Область техники, к которой относится изобретение
Изобретение относится к высокопрочному удлинённому стальному элементу, в частности высокопрочной стальной проволоке, к способу изготовления высокопрочного удлинённого стального элемента и к различным применениям или использованию такого высокопрочного удлинённого стального элемента в качестве пружинной проволоки и канатной проволоки.
Уровень техники
US № 5922149 раскрывает способ изготовления стальной проволоки и фасонной проволоки, используемой для армирования гибкого шланга. Фасонную проволоку изготавливают прокаткой или волочением стали содержащей 0,05 - 0,5% С, 0,4 - 1,5% Mn, 0 - 2,5% Cr, 0,1 - 0,6% Si, 0-1% Mo, не более 0,25% Ni и не более 0,02% S и P, и проводят первую термообработку фасонной проволоки, включающую по меньшей мере одну стадию закалки в заданных условиях для достижения HRC твёрдости (по Роквеллу) по меньшей мере 32, преимущественно мартенситной и бейнитной структуры стали и небольшого содержания феррита. Стадия закалки включает пропускание указанной стальной проволоки через печь аустенизации при температуре, которая выше точки Ac3 стали. Фасонная проволока имеет предел прочности Rm, который после термообработки не превышает 900 МПа.
В международной заявке на патент № 2011/151532 раскрыта фасонная проволока из низколегированной углеродистой стали, предназначенная для использования в качестве компонента гибкого шланга. Стальная проволока имеет следующий состав: углерод между 0,75 и 0,95%, марганец между 0,30 и 0,85%, хром менее 0,4%, ванадий менее 0,16%, кремний между 0,15% и 1,40%. Эта стальная проволока изготавливается горячей прокаткой удлинённого элемента из катанки в её аустенитной области с последующим охлаждением до комнатной температуры. Фасонная проволока получается сначала проведением термомеханической обработки катанки двумя последовательными и определёнными стадиями, а именно изотермическим отпуском, чтобы придать катанке однородную перлитовую микроструктуру с последующей операцией холодного механического превращения с общей степенью упрочнения между 50 и 80%, чтобы придать ей окончательную форму. Полученную фасонную проволоку затем подвергают термообработке при температуре от 410 до 710°С, получая при этом требуемые конечные механические характеристики. В заявке микроструктура, создаваемая изотермическим отпуском, является перлитом, чтобы приготовить сталь, выдерживающую деформации, создаваемые при вытяжке и/или прокатке.
Обычно используют углеродистые стали в холоднодеформированном состояния, которые имеют феррит-перлитную структуру и очень высокую механическую прочность и твёрдость. Тем не менее, было установлено, что увеличение механической прочности выше определённого предела приводит к тому, что такие стали имеют недостаточную пластичность, принимая во внимание, например, операции предварительного формования и гибки, которые необходимо выполнять с пружинной проволокой и операции армирования, которые необходимы для арматурной проволоки. WO 2013041541 описывает специальную термическую обработку стальной проволоки с заданным составом стали. Полученная таким образом стальная проволока имеет металлургическую структуру с определённым содержанием остаточного аустенита и высоким удлинением при разрушении. Много усилий было сделано для дальнейшего повышения предела прочности при растяжении и одновременного получения приемлемой или искомой пластичности стальной проволоки.
Раскрытие сущности изобретения
Задачей изобретения является создание удлинённого стального элемента с пределом прочности от высокого до чрезвычайно высокого и приемлемой пластичностью.
Другой задачей изобретения является создание высокопрочной стальной проволоки, пригодной для использования в качестве пружинной проволоки или элемента для изготовления каната.
Еще одной задачей изобретения является создание подходящего способа изготовления удлинённого стального элемента, в частности стальной проволоки, с пределом прочности от высокого до чрезвычайно высокого и приемлемой пластичностью.
Настоящее изобретение описывает удлинённый стальной элемент, имеющий очень высокие предел прочности и пластичность благодаря ориентированной мартенситной микроструктуре, и способ получения такого удлинённого стального элемента непрерывным процессом. Причём «удлинённый стальной элемент» означает стальной элемент, имеющий один определённый размер, то есть длину, которая значительно больше, чем два другие размера, то есть ширина и толщина или диаметр. Например, «удлинённый стальной элемент» представляет собой стальную проволоку, которая имеет длину от нескольких метров до нескольких километров и плоское поперечное сечение с шириной и толщиной порядка миллиметра до нескольких десятков миллиметров, т.е. от 0,5 мм до 50 мм, от 1 до 20 мм и где ширина больше толщины. В содержании настоящей заявки «удлинённый стальной элемент» в основном относится к стальной проволоке, включая профилированную проволоку и фасонную проволоку, сортовую сталь, стальной пруток, стальную ленту, полосовую сталь, рельсовую сталь и любые стальные элементы, имеющие удлинённую форму.
В соответствии с первым аспектом настоящего изобретения предлагается удлинённый стальной элемент, имеющий некруглое поперечное сечение и находящийся в упрочненном состоянии, причём состав стали указанного удлинённого стального элемента включает:
содержание углерода в интервале от 0,20 до 1,00% масс., например, от 0,50% масс. до 0,75% масс. или около 0,60% масс.,
содержание кремния находится в диапазоне от 0,05 до 2,0% масс., например, от 0,15% масс. до 1,8% масс. или около 0,20% масс., или около 1,40% масс.,
содержание марганца находится в диапазоне от 0,40% масс. до 1,0% масс., например, от 0,50% масс. до 0,80% масс. или около 0,6% масс.,
содержание хрома находится в диапазоне от 0,0% масс. до 1,0% масс., например, от 0,01% масс. до 1,0% масс., от 0,10% масс. до 0,90% масс. или от 0,50% масс. до 0,80% масс.
содержание серы и фосфора по отдельности ограничено 0,025% масс., например, ограничено 0,015% масс.,
содержание никеля, ванадия, алюминия, молибдена или кобальта по отдельности ограничено 0,50% масс., например, ограничено 0,30% масс. или ограничено 0,10% масс.,
остальное является железом и неизбежными примесями, причём сумма массовых долей всех элементов в стали равна 100%,
указанная сталь имеет мартенситную структуру, которая включает мартенситные зёрна,
причём по меньшей мере 10% об. мартенситных зёрен являются ориентированными.
Известно, что мартенситная сталь является поликристаллическим материалом. Когда зёрна поликристаллического материала ориентированы случайным образом, поликристаллический материал не является ориентированным или текстурированным. В определённых условиях зёрна поликристаллического материала могут быть преимущественно ориентированы, и в этом случае поликристаллический материал называют «ориентированным», «выровненным» или «текстурированным». Часто встречаются два типа ориентировки или выравнивания, то есть «кристаллографическая ориентировка» и «микроструктурная ориентировка». Кристаллографическая ориентировка означает, что зёрна кристаллографически ориентированы, например, с предпочтительным выравниванием или ориентировкой определённых кристаллографических плоскостей или кристаллографических осей. Предпочтительная кристаллографическая ориентировка обычно определяется из анализа ориентационной зависимости интенсивностей дифракционных пиков (например, методом рентгенодифракционного анализа (РФА) или дифракции обратного рассеяния электронов (EBSD)), которые были измерены в разных пространственных направлениях в пределах системы координат образца. С другой стороны, если зёрна поликристаллического материала имеют морфологически анизотропную форму, зёрна могут также иметь «микроструктурную ориентацию», например, одноосное сжатие при формировании поликристаллического материала. «Микроструктурная ориентировка» подразумевает, что зёрна анизотропной формы морфологически ориентированы в предпочтительных направлениях или плоскостях. Это можно обнаружить с помощью анализа изображений, например, сканирующего электронного микроскопа (SEM). Кроме того, кристаллографическая ориентировка часто связана с микроструктурной ориентировкой, поскольку форма анизотропии зерен часто связана с их кристаллографией.
Мартенсит встречается в виде пакетных или пластинчатых кристаллических зёрен. При рассмотрении в поперечном сечении линзовидные (линзообразные) кристаллические зёрна иногда описываются как игольчатые (игольчатой формы). Согласно настоящей заявке в полученной мартенситной стальной проволоке доля по меньшей мере 10% об. мартенситных зёрен является ориентированной. Термин «ориентированный» означает, что линзовидные зёрна либо кристаллографически ориентированы, либо микроструктурно ориентированы, либо ориентированы как кристаллографически, так и микроструктурно.
Объёмный процент кристаллографической ориентировки может быть получен с помощью анализа методом рентгеновской дифракции (РФА) или дифракции обратного рассеяния электронов (EBSD). Объёмный процент микроструктурной ориентировки можно оценить с помощью анализа изображений.
В описании термин «ориентированный» означает не только то, что кристаллографическая ось или ось линзообразных зёрен точно ориентированы в том же направлении, что и а1 и а2 на фиг. 1, но также относятся к ориентировке в пределах допустимой погрешности. Когда направления определённых осей зёрен (или некоторых кристаллографических осей) отклоняются, как представлено углом α на фиг. 1, в пределах 20°, предпочтительно в пределах 10°, более предпочтительно в пределах 5°, эти зёрна также считаются ориентированными.
Ориентировка относится по меньшей мере к одномерной предпочтительной ориентировке, например, в направлении, перпендикулярном плоскости линзовидных зёрен (направление, показанное на фиг.1 a1, a2, например, [001]). Для одномерной ориентировки линзовидные зёрна распределены случайным образом в направлениях линзообразной плоскости (направления, показанные а4, а5 на фиг. 1). Ориентировка может также относиться к трёхмерной предпочтительной ориентировке, то есть зёрна предпочтительно ориентированы в двух ортогональных направлениях, например. [001] и [100].
Предлагаемый в изобретении удлинённый стальной элемент может быть в упрочненном состоянии, что означает, что удлинённый стальной элемент упрочнён с помощью механической обработки, например, волочения или прокатки проволоки. Волочение проволоки является обработкой металлов давлением, используемой для уменьшения поперечного сечения проволоки путем протягивания проволоки через одиночную матрицу или серию волочильных матриц. Прокатка проволоки представляет собой процесс уменьшения площади поперечного сечения или формования металлической детали посредством деформации, вызванной парой вращающихся в противоположных направлениях металлических валков. Известно, что упрочнение увеличивает предел прочности Rm и снижает пластичность проволоки. Пластичность проволоки может характеризоваться удлинением при разрыве At. Как будет проиллюстрировано ниже, по сравнению с традиционными стальными проволоками стальная проволока изобретения с определённым составом нуждается только в нескольких стадиях обжатия, чтобы достичь сравнимого уровня предела прочности при растяжении с высоким уровнем относительного удлинения.
В соответствии с настоящим изобретением удлинённый стальной элемент имеет дополнительное преимущество, когда его поперечное сечение не является круглым. Мартенситные зёрна стали в соответствии с настоящим изобретением ориентированы и ориентировка обычно связана с изготовлением удлинённых стальных элементов. Ориентировка мартенситных зёрен или текстура продукта поэтому имеет определённое отношение к геометрии или размеру продукта. Например, благодаря уплотняющему усилию с заданным направлением текстура холоднокатаной проволоки плоской формы лучше по сравнению с тянутой проволокой, имеющей круглое поперечное сечение. Кроме того, направление ориентировки мартенситных зёрен холоднокатаной проволоки плоской формы относительно геометрии изделия можно определить по анизотропии некруглого поперечного сечения.
Предпочтительно по меньшей мере 20% об. мартенситных зёрен являются ориентированными. Более предпочтительно по меньшей мере 30% об. мартенситных зёрен являются ориентированными. Наиболее предпочтительно по меньшей мере 40% об. мартенситных зёрен являются ориентированными.
Удлинённый стальной элемент согласно настоящему изобретению предпочтительно имеет предел текучести Rp0,2, который составляет по меньшей мере 80 процентов предела прочности при растяжении Rm. Rp0,2 является пределом текучести при постоянном удлинении 0,2%. Более предпочтительно отношение предела текучести к пределу прочности при растяжении, то есть Rp0,2/Rm, составляет между 80 и 96 процентами. Поэтому стальную проволоку после упругой деформации можно до некоторой степени деформировать до разрушения. Однако, как будет указано далее, последовательная термообработка может привести к очень высокому отношению предела текучести к пределу прочности при растяжении (с Rm до термической обработки выше или равным Rm после термической обработки) в сочетании с удлинением при разрыве At выше 3%.
Удлинённый стальной элемент согласно настоящему изобретению предпочтительно имеет коррозионностойкое покрытие. Более предпочтительно, стальная проволока имеет коррозионностойкое покрытие, выбранное из цинка, алюминия, никеля, серебра, меди или их сплавов. В этом случае проволока имеет длительный срок службы даже в агрессивной коррозионной среде.
Без последовательной термообработки удлинённый стальной элемент может иметь предел прочности Rm по меньшей мере 1200 МПа и удлинение при разрыве At по меньшей мере 3 процента. Удлинённый стальной элемент может быть холоднокатаным. Удлинённый стальной элемент может представлять собой проволоку с плоской формой и поэтому имеет поперечное сечение «кузнечного креста». Без последовательной термообработки стальная проволока с плоской формой имеет предел прочности Rm, равный по меньшей мере 1200 МПа при площади поперечного сечения менее 300 мм2 и по меньшей мере 1300 МПа при площади поперечного сечения менее 100 мм2 и по меньшей мере 1400 МПа при площади поперечного сечения менее 5 мм2. Предпочтительно Rm может регулироваться до 1000 МПа последовательной термообработкой. При последовательной термообработке предел прочности Rm может регулироваться в зависимости от времени и температуры теплового режима между Rm, полученным до термической обработки, и до 1000 МПа.
В соответствии со вторым аспектом настоящего изобретения удлинённый стальной элемент может быть использован в качестве пружинной проволоки или элемента для изготовления каната.
В соответствии с третьим аспектом настоящего изобретения предлагается способ изготовления удлинённого стального элемента, причём указанный удлинённый стальной элемент имеет некруглое поперечное сечение и является упрочнённым, указанный удлинённый стальной элемент имеет состав стали:
содержание углерода находится в интервале от 0,20 до 1,00% масс., например, от 0,50% масс. до 0,75% масс., или около 0,60% масс.,
содержание кремния находится в диапазоне от 0,05 до 2,0% масс., например, от 0,15% масс. до 1,8% масс. или около 0,20% масс., или около 1,40% масс.,
содержание марганца находится в пределах от 0,40% масс. до 1,0% масс., например, от 0,50% масс. до 0,80% масс. или около 0,6% масс.
содержание хрома находится в интервале от 0,0% масс. до 1,0% масс., например, от 0,01% масс. до 1,0% масс., от 0,10% масс. до 0,90% масс. или от 0,50% масс. до 0,80% масс.
содержание серы и фосфора по отдельности ограничено 0,025% масс., например, ограничено 0,015% масс.,
содержание никеля, ванадия, алюминия, молибдена или кобальта по отдельности ограничено 0,50% масс., например, ограничено 0,30% масс. или ограничено 0,10% масс.,
остальное является железом и неизбежными примесями, причём сумма массовых долей всех элементов в стали равна 100%,
указанная сталь имеет мартенситную структуру, которая включает мартенситные зёрна, причём по меньшей мере 10% об. мартенситных зёрен являются ориентированными.
Указанный способ включает следующие стадии в порядке:
а) аустенизация стального слитка, стальной катанки или стальной (тянутой или катаной) проволоки выше температуры Ac3 в течение периода времени менее 120 секунд,
b) закалка указанного аустенитного стального слитка, стальной катанки или стальной проволоки при температуре ниже 100°C в течение периода времени менее 60 секунд,
с) отпуск указанного закалённого стального слитка, стальной катанки или стальной проволоки между 320 и 700°C в течение периода времени от 10 секунд до 600 секунд,
d) деформационное упрочение закалённого и отпущенного стального слитка, стальной катанки или стальной проволоки для получения удлинённого стального элемента.
В известном уровне техники, например, в US № 5922149, стальную проволоку или катанку сначала деформировали или обрабатывали до окончательного размера, а затем закаляли и отпускали, как схематично показано на фиг. 2. Напротив, согласно настоящему изобретению, стальной слиток, стальной катанку или стальную проволоку сначала закаливают ниже температуры, при которой заканчивается формирование мартенсита за короткое время, что приводит к мартенситной структуре. В этой мартенситной структуре почти нет или очень ограничено содержание, например, менее 1% об. остаточного аустенита. Затем проводят отпуск закалённой стальной катанки или стальной проволоки. Затем отпущенная мартенситная сталь деформируется или упрочняется, например, путём волочения или прокатки до конечного размера, как схематично показано на фиг. 3. Ориентировка мартенситных зёрен является результатом прилагаемой силы сжатия при волочении или прокатке закалённых и отпущенных мартенситных удлинённых стальных элементов. Степень ориентировки в основном зависит от прилагаемой силы сжатия и деформационного упрочнения.
Настоящее изобретение обеспечивает неожиданные технические результаты и преимущества. Обычно при изготовлении проволоки закалка и отпуск является заключительной стадией, и мартенсит всегда рассматривался как вредный для волочения или прокатки. Предел прочности мартенситной проволоки в соответствии с настоящим изобретением очень высокий и сочетание уровня предела прочности при растяжении с высоким уровнем пластичности является необычным. Неожиданный результат, полученный путём волочения или прокатки закалённой мартенситной стали, можно отнести к специальному легированию стали (микролегированной Cr и Si) по сравнению с обычными эвтектоидными сталями. Ориентировка мартенситных зёрен в холоднодеформированном удлинённом стальном элементе является результатом приложенной силы сжатия посредством деформации закалённой и отпущенной мартенситной стали. Синергический эффект состава и способа настоящей заявки приводит к получению мартенситного удлинённого стального элемента, имеющего предпочтительную мартенситную ориентировку.
Способ может дополнительно включать стадию e) старения указанного упрочнённого удлинённого стального элемента при температуре между 100°C и 250°C.
Предпочтительно в способе указанное упрочнение происходит при температуре ниже 700°С. В соответствии с предпочтительным осуществлением указанное упрочнение представляет собой холодную прокатку. Холодная деформация имеет дополнительный эффект нагартовки и упрочнения материала и, таким образом, дополнительно улучшает механические свойства материала. Также улучшается чистота поверхности и обеспечиваются более жёсткие допуски, позволяющие получить искомые качества, которые невозможно получить при горячей деформации. Альтернативно, согласно другому возможному осуществлению указанное упрочнение представляет собой тёплую прокатку, проходящую между 400°С и 700°С. Для аналогичного обжатия применение тёплой прокатки значительно сокращает число необходимых проходов, нагрузку на валки и упрощает процесс.
Способ может дополнительно включать альтернативную стадию e) отжига указанного упрочнённого удлинённого стального элемента при температуре между 350°С и 700°C. Стадия отжига может удалять остаточные напряжения, увеличивать отношение предела текучести к пределу прочности и дополнительно улучшать пластичность удлинённых стальных элементов.
Краткое описание чертежей
Фиг. 1 схематично представляет ориентировку зёрен в поликристаллических материалах.
Фиг. 2 иллюстрирует термомеханический процесс изготовления стальной проволоки согласно известному уровню техники.
Фиг. 3 иллюстрирует термомеханический процесс изготовления стальной проволоки в соответствии с настоящим изобретением.
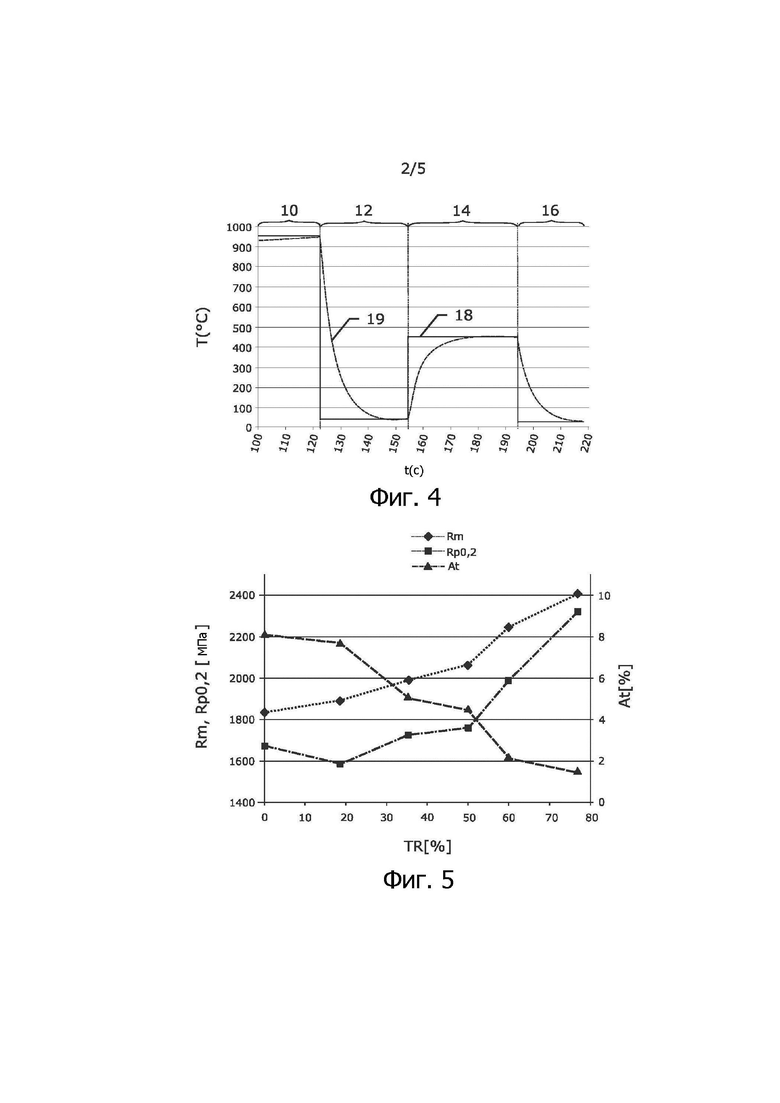
Фиг. 4 иллюстрирует кривую зависимости температуры от времени для термического процесса в соответствии с настоящим изобретением.
Фиг. 5 представляет предел прочности/предел текучести и удлинение в зависимости от уменьшения толщины согласно второму осуществлению настоящего изобретения.
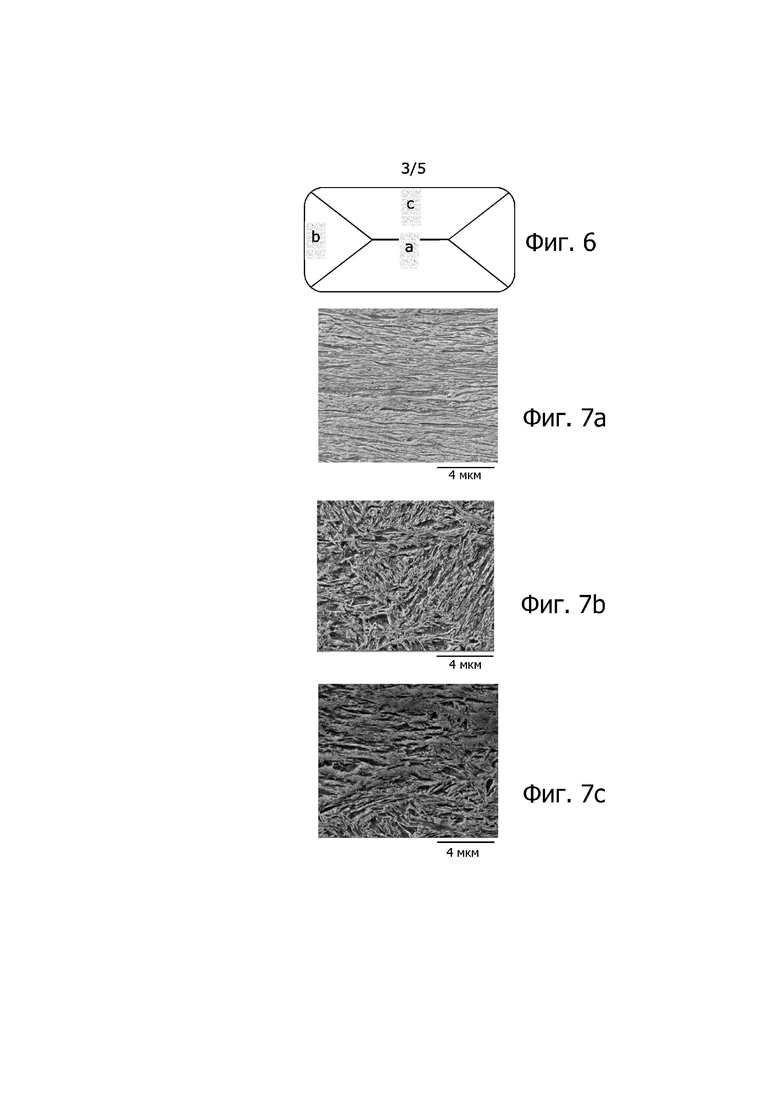
Фиг. 6 является схематическим видов «кузнечного креста» в поперечном разрезе удлинённых стальных элементов плоской формы, изготовленных в соответствии с настоящим изобретением.
Фиг. 7(а) представляет микроструктуру, определённую сканирующим электронным микроскопом (SEM) вблизи центра «кузнечного креста» стальной проволоки плоской формы.
Фиг.7 (b) представляет микроструктуру, определённую сканирующим электронным микроскопом, на короткой кромке поперечного сечения стальной проволоки плоской формы.
Фиг.7 (с) представляет микроструктуру, определённую сканирующим электронным микроскопом, на длинной кромке поперечного сечения стальной проволоки плоской формы.
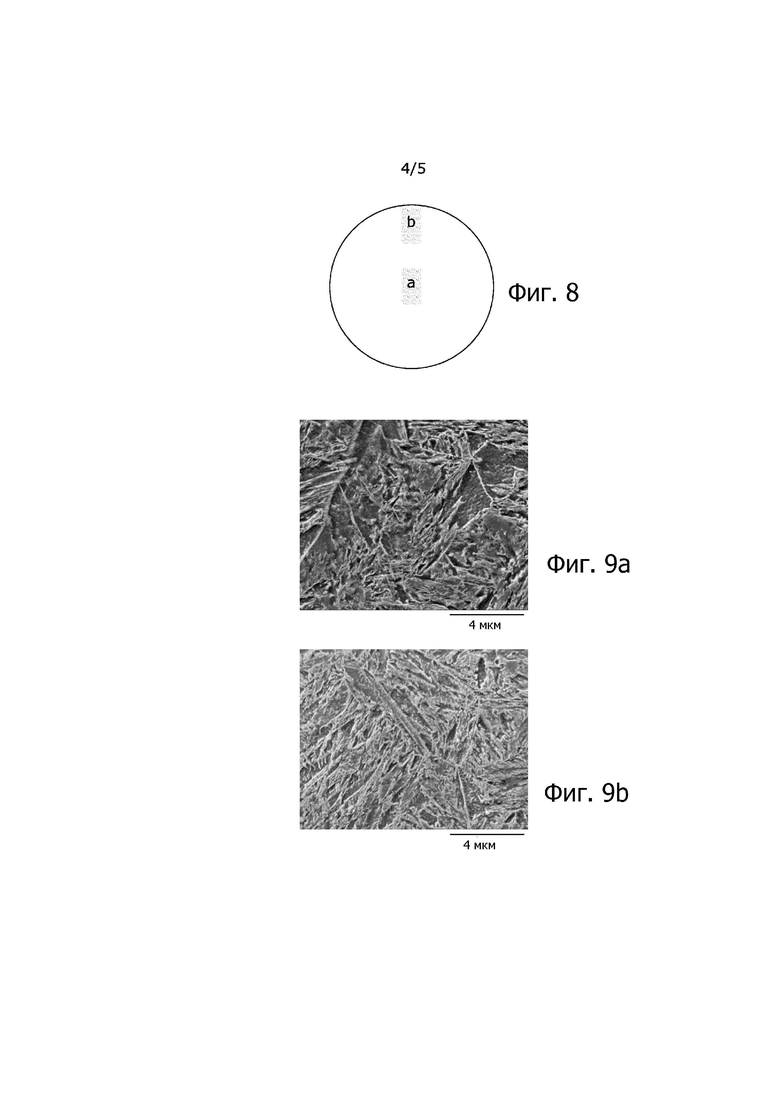
Фиг. 8 представляет схематический вид поперечного сечения катанки после такой же термической обработки в соответствии с настоящим изобретением.
Фиг. 9(а) представляет микроструктуру, определённую сканирующим электронным микроскопом, вблизи центра катанки.
Фиг. 9(b) представляет микроструктуру, определённую сканирующим электронным микроскопом, на краю катанки.
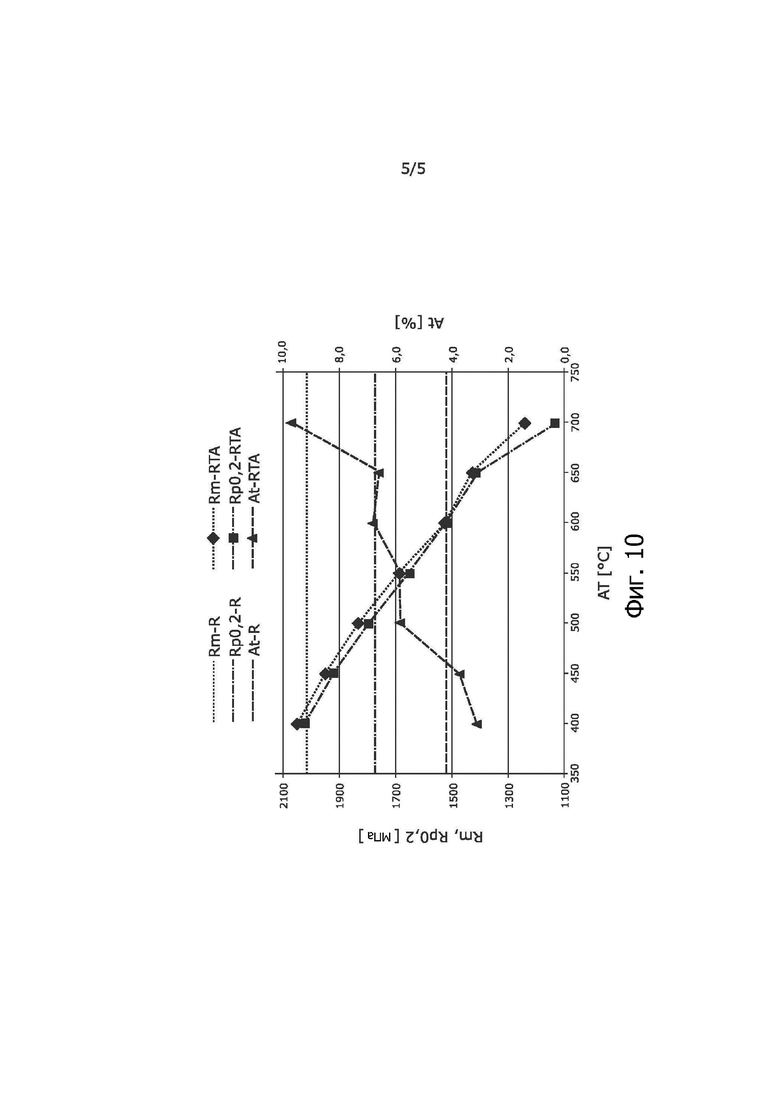
Фиг.10 представляет изменение предел прочности/предел текучести и удлинение стальной проволоки в соответствии с настоящим изобретением в зависимости от температуры отжига.
Осуществление изобретения
Фиг. 4 иллюстрирует подходящую кривую зависимости температуры от времени для стальной проволоки или катанки диаметром 6,5 мм и со следующим составом стали:
- % масс. C = 0,55
% масс. Mn = 0,65
- % масс. Si = 1,4
- % масс. Cr = 0,6
остальное является железом и неизбежными примесями.
Начальная температура мартенситного превращения Ms этой стали составляет около 280°C, а температура Mf, при которой заканчивается формирование мартенсита, составляет около 100°C.
Различные стадии процесса следующие:
- первая стадия аустенизации (10), в течение которой стальная проволока остаётся в печи при температуре около 950°C в течение 120 секунд,
- вторая стадия закалки (12) для превращения мартенсита в масле при температуре ниже 100°C в течение по меньшей мере 20 секунд;
- третья стадия отпуска (14) для увеличения ударной вязкости при температуре около 450°С в течение менее 60 с; и
- четвёртая стадия охлаждения (16) при комнатной температуре в течение 20 секунд или более.
Кривая 18 представляет собой температурную кривую в различных частях оборудования (печь, ванна ...), а кривая 19 представляет собой температуру стальной проволоки или катанки.
Стальная проволока или катанка после термической обработки имеют отпущенную мартенситную микроструктуру.
Сформированную мартенситную стальную проволоку или катанку затем подвергают холодной прокатке, например, ниже 400°С, до плоской формы. Стальной элемент подвергают холодной прокатке до конечного размера через несколько прокатных клетей. Чем больше проходит прокатных клетей стальная проволока, тем больше уменьшение толщины. Натяжение стальной проволоки можно измерить и контролировать. Важно минимизировать или устранить натяжение стальной проволоки, проходящей между клетями. Напряжение может привести к значительному сужению стали. Система точного регулирования скорости может использоваться для контроля скорости, с которой движутся ролики, чтобы свести к минимуму натяжение. Например, прокатка боковых граней проводится между двумя плоскими прокатками.
Предел текучести (Rp0,2) и предел прочности (Rm) при различном уровне уменьшения толщины вместе с удлинением при разрыве At показаны на фиг. 5. Как показано на фиг. 5, предел прочности и предел текучести увеличиваются при уменьшении толщины. Отношение предела текучести к пределу прочности при растяжении составляет от 80 до 96. При уменьшении толщины на 60% предел прочности плоской стальной проволоки может достигать 2200 МПа без повреждения или разрушения. Такая стальная проволока с плоской формой имеет относительное удлинение при разрыве At около 2%, что приемлемо для дальнейшей обработки или операций, таких как гибка.
Этот очень высокий предел прочности является следствием ориентированных мартенситных зёрен в стальной проволоке после прокатки. Ориентировка была проанализирована с помощью анализа изображения, и, по-видимому, доля ориентированных мартенситных зёрен составляет по меньшей мере 10% об.
В частности, мартенситные зёрна ориентированы в значительной степени вблизи так называемого «кузнечного креста» (как показано на фиг.6), характеризуемого максимальной площадью деформации, созданной вследствие прокатки. В некоторых случаях он также называется «диагональным напластованием», поскольку он представляет собой образование макроскопических полос сдвига. С точки зрения напряжений, прокатка имеет неоднородное распределение компонентов напряжения между центром, длинной кромкой и короткой кромкой проволоки плоской формы. Наибольшие деформации или наиболее сильные деформации имеют место в поперечном сечении, как схематично показано на фиг. 6. Распределение деформации определяет ориентацию мартенситных зёрен линзовидной формы, так что мартенсит намного лучше сжат и, следовательно, ориентирован вблизи этой поперечной области (например, положение, обозначенное (а) на фиг. 6) по сравнению с ориентировкой вблизи короткой и длинной кромок (позиции обозначены соответственно (b) и (c) в поперечном разрезе на фиг.6). На фиг. 7(a) и фиг. 7(b) и (c) показаны соответственно микроструктуры поперечного сечения вблизи центра (обозначенные (a) на фиг. 6) и вблизи короткой и длинной кромок проволоки плоской формы (обозначенные соответственно позициями (b) и (c) на фиг. 6) подвергнутой холодной прокатке до 11,9 мм в ширину и 3,5 мм в толщину. Как показано на фиг. 7(а) линзовидные мартенситные зёрна имеют микроструктуру игольчатой формы и ориентированы в значительной степени. В частности, было установлено, что вблизи центра поперечного сечения оси линзообразные (линзовидные) мартенситные кристаллические зёрна ориентированы, по существу, перпендикулярно длинной кромке проволоки плоской формы. Степень ориентировки мартенситных зёрен по кромкам, как показано на фиг. 7(b) и (c), не такая высокая, как показанная на фиг. 7(a), которые находятся вблизи от центра.
Для сравнения микроструктура на кромке (обозначенная позицией (b) на фиг.) и вблизи центра (обозначенная позицией (a) на фиг. 8) катанки с круглым поперечным сечением (Фиг.8) также проанализирована и показана на фиг. 9. Катанка подвергнутая такой же термической обработке, что и проволока плоской формы в соответствии с настоящим изобретением, и холодная деформация не применяется к этой катанке в ходе или после термической обработки. Без холодной деформации катанка представляется однородной микроструктурой. Мартенситные зёрна произвольно ориентированы либо вблизи центра (фиг. 9 (а)), либо на кромке (фиг. 9 (b)) катанки.
В качестве дополнительной и необязательной стадии после прокатки можно использовать отжиг для снятия напряжений. Исходная холоднокатаная плоская проволока имеет предел прочности около 2020 МПа, предел текучести около 1750 МПа и удлинение при разрыве около 4,2%. Закалённая стальная проволока непрерывно проходит со скоростью 15 м/мин через печь отжига или печь при температуре между 350°C и 750°C. Предел прочности (Rm-R), предел текучести (Rp0,2-R) и удлинение при разрыве (At-R) стальной проволоки в зависимости от температуры отжига (AT) показаны на фиг. 10. Когда проволоку отжигают при низкой температуре, то есть около 400°С или 450°С, относительное удлинение не улучшается и даже незначительно уменьшается. Однако при отжиге при температуре выше 500°С удлинение при разрыве (At-RTA) закалённой стальной проволоки увеличивается с температурой отжига, как показано на фиг. 10. Когда стальную проволоку отжигают при 700°C, удлинение при разрыве (At-RTA) стальной проволоки может увеличиваться до около 9,5%. Предел прочности (Rm-RTA) и предел текучести (Rp0,2-RTA) уменьшаются с увеличением температуры отжига стальной проволоки.
В качестве примера закалённую стальную проволоку отжигают для снижения её предела прочности при растяжении Rm от около 2020 МПа до значения, составляющего от 1000 до 1500 МПа, предпочтительно от 1200 до 1500 МПа. В качестве другого примера закалённую стальную проволоку отжигают для снижения её предела прочности при растяжении Rm от около 2020 МПа до значения, составляющего от 1500 до 1900 МПа, предпочтительно от 1600 до 1800 МПа. Обработка отжигом с одной стороны существенно влияет на прочность, и относительное удлинение проволоки, а с другой стороны, также может контролироваться для улучшения сопротивления усталости, коррозионной стойкости и устойчивости к водородному охрупчиванию.
В соответствии с настоящим изобретением альтернативно тёплая прокатка используется для правки или уменьшения толщины стальной проволоки. Закалённую и отпущенную круглую или плоскую проволоку сначала нагревают до температуры между 400°С и 700°С в печи отжига или печи перед тёплой прокаткой, предпочтительно в среднечастотной индукционной печи. Здесь средняя частота означает частоту в диапазоне от 10 до 200 кГц. Предпочтительно во время тёплой прокатки используется регулировочный узел, который регулирует температуру стали для компенсации потерь тепла, которые могут возникать во время стадии прокатки.

Изобретение относится к области металлургии, а именно к получению удлинённого стального элемента, имеющего некруглое поперечное сечение и находящегося в упрочненном состоянии, который используют для получения пружинной проволоки или канатов. Удлинённый стальной элемент имеет состав стали, содержащий в мас.%: углерод от 0,20 до 1,00, кремний от 0,05 до 2,0, марганец от 0,40 до 1,0, хром в диапазоне от 0,0 до 1,0, серу и фосфор по отдельности до 0,025, никель, ванадий, алюминий, молибден или кобальт по отдельности до 0,5, остальное - железо и неизбежные примеси. Сталь имеет мартенситную структуру, включающую мартенситные зёрна, в которой доля ориентированных мартенситных зёрен составляет по меньшей мере 10%. Обеспечивается получение удлиненного стального элемента с требуемым высоким уровнем прочности при сохранении требуемой пластичности. 3 н. и 12 з.п. ф-лы, 10 ил.
1. Удлинённый стальной элемент, имеющий некруглое поперечное сечение и находящийся в упрочненном состоянии, причем удлинённый стальной элемент имеет следующий состав стали, мас.%:
содержание углерода в диапазоне от 0,20 до 1,00,
содержание кремния в диапазоне от 0,05 до 2,0,
содержание марганца в диапазоне от 0,40 до 1,0,
содержание хрома в интервале от 0,0 до 1,0,
содержание серы и фосфора по отдельности ограничено 0,025,
содержание никеля, ванадия, алюминия, молибдена или кобальта по отдельности ограничено 0,5,
остальное является железом и неизбежными примесями,
при этом указанная сталь имеет мартенситную структуру, включающую мартенситные зёрна, в которой доля ориентированных мартенситных зёрен составляет по меньшей мере 10 об.%.
2. Удлинённый стальной элемент по п. 1, в котором доля ориентированных мартенситных зёрен составляет по меньшей мере 20 об.%.
3. Удлинённый стальной элемент по п. 1, в котором доля ориентированных мартенситных зёрен составляет по меньшей мере 40 об.%.
4. Удлинённый стальной элемент по любому из пп. 1 - 3, в котором его предел текучести Rp0,2 составляет по меньшей мере 80% предела прочности Rm.
5. Удлинённый стальной элемент по любому из пп. 1 - 4, который имеет предел прочности Rm по меньшей мере 1200 МПа и удлинение при разрыве At по меньшей мере 3%.
6. Удлинённый стальной элемент по любому из пп. 1 - 5, который имеет предел прочности Rm по меньшей мере 1200 МПа при площади поперечного сечения менее 300 мм2, по меньшей мере 1300 МПа при площади поперечного сечения менее 100 мм2 и по меньшей мере 1400 МПа при площади поперечного сечения менее 5 мм2.
7. Удлинённый стальной элемент по любому из пп. 1 - 6, который является холоднокатаным.
8. Удлинённый стальной элемент по любому из пп. 1 - 6, который является горячекатаным.
9. Удлинённый стальной элемент по любому из пп. 1 - 7, который является проволокой плоской формы.
10. Удлинённый стальной элемент по п. 9, в котором указанная проволока плоской формы на её видимом поперечном сечении имеет «кузнечный крест».
11. Применение удлинённого стального элемента по любому из пп. 1 - 10 в качестве пружинной проволоки или элемента для изготовления каната.
12. Способ получения удлинённого стального элемента, имеющего некруглое поперечное сечение и находящегося в упрочненном состоянии, причем удлинённый стальной элемент имеет следующий состав стали, мас.%:
содержание углерода в диапазоне от 0,20 до 1,00,
содержание кремния в диапазоне от 0,05 до 2,0,
содержание марганца в диапазоне от 0,40 до 1,0,
содержание хрома в диапазоне от 0,0 до 1,0,
содержание серы и фосфора по отдельности ограничено 0,025,
содержание никеля, ванадия, алюминия, молибдена или кобальта по отдельности ограничено 0,5,
остальное является железом и неизбежными примесями,
при этом указанная сталь имеет мартенситную структуру, включающую мартенситные зёрна, в которой доля ориентированных мартенситных зёрен составляет по меньшей мере 10 об.%,
при этом указанный способ включает в себя следующие последовательные стадии:
а) аустенизацию стального слитка, стальной катанки или стальной тянутой или катаной проволоки выше температуры Ac3 в течение периода времени менее 120 секунд,
b) закалку указанного аустенитного стального слитка, стальной катанки или стальной проволоки при температуре ниже 100°C в течение периода времени менее 60 секунд,
с) отпуск закалённой стального слитка, стальной катанки или стальной проволоки между 320°C и 700°C в течение периода времени от 10 секунд до 600 секунд,
d) упрочнение закалённого и отпущенного стального слитка, стальной катанки или стальной проволоки для получения удлинённого стального элемента.
13. Способ по п. 12, дополнительно включающий в себя стадию e) отжига упрочнённого удлинённого стального элемента при температуре между 350°C и 700°C.
14. Способ по п. 12 или 13, в котором упрочнение представляет собой холодную прокатку.
15. Способ по п. 12 или 13, в котором упрочнение представляет собой тёплую прокатку, выполняемую между 400°С и 700°С.
| WO 2013041541 A1, 28.03.2013 | |||
| СТАЛЬ ДЛЯ ВИНТОВЫХ ПРУЖИН С ДИАМЕТРОМ ПРУТКОВ 27-33 мм И ПРУЖИНА, ИЗГОТОВЛЕННАЯ ИЗ НЕЕ | 2007 |
|
RU2370565C2 |
| СТАЛЬ | 2001 |
|
RU2203341C1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

