1
Изобретение относится к созданию рациональных, сварных конструкций в различных областях промышленности и техники за счет применения комбинированных деталей и узлов из разнородных металлов к спла ВОВ. Одной из наиболее важных проблем современной сварочной техники является сварка разнородных металлов. Однако непосредственная сваока разнороднь1х металлов, на11римео алюминий- итан, алюминий- сталь и других, сопряжена со значительны- ными ТРУДНОСТЯМИ, обусловленными большим различием физико-химических и механичес- ких свойств сваринаемьогх металлор.Т звестен способ соединения деталей из разнородных металлов сваркой паавлением . через сваренную взрывом биметаллическую вставку с мягкой прослойкой l.
При этом вставку применяют неодинакового поперечного сечения со свариваемыми деталями, что приводит к увеличению веса и габаритов конструкции, а также к увеличению трудоемкости ее изготовления.
Известный способ не позволяет получать сварные конструкции оптимальных размеров
и свойств, что обусловлено исподьзоЁаниём вставок бальших,размеров, чем свариваемы детали, приводящих к увеличению веса ко струкции и повышению трудоемкости ее иэготовления.
Это обу словлено нерациональным выбором толщины .прослойки, применяемой в биметаллической вставке.
Целью изобретения является, во-первых повышение прочности сварной конструкции до уровня временного сопротивления алкьминневого сплава за счет применения т№тано-алюминиевой вставки, равнопрочной алюминиевому сплаву; во-вторых, упрощение конструкции и уменьшение ее веса и снижение трудоемкости ее изготовления за счет применения вставки одинакового поперечного сечения со свариваемыми деталями.
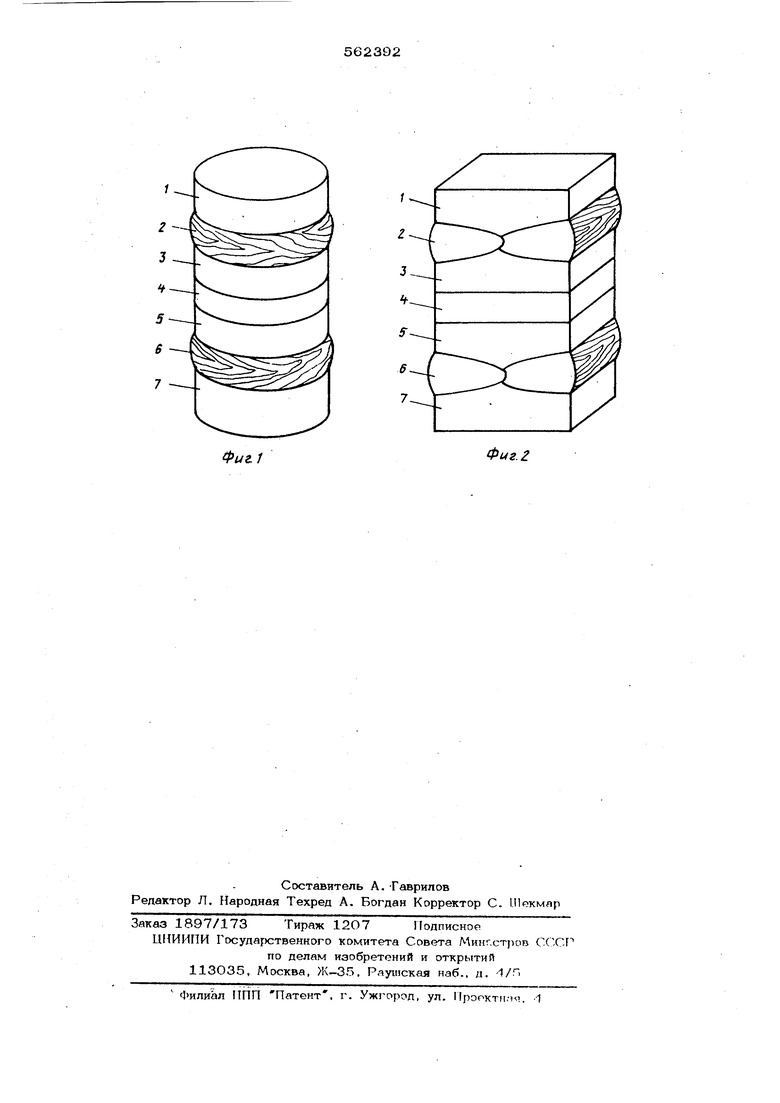
По преддоженнрму способу соединения титановых сплавов с алюминиевыми сварку осуществлйют через вставку, равнопрочную алюминиевому сплаву, одинакового сочеппя со свариваемыми детшшми, причем тол.лии мягкой прослойки вставки определяют по -Следующей зв симости Г-./6; ft й-т)где h - тояшина мягкой прослойки, d - диаметр или ширина переходника, временное сопротивление соответственно к 51гкой прослойки и алюминиег вого сплава. Предложенный способ соединения титановых сплавов с алюминиевыми основан на эффекте контактного упрочнения мягкой пр .сглойки который заключается в способности металла мягкой прослойки увеличивать свою прочность при уменьшении ее толщины, что обусловлено изменением напряженного состояния в прослойке. Новизной предложенного способа являет ся обнаружение новой экспериментальной зависимости прочности титано-алюминиевой композиции от относительной толщины мяг кой прослойки, позволяющей обнаружить условие равнопрочности композиционного соединения одному из металлов, выраженной новой зависимостью в виде отношения прочностных свойств алюминиевого сплава и мягкой прослойки. На фиг,1 изображен сварной титано-алю миниевый узел, полученный сваркой плавлением с использованием вставки круглого сечения; на фиг.2 - то же, с использованием вставки квадратного сечения. На чертеже показаны свариваемая деталь 1 из алюминиевого сплава, сварной алю миниевый шов 2, составляющие С5лой встав ки 3-5, соответственно -алюминиевый сплав, мягкая прослойка, титановый сплав, сварной титановый шов 6, свариваемая деталь 7 из титанового сплава, Сущность предлагаемого способа заллючается в том, что между свариваемыми деталями из алюминиевого сплава и тита- нового сплаве 7 вводится б1 металлинеска вставка с мягкой прослойкой, полученная сваркой взрывом, одинакового поперечного сечения со свариваемыми деталями, Для обеспечения условия равнопрочноо ти сварного узла алюминиевому сплаву за счет использования эффекта контактного упрочнения мягкой прослойки составл5шлди слои биметаллической вставки: алюминиевого сплава 3 и титанового сплава 5 свариваются сваркой взрывом через мягкую прослойку 4 регулируемой тсивдины, зав сяшей от поперечного размера свариваемы деталей и соотнршеш15г временных сопротивлений алюминиевого сплава и мягкой рослойки, опредедяемой по следующей заисимости 61 e i Mdгде d - диаметр или ширина вставки, ( v(( временное сопротивление соотве ственно алюминиевого сплава и мягкой прослойки. Разработанный способ позволяет получать рациональные конструкции и узлы специального назначения из титановых и алюминиевых сплавов с заранее заданнь1ми свойствами, равнопрочные алюминиевому сплаву при одновременном упрощении сварной конструкции, с ниже НИИ веса и трудоемкости ее изготовления. Пример. Получение разнородного сварного узла из титана ВТ6С и алюминиевого сплава Д20 плавлением круглого сечения диаметром 6 мм с использованием титано-алюминиевой вставки с прослойкой из алюминия АД1, полученной сваркой взрывом. Схема этого узла иллюстрируется на фиг.1. Прочностные характеристики используемых ИСХОДНЫХ материаловследующие: ВТ6САД1Д20 Временное сопротивле- HHedg , кг/мм 1ОО818 Пластины из титанового сплава ВТ6С толщиной 10-20 мм плакируются 2 мм алюминием на следующих режимах: Высота заряда ВВ30 мм Скорость детонации ВВ 1800-21ООм/сек Скорость соударения 45О-550 м/сек. Осуществляют фрезеровку алюминия до толщины О, 36 мм. Толщину мягкой прослойки оставляют меньшей критической, определенной по выше приведенной формуле. Подготовленная таким образом заготовка плакируется алюминиевым сплавом Д20 толщиной 1О-15 мм на следующих режимах:Высота заряда ВВ 60-8О мм Скорость детонации ВВ190а-22ООм/сек Скорость соударения 48О-600 м/сек. Из полученных трехслойных композиционных заготовок вырезают вставку диаметром 6 мм. Получение титано-алюминиевой вставки сваркой взрывом через толдину мягкой прослойки равной 0,36 мм возможно также следуюншм способом. Для этого алюминиевый сплав Д2О плакируется прокаткой алюминием ЛД1 толщины. Подготовленные таким ром пластины из сплава Д20 свариваются взрьшом 6 титановыми заготовками на режимах, указанных вьиие. Вставка вваривается сваркой плавлением между алюминиевыми и титановыми деталями. Режимы аргоно-дуговой сварки плавящи ся электродом со стороны сплава Д2О следующие140-22О А 2U-36 м/час Скорость сварки Скорость подачи 21О-250 м/час проволоки Диаметр провол 1,6-2,0 мм. Сварка под слоем фшоса титанового сплаосуществляется на следующих режимах: 270-290 Напряжение дуги 30-32 В CKopocib сварки 50 м/час Скорость подачи 16О-165 м/час одной проволоки Диаметр электродной роволоки Результаты испытаний полученного узла, редставленные в таблице, показывают, выокое качество данного узо
Продолжение таблицы


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2311274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| Способ сварки взрывом титана с алюминиево-магниевым сплавом | 2021 |
|
RU2767327C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807243C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА СВАРКОЙ ВЗРЫВОМ | 2004 |
|
RU2270742C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807248C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2407640C2 |
| БИМЕТАЛЛ ПОВЫШЕННОЙ ПРОЧНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2315697C2 |
0,2 7
100
22,0 8
круглый
100
28
8
плавлением через сваренную взрывом биметаллическую вставку компактного сечения с мягкой прослойкой, отличающий с я тем, что, с целью уменьшения веса,. упрощения сварной конструкции, а также снижения трудоемкости, сварку осущест&ляют через вставку, равнопрочЕогю алюминиевому сплаву, одинакового сечения со свариваемыми деталями причем топшику мягкой прослойки вставки определ51ют по следующей зависимости:
22по алюминиевомусплаву
0,40
19, 3 по алю0,30 минию
28
по алюмнниевому
сплаву
0,40
22 по алюминию 0,21
где h - толщина мягкой /фоспойки;
/ d i - диаметр или щирина переходника; 93 nd J - временное сопротивление соответ ственно мягкой прослойки и алюминиевого сплава.
Источники информации, принятые во BEIHмание при экспертизе:
Фиг. 1
Фчг.2
