ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу получения композиционного материала и устройству для его осуществления.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
«Наносшивание» волоконных композиционных материалов с помощью выровненных углеродных нанотрубок (CNT) описано в расширенном реферате докторской диссертации «Chemical, Mechanical and Thermal Control of Substrate-Bound Carbon Nanotube Growth», Anastasios John Hart, декабрь 2006. Этот документ доступен онлайн по адресу:
pergatory.mit.edu/ajhart/research/documents/ajhart_phdthesisextendedabstract_jan07.pdf.
Последовательные слои волоконных композиционных материалов соединяют выровненными углеродными нанотрубками (CNT), преимущественно перпендикулярными поверхности волокна.
Хотя в соответствии с такими технологиями соединяют последовательные слои композиционного материала, указанные технологии не могут обеспечить непрерывное соединение между двумя сторонами композиционного материала, поскольку слои CNT не перекрываются. Кроме того, указанные технологии не рассматривают фундаментальные проблемы изготовления только нанокомпозиционных структур; а именно полное диспергирование (распределение) с выравниванием и оптимизированным соединением. В этой области остаются значительные проблемы, как указано в работе «Two defining moments: A personal view by Prof. Alan H. Windle», Alan H. Windle, Composites Science and Technology 67 (2007) 929-930: «… нам необходимо получить материалы, содержащие высокообъемную фракцию нанотрубок, являющихся одновременно прямыми и очень хорошо выровненными. Это будет означать радикально иной подход к простому смешиванию (или ультразвуковому диспергированию) углеродных нанотрубок (CNT) с полимерным расплавом или смолой, как если бы они были основным магическим наполнителем».
В статье «Fabrication of composite microstructures by capillarity-driven wetting of aligned carbon nanotubes with polymers», E.J.Garcia, A.J.Hart, B.L.Wardle and A.H.Slocum, опубликованной 23 марта 2007 в журнале Nanotechnology 18 (2007) 165602 (11 рр) doi:10.1088/0957-4484/18/16/165602, IOР PUBLISHING NANOTECHNOLOGY, описывается взаимодействие или смачивание лесов длинных выровненных CNT термореактивными полимерами. Описывается способ погружения, при котором силиконовую подложку со столбиками CNT сначала помещают на площадку, позволяющую осуществлять перемещение по оси z. Под площадкой помещают маленькую ванну, содержащую полимер. Площадку опускают до тех пор, пока верхняя поверхность элементов CNT не войдет в контакт с полимером в ванне. В этот момент всасывающие силы, созданные капиллярным эффектом, втягивают полимер в контакт со всей подложкой, полностью погружая столбик CNT. Затем площадку отделяют от ванны.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом настоящего изобретения предлагается способ получения композиционного материала, включающий в себя следующие этапы: создание первого слоя армирующих элементов с жидким материалом матрицы в промежуточных зазорах между армирующими элементами; погружение второго слоя армирующих элементов в жидкий материал матрицы в промежуточных зазорах, так что армирующие элементы второго слоя частично внедряются в первый слой армирующих элементов и частично выступают из первого слоя армирующих элементов; пропитывание выступающих частей армирующих элементов второго слоя жидким материалом матрицы и отверждение жидкого материала матрицы.
Настоящее изобретение обеспечивает степень перекрытия соседних слоев армирования, при которой армирующие элементы при необходимости могут формировать непрерывное соединение одной стороны композиционного материала с другой его стороной.
Кроме того, настоящее изобретение позволяет изготавливать второй слой армирующих элементов (и необязательно также первый слой) предварительно, то есть удаленно от жидкого материала матрицы. Это позволяет изготавливать армирующие элементы при высоких температурах вплоть до приблизительно 1400°С, значительно превышающих температуры, необходимые для отверждения некоторых типов жидкого материала матрицы, таких как жидкий эпоксидный полимер (жидкая эпоксидная смола).
Материал может иметь только два слоя, но более предпочтительно способ также включает в себя добавление одного или более дополнительных слоев армирующих элементов, причем каждый слой добавляют путем погружения дополнительного слоя в жидкий материал матрицы в промежуточных зазорах предшествующего слоя, так что армирующие элементы дополнительного слоя частично внедряются в предшествующий слой армирующих элементов и частично выступают из предшествующего слоя армирующих элементов, пропитывание выступающих частей армирующих элементов дополнительного слоя жидким материалом матрицы и отверждение жидкого материала матрицы.
В соответствии с вариантами осуществления настоящего изобретения, которые будут описаны ниже, жидкий материал матрицы в промежуточных зазорах отверждают перед пропитыванием выступающих частей армирующих элементов второго слоя жидким материалом матрицы. Это позволяет отверждать жидкий материал матрицы как последовательность слоев, причем каждый из слоев отверждают в разное время. Преимущество такого послойного отверждения состоит в том, что каждый из отвержденных слоев может иметь другую форму поперечного сечения, размер или конфигурацию, что позволяет вырастить деталь «в готовой форме» путем аддитивного изготовления. Однако настоящее изобретение распространяется также на способы нанесения, при которых весь жидкий материал матрицы в композиционном материале отверждается одновременно. То есть каждый из последовательных слоев жидкого материала матрицы остается неотвержденным до окончания изготовления детали, а затем деталь нагревают для отверждения матрицы в процессе одного этапа отверждения.
Помимо изменения формы, размера или конфигурации отдельных матричных слоев, по меньшей мере, два из слоев армирующих элементов могут отличаться друг от друга (т.е. быть разными, например иметь разную форму, размер, плотность или конфигурацию, или разное направление выравнивания армирующих элементов). Это позволяет наращивать армирующие слои как «готовую форму», а также изменять армирующие свойства материала разных слоев.
Предпочтительно способ дополнительно включает в себя подвешивание второго слоя армирующих элементов на устройстве переноса при их погружении в жидкий материал матрицы и отделение устройства переноса от второго слоя армирующих элементов после их погружения в жидкий материал матрицы. Устройство переноса можно отделять от второго слоя армирующих элементов до или после отверждения жидкого материала матрицы в промежуточных зазорах. В последнем случае жидкий материал матрицы в промежуточных зазорах можно отверждать путем местного нагрева устройства переноса.
Армирующие элементы второго слоя можно выращивать на подложке и затем перемещать на устройство переноса. Однако более предпочтительно выращивать второй слой армирующих элементов на устройстве переноса.
Жидкий материал матрицы можно отверждать с помощью электромагнитного излучения, такого как сканирующий лазерный луч или луч другого излучения. Это позволяет отверждать матрицу избирательно, то есть желаемой формы, размера или конфигурации.
Предпочтительно армирующие элементы имеют удлиненную структуру, такую как трубки, волокна или пластины. Армирующие элементы могут являться сплошными или трубчатыми. Например, армирующие элементы могут содержать одностеночные углеродные нанотрубки; многостеночные углеродные нанотрубки, углеродные нановолокна или CNT, покрытые слоем аморфного углерода. В этом случае промежуточные зазоры могут находиться между отдельными углеродными нанотрубками или нановолокнами или между пучками таких нанотрубок или нановолокон.
Предпочтительно, по меньшей мере, один из армирующих слоев содержит армирующие элементы, имеющие аспектное отношение больше 100, предпочтительно больше 1000 и наиболее предпочтительно больше 106.
Предпочтительно части армирующих элементов, внедренные во второй слой, имеют аспектное отношение больше 100, предпочтительно больше 1000. Предпочтительно отношение между длиной внедренных частей и длиной выступающих частей составляет менее 1%, хотя отношение может быть и больше (возможно до 50%), если необходимо повысить плотность материала.
Предпочтительно, по меньшей мере, один из армирующих слоев содержит армирующие элементы, диаметр которых составляет меньше 100 нм.
Армирующие элементы могут быть сформированы из любого материала, такого как карбид кремния или окись алюминия, но предпочтительно армирующие элементы формируют из углерода. Это является предпочтительным благодаря прочности и жесткости связи углерод-углерод.
Армирующие элементы могут проходить параллельно плоскости соответствующего слоя, но более предпочтительно армирующие элементы проходят в направлении, непараллельном плоскости соответствующего слоя. Наиболее предпочтительно, по меньшей мере, некоторые из армирующих элементов проходят приблизительно под прямыми углами к плоскости соответствующего слоя.
В соответствии со вторым аспектом настоящего изобретения предлагается устройство для получения композиционного материала, содержащее:
- ванну с жидким материалом матрицы;
- платформу формирования в ванне с жидким материалом матрицы;
- механизм переноса для переноса последовательности слоев армирующих элементов на платформу формирования, и
- средства для отверждения жидкого материала матрицы на платформе формирования.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Ниже будут подробно описаны варианты осуществления настоящего изобретения со ссылками на прилагаемые чертежи.
На фиг.1 схематично представлены камера ALM (аддитивного изготовления слоев) и камера CVD-CNT (выращивания углеродных нанотрубок методом химического осаждения из газовой фазы).
На фиг.2 представлено осаждение первого каталитического слоя.
На фиг.3 представлен рост первого слоя CNT.
На фиг.4 представлено открывание дверей между камерами.
На фиг.5 представлено перемещение устройства переноса в камеру ALM.
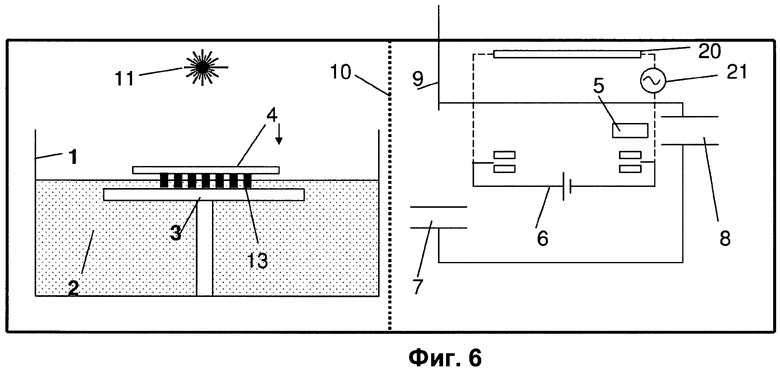
На фиг.6 представлено опускание вершин CNT в жидкий полимер.
На фиг.7 представлен подъем устройства переноса.
На фиг.8 представлено возвращение устройства переноса в камеру CVD-CNT.
На фиг.9 представлено лазерное сканирование для избирательного отверждения первого слоя полимера (смолы).
На фиг.10а представлена платформа формирования, опущенная в жидкий полимер (смолу).
На фиг.10b представлена в увеличенном масштабе платформа формирования после ее опускания, как показано на фиг.10а.
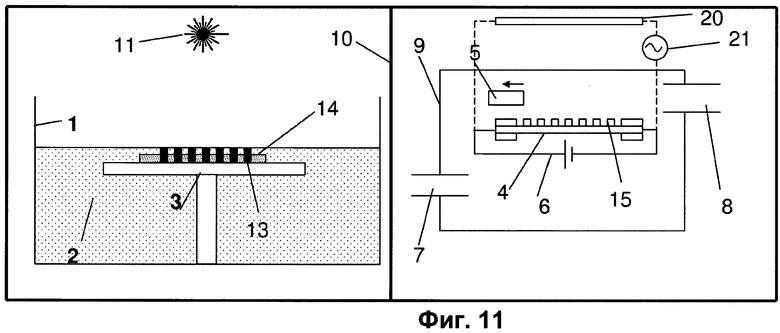
На фиг.11 представлено осаждение второго каталитического слоя.
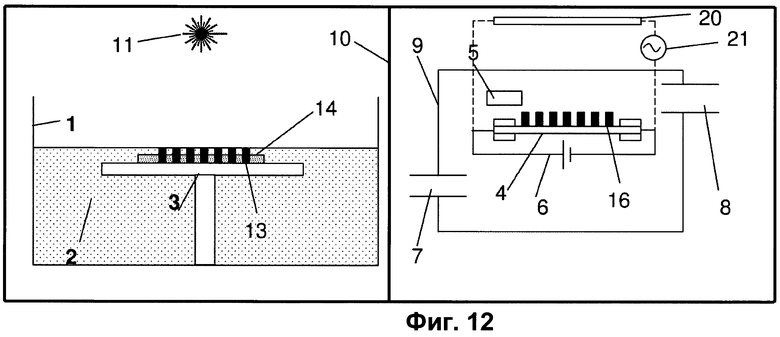
На фиг.12 представлен рост второго слоя CNT.
На фиг.13 представлено открывание дверей между камерами.
На фиг.14 представлено перемещение устройства переноса в камеру ALM.
На фиг.15а представлено опускание вершин CNT в промежуточные зазоры первого слоя.
На фиг.15b представлена в увеличенном масштабе платформа формирования после переноса второго слоя CNT, как показано на фиг.15а.
На фиг.16 представлен подъем устройства переноса.
На фиг.17 представлено устройство переноса, возвращенное в камеру CVD-CNT.
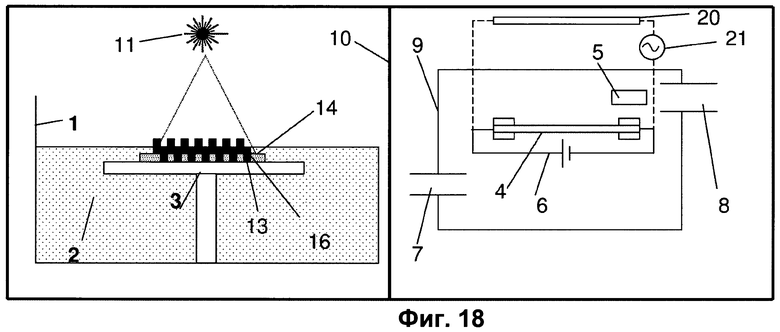
На фиг.18 представлено лазерное сканирование для избирательного отверждения второго слоя полимера.
На фиг.19а представлена платформа формирования, опущенная в жидкий полимер.
На фиг.19b представлена в увеличенном масштабе платформа формирования после ее опускания, как показано на фиг.19а.
На фиг.20 схематически представлена деталь из композиционного материала после добавления третьего слоя.
На фиг.21 представлено поперечное сечение по линии А-А по фиг.20.
На фиг.22 представлено поперечное сечение по линии А-А по фиг.20 с альтернативным распределением CNT.
На фиг.23 представлена принципиальная схема устройства для изготовления композиционного материала из блочного полимера с выровненными углеродными нанотрубками (CNT).
На фиг.14-42 представлены различные этапы способа получения с помощью устройства по фиг.23.
На фиг.43 схематически представлены камера ALM и набор камер CVD-CNT.
СВЕДЕНИЯ. ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 представлена принципиальная схема, представляющая камеру аддитивного формирования слоев (ALM) на чертеже слева и камеру выращивания углеродных нанотрубок методом химического осаждения из газовой фазы (CVD-CNT) на чертеже справа. Две указанные камеры отделены друг от друга дверью 10.
Камера ALM содержит бак 1, содержащий неотвержденный жидкий фотоотверждающийся полимер 2. Платформа формирования установлена в баке 1 и может перемещаться вверх и вниз по мере необходимости.
Камера CVD-CNT содержит силиконовое устройство 4 переноса, соединенное с цепью 6 электрического нагрева. Камера имеет подачу 7 газа, выпуск 8 газа и дверь 9.
На фиг.2 система 5 осаждения катализатора осаждает на силиконовое устройство 4 переноса каталитический материал 12 с заданной формой, конфигурацией и плотностью. Система 5 может содержать печатающую головку, разбрызгивающую множество коллоидных капель на устройство 4 переноса, и при испарении коллоида частицы металлического катализатора, взвешенные в коллоидных каплях, осаждаются. Частицами катализатора может являться, например, металл, предпочтительно переходные металлы Fe, Ni или Со, или их смесь. В качестве альтернативы система 5 может осаждать катализатор другим способом, таким как испарение металла.
После осаждения катализатора и последующей обработки катализатора путем комбинации нагрева и окисления и восстановления с помощью газообразных кислорода и водорода слой CNT 13 выращивают с помощью процесса осаждения из газовой фазы, как показано на фиг.3. В частности, в камеру CVD-CNT через подачу газа вводят газообразный углерод, и устройство 4 переноса местно нагревают с помощью цепи 6 электронагрева. Более конкретно, цепь 6 создает в устройстве 4 переноса электрический ток, который резистивно нагревает его. Росту нанотрубок способствует генерирование плазмы в камере с помощью электрода 20, питаемого от источника питания 21.
В представленном примере CNT 13 являются выровненными и проходят приблизительно под прямыми углами к плоскости соответствующего слоя. Однако положение электрода 20 можно изменить, так чтобы CNT 13 проходили под углом (предпочтительно от 45 до 90 градусов) к плоскости соответствующего слоя.
На фиг.4 можно видеть, что после выращивания первого слоя CNT 13 двери 9, 10 между камерами открывают, позволяя отсоединить устройство 4 переноса от цепи 6 резистивного нагрева, повернуть на 180 градусов и переместить в камеру ALM, как показано на фиг.5.
На фиг.6 видно, что устройство 4 переноса затем опускают таким образом, что вершины CNT 13 проникают в тонкий слой жидкого полимера над платформой 3 формирования. Сильное поверхностное взаимодействие вызывает капиллярный эффект, приводя к затеканию жидкого полимера в промежуточные зазоры между CNT. Первый слой CNT 13 проникает только частично, так что основания волокон выступают из поверхности полимерного слоя.
На следующем этапе, представленном на фиг.7, устройство 4 переноса удаляют. CNT 13 остаются внедренными в полимерный слой в результате поверхностных взаимодействий.
CNT 13 можно выращивать с помощью механизма «роста оснований», как описано в расширенном реферате докторской диссертации «Chemical, Mechanical and Thermal Control of Substrate-Bound Carbon Nanotube Growth», Anastasios John Hart, декабрь 2006. В этом случае CNT 13 прикрепляют к устройству 4 переноса с помощью каталитических частиц, которые остаются соединенными с устройством 4 переноса после его отделения от слоя CNT 13. Предпочтительно указанный слой каталитических частиц затем удаляют с помощью кислотной промывки (если его нельзя повторно использовать для выращивания следующего слоя CNT).
В качестве альтернативы CNT 13 можно выращивать с помощью «вершинного» механизма, в соответствии с которым частицы катализатора переносят на композиционный материал. Это может являться нежелательным (из-за веса каталитических частиц) или желательным, если каталитические частицы обеспечивают какое-то предпочтительное свойство композиционного материала.
Как показано на фиг.8, устройство 4 переноса затем возвращают в камеру CVD-CNT и двери 9, 10 закрываются.
На фиг.9 и 10а представлен лазер 11, приведенный в действие и сканирующий поверхность слоя CNT 13 для избирательного отверждения зон полимера, в результате чего получают базовый слой, содержащий сшитый и отвержденный слой 14 полимерной матрицы, окружающий слой CNT 13. Затем платформу 3 формирования опускают в массу жидкого полимера 2, как показано на фиг.10а и 10b, обеспечивая течение жидкого полимера по поверхности базового слоя в промежуточные зазоры 18 между CNT 13, выступающими из матричного слоя 14.
Следует отметить, что ширина и длина CNT 13, представленных на фиг.10а, даны не в масштабе. На практике диаметр нанотрубок значительно меньше, чем пространство между соседними нанотрубками. Фиг.10b является несколько более представительной, показывая зазоры большего размера между нанотрубками (хотя, тем не менее, не в реальном масштабе, поскольку аспектное отношение нанотрубок может составлять 107 или более (диаметр 10 нм и длина 100 мкм)).
Затем процесс повторяют, как показано на фиг.11-19. Затем второй слой катализатора осаждают, как показано на фиг.11 (при условии, что существующий каталитический слой не применяют повторно), и второй слой CNT 16 выращивают, как показано на фиг.12. Затем второй слой 16 переносят в камеру ALM, как показано на фиг.14, и опускают, как показано на фиг.15а, так что вершины CNT 16 проникают в слой жидкого полимера 2. Погружаясь в слой жидкого полимера 2, волокна второго слоя 16 также частично внедряются в первый слой CNT 13 и частично выступают из первого слоя CNT 13. Как показано на фиг.15b, вершины CNT 16 второго слоя проникают в промежуточные зазоры 18 между CNT 13 первого слоя, формируя зону перекрытия. Капиллярный эффект приводит к затеканию жидкого полимера поверх вершин CNT 13, как показано на фиг.15b. В действительности капиллярный эффект может привести к затеканию жидкости дальше, чем показано на фиг.15b, возможно до основания CNT 16 близко к устройству 4 перемещения.
Следует отметить, что степень перекрытия двух слоев (то есть отношение длины внедренных частей к длине выступающих частей второго слоя 16) по фиг.15b является относительно высокой в иллюстративных целях. Однако на практике степень перекрытия может составлять всего 0,01%.
Устройство 4 переноса затем удаляют, как показано на фиг.16, и возвращают в камеру CVD-CNT, как показано на фиг.17. Затем (фиг.18) приводят в действие лазер для формирования второго отвержденного слоя 17, представленного на фиг.19а и 19b. Затем платформу 3 формирования опускают в бак, как показано на фиг.19а, обеспечивая течение жидкого полимера по поверхности платформы формирования в промежуточные зазоры между CNT 16, выступающими из матричного слоя 17.
Процесс можно повторять несколько раз для получения детали из композиционного материала. Например, на фиг.20 представлена трехслойная деталь, содержащая третий слой CNT 23 в матричном слое 22.
Слои CNT 13, 17, 23 представлены на фиг.3-20 с постоянным расстоянием между соседними CNT. Однако указанное изображение является только схематическим, и на практике расстояние между CNT является случайным и неравномерным, как показано на фиг.21 (схематически представляющей поперечное сечение по линии А-А по фиг.20).
Следует отметить, что на фиг.21 представлено относительно низкое объединение CNT в пучки. Иными словами, в зоне перекрытия существует высокая степень смешивания отдельных CNT между двумя слоями. При альтернативном распределении каталитические частицы могут группироваться вместе, формируя пучки CNT 13а, 16а, как показано на фиг.22. Так, в случае по фиг.22 вершины пучков 16а во втором слое проникают в промежуточные зазоры между пучками 13а в первом слое.
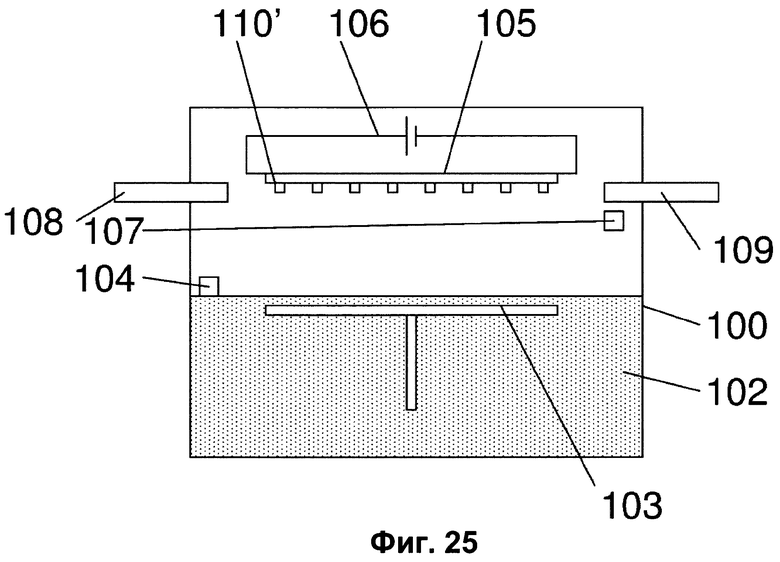
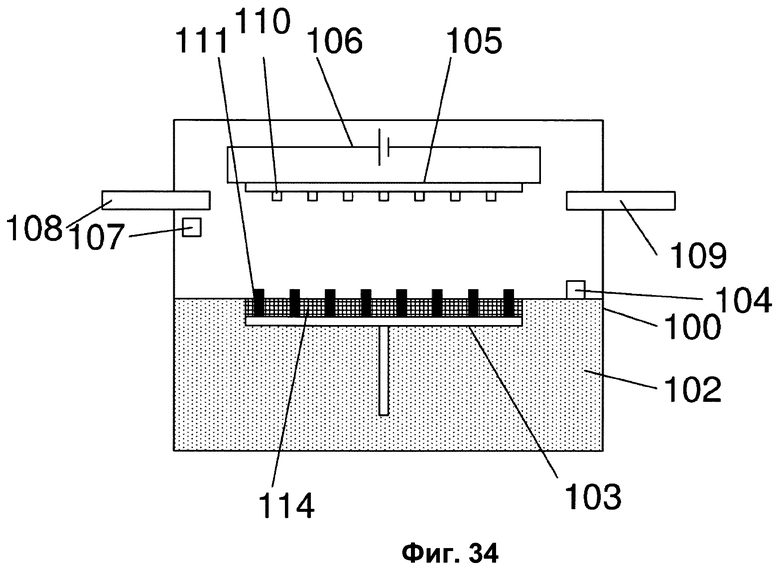
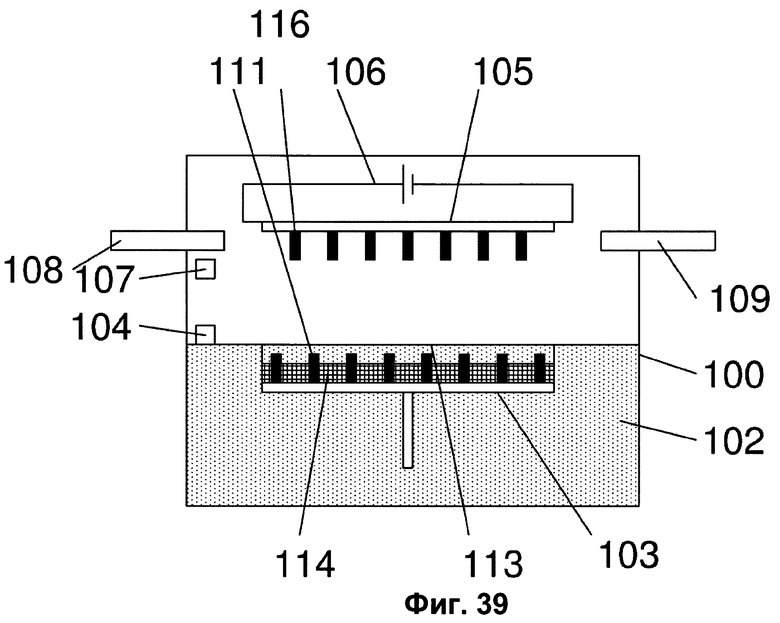
На фиг.23 представлена принципиальная схема устройства для изготовления композиционного материала из блочного полимера с выровненными CNT. Граница устройства, предназначенная для вмещения жидкого полимерного материала, называемая «баком», обозначена позицией 100. Указанный бак содержит термоотверждающийся жидкий полимерный материал 102 (такой, как Hexcel RTM6 или подобный продукт). Платформа 103 для детали выполнена с возможностью точного перемещения по оси z. Ножевое устройство 104, обеспечивающее ровную поверхность жидкого полимерного материала, выполнено с возможностью перемещения в горизонтальной плоскости. Резистивно нагреваемая подложка 105 выполнена с возможностью точного перемещения по оси z. Струйное устройство 107 предназначено для осаждения каталитического материала, содержащегося в растворе или суспензии. В качестве альтернативы можно применять устройство для испарения металлической мишени для осаждения на резистивно нагреваемую подложку 105. Подача 108 газа подает газовую смесь, содержащую газообразный углеводород или окись углерода, газообразный водород и инертный газ и их комбинации. Выпуск газа обозначен позицией 109.
На фиг.24 устройство 107 для осаждения катализатора перемещается поперек резистивно нагреваемой подложки 105, осаждая слой каталитического материала 110.
На фиг.25 источник 106 питания включен для нагрева подложки 105. Это нагревает и активизирует (путем восстановления) каталитический материал 110 и придает ему сферическую форму под потоком газа. Активированный каталитический материал обозначен позицией 110'.
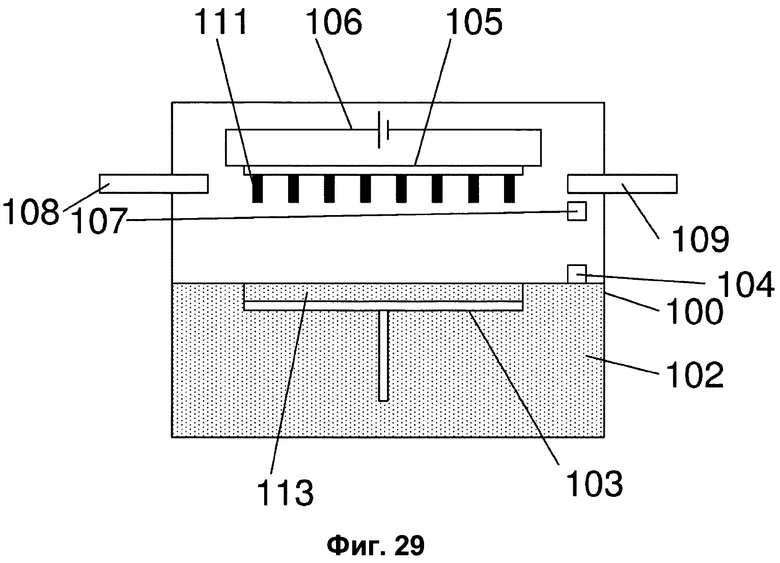
На фиг.26 резистивно нагреваемая подложка 105 продолжает нагреваться источником 106 питания. Поток углеродистого газа и газа-носителя поступает из подачи 108 газа, вызывая зарождение и рост множества CNT 111, катализируемых предварительно осажденными катализаторами 110.
Затем подачу 108 газа и источник 106 питания выключают и, как показано на фиг.27, платформу 103 для детали перемещают вниз в жидкий полимер 102.
На фиг.28 платформа для детали перемещается вверх, создавая приподнятый слой 112 полимера.
На фиг.29 ножевое устройство 104 перемещается поперек платформы для детали, выравнивая предварительно приподнятый слой 112 полимера для формирования плоского слоя 113.
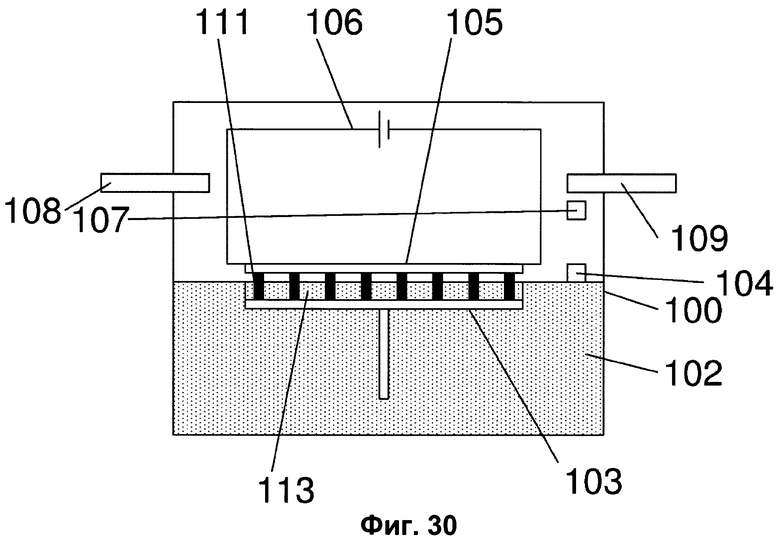
На фиг.30 подложку 105 перемещают вниз, так что CNT 111 погружаются в жидкий полимер 113. Перемещение является точно контролируемым, так что часть длины CNT 111 остается выступающей из поверхности жидкого полимера.
На фиг.31 источник 106 питания включен, нагревая подложку 105. Тепло быстро передается в множество CNT 111, поскольку CNT обладает очень высокой теплопроводностью. Горячие CNT очень эффективно проводят тепло в жидкий полимерный материал, вызывая быстрое сшивание материала и затвердевание для получения отвержденного слоя 114.
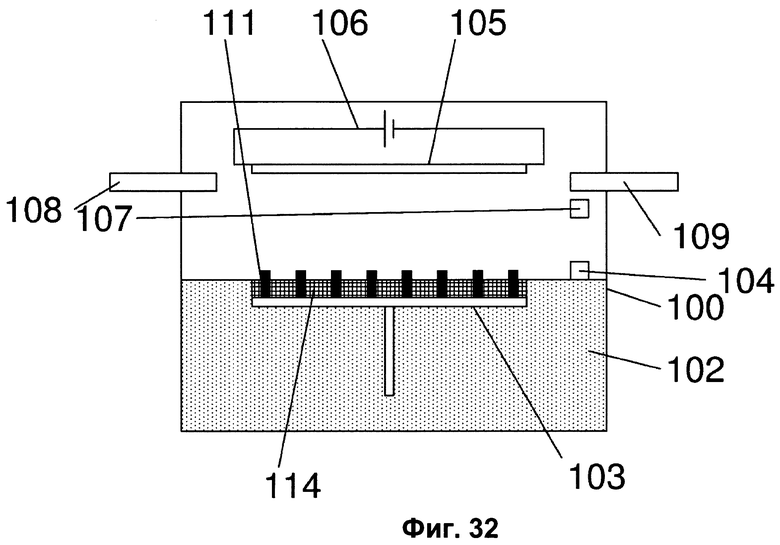
На фиг.32 подложка 105 отверждена. Высокие силы сцепления между CNT 111 и отвержденным полимерным слоем 114 приводят к тому, что CNT отделяются от подложки 105 и остаются на своем месте в отвержденном полимерном слое 114.
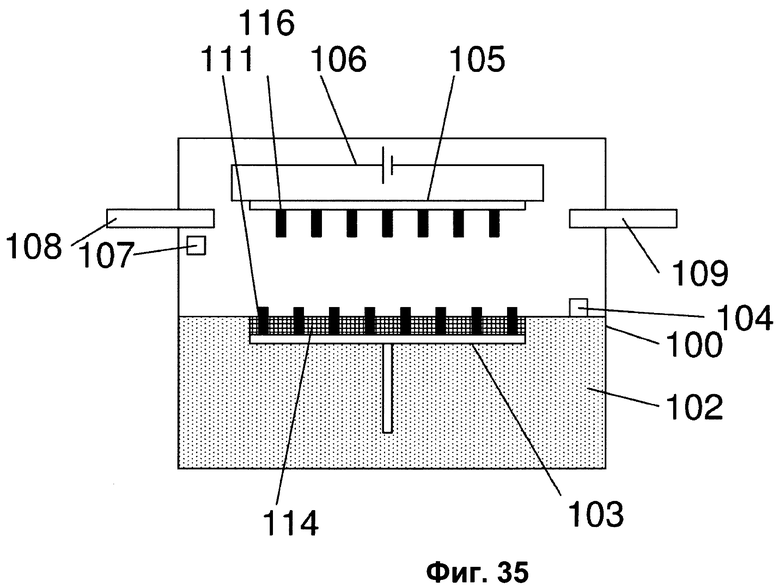
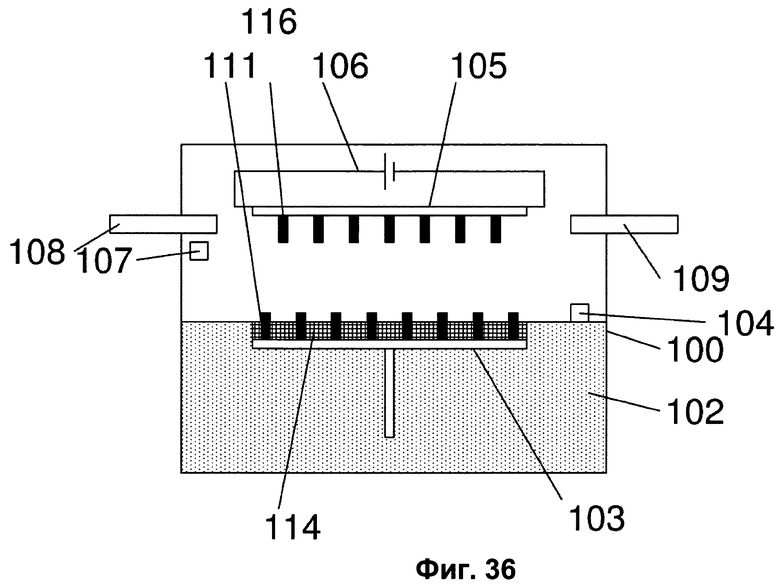
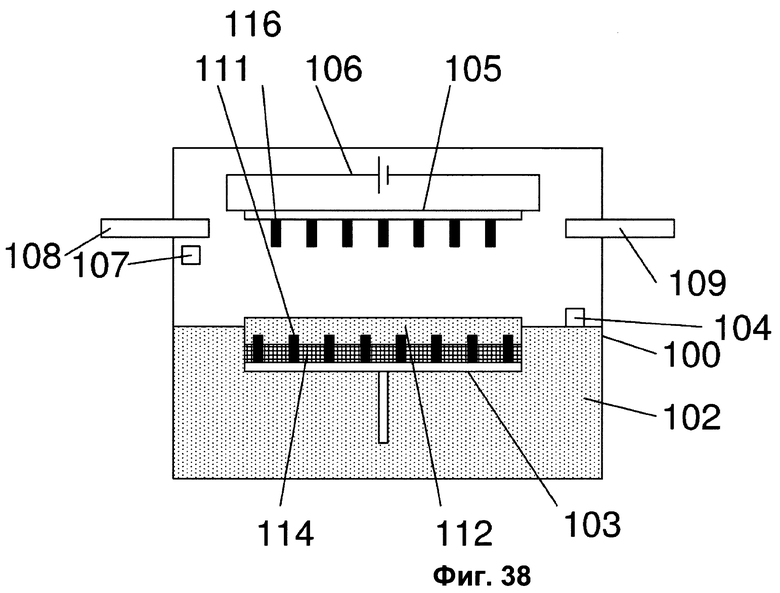
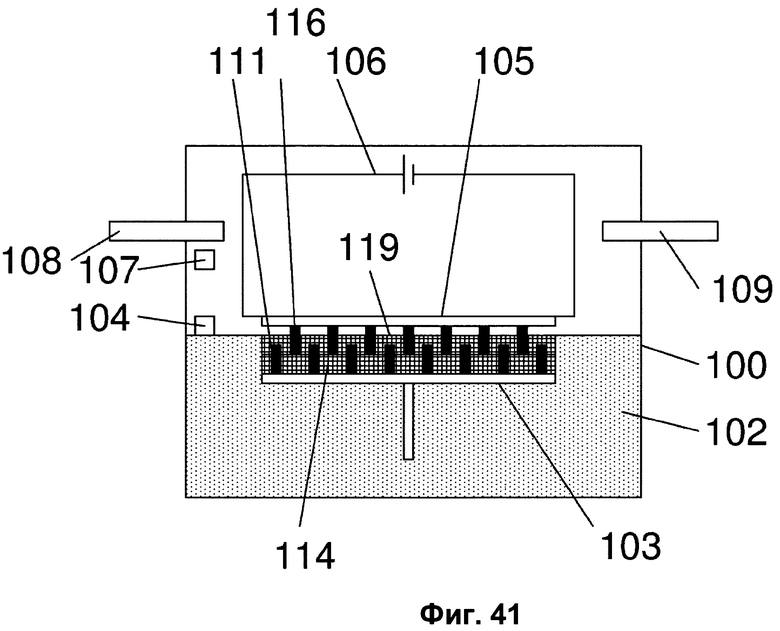
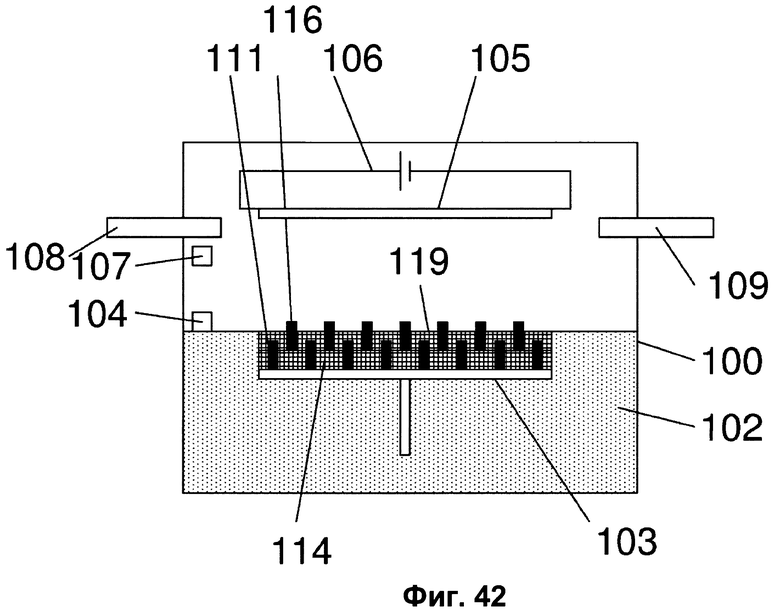
Этапы, представленные на фиг.24-32, затем повторяют, как показано на фиг.33-42, для получения второго слоя CNT 116, внедренного во второй отвержденный полимерный слой 119.
Следует отметить, что при перемещении подложки 105 вниз, как показано на фиг.40, CNT 116 погружаются в жидкий полимер 113, проникая в промежуточные зазоры между CNT 111.
На фиг.43 представлено альтернативное устройство, подобное устройству, представленному на фиг.1, но в этом случае единственную камеру 200 ALM обслуживает набор камер 201 CVD-CNT. Слои CNT одновременно выращивают в камерах 201 CVD-CNT и переносят один за другим в камеру ALM по мере необходимости. Это максимизирует скорость осуществления способа в том случае, если рост CNT является относительно медленным.
Хотя выше настоящее изобретение описывается на примере одного или более предпочтительных вариантов осуществления, следует отметить, что могут быть сделаны различные изменения или модификации, не выходящие за рамки настоящего изобретения, определенные прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2448832C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2479428C2 |
| ПРИМЕНЕНИЕ ИЗГОТОВЛЕННЫХ УГЛЕРОДНЫХ НАНОМАТЕРИАЛОВ С НИЗКИМ УРОВНЕМ УГЛЕРОДНОГО СЛЕДА ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С НИЗКИМ УРОВНЕМ ВЫБРОСОВ CO | 2019 |
|
RU2788184C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ПУТЕМ ВЫРАЩИВАНИЯ СЛОЕВ АРМИРОВАНИЯ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2447994C2 |
| ВЫРАЩИВАНИЕ НАНОТРУБОК ИЗ СВОБОДНЫХ АТОМОВ | 2017 |
|
RU2753099C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2010 |
|
RU2536847C2 |
| МНОГОФУНКЦИОНАЛЬНЫЕ НАНОКОМПОЗИТНЫЕ МАТЕРИАЛЫ С ТРЕХМЕРНЫМ АРМИРОВАНИЕМ | 2006 |
|
RU2423394C2 |
| ПОКРЫТИЕ С НИЗКОЙ ОТРАЖАТЕЛЬНОЙ СПОСОБНОСТЬЮ, СПОСОБ И СИСТЕМА ДЛЯ ПОКРЫТИЯ ПОДЛОЖКИ | 2016 |
|
RU2717561C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ С ЭЛЕКТРОПРОВОДНОСТЬЮ И УСТОЙЧИВОСТЬЮ К РАССЛОЕНИЮ | 2014 |
|
RU2678043C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО ПЛАСТИКА | 2015 |
|
RU2586149C1 |






























Группа изобретений относится к способу получения композиционного материала и устройству для его осуществления. Способ включает создание первого слоя армирующих элементов с жидким материалом матрицы в промежуточных зазорах между армирующими элементами. Затем проводят погружение второго слоя армирующих элементов в жидкий материал матрицы в промежуточных зазорах так, что армирующие элементы второго слоя частично внедряются в первый слой армирующих элементов и частично выступают из первого слоя армирующих элементов. После осуществляют пропитывание выступающих частей армирующих элементов второго слоя жидким материалом матрицы и отверждение жидкого материала матрицы. Достигаемый при этом технический результат заключается в обеспечении непрерывного соединения слоев композиционного материала. 3 н. и 16 з.п. ф-лы, 46 ил.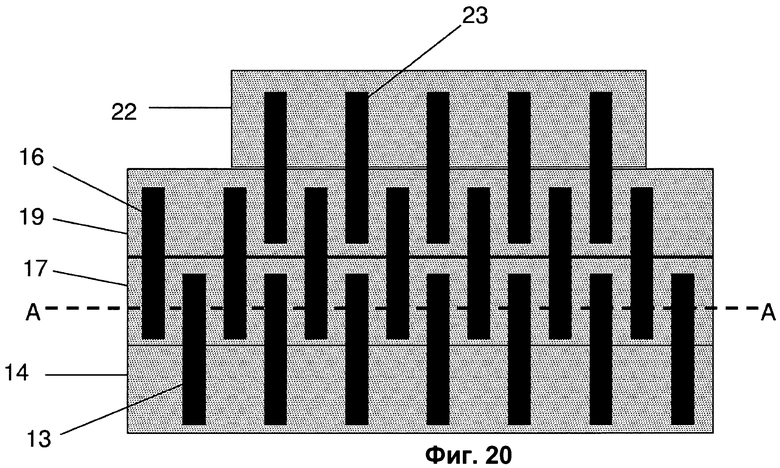
1. Способ получения композиционного материала, включающий в себя следующие этапы:
- создание первого слоя армирующих элементов с жидким материалом матрицы в промежуточных зазорах между армирующими элементами;
- погружение второго слоя армирующих элементов в жидкий материал матрицы в промежуточных зазорах так, что армирующие элементы второго слоя частично внедряются в первый слой армирующих элементов и частично выступают из первого слоя армирующих элементов;
- пропитывание выступающих частей армирующих элементов второго слоя жидким материалом матрицы, и
- отверждение жидкого материала матрицы.
2. Способ по п.1, отличающийся тем, что жидкий материал матрицы в промежуточных зазорах отверждают перед пропитыванием жидким материалом матрицы выступающих частей армирующих элементов второго слоя.
3. Способ по п.1 или 2, отличающийся тем, что дополнительно включает в себя подвешивание второго слоя армирующих элементов на устройстве переноса при их погружении в жидкий материал матрицы и отделение устройства переноса от второго слоя армирующих элементов после их погружения в жидкий материал матрицы.
4. Способ по п.3, отличающийся тем, что устройство переноса отделяют от второго слоя армирующих элементов после отверждения жидкого материала матрицы в промежуточных зазорах.
5. Способ по п.4, отличающийся тем, что жидкий материал матрицы в промежуточных зазорах отверждают путем нагрева устройства переноса.
6. Способ по п.3, отличающийся тем, что включает в себя выращивание второго слоя армирующих элементов на устройстве переноса.
7. Способ по п.1 или 2, отличающийся тем, что жидкий материал матрицы отверждают путем воздействия электромагнитного излучения.
8. Способ по п.7, отличающийся тем, что жидкий материал матрицы подвергают воздействию электромагнитного излучения путем его сканирования лучом излучения.
9. Способ по п.1 или 2, отличающийся тем, что дополнительно включает в себя добавление одного или более дополнительных слоев армирующих элементов, причем каждый из слоев добавляют путем погружения дополнительного слоя в жидкий материал матрицы в промежуточных зазорах предшествующего слоя так, что армирующие элементы дополнительного слоя частично внедряются в предшествующий слой армирующих элементов и частично выступают из предшествующего слоя армирующих элементов, пропитывание выступающих частей армирующих элементов дополнительного слоя жидким материалом матрицы и отверждение жидкого материала матрицы.
10. Способ по п.1 или 2, отличающийся тем, что дополнительно включает в себя получение, по меньшей мере, двух слоев армирующих элементов одновременно.
11. Способ по п.1 или 2, отличающийся тем, что дополнительно включает в себя получение каждого из слоев армирующих элементов путем выращивания армирующих элементов.
12. Способ по п.11, отличающийся тем, что каждый из слоев выращивают путем местного нагрева подложки и выращивания слоя армирующих элементов на подложке.
13. Способ по п.1 или 2, отличающийся тем, что, по меньшей мере, два из слоев армирующих элементов отличаются друг от друга.
14. Способ по п.1 или 2, отличающийся тем, что жидкий материал матрицы отверждают как последовательность слоев, причем каждый из слоев отверждают в разное время.
15. Способ по п.1 или 2, отличающийся тем, что армирующие элементы в каждом из слоев являются в основном выровненными.
16. Способ по п.1 или 2, отличающийся тем, что армирующие элементы проходят в направлении, не являющемся параллельным плоскости соответствующего слоя.
17. Способ по п.1 или 2, отличающийся тем, что армирующие элементы содержат углеродные нанотрубки или углеродные нановолокна.
18. Композиционный материал, полученный способом по любому из предшествующих пунктов.
19. Устройство для получения композиционного материала, содержащее:
- ванну с жидким материалом матрицы;
- платформу формирования в ванне с жидким материалом матрицы;
- механизм переноса для переноса последовательности слоев армирующих элементов на платформу формирования и
- средства для отверждения жидкого материала матрицы на платформе формирования.
| US 2007128960 А1, 07.06.2007 | |||
| US 2006234056 A1, 19.10.2006 | |||
| US 20060166033 A1, 27.07.2006 | |||
| US 2006110599 A1, 25.05.2006 | |||
| Устройство для изготовления пленочных материалов | 1979 |
|
SU863393A1 |
| ANASTASIOS JOHN HART, «CHEMICAL, MECHANICAL AND THERMAL CONTROL OF SUBSTRATE-BOUND CARBON NANOTUBE GROTH», DEC.2006 | |||
| E.J | |||
| GARCIA, A.J | |||
| HART, B.L | |||
| WARDLE, A.H | |||
| SLOCUM, «FABRICATION OF | |||

