недостатком данного способа является некачественная сварка толстолистовых крупногабаритных пластин, т.к. при сгорании самовоспламеняющейся прослойки эффект «газового демпфера» практически не действует из-за невозможности подъема и придания вертикальной скорости тяжелой неподвижной пластине вследствие недостаточной величины энергии газового потока, а при увеличении этой энергии возрастает скорость соударения свариваемых пластин, что, соответственно, приводит к образованию на границе соединения большого количества хрупкого оплавленного металла, снижающего прочность биметалла.
Наиболее близким по технической сущности является способ комбинированной сварки взрывом (патент РФ №2516179, МПК В23К 20/08, опубл. 20.05.2014), включающий установку метаемой пластины над неподвижной пластиной с зазором и инициирование расположенного на ней заряда взрывчатого вещества, при этом одновременно с инициированием заряда к торцу неподвижной пластины подают ультразвуковые колебания в направлении, противоположном направлению детонации, с амплитудой не более трех высот волн, образующихся в сварном соединении. Недостатком данного способа является низкая прочность при сварке взрывом толстолистовых разнородных металлов с резко отличающимися физико-механическими свойствами (например, алюминий-сталь) из-за образования в зоне соединения хрупких интерметаллидов, неметаллических включений и оплавов, резко снижающих прочность соединения, что связано с наличием тонкой оксидной пленки, которая появляется на поверхности алюминия моментально несмотря на его зачистку перед сваркой.
В связи с этим актуальной задачей является разработка нового способа комбинированной сварки взрывом, позволяющего изготавливать высококачественный и экономически выгодный биметалл из трудносвариваемых толстолистовых разнородных металлов, обеспечивая высокую прочность и стабильную структуру соединения при минимальном расходе взрывчатых веществ.
Технический результат, который обеспечивается при осуществлении изобретения, - увеличение прочности соединения, уменьшение количества оплавов и неметаллических включений, а также снижение расхода взрывчатых веществ.
Поставленный технический результат достигается тем, что в способе комбинированной сварки взрывом, включающем установку метаемой пластины над неподвижной пластиной с зазором и инициирование расположенного на ней заряда взрывчатого вещества, одновременно с инициированием заряда к торцу неподвижной пластины подают ультразвуковые колебания в направлении, противоположном направлению детонации, при этом ультразвуковые колебания подают одновременно к торцам неподвижной и метаемой пластин, а между последней и зарядом располагают демпфирующую прослойку толщиной 0,2-0,4 толщины заряда, состоящую из резиновой прокладки и слоя пенополипропилена.
В отличие от прототипа в заявляемом способе ультразвуковые колебания подают одновременно к торцам неподвижной и метаемой пластин, а между последней и зарядом располагают демпфирующую прослойку толщиной 0,2-0,4 высоты заряда, состоящую из резиновой прокладки и слоя пенополипропилена.
Подача ультразвуковых колебаний одновременно к торцам неподвижной и метаемой пластин позволяет повысить прочность соединения и стабилизировать структуру за счет активации атомов, разрушения окисных пленок и сглаживания микронеровностей в поверхностных слоях как неподвижной так и в метаемой пластинах, способствуя тем самым к сближению межатомного расстояния и увеличению площади физического контакта свариваемых поверхностей металлов, а также минимизировать количество оплавленного металла в зоне соединения вследствие снижения высоты заряда ВВ, что приводит, соответственно, к уменьшению тепловложения и энергии, затрачиваемой на пластическую сдвиговую свариваемых металлов.
Расположение между метаемой пластиной и зарядом демпфирующей прослойки, состоящей из резиновой прокладки и слоя пенополипропилена позволяет погасить воздействие ультразвуковых колебаний на уплотнение и изменение плотности заряда ВВ вследствие чего скорость детонации и режимы взрывного нагружения остаются постоянными в заданных параметрах в течение всего процесса сварки взрывом, а также защитить поверхность метаемой пластины от воздействия продуктов взрыва, которые при больших зарядах ВВ могут привести к образованию дефектов в виде наплывов, волнистости и растрескиванию.
Выполнение демпфирующей прослойки толщиной 0,2-0,4 высоты заряда позволит повысить прочность и качество биметалла за счет исключения возможности влияния ультразвуковых колебаний на изменение плотности заряда ВВ и защиты поверхности метаемой пластины от воздействия продуктов взрыва. При выполнении демпфирующей прослойки толщиной меньше 0,2 высоты заряда не удается полностью погасить воздействие ультразвуковых колебаний на изменение плотности заряда ВВ и защитить поверхность метаемой пластины от воздействия продуктов взрыва, в результате чего происходит уплотнение взрывчатки и рост скорости детонации, приводящие к увеличению скорости соударения и образованию хрупких оплавов, снижающих прочность соединения. При выполнении демпфирующей прослойки толщиной больше 0,4 высоты заряда происходит снижение прочности соединения из-за недостаточной величины энергии пластической деформации вследствие расположения заряда ВВ на достаточно удаленном расстоянии от метаемой пластины, что приводит к снижению давления продуктов взрыва.
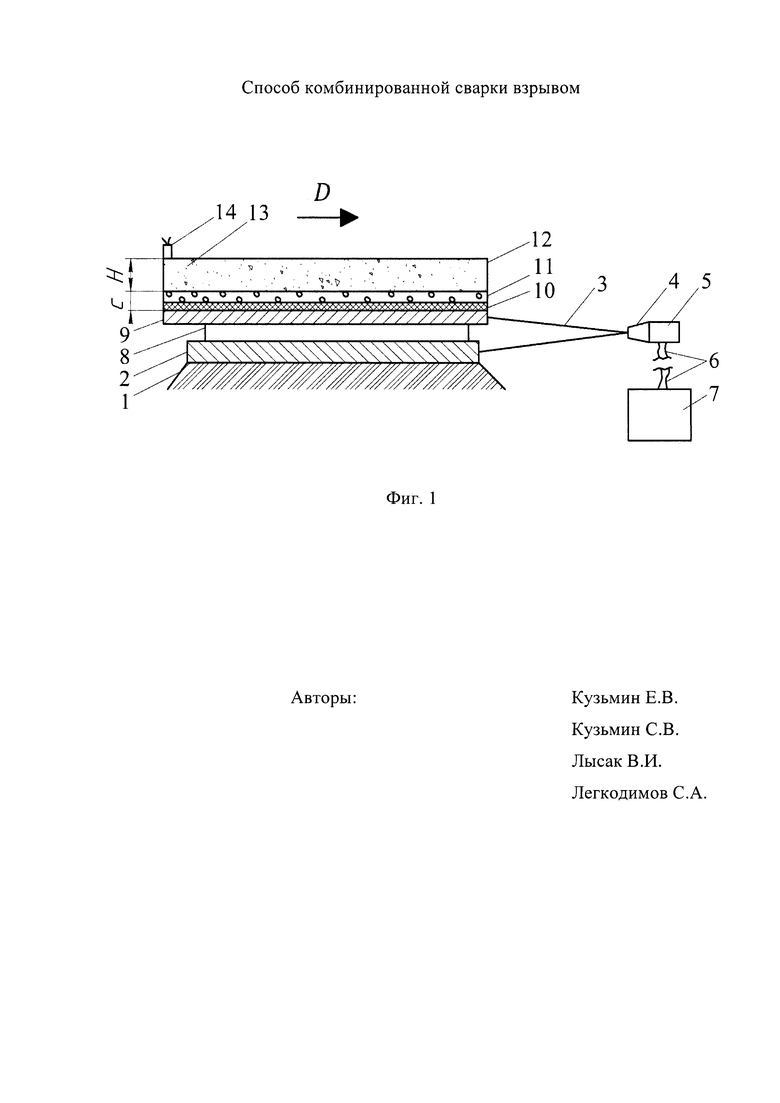
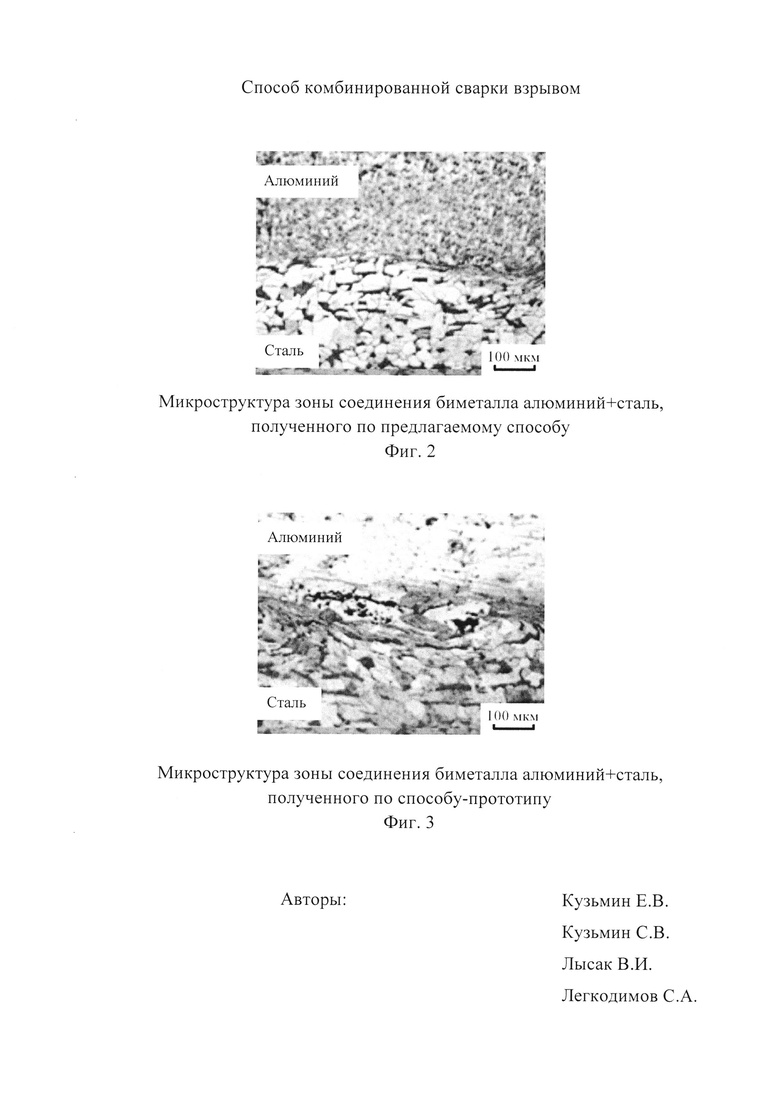
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена схема комбинированной сварки взрывом, в которой к торцам неподвижной и метаемой пластин подают ультразвуковые колебания; на фиг. 2 -микроструктура зоны соединения биметалла алюминий+сталь, полученного по предлагаемому способу; на фиг. 3-микроструктура зоны соединения биметалла алюминий+сталь, полученного по способу-прототипу.
Способ осуществляется следующим образом (фиг. 1). Во взрывной камере (или на полигоне) на сформированное песчаное основание 1 укладывают неподвижную пластину 2, к торцу которой последовательно подсоединяют стержень 3, волновод 4 и пьезокерамический преобразователь 5. С помощью магистральных проводов 6 преобразователь подключают к ультразвуковому генератору 7, удаленному на безопасное расстояние. Затем по углам неподвижной пластины выставляют опорные фиксаторы 8, устанавливают на них метаемый лист 9, к торцу которого подсоединяют стержень 3, соединенный с волноводом 4. Сверху на метаемый лист 9 укладывают демпфирующую прослойку, состоящую из резиновой прокладки 10 и слоя пенополипропилена 11, на ней размещают картонный контейнер 12, в который засыпают взрывчатое вещество 13 и вставляют электродетонатор 14. После сборки пакета монтируют электрическую цепь, подключая ее к взрывной машинке, а затем включают ультразвуковой генератор 7 и производят инициирование заряда ВВ, в результате которого происходит одновременно процесс сварки взрывом с ультразвуковой обработкой свариваемых металлов. Пример исполнения.
Предлагаемый способ комбинированной сварки взрывом опробовали при изготовлении биметалла алюминий+сталь толщинами 20+20 мм. Сборку пакета производили во взрывной камере согласно схеме, приведенной на фиг. 1, в которой ультразвуковые колебания подают одновременно к торцам неподвижной и метаемой пластин, а между последней и зарядом располагают демпфирующую прослойку толщиной 0,2-0,4 высоты заряда, состоящую из резиновой прокладки и слоя пенополипропилена.
Полученные по предлагаемому способу биметаллические заготовки алюминий+сталь разрезались на образцы для проведения механических испытаний и металлографических исследований. Данные о влиянии амплитуды и времени подачи ультразвуковых колебаний на качество сваренного взрывом биметалла алюминий+сталь приведены в табл.1.
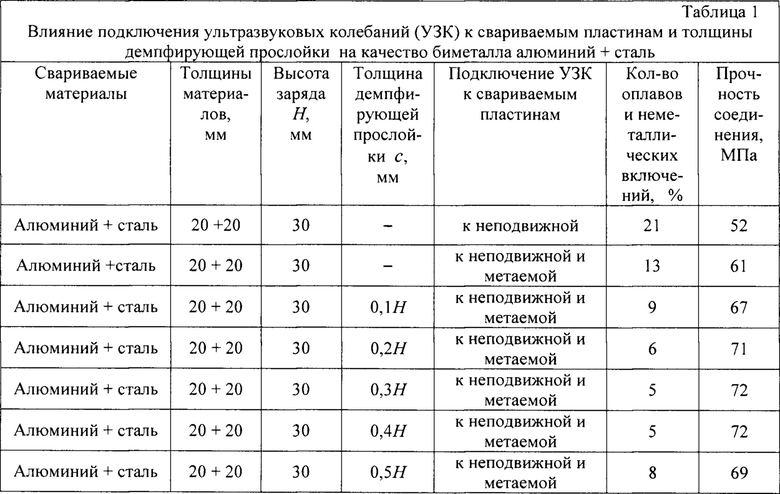
Результаты проведенных исследований показали, что при подаче ультразвуковых колебаний одновременно к торцам неподвижной и метаемой пластин, при этом между последней и зарядом располагали демпфирующую прослойку толщиной 0,2-0,4 высоты заряда, состоящую из резиновой прокладки и слоя пенополипропилена, была получена самая высокая прочность соединения (71-72 МПа) и качество сваренного взрывом толстолистового биметалла алюминий+сталь с минимальным количеством оплавов (5-6%) за счет эффективной подготовки к сварке поверхностных слоев неподвижной и метаемой пластин путем активации атомов, разрушения окисных пленок и сглаживания микронеровностей, а также за счет исключения возможности влияния ультразвуковых колебаний на изменение плотности заряда ВВ и защиты поверхности метаемой пластины от воздействия продуктов взрыва.
Сравнение качества сварки и экономической эффективности изготовления биметалла производили на примере сварки взрывом толстолистовой пары алюминий+сталь, полученных по предлагаемому способу и способу-прототипу. Сравнительные данные механических испытаний, металлографических исследований и расхода ВВ сваренного биметалла алюминий+сталь приведены в табл. 2 и на фиг. 2 и 3.
Полученные результаты исследований показали, что способ комбинированной сварки взрывом по сравнению с прототипом позволил получить стабильную микроструктуру и более высокую прочность соединения без поверхностных дефектов при существенной экономии расхода взрывчатых веществ. Так, биметалл алюминий+сталь, полученный по предлагаемому способу имел высокую прочность соединения (72 МПа), стабильную структуру с минимальным количеством оплавов и неметаллических включений (~5%) при сравнительно небольшом расходе ВВ, равным 3,4 кг (табл. 2, фиг. 2), в то время как биметалл алюминий+сталь, полученный по способу-прототипу, имел меньшую прочность соединения
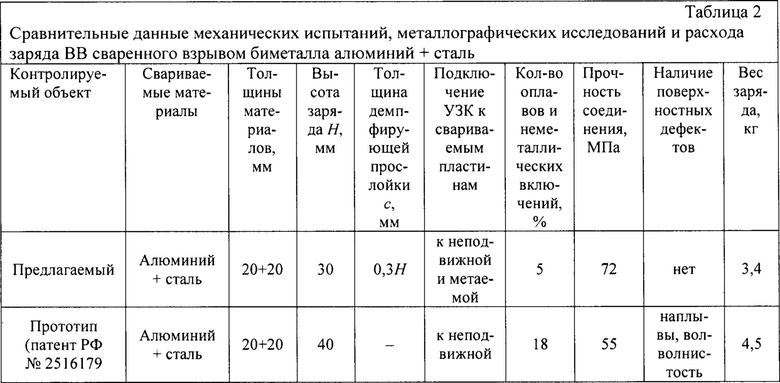
(55 МПа), нестабильную структуру с большим количеством оплавов и неметаллических включений (18%) при повышенном расходе взрывчатых веществ (более чем на 30%, табл. 2, фиг. 3).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2012 |
|
RU2516179C1 |
| Способ сварки взрывом титана с алюминиево-магниевым сплавом | 2021 |
|
RU2767327C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| Способ сварки взрывом фольг | 2024 |
|
RU2833612C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2017 |
|
RU2695855C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН - СТАЛЬ | 2005 |
|
RU2293004C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МАТЕРИАЛА | 2013 |
|
RU2560472C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2417868C2 |
| Способ получения износостойких покрытий на поверхностях пластин из меди и алюминиевого сплава | 2019 |
|
RU2711284C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
Изобретение может быть использовано при изготовлении сваркой взрывом биметаллических заготовок и переходных элементов, преимущественно из трудносвариваемых толстолистовых разнородных металлов. Метаемую пластину устанавливают над неподвижной пластиной с зазором и инициируют расположенный на ней заряд взрывчатого вещества. Одновременно с инициированием заряда к торцам неподвижной и метаемой пластин подают ультразвуковые колебания в направлении, противоположном направлению детонации. Между метаемой пластиной и зарядом располагают демпфирующую прослойку, состоящую из резиновой прокладки и слоя пенополипропилена. Толщина прослойки составляет 0,2-0,4 от толщины заряда. Изобретение обеспечивает увеличение прочности соединения, уменьшение количества оплавов и неметаллических включений, а также снижение расхода взрывчатых веществ. 3 ил., 2 табл.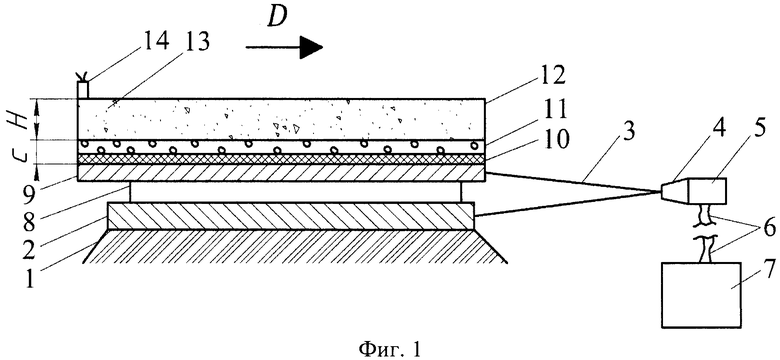
Способ комбинированной сварки взрывом, включающий установку метаемой пластины над неподвижной пластиной с зазором и инициирование расположенного на ней заряда взрывчатого вещества, при этом одновременно с инициированием заряда к торцу неподвижной пластины подают ультразвуковые колебания в направлении, противоположном направлению детонации, отличающийся тем, что ультразвуковые колебания подают одновременно к торцам неподвижной и метаемой пластин, а между последней и зарядом располагают демпфирующую прослойку толщиной 0,2-0,4 высоты заряда, состоящую из резиновой прокладки и слоя пенополипропилена.
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2012 |
|
RU2516179C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВ КОМПОЗИЦИОННОГО МАТЕРИАЛА СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2453409C2 |
| ВОДОПОДЪЕМНИК ЗАМЕЩЕНИЯ | 1956 |
|
SU140332A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МАТЕРИАЛА | 2013 |
|
RU2560472C2 |
| JP 0061144287 A, 01.07.1986. | |||

