Изобретение относится к металлургии, в частности к производству стальной высокопрочной проволочной арматуры, производимой методом холодного волочения и термомеханической обработки.
Известен способ производства высокопрочной арматурной проволоки, включающий ускоренное охлаждение катанки после прокатки заготовки, выплавленной из высокоуглеродистой стали стандартных марок 70-85. В этом способе осуществляют ускоренное охлаждение катанки перед виткоукладчиком сортового стана горячей прокатки, укладку витков в закрытую камеру, охлаждение витков в этой камере до заданной температуры продувкой газом с заданной скоростью охлаждения и окончательное охлаждение на воздухе до цеховой температуры. При этом охлаждение продувкой газом ведут до температуры не выше 500°C. Данным способом достигается возможность исключения операции термообработки перед холодным волочением и термомеханической обработкой высокопрочной арматуры и при этом достигается прочность готовой арматуры до 1370 Н/мм2 (патент на изобретение РФ №2044073, кл. C21D 9/52, 1995 г.).
Известен также способ производства стальной высокопрочной арматуры, включающий выплавку стали, ее разливку, горячую прокатку, термическую обработку (патентирование) горячекатаного круглого проката, травление, холодное волочение, нанесение периодического профиля и отпуск арматуры при температуре 225-450°C. При этом выплавляют сталь марок типа 70-85 следующего химического состава при соотношении ингредиентов, мас.%:
Углерод 0,71-0,93
Марганец 0,3-1,0
Кремний 0,17-0,37
Сера не более 0,040
Фосфор не более 0,040
Медь не более 0,20
Железо Остальное
(И.А.Юхвец. Производство высокопрочной проволочной арматуры. М., Металлургия, 1973 г.).
Основными недостатками всех известных способов производства является то, что готовая арматура имеет недостаточную прочность, низкий предел текучести и относительное удлинение.
Техническая задача, решаемая изобретением, заключается в получении стальной высокопрочной арматуры для предварительно напряженных железобетонных конструкций с повышенными показателями прочности, текучести и относительного удлинения.
Поставленная задача достигается тем, что в способе производства стальной высокопрочной арматуры, включающем выплавку стали, прокатку в катанку, термическую обработку катанки, травление, холодное волочение, нанесение периодического профиля, термомеханическую обработку и порезку арматуры на мерную длину, выплавляют сталь следующего химического состава, мас.%:
Углерод 0,77-0,85
Марганец 0,50-0,80
Кремний 0,20-0,37
Сера 0,016-0,020
Фосфор 0,016-0,025
Хром не более 0,10
Никель не более 0,10
Медь не более 0,10
Алюминий 0,01-0,03
Бор 0,001-0,003
Железо - остальное,
в которой поддерживают суммарное содержание Cr+Ni+Cu<0,14, а соотношение алюминия к бору Al/B в пределах 10-20, термическую обработку катанки производят путем нагрева в печи до температуры 900-940°C с последующей изотермической закалкой в течение 85-110 с в расплаве свинца при температуре 530-560°C и окончательным охлаждением водой, а волочение катанки производят с суммарной степенью обжатия 57-62%.
Выбранные пределы содержания углерода (0,77-0,85%) в сочетании с марганцем (0,50-0,80%), хромом, никелем и медью (до 0,10 каждого, но при соотношении Cr+Ni+Cu<0,14) при введение алюминия и бора в сталь позволят измельчать микроструктуру стали при ее термообработке. Соотношение содержания алюминия к бору Al/B в пределах 10-20 обеспечит после термообработки горячекатаной катанки получение наноструктурированной микроструктуры металла, состоящей из феррито-карбидной смеси с межпластинчатым расстоянием 60-200 нм, что в итоге обеспечивает в конечном продукте - холоднодеформированной высокопрочной арматуре - прочность не менее 1570 Н/мм2, условный предел текучести не менее 1400 Н/мм2 и относительное удлинение при разрыве не менее 6%.
Пример осуществления способа производства стальной высокопрочной арматуры.
По заказу ОАО «ММК-МЕТИЗ» была выплавлена сталь в 180-тонной электропечи ОАО «ММК», обработана в агрегате «печь-ковш», разлита на МНЛЗ в заготовку сечением 150×150 мм и прокатана в катанку круглого сечения диаметром 15,5 мм на сортовом стане «170», имеющая следующий химический состав, мас.%:
Углерод 0,79
Марганец 0,62
Кремний 0,29
Сера 0,017
Фосфор 0,018
Хром 0,05
Никель 0,02
Медь 0,05
Алюминий 0,02
Бор 0,002
Железо - остальное
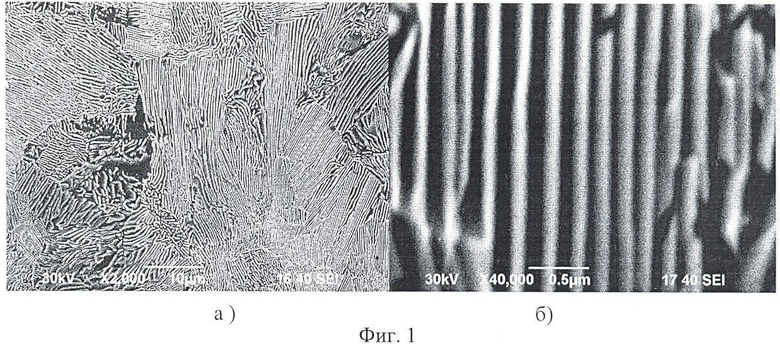
Соотношение Cr+Ni+Cu составило 0,12, а соотношение Al/B составило 10. После наноструктурирующей термообработки катанки в непрерывном агрегате, заключающейся в нагреве катанки до температуры 930°C, изотермической закалке в расплаве свинца при температуре 540°C с дальнейшим охлаждением водой, получили микроструктуру стали, состоящую из феррито-карбидной смеси с межпластинчатым расстоянием 80-180 нм и небольшого количества структурно свободного феррита в виде островков по границам зерен.
На Фиг.1 (а, б) представлена макроструктура стали из феррито-карбидной смеси.
Термообработанную катанку проволочили в проволоку диаметром 10,0 мм, после чего нанесли на ее поверхность трехсторонний периодический профиль, уменьшив номинальный диаметр арматуры до 9,6 мм, подвергли отпуску под натяжением при температуре 400°C, охладили проточной водой и порезали на мерные длины. Механические испытания полученной стальной высокопрочной арматуры номинальным диаметром 9,6 мм показали следующие свойства:
временное сопротивление разрыву 1590 Н/мм2;
условный предел текучести 1410 Н/мм2;
относительное удлинение при разрыве 7%;
твердость 41 HRC,
что полностью соответствует техническим требованиям к высокопрочной стержневой холоднодеформированной арматуре периодического профиля диаметром 9,6 мм для армирования железобетонных шпал.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2013 |
|
RU2543045C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ВЫСОКОПРОЧНОЙ АРМАТУРЫ | 2020 |
|
RU2764045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2023 |
|
RU2822910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2018 |
|
RU2695719C1 |
| Стальная проволока для производства мюзле | 2022 |
|
RU2792546C1 |
| СПОСОБ ПРОИЗВОДСТВА КАТАНКИ ДЛЯ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ | 2007 |
|
RU2333261C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ПРОВОЛОКА | 2016 |
|
RU2695847C2 |
| Высокопрочный низкотемпературный свариваемый арматурный стержень | 2021 |
|
RU2774692C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ ПРОВОЛОКИ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2496888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ КЛАССА ПРОЧНОСТИ 14.9 МЕТОДОМ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2022 |
|
RU2802486C1 |
Изобретение относится к металлургии, в частности к производству стальной высокопрочной арматуры. Способ производства стальной высокопрочной арматуры включает выплавку стали заданного химического состава, в котором поддерживают суммарное содержание Cr+Ni+Cu<0,14, a соотношение алюминия к бору Al/B в пределах 10-20, термическую обработку катанки осуществляют путем нагрева в печи до температуры 900-940°C с последующей изотермической закалкой в течение 85-110 с в расплаве свинца при температуре 530-560°C и окончательным охлаждением водой, а волочение катанки производят с суммарной степенью обжатия 57-62%. Изобретение позволит получить после термообработки наноструктуру металла, состоящую из феррито-карбидной смеси с межпластинчатым расстоянием 80-180 нм и небольшого количества структурно свободного феррита в виде островков по границам зерен. В холоднодеформированной высокопрочной арматуре обеспечивается прочность не менее 1570 Н/мм2, условный предел текучести не менее 1400 Н/мм2 и относительное удлинение при разрыве не менее 6%. 1 ил.
Способ производства высокопрочной стальной арматуры с получением наноструктуры, включающий выплавку стали, прокатку в катанку, термическую обработку катанки, травление, холодное волочение, нанесение периодического профиля, термомеханическую обработку и порезку арматуры на мерную длину, отличающийся тем, что выплавляют сталь следующего химического состава, мас.%:
при суммарном содержании Cr+Ni+Cu<0,14 и соотношении Al/B в пределах 10-20, термическую обработку катанки производят путем нагрева в печи до температуры 900-940°C с последующей изотермической закалкой в течение 85-110 с в расплаве свинца при температуре 530-560°C и окончательным охлаждением водой, а волочение катанки производят с суммарной степенью обжатия 57-62%.
| ЮХВЕЦ И.А | |||
| Производство высокопрочной проволочной арматуры | |||
| - М.: Металлургия, 1973, с.214-221 | |||
| СПОСОБ ПАТЕНТИРОВАНИЯ ПРОВОЛОКИ С ПРОКАТНОГО НАГРЕВА | 0 |
|
SU258360A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДКАТА ДЛЯ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ | 2008 |
|
RU2360979C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2389804C1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКЦИНЫ ПРОТИВ ЛЕПТОСПИРОЗА ЖИВОТНЫХ | 1995 |
|
RU2088258C1 |

