Изобретение относится к вакуумной установке нанесения покрытий согласно ограничительной части пункта 1 формулы изобретения. Кроме того, изобретение относится к способу одновременного покрытия нескольких плоских подложек слоем твердого материала согласно ограничительной части пункта 23 формулы изобретения.
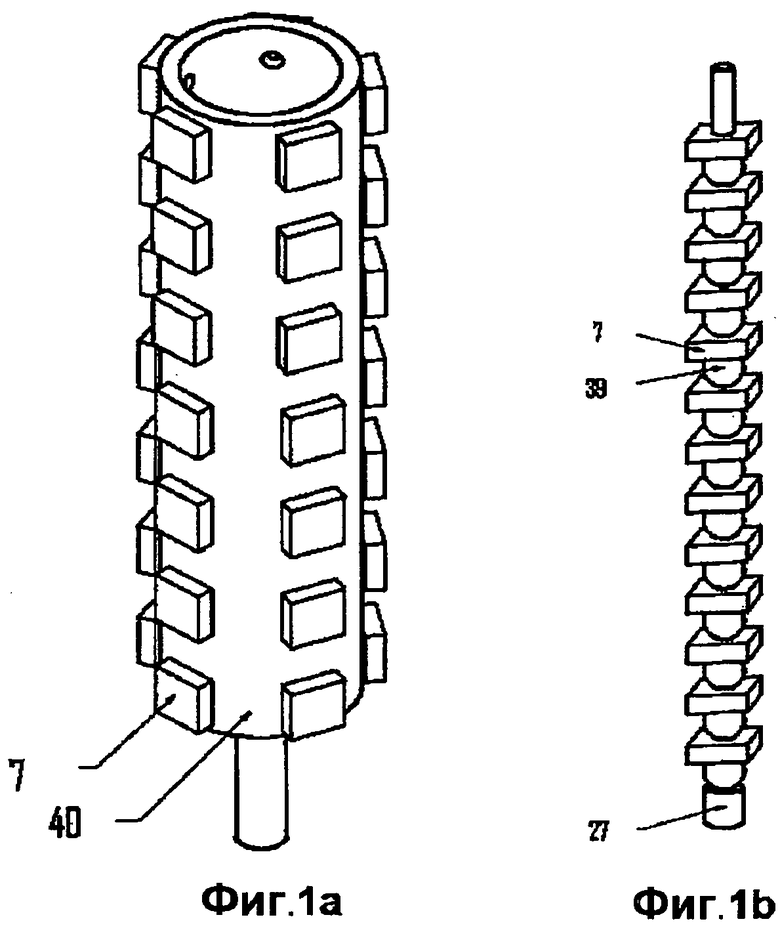
Существуют вакуумные установки для нанесения покрытий по технологии PVD (от англ. «physical vapor deposition» - физическое осаждение из паровой или газовой фазы) с подложкодержателями для инструментов, которые оптимизированы, прежде всего, для вращательно-симметричных геометрий обрабатываемых заготовок, таких как, например, для хвостовиковых инструментов с различными размерами. Как пример этому, описаны производственные системы фирмы OC Oerlikon Balzers AG, Лихтенштейн, такие как описанная в EP 1186681 A1 установка типа RCS и подробно описанная в EP 0886880 B1 установка типа BAI 1200. Типичные вращающиеся держатели для поворотных (неперетачиваемых) режущих пластин, применяющиеся в этих производственных системах, изображены на фиг.1a и 1b. При этом поворотные режущие пластины 7 могут быть закреплены, например, на барабанных магнитных заготовкодержателях 40 или расположены на стержнях 27 для приема заготовок и попеременно с промежуточными деталями 39.
Для нанесения покрытия на мелкие детали известны PVD-установки, в которых мелкие детали в виде сыпучего материала вращаются в решетчатых барабанах и благодаря этому приводятся в движение, в то время как одновременно на них наносится покрытие с расположенных снаружи или внутри барабана катодов, служащих источниками покрытия. Такие способы, как, например, упомянутый в EP 0632846, имеют тот недостаток, что мелкие детали при движении барабана бьются друг о друга или о барабан и при этом, особенно у твердосплавных деталей, происходит царапание поверхностей и повреждение острых кромок, таких как режущие кромки.
Установки для нанесения покрытий по технологии CVD (от англ. «chemical vapor deposition» - химическое осаждение из паровой или газовой фазы) для режущих инструментов, таких как поворотные режущие пластины, известны уже давно. Типичный пример установки такого типа, в которой поворотные режущие пластины раскладывают на решетках и покрывают в одной или нескольких плоскостях, известен из WO 99/27155 A1, фиг.4a. При этом химический процесс осаждения желаемого материала из газовой фазы может возбуждаться либо исключительно термически, либо, как в настоящем документе, дополнительно посредством создаваемой между подложками и электродами плазмы, такой как импульсная плазма.
Из заявок CH 00518/05 и CH 1289/05 известна пульсация тока дуги либо за счет одновременной подачи питания постоянного и импульсного тока на дуговой источник-испаритель, либо за счет подачи питания одного единственного импульсного тока на два запитываемых постоянным током дуговых источника-испарителя. Таким образом, удается непрерывно и стабильно эксплуатировать несколько дуговых источников даже тогда, когда они эксплуатируются в атмосфере с большим содержанием кислорода или чистого кислорода и во время процесса их поверхности покрываются изолирующим слоем. При этом становится возможным получить изолирующие, в особенности оксидные слои в PVD-установках серийного производства.
Промышленные PVD-установки для нанесения покрытия на инструменты и детали сегодня обычно не рассчитываются так, что они оптимизированы только для одной формы и одного размера подложки. Причина этого заключается в том, что в этих системах нанесения покрытий из соображений рентабельности должно покрываться множество подложек очень разных размеров и форм и что для обычных до сих пор PVD-слоев желательными являются исключительно диапазоны толщин от приблизительно 4 мкм до приблизительно 6 мкм, или же их изготовление с большей толщиной невозможно из-за возникающих в этом случае высоких внутренних напряжений. Поэтому для того, чтобы снабдить заготовки с часто сложными трехмерными структурами равномерно системой слоев толщиной в несколько микрометров (мкм), обычно является необходимым многократное вращение подложки. Но это, в свою очередь, приводит к тому, что по этой причине при таких способах достижимы лишь относительно малые скорости роста в несколько мкм/ч, и поэтому PVD-установки сегодня имеют камеры осаждения относительно большого размера, позволяющие добиться рентабельной эксплуатации.
Одним недостатком таких универсальных с точки зрения размера и формы подложки установок является загрузка и выгрузка подложек в держатели и в установку. Требование универсальности в отношении подложек обусловливает скорее адаптацию подложкодержателей к установке, чем к подложкам, и из-за этого затрудняет автоматизацию загрузки и выгрузки подложек.
Имеются и другие существенные недостатки, которые обусловлены требованием универсальности. Плотное укладывание подложек в производственной PVD-системе и необходимое при этом вращение то и дело периодически прерывают направленный поток материала PVD-источников к подложке, в то время как подводимые реакционноспособные газы непрерывно воздействуют на слой. Существуют точки зрения, что для уменьшения этой проблемы в PVD-системах нанесения покрытий по центру могут быть расположены дополнительные PVD-источники. Может быть, на практике это несколько уменьшает проблему, но в действительности не решает ее, так как и здесь материалопоток не может поддерживаться достаточно постоянным во времени, по меньшей мере не при требовании высокой плотности загрузки с высокой производительностью. Отклонение в материалопотоке от PVD-источников к подложке приводит к многослойной субструктуре при образовании слоя, то есть к изменению структуры или состава слоя по толщине слоя. Это может быть предпочтительным, например, с точки зрения наведения напряжений в слое, но также обладает недостатками в случае, если должны изготавливаться очень толстые слои. Прежде всего, эта многослойная субструктура зависит от геометрии подложкодержателей. При нынешнем уровне технологии преобладают недостатки, и нанесение покрытий PVD-установками периодического действия является нерентабельным из-за слишком малых скоростей нанесения покрытий, в частности, в отношении толстых оксидных слоев.
В качестве другого очень важного недостатка существующей в настоящее время PVD-технологии нанесения покрытий следует рассматривать распределения толщины слоя по инструменту. Это необходимо пояснить подробнее на примере поворотной режущей пластины (схематично изображенной на фиг.2), но по смыслу относится также ко всем режущим инструментам, которые имеют режущие поверхности в различных плоскостях и обладают по существу двухмерной геометрией. В случае держателя поворотных режущих пластин с двукратным или трехкратным вращением почти невозможно с разумными затратами получить, например, одинаковую толщину слоя на задней и передней поверхностях, не говоря уже о том, чтобы реализовать заданное соотношение толщин слоев. К тому же степени свободы при вращающемся режиме в установке периодического действия слишком сильно ограничены, и такие требования нельзя выполнить с разумными затратами ни за счет рентабельного вращения подложки, ни за счет движения PVD-источников.
В этом заключается причина того, что для покрытия поворотных режущих пластин слоями, толщина которых составляет более примерно 6 мкм, из соображений рентабельности до сих пор были распространены, прежде всего, CVD-способы, которые способны экономично наносить покрытия на большие партии (загрузки) поворотных режущих пластин в CVD-системах нанесения покрытий большого объема, несмотря на умеренные скорости нанесения покрытий по технологии CVD. CVD-подход поддерживался до недавнего времени также благодаря тому факту, что не существовало ни одной производственной PVD-технологии, позволяющей получать оксид для поворотных режущих пластин, и только CVD казалась возможной для этого. Важным признаком нанесения покрытия по технологии CVD является практически однородное распределение слоев по поворотной режущей пластине или области режущей кромки, которое во многих случаях является преимуществом. Впрочем, здесь следует также заметить, что это преимущество становится недостатком, когда на поворотной режущей пластине необходимо реализовать заданное соотношение толщин слоев на задней и передней поверхностях. И, наконец, высокие температуры процесса при CVD-подходе не подходят для всех инструментов и поэтому нежелательны.
Однако намного рациональнее, чем в PVD-системах, является тот метод, которым поворотные режущие пластины загружаются и выгружаются для работы в CVD-системе нанесения покрытия. Он заключается по существу в том, что поворотные режущие пластины разложены на тарельчатых решетках. Этот подход к манипулированию подложками определяется, прежде всего, также предыдущими и последующими технологическими операциями изготовления, такими как, например, спекание, шлифование передних, боковых поверхностей и кромок, пескоструйная обработка, полирование и пр., которые целесообразны для серий небольших размеров приблизительно от 20 до 400, и инфраструктура машинной обработки которых рассчитана на размеры этих серий. Поэтому манипулирование подложками в CVD-технологии рассчитано на упомянутые выше размеры серий, и только при нанесении покрытий из соображений производительности обычно от 5 до 30 таких серий собираются в одну CVD-партию.
Недостатком при CVD-технологии, наряду с низкими скоростями нанесения покрытия, является также недостаточная гибкость в выборе материала при материалах покрытия, подвод которых происходит через газообразные предшественники. С одной стороны, доступность соответствующих предшественников ограничена, с другой стороны, редкие предшественники связаны с высокими затратами на получение. В добавок к этому, манипулирование газообразными предшественниками для определенных материалов возможно только с трудом, управление химическими реакциями возможно не настолько свободно и независимо друг от друга, как в случае с PVD-источниками, и реакции CVD должны регулироваться по температуре, а большое многообразие предшественников в рабочей камере затрудняет управление желаемой реакцией. Все это является причинами того, что сегодня по этой технологии возможно получение, прежде всего, только слоев TiC, TiN, TiCN и Al2O3. Слои TiAlN, которые возможны, например, при PVD без затруднений и обладают большими преимуществами во многих областях применения резания, до сих пор еще не нашли доступа к стандартной CVD-технологии.
Резюмируя, недостатки существующих технологий нанесения покрытий можно изложить следующим образом:
PVD:
1) неудобное манипулирование подложками при больших партиях одинаковых, прежде всего небольших двухмерных подложек, таких как, например, поворотные режущие пластины,
2) слишком малые скорости нанесения покрытия из-за необходимого вращения подложек в больших установках периодического действия,
3) обусловленное вращением прерывание материалопотока от источника твердого вещества к подложке,
4) почти невозможное регулирование соотношения толщин слоев между задней и передней поверхностями.
CVD:
1) необходимость в установках периодического действия по экономическим причинам, из-за малых скоростей нанесения покрытия и длинных циклов нагревания и охлаждения,
2) недостаточная гибкость технологического CVD-подхода в отношении различных материалов, так как выбор предшественника ограничен и управление механизмами реакции возможно по существу только за счет температуры процесса,
3) усложненная разработка процесса для новых материалов и комбинаций материалов с высокими затратами при применении нового предшественника.
Вывод:
Оксиды металлов с недавнего времени можно было получать посредством пригодной для производства PVD-технологии. Но в установках периодического действия могут быть реализованы лишь малые скорости нанесения покрытий из-за необходимого вращения, которое подходит для универсальных размеров подложек, но не специально для поворотных режущих пластин. Существующий уровень техники базируется на скорее неподходящей системе с неподходящим удерживанием подложек или манипулированием подложками, из-за чего PVD-технология в определенных областях применения, которые требуют особенно толстых слоев и которые делают целесообразным очень простое, частично автоматизированное манипулирование поворотными режущими пластинами, уступает CVD-технологии по производительности. К тому же в PVD-установках периодического действия по экономическим причинам (максимально возможная плотность загрузки) поворотные режущие пластины чаще всего удерживают так, что на заднюю поверхность наносится более толстый слой по сравнению с передней поверхностью. Этот подход до сих пор поддерживал скорее только специальную возможность применения поворотных режущих пластин для фрезерования, но не является предпочтительным подходом для применений точения.
Скорости нанесения покрытия при CVD малы, а циклы нагревания и охлаждения длинны, поэтому существует необходимость в больших установках периодического действия. Высокие температуры и негибкость по материалам являются невыгодными. Сбор серий многих размеров в одну партию увеличивает технологический риск, прерывает технологический поток подложек и снижает контроль над процессом. Поэтому CVD-технология ограничена и связана по меньшей мере с высокими затратами на развитие новых материалов, если это вообще возможно.
Задача настоящего изобретения заключается в том, чтобы устранить или уменьшить недостатки уровня техники.
В частности, задача настоящего изобретения состоит в том, чтобы предоставить вакуумную PVD-установку нанесения покрытий для покрытия твердыми материалами режущих инструментов, которые, в частности, выполнены в виде практически двухмерных плоских подложек, таких как, предпочтительно, поворотные режущие пластины (называемые также вставками) и им подобные, которая обеспечивает высокую производительность или очень быстрый рост слоя и предпочтительно пригодна для применения при изготовлении поворотных режущих пластин, т.е. допускает простую автоматизируемую комплектацию и вписывается в машинную инфраструктуру линии для изготовления поворотных режущих пластин по технологии CVD. Установка нанесения покрытий должна обладать высокой пропускной способностью даже при осаждении толстых слоев, в частности, плохо проводящих, изолирующих слоев, таких как, например, оксидосодержащие слои, в которой подложкодержатели могут иметь по существу двухмерную геометрию и которая может быть укомплектована множеством подложек, и одновременно возможно нанесение покрытия с высокой экономичностью.
Кроме того, это решение должно позволить заменить так называемые системы периодического действия, работающие по технологии CVD и PVD, и избежать описанных выше недостатков существующих установок нанесения покрытий по технологии PVD и особенно CVD.
Другая задача заключается в том, чтобы создать новую установку, которая сочетает PVD-источники покрытия с подложкодержателями таким образом, что возможно применение подобных выполненных плоскими подложкодержателей, которые также могут удовлетворять требованиям манипулирования в уже применяемой CVD-технологии нанесения покрытий, и которая предпочтительно больше не требует обязательного вращения подложек.
Кроме того, этот подход должен обеспечить высокую гибкость как в отношении размера серии, так и в отношении строения слоя.
Другой задачей является возможность нанесения покрытий на режущие инструменты, такие как, в частности, поворотные режущие пластины, у которых соотношение толщин слоев на задней поверхности и передней поверхности варьируется и может целенаправленно регулироваться.
Другой задачей является как можно более непрерывный, одновременный подвод материала из PVD-источников твердого вещества по всей поверхности подложки во время нанесения покрытия, без прерывания материалопотока источников твердого вещества возможным вращением подложки.
Другая задача заключается в том, чтобы перенять в существенных моментах типичные элементы реализации существующего, применяемого до сих пор при CVD подложкодержателя, который до сих пор подходил только для этой технологии и до сих пор предназначался для нанесений покрытий в установках периодического действия, для новой PVD-технологии, которая обеспечивает более высокие скорости нанесения покрытий, и тем самым сохранить остальную техническую инфраструктуру изготовления поворотных режущих пластин.
Другая задача заключается в том, что создается PVD-технология путем комбинации CVD-подложкодержателя и компоновки PVD-источников, для которой предпочтительно не требуется движение подложки, такое как, в частности, вращение подложки, и несмотря на это может быть достигнуто как достаточно однородное распределение слоя по режущим поверхностям поворотных режущих пластин, так и определенное соотношение толщин слоев для различных режущих поверхностей поворотной режущей пластины.
Вследствие этого должна быть существенно улучшена рентабельность изготовления режущих инструментов при высокой гибкости регулирования желаемых параметров слоя с достигаемым высоким качеством покрытия.
Задача согласно изобретению решается с помощью установки с признаками пункта 1 и способа по пункту 23 формулы изобретения. Зависимые пункты характеризуют другие преимущественные варианты реализации изобретения.
Задача согласно изобретению решается за счет того, что вакуумная установка нанесения покрытий включает в себя:
- вакуумную рабочую камеру, которая соединена с насосной системой,
- по меньшей мере один впуск реакционноспособного газа, который подсоединен к по меньшей мере одному резервуару реакционноспособного газа,
- по меньшей мере один PVD-источник покрытия с анодом и плоским катодом,
- подложкодержатель с несколькими подложками,
- по меньшей мере одну дверь, которая расположена на вакуумной рабочей камере, для загрузки и выгрузки камеры с подложкодержателем или для передачи в другую камеру,
- транспортировочное устройство для проведения подложкодержателя через дверь и позиционирования в вакуумной рабочей камере на расстоянии в области плоского катода,
- по меньшей мере один блок питания, который соединен с упомянутым по меньшей мере одним PVD-источником покрытия.
При этом подложкодержатель, в котором разложено несколько подложек, выполнен двухмерным с горизонтальной протяженностью, при этом он расположен между по меньшей мере двумя PVD-источниками покрытия. Несколько подложек представляют собой режущие инструменты с по меньшей мере одной выполненной на них режущей кромкой, которая расположена в периферийной краевой области плоской подложки. Эти подложки размещены распределенными в плоскости двухмерной протяженности подложкодержателя, при этом подложкодержатель расположен в горизонтальной плоскости в вакуумной рабочей камере позиционированным на расстоянии между плоскими катодами упомянутых по меньшей мере двух PVD-источников покрытия таким образом, что по меньшей мере одна часть каждой из упомянутой по меньшей мере одной режущей кромки содержит активную режущую кромку, и она по отношению к по меньшей мере одному из катодов PVD-источников покрытия всегда находится в пределах прямой видимости.
Активная режущая кромка представляет собой ту часть кромки, которой на режущем инструменте в процессе резания пользуются для резания. Режущая кромка включает по меньшей мере одну часть каждой из боковых поверхностей вдоль кромки, которые называются передней и задней поверхностями.
Таким образом, в процессе нанесения покрытия эти режущие кромки с боковыми режущими областями всегда находятся в пределах прямой видимости по отношению к по меньшей мере одному из катодов PVD-источника покрытия. Благодаря этому материалопоток, который осаждается на режущих кромках, по меньшей мере в той части кромки, которая является активной режущей кромкой, никогда не прерывается. Материалопоток может варьироваться самое большее по скорости осаждения. Благодаря этому осаждение слоев происходит с высокой скоростью при высоком качестве. В определенных случаях подложкодержатель или даже подложки на подложкодержателях могут перемещаться для достижения дополнительной гомогенизации распределения толщины слоя. Возможно, например, даже дополнительное вращение подложек относительно подложкодержателя с помощью привода. В таком случае режущие кромки покрываются попеременно противоположными источниками, но всегда так, что материалопоток от по меньшей мере одного источника всегда наносится на упомянутую по меньшей мере одну режущую кромку или упомянутые по меньшей мере две режущие кромки каждой подложки.
Очень предпочтительной была бы, впрочем, компоновка, при которой подложки разложены позиционированными неподвижно на подложкодержателе или внутри него. Благодаря этому каждая режущая кромка, особенно когда имеется несколько на одну подложку по ее периферии, по отношению к тому или иному противоположному источнику предпочтительно обращена к соответствующему материалопотоку этого источника, в зависимости от того, какая кромка или какая часть кромки находится в пределах прямой видимости по отношению к соответствующему катоду источника. В определенных случаях возможно также нанесение на части кромки с двух сторон, в зависимости от положения подложек в приспособлении-подложкодержателе. Предпочтительно, если плоские подложки разложены позиционированными рядом друг с другом под прямым углом по отношению к плоскому подложкодержателю, предпочтительно на небольшом расстоянии друг от друга. В определенных случаях подложки могут быть разложены слегка наклоненными по отношению к плоскости подложкодержателя, чтобы дополнительно «экспонировать» определенные области предпочтительным образом по отношению к источникам.
Предпочтительно, если упомянутая по меньшей мере одна режущая кромка каждой подложки на подложкодержателе, на соответствующей обращенной к ней стороне упомянутого по меньшей мере одного катода всегда на по меньшей мере 50%, предпочтительно 70%, своей длины ориентирована в пределах прямой видимости относительно этого катода, и там покрывается, и там не затеняется подставкой в держателе или, соответственно, в подложкодержателе. Тогда внутри этой области находится покрытая активная режущая кромка, которая используется в процессе резания режущим инструментом. Благодаря этому можно добиться того, что подлежащая использованию режущая кромка режущего инструмента полностью покрывается желаемым образом, и этому не мешают эффекты затенения.
Так как материалопоток на покрываемой режущей кромке никогда не прерывается, он может варьироваться самое большее в определенной допустимой степени, благодаря чему может быть достигнуто высокое качество слоя с малыми внутренними напряжениями.
Эффективность (EFZ) материалопотока PVD может быть определена следующим образом:
EFZ = встраиваемое в слой количество материала мишени в единицу времени/потеря массы материала мишени в единицу времени. В определенной степени это фактор переноса, который показывает, сколько материала мишени катода достигает покрываемых полезных поверхностей.
Варьирование скорости осаждения на покрываемой поверхности подложки (активной режущей кромке) обозначается как дельта(EFZ). Оно представляет собой колебание во времени этой величины с целью добиться однородного покрытия, с движением подложки или вращением подложки или, предпочтительно, без него, отнесенное к среднему во времени значению EFZ. Дельта(EFZ) не должно превышать ±30%, предпочтительно ±20%, предпочтительно ±10%.
Подложкодержатель с плоскостной протяженностью может, например, иметь решетчатую структуру, в промежутки которой при загрузке может быть просто вставлено множество подложек. После этого в вакуумной технологической PVD-установке желаемые области режущих кромок с соответствующими двухсторонними режущими поверхностями могут быть одновременно покрыты в одном процессе очень рентабельно. Благодаря индивидуальной настройке источников можно целенаправленно регулировать нанесение покрытия на боковые поверхности, передние поверхности и задние поверхности в соответствии с заданными параметрами, например различными толщинами слоя, и/или составом материала, и/или свойствами слоя.
С помощью настоящего изобретения достигаются следующие выгодные результаты по сравнению с уровнем техники:
- высокие скорости нанесения покрытия с помощью PVD-источников за счет выгодной геометрии, даже без вращения подложки (20 мкм/ч и более),
- отсутствие прерывания потока материала PVD-источника, что делает возможными адаптацию напряжений и более толстые слои,
- возможно многослойное строение,
- простой, удобный в обращении и автоматизируемый подложкодержатель,
- возможность многокамерных систем благодаря комбинации отдельных камер для всей технологической последовательности в одной камере или разделения технологической последовательности на несколько камер,
- адаптация размера серии к имеющемуся производству и инфраструктуре,
- короткие продолжительности процесса или цикла (1 ч по сравнению с прежними 24 ч при CVD, или прежними 12 ч при PVD),
- регулируемые целевые соотношения толщин слоев на задней поверхности к передней поверхности заготовки,
- отсутствие или сильное уменьшение движения подложки,
- экономичное манипулирование мелкими деталями, такими как поворотные режущие пластины,
- отсутствие необходимости в новой инфраструктуре для адаптации к производственным линиям CVD.
Ниже изобретение поясняется более подробно на примерах и с помощью схематичных фигур. На них показано:
Фиг.1a,b - типичный держатель для поворотных режущих пластин с 2-кратным (a) или 3-кратным (a и b) вращением, который применяется в производственных PVD-системах периодического действия согласно уровню техники,
Фиг.2 - схематичное изображение поворотной режущей пластины с задней поверхностью (B), передней поверхностью (A) и областями, которые при обработке резанием подвергаются износу в виде лунки (C) и износу задней поверхности (D),
Фиг.3 - схематичное изображение однокамерной системы как примера с PVD-источником-испарителем,
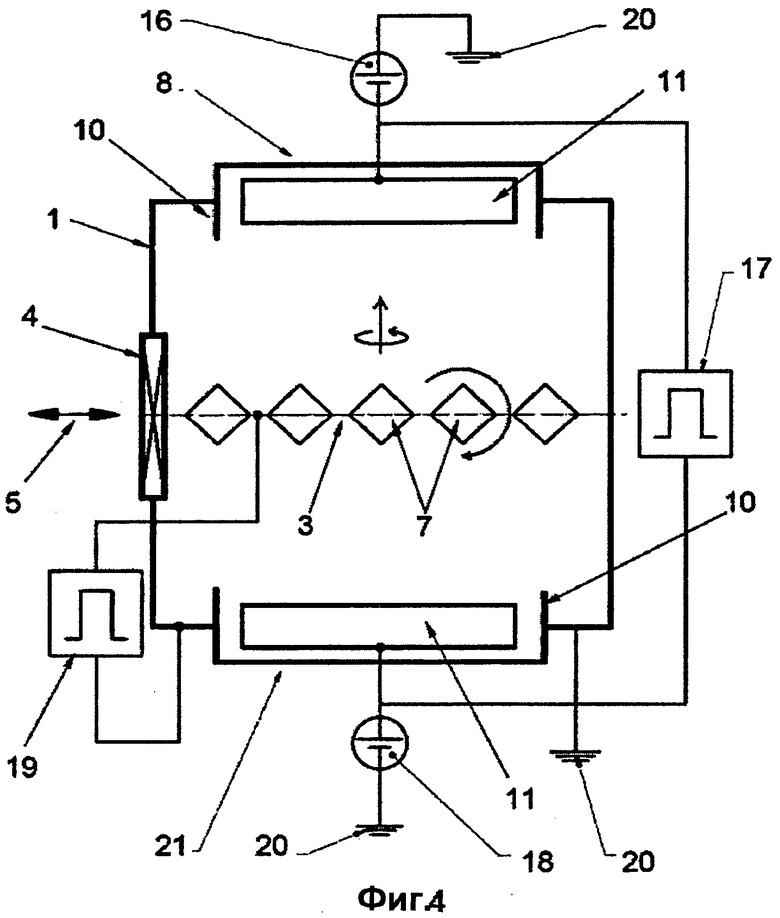
Фиг.4 - схематичное изображение однокамерной системы с двумя расположенными друг напротив друга источниками и расположенным горизонтально между ними плоским подложкодержателем,
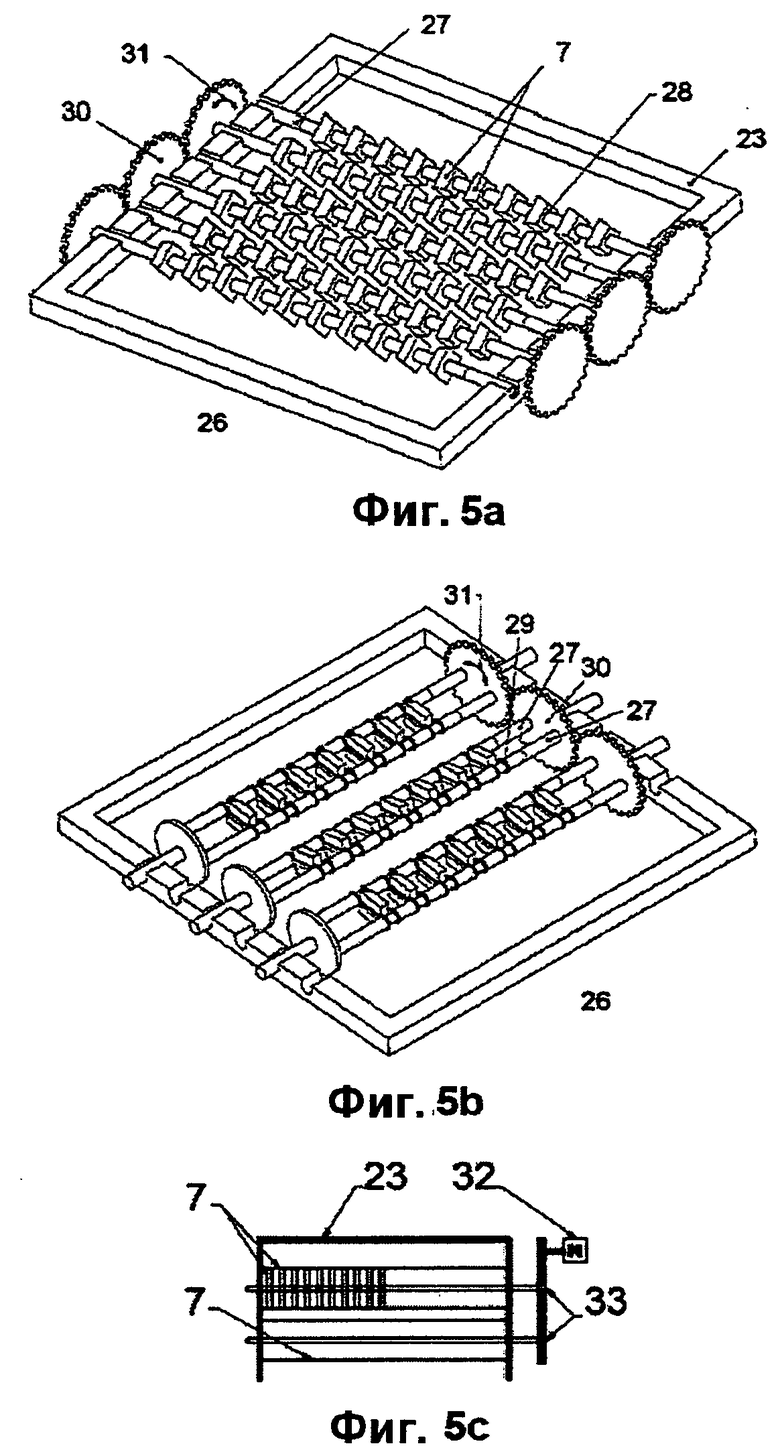
Фиг.5a,b,c - a: вертельный держатель для поворотных режущих пластин с отверстием, b: вертельный держатель для поворотных режущих пластин без отверстия, c: приемник заготовок с вращающимися вертелами,
Фиг.6 - схема поточной установки с линейным движением подложкодержателей,
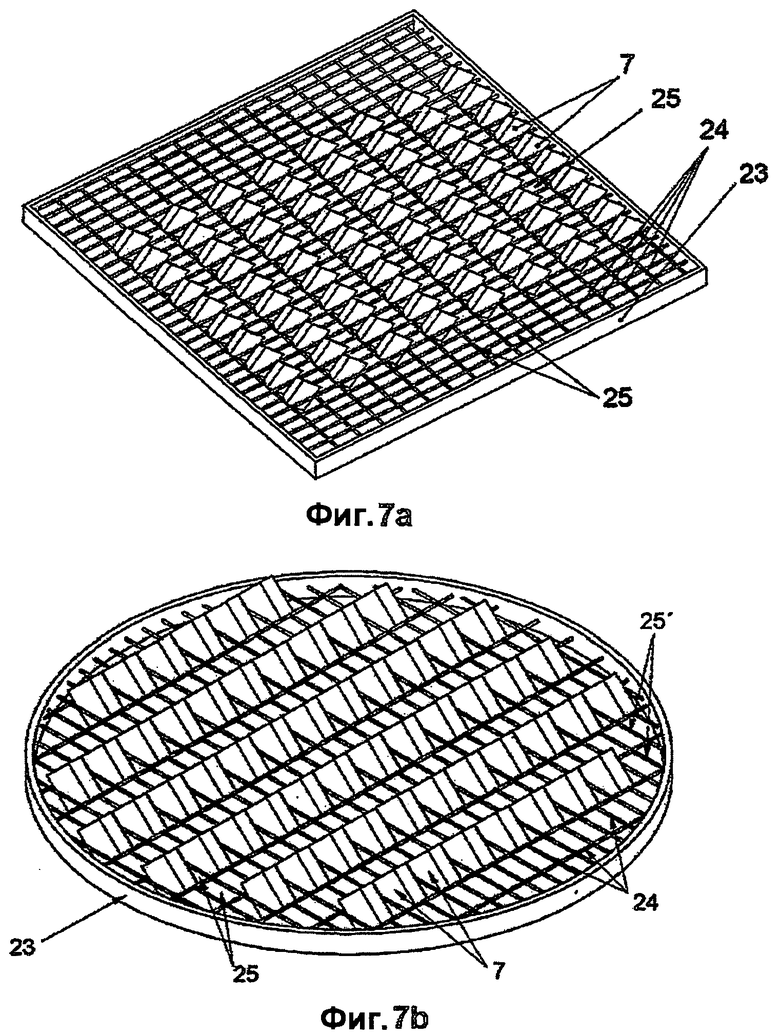
Фиг.7a,b - a: подложкодержатель с поворотными режущими пластинами, просто вставленными в прямоугольную решетку, b: вставленными в круглую решетку,
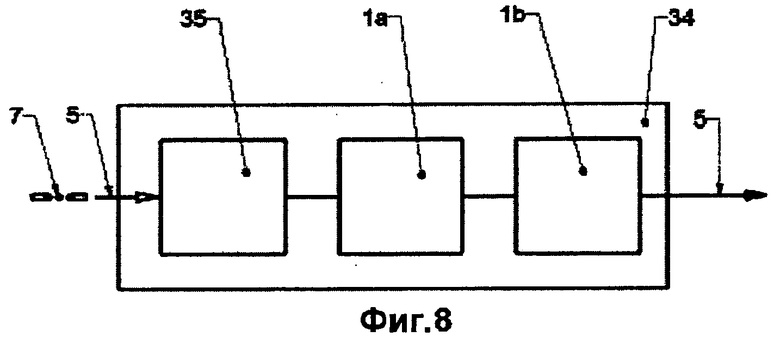
Фиг.8 - схема поточной установки с отдельными рабочими камерами,
Фиг.9 - многокамерная система с центральной транспортировочной камерой и камерой предварительной обработки,
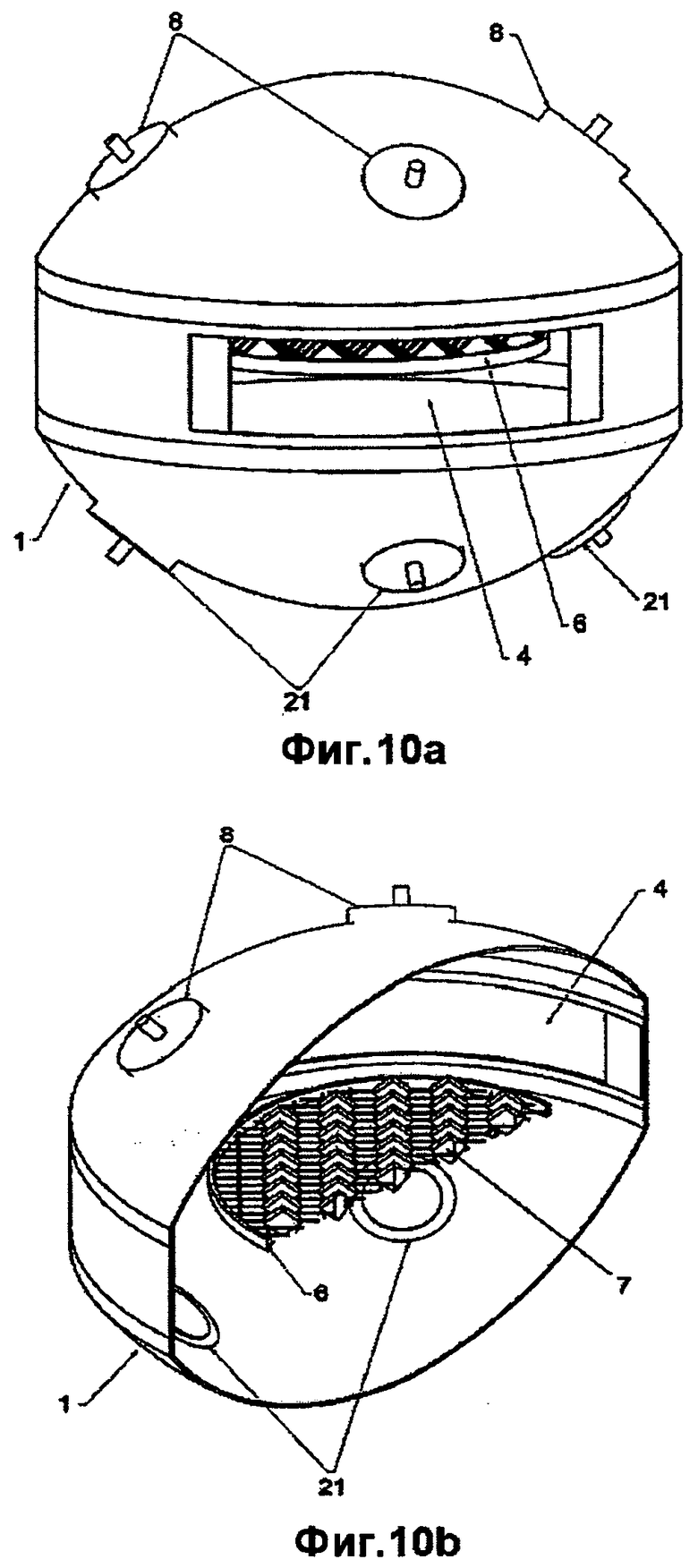
Фиг.10a,b - схематичное изображение предпочтительной PVD-установки нанесения покрытий с парами расположенных друг напротив друга дуговых источников (a) и расположенным между ними двухмерно протяженным подложкодержателем, а также для пояснения изображение их в сечении (b).
Покрываемые подложки имеют по существу двухмерную форму или плоскостно протяженную форму. Это означает, что боковые стороны a и b существенно больше, чем третья боковая сторона c предмета, как это имеет место в случае предпочтительных покрываемых режущих инструментов 7, поворотных режущих пластин, как это схематично и примерно изображено на фиг.2. Целью нанесения покрытия является покрытие режущих кромок E с соответствующей задней поверхностью B и передней поверхностью A. У такого режущего инструмента в процессе резания обычно используется только часть всех имеющихся на инструменте длин кромок с соответствующими боковыми поверхностями. Эта часть называется активной режущей кромкой E' и составляет менее 50% или даже только 30% от всей имеющейся на заготовке длины режущей кромки. Протяженности E'' от кромки E на задней поверхности B, где возникает износ D задней поверхности, и от кромки E на передней поверхности A, где возникает износ в виде лунки, составляют в диапазоне от 50 мкм до 5,0 мм и также должны быть покрыты. Может оказаться предпочтительным целенаправленно обеспечить в этих областях передней поверхности и задней поверхности покрытие с различной толщиной слоя, возможность чего дополнительно обеспечивается настоящим изобретением. Так как режущий инструмент должен быть покрыт с необходимым высоким качеством только в этих указанных областях, другие, не требующиеся области инструмента могут использоваться для удерживания, например, путем вставления в решетку 25' с отверстиями 25 на подложкодержателе, или с использованием отверстия 28 в центральной области подложки 7, которое также расположено в неиспользуемой области инструмента. Такие плоские режущие инструменты не должны иметь плоские поверхности и могут быть также выполнены выпуклыми на отдельных сторонах или на всех сторонах, или же могут иметь другие плоские контуры, или же содержать углубления или выступы, например, для крепежных средств в инструментодержателе, или для лучшего снятия стружки в процессе обработки резанием. Протяженность a, b предпочтительных плоских режущих инструментов предпочтительно составляет в диапазоне от 5,0 мм до 60 мм. Режущие инструменты представляют собой предпочтительно многоугольные плоские предметы. Предпочтительно применяются треугольные и четырехугольные предметы, при этом активные режущие кромки в этом случае соответственно начинаются от углов, как изображено на фиг.2. Путем поворота инструмента 7 вокруг центральной оси и/или путем переворота можно после изнашивания активной режущей кромки E' соответственно установить новую, неиспользованную активную режущую кромку E', как это давно известно при механической обработке материалов. Хотя и не так часто, но возможно также выполнение режущего инструмента круглым, причем в этом случае одна или две кромки E кольцеобразно охватывают режущий инструмент, и их подобласти могут использоваться в качестве активных режущих кромок.
У изображенной на фиг.2 предпочтительной поворотной режущей пластины 7 покрываемые активные режущие кромки E' с соответствующими покрываемыми боковыми частями задней поверхности B и передней поверхности A расположены вблизи 4 режущих углов. При этом эти поверхности должны быть покрыты достаточно равномерно от угла поворотной режущей пластины на приблизительно 2-5 мм, без образования при нанесении покрытия затененных мест подложкодержателем 6. Обычно в процессе резания поворотные режущие пластины 7 используются по углам и на нескольких сотнях мкм вдоль кромок. Это области износа C в виде лунки и износа D задней поверхности.
На фиг.3 сильно упрощенно изображена принципиальная схема вакуумной системы нанесения покрытий, с помощью которой могут быть покрыты подложки 7, такие как поворотные режущие пластины, удерживаемые на практически планарном подложкодержателе 6, предпочтительно решетчатой сетке. Система состоит из вакуумной камеры 1, которая может быть вакуумирована посредством насосной системы 2. Заготовкодержатели 6 с несколькими заготовками 7 перемещают через дверь или шлюз 4 в направлении 5 транспортировки на горизонтальной плоскости 3 транспортировки в положение нанесения покрытия перед источником 8. Нанесение покрытия происходит с помощью PVD-источника 8 покрытия, который предпочтительно представляет собой дуговой источник-испаритель, который оснащен устройством 9 зажигания, анодом 10 и катодом или, соответственно, мишенью 11. Для реактивного нанесения покрытия через по меньшей мере один впуск 12 реакционноспособного газа из по меньшей мере одного резервуара 13 реакционноспособного газа впускают необходимые реакционноспособные газы. Дополнительно предусмотрен впуск 14 инертного газа для благородных газов, таких как аргон, который соединен с резервуаром 15 инертного газа. Резервуар 13 реакционноспособного газа содержит предпочтительно один из газов азот, кислород, углеводород, кремневодород, бороводород, водород, комбинации этих газов, а предпочтительно кислород для реактивного осаждения желаемых соединений слоев. Возможно подсоединение к установке нескольких резервуаров 13 реакционноспособного газа, которые содержат различные из этих газов, для получения систем слоев с несколькими слоями из различных материалов и/или изменения видов слоев по потребности. Дуговой источник-испаритель запитывают от блока 16 питания постоянным током и/или предпочтительно от импульсного сильноточного блока 17 питания.
В соответствии с изобретением для второго источника 21 на противоположной стороне установки используют другой блок 18 питания постоянным током, как это изображено на фиг.4. Подложкодержатель располагается в этом случае в плоскости 3 между двумя источниками 8 и 21, предпочтительно параллельно плоским катодам 11. Возможно также размещение нескольких плоских подложкодержателей 6, хотя предпочтительно используют один единственный большей площади. Подложки 7 предпочтительно нагружают через подложкодержатель 6 электрическим смещением посредством блока 19 питания током смещения, который может быть выполнен постояннотоковым, переменнотоковым, среднечастотным, радиочастотным, постояннотоковым и/или предпочтительно импульсным однополярным или биполярным. В обычном случае все блоки питания работают с массой 20. Впрочем, у дугового источника-испарителя существует также возможность поддержания анода 10 изолированным от массы и, таким образом, эксплуатации блоков 16, 17, 18 питания источников без массы между анодом 10 и катодом 11. Хотя нанесение покрытия предпочтительно происходит без движения подложек, существует возможность перемещения подложкодержателя до, после или во время нанесения покрытия в горизонтальном направлении или же в направлении к тому или иному катоду при соблюдении параллельной ориентации относительно горизонтальной плоскости. Катоды 11 также могут при этом располагаться перевернутыми относительно этой горизонтальной плоскости для того, чтобы предпочтительно способствовать материалопотоку в одном определенном направлении. Возможно также вращение всего подложкодержателя 6 вокруг своей вертикальной оси в горизонтальной плоскости нанесения покрытия. Такое вращение предпочтительно особенно тогда, когда необходимо целенаправленно регулировать соотношение толщин слоев на задней и передней поверхностях или на этих поверхностях должны осаждаться различные материалы.
Предлагаемые здесь PVD-источники покрытия могут представлять собой распылительные источники, такие как магнетронные источники и/или предпочтительно дуговые источники-испарители. Предпочтительными являются по меньшей мере два расположенных друг напротив друга источника 8, 21 покрытия, которые образуют по меньшей мере одну пару PVD-источников и которые располагаются практически друг напротив друга, с расположенным между ними подложкодержателем 6, при этом каждый из двух источников эксплуатируют с блоком 16, 18 питания постоянным током, а предпочтительно дополнительно оба катода 11 обоих источников 8, 21 эксплуатируют с одним единственным импульсным сильноточным блоком питания, как это изображено на фиг.4 и 6. Один источник этой пары источников располагается, таким образом, на расстоянии над подложкодержателем 6, а другой источник - на расстоянии под подложкодержателем. Предпочтительно, если имеется по меньшей мере одна пара PVD-источников, состоящая из дуговых источников-испарителей.
Компоновка с только одним источником 8 на одной стороне подложкодержателя 6, как это изображено на фиг.3, не позволяет осуществлять всестороннее нанесение покрытий на подложки 7, в частности, когда они размещены в плоскостно протяженном подложкодержателе. Для этого потребовалось бы выполнять вращение зафиксированных поворотных режущих пластин 7. Для обеспечения вращения 31 служат приемники 27 заготовок, своего рода стержни или вертела, которые установлены в рамке 23 и на которых зафиксированы поворотные режущие пластины 7, как это схематично изображено на фиг.5a-5c для поворотных режущих пластин. На фиг.5a это изображено для поворотных режущих пластин с отверстием 28, а на фиг.5b - без отверстия с крепежным элементом 29. Вращение происходит посредством поворотного привода 30 с направлением 31 вращения. Поворотный привод соединен с редуктором 33 и приводом 32 двигателя. И хотя компоновка с только одним источником и вращением подложек 6 обеспечивает достаточно хорошее распределение толщины слоя, но необходимое качество слоев без прерывания материалопотока при нанесении покрытия не достигается, и высокая требуемая рентабельность процесса не обеспечивается. Эти проблемы решаются только с помощью предлагаемых изобретением компоновок с по меньшей мере попарно расположенными друг напротив друга источниками с позиционированным между ними плоским приспособлением-подложкодержателем, как это изображено на фиг.4, 6, 10. При определенных обстоятельствах может быть желательным дополнительное вращение внутри подложкодержателя 6 при этих компоновках, пока покрываемые кромки непрерывно находятся под действием материалопотока источников, то есть не происходит его периодического прерывания. Впрочем, намного предпочтительнее работать без такого вращения и размещать подложки 7 неподвижно разложенными в подложкодержателе. Благодаря этому покрытие может быть лучше осаждено на желаемых областях подложки 7 и под индивидуальным контролем, и эта компоновка проще и экономичнее в обращении. Покрываемые части кромок благодаря этому всегда смотрят на по меньшей мере один из упомянутых по меньшей мере двух источников и находятся в пределах прямой видимости по отношению к нему. На соответственно расположенной стороне упомянутого одного катода 11 благодаря этому в любое время по меньшей мере 50%, предпочтительно 70% длины режущей кромки (E) ориентировано относительно соответствующего катода в пределах прямой видимости. Как уже упомянуто, возможны движения 22 всего подложкодержателя 6 в горизонтальной плоскости и/или в направлении катодов 11 между упомянутой по меньшей мере одной парой источников. Впрочем, предпочтительно стационарное расположение подложкодержателя 6 с неподвижно разложенными в нем подложками 7.
Расположение и количество применяемых дуговых источников-испарителей или просто дуговых источников зависит от их размера, их магнитных полей (если используются), тока дуги, установленного давления газа и следующих из них характеристик покрытия и может быть оптимизировано с помощью известного специалисту способа имитации таким образом, что может быть достигнуто практически однородное распределение толщины слоя на покрываемых областях подложек 7, в частности, в покрываемых областях режущих кромок поворотных режущих пластин. При жестко заданном расположении источников можно влиять на и оптимизировать характеристики испарения источников также с помощью изменяющихся магнитных полей, пульсации тока дуги и давления газа, что дополнительно дает возможность расположения источников с большей степенью свободы, чем изображено, например, на фиг.3 и 4.
До сих пор речь шла о нанесении покрытия в однокамерных системах. Так как в производственных процессах пропускная способность имеет решающее экономическое значение, во многих случаях целесообразно комбинировать несколько однокамерных систем в виде поточной компоновки или в виде многокамерной системы, чтобы выполнять короткие технологические операции в одной камере, не увеличивая при этом собственно время нанесения покрытия. Тогда системы слоев, базирующиеся на различных материалах, таких как, например, TiCN/Al-Cr-O или TiAlN/Al-Cr-O, могут быть выполнены таким образом, чтобы слои на основе Ti отрабатывались в одной системе, в то время как оксидные слои наносились бы в следующей системе. Свобода комбинирования этого подхода к манипулированию подложками и больших скоростей нанесений покрытия с поточной или многокамерной системой открывает дополнительные возможности для высокой производительности, оптимального технологического маршрута и большего многообразия материалов. Ниже эти предпочтительные возможности поясняются более подробно.
Преимущество простой конструкции однокамерной системы, о которой говорилось выше, заключается в том, что она в целях дальнейшего повышения производительности может быть также расширена до поточных схем или многокамерных схем. На фиг.6 показано, как построена поточная система, базирующаяся на этой схеме. Множество поворотных режущих пластин (заготовок) 7 снова раскладывают на по меньшей мере одном заготовкодержателе или подложкодержателе 6. В простой форме они выполнены в виде решетки, как это изображено на фиг.7a и 7b. Заготовкодержатель 7 состоит из рамки 23, которая охватывает решетчатую подставку 24 под заготовки с соответствующим множеством отверстий 25 для раскладывания подложек 7 в эти отверстия. Подставка под заготовки может быть предпочтительно выполнена в виде решетки 25' и предпочтительно изготавливается из проводящего материала, например, как проволочная решетка 25', чтобы простым способом к подложкам 7 могло быть приложено напряжение смещения. Этот по меньшей мере один заготовкодержатель 6 переносится либо посредством дифференциальной откачки, либо в соответствующих форкамерах в среду рабочего давления. В форкамерах может происходить предварительная обработка, такая как, например, нагревание и травление. Тогда нанесение покрытия происходит в системе, как это изображено на фиг.6, когда подложкодержатель 6 с транспортировочным устройством 5 через дверь 4 или шлюз вводятся в эту систему и транспортируются 22 между источниками, чтобы затем, например, в другой камере снова подвергнуться охлаждению и действию атмосферного давления (не изображено), или обратной транспортировке через первоначальную форкамеру и выгрузке через шлюз.
Для систем многослойных покрытий, если они из соображений производительности или по технологическим причинам не должны получаться в однокамерной системе, или систем многослойных покрытий, которые должны изготавливаться с различными реакционноспособными газами и у которых вследствие этого необходимо избегать «перекрестного искажения» или опасности «перекрестного загрязнения» отдельных технологических операций, отдельные камеры соответственно разделяют, либо путем дифференциальной откачки, либо с помощью клапанов или шлюзов, как это изображено на фиг.8, на которой показана такая многокамерная поточная система 34. При этом шлюзы и камера(ы) 35 предварительной обработки вакуумно-технически отделяются от собственно камер 1a, 1b нанесения покрытий с помощью клапанов, вентилей или шлюзов и/или дифференциальной откачки.
Предпочтительная версия многокамерной системы 34 в отношении гибкости при оформлении технологического процесса изображена на фиг.9. У этой многокамерной системы 3 отдельные камеры 1a, 1b, 1c соединены сообщающимися друг с другом через транспортировочную камеру 36 с центральной системой манипулирования, а подложкодержатели 6 с несколькими разложенными поворотными режущими пластинами 7 в соответствии с заданным технологическим процессом транспортируются от одной отдельной камеры 1a-1c к другой. Преимущество такой установки заключается в том, что в технологический процесс могут быть введены также технологические операции различной продолжительности с высоким коэффициентом заполнения. Другое преимущество заключается, например, в том, что покрытие оксидными и нитридными материалами может происходить в различных рабочих камерах и что эти камеры в каждом случае должны оснащаться только необходимыми компонентами специально для этих покрытий. Особенно очевидным это преимущество становится для операций предварительной и последующей обработки, таких как нагревание, травление, охлаждение или другие операции плазменной обработки, например, в камере 35 предварительной обработки с обрабатывающим устройством 37, которые служат только для модификации поверхности подложек или слоев и поэтому имеют иные типичные продолжительности процесса, чем операции нанесения покрытий. Но гибкость такой системы важна также, когда должно наноситься покрытие с различной толщиной слоев в малых сериях. Тогда удается, как говорится, адаптировать эффективный технологический процесс к каждому из реализуемых процессов.
В последующих описаниях снова обратимся к однокамерной системе 1. Из предыдущих пояснений следует, что такие однокамерные системы 1 могут быть собраны описанным выше образом в многокамерные системы 34 модульным способом. Кроме того, в последующих описаниях упомянуты преимущественно предпочтительные дуговые источники 8, 21, хотя использование источников-распылителей приводит к похожим результатам. Дуговые источники 8, 21, впрочем, представляют собой предпочтительные PVD-источники для описанной здесь схемы технологического процесса. Основанием для этого является то, что они также, если это необходимо из соображений однородности и если хотят эксплуатировать большое число источников или пар источников, могут сохранять малые геометрические размеры. При дуговых источниках это особенно просто потому, что во многих применениях можно работать с малыми (и поэтому также с малыми конструктивно) магнитными полями источников или без них. Предпочтительно дуговые источники имеют систему магнитов, с помощью которой на поверхности мишени можно создать очень малое вертикальное магнитное поле, например, между 3 и 50 гаусс, предпочтительно, однако, в диапазоне между 5 и 25 гаусс. Альтернативно и особенно предпочтительно с точки зрения малых габаритов, дуговые источники эксплуатируют совсем без магнитных полей и, несмотря на это, с помощью дуговых источников-испарителей могут быть достигнуты особенно высокие скорости испарения.
Другая причина, по которой дуговые источники в этой связи являются предпочтительными, заключается в том, что с помощью также предпочтительного импульсного режима работы источников можно влиять на направленное действие испаренного материала источника. Другими словами, в случае импульсных дуговых источников особенно просто работать с множеством конструктивно небольших дуговых источников, что, в свою очередь, оказывает положительное влияние на однородность слоя. Кроме того, скорости испарения у дуговых источников могут легко устанавливаться так, что достигаются скорости нанесения покрытия вплоть до 20 мкм/ч и выше на подложки 7, такие как, предпочтительно, поворотные режущие пластины.
Предпочтительно при дуговом испарении к подложкодержателю 6 подключают блок питания с импульсным смещением, предпочтительно биполярным, например, с короткими положительными и длинными отрицательными импульсами напряжения, альтернативно с переменным напряжением (AC), и/или блок питания постоянным током и соответственно генератор постоянного тока для работы каждого дугового источника. Дополнительно также дуговые источники подключены предпочтительно к импульсному генератору, а именно, либо с одним импульсным генератором между двумя дуговыми источниками, то есть парой дуговых источников, либо с одним импульсным генератором на каждый дуговой источник параллельно соответствующему блоку питания постоянным током, как это было описано в WO 2006/099760, которая настоящим объявляется неотъемлемой частью этой заявки.
Предпочтительно применяется электронное устройство зажигания, которое обеспечивает возможность зажигания дуговых источников даже при оксидном покрытии на катодах (мишенях).
Предпочтительно у однокамерных систем предусмотрена система впуска газа с подсоединением для по меньшей мере одного инертного газа 14 для операций нагревания или травления и подсоединениями для по меньшей мере двух реакционноспособных газов 12 (например, азот, кислород, углеводороды, бороводород, кремневодород, водород и пр.) для нанесения покрытия. Тем самым обеспечивается возможность просто получать с только одним материалом мишени многослойные покрытия из различных материалов. Например, могут быть осаждены металлический адгезионный слой, за которым следует нитридный или карбидный твердый слой, за которым следует оксидный покровный слой с четкими или даже плавающими (размытыми) переходами между отдельными материалами различных областей покрытия. Также благодаря этому можно просто регулировать получение многослойных покрытий с микро- или нанометровой толщиной слоев покрытия, так как для этого необходимо предпринять только одно соответствующее изменение потоков газов, например азота и кислорода. Такие системы могут, например, состоять из попеременно осаждаемых слоев TiAlN/TiAlO, CrAlN/CrAlO, ZrAlN/ZrAlO.
На фиг.10a схематически изображена компоновка дуговых PVD-источников 8, 21 для однокамерной системы 1 и в виде двухмерного сечения (b). С помощью такой компоновки дуговых источников обеспечивается практически полное круговое покрытие покрываемых областей режущих кромок подложек 7, таких как, в частности, поворотные режущие пластины, с хорошей однородностью покрытия на соответствующих режущих поверхностях E с обоих сторон подложкодержателя 6. Манипулирование или обращение с поворотными режущими пластинами является, как уже упомянуто, простым и в сильной степени опирается на CVD-манипулирование и существующую в CVD-технологии инфраструктуру. На фиг.10b поворотные режущие пластины просто разложены в решетчатые сетки 25', как это изображено более подробно на фиг.7a и 7b. Понятные для специалиста возможности размещения подложкодержателя в камере были на изображении, показанном на чертеже, для удобства опущены. Равномерность нанесения покрытия обеспечивается компоновкой дуговых источников 8, 21, которые расположены в стенке приемника. В идеальном случае, но не обязательно, приемник состоит из двух полукруглых частей, и в середине него располагается подложкодержатель 6 с решетчатой сеткой 25' с поворотными режущими пластинами 7 (фиг.10). Для многослойных систем, которые базируются на различных материалах источников, предусмотрены соответственно несколько источников, в частности, пар источников с расположенными друг напротив друга источниками, для различных материалов. Выгодно располагать источники на стенке камеры доступными снаружи, как это изображено на фиг.10. Но источники также могут быть позиционированы внутри вакуумной камеры, благодаря чему в этом случае дополнительно не требуется, чтобы стенка камеры, по меньшей мере в области источника, была выполнена наклонной или выпуклой, если источники должны быть ориентированы на определенные области приспособлений-подложкодержателей. Дополнительно в камере перед дуговыми источниками и нагревательными средствами могут быть расположены ионизационные источники или диафрагмы, что здесь не показано, но известно специалисту. На фиг.10 изображена наиболее подходящая компоновка с четырьмя парами источников 8, 21, то есть всего восемь источников, которые, будучи слегка наклонены друг к другу, направлены на подложкодержатель. Благодаря этому удается хорошо регулировать условия нанесения покрытия в покрываемых областях подложек, например, скоростей осаждения путем индивидуального различного питания источников различными токами дуги или мощностями источников и/или состава слоя с различными материалами. Эти регулировки могут также варьироваться в процессе работы, благодаря чему даже возможно получение различных профилей, например, состава слоя и/или кристаллической структуры слоя. Возможно также применение только двух пар источников, или же более чем 4 пар источников, в зависимости от применения. Пары источников могут также располагаться предпочтительно в одном направлении, например, на одной линии, в зависимости от того, как направлены позиционированные в подложкодержателе 6 подложки 7 своими режущими кромками E и насколько более или менее предпочтительно должны покрываться определенные области подложек 7, например, режущей поверхности.
В отличие от существующего уровня техники, в этой предлагаемой изобретением системе нанесения покрытия упомянутая по меньшей мере одна парная компоновка располагающихся друг напротив друга источников 8, 21 и расположенного между ними плоского исполнения подложкодержателя 6 заменяет необходимое вращение подложек. Кроме того, высокие скорости испарения PVD-источников делают возможной рентабельно высокую скорость нанесения покрытий на подложки 7.
Режущие кромки с режущими поверхностями поворотных режущих пластин во время нанесения покрытия непрерывно обращены к материалопотоку источников твердого вещества, что обеспечивает возможность получения целевых многослойных структур на подложке, без необходимости влияния на эти структуры вращением. Эта особенность представленного решения технологического процесса имеет большое значение для толстых систем слоев, при которых необходимо контролировать напряженность слоев и другие свойства слоев, такие как, например, твердость.
Хотя нанесение покрытия предпочтительно может осуществляться без движения подложек, возможно дополнительно соединить подложкодержатель 6 с устройством 22 перемещения, которое двигает его, например, периодически, относительно PVD-источников 8, 21 покрытия, предпочтительно путем горизонтального перемещения, например, параллельно горизонтальной плоскости транспортировки. Благодаря этому может быть достигнут дополнительный эффект гомогенизации без создания нежелательных затенений на областях подложки 7, как это могло бы произойти при известном вращательном движении. Подложкодержатель 6 может вместить по меньшей мере 30 подложек 7, предпочтительно до максимум 1000. Наиболее подходящий размер серии предпочтительно составляет от по меньшей мере 200 штук до максимум 600 штук.
Особенно важная система нанесения покрытия из твердого материала включает в себя источник, у которого по меньшей мере один катод 11 содержит один из материалов Al, Cr, Ti или Zr, или их сплавы, при этом по меньшей мере один резервуар 13 реакционноспособного газа содержит газ кислород для реактивного нанесения покрытия.
Установка может иметь вне вакуума загрузочный робот для рациональной загрузки или выгрузки подложкодержателя 6 с подложками 7, при этом этот робот операционно связан с транспортировочным устройством 5. Дверь 4 установки может быть выполнена в виде вакуумного шлюза для загрузки по меньшей мере одного подложкодержателя 6 в камеру 35 предварительной обработки и/или вакуумную рабочую камеру 1, 1a-1c.
Возможна эксплуатация по меньшей мере двух, предпочтительно нескольких операционно связанных вакуумных камер 1, 1a-1c, сообщающихся друг с другом через проемы 4, предпочтительно через шлюзы 4, для выполнения нескольких технологических операций, при этом по меньшей мере одна из вакуумных камер 1, 1a-1c снабжена по меньшей мере одним дуговым источником-испарителем 8, 21.
С одной стороны, предпочтительно с двух сторон, плоского подложкодержателя 6 могут располагаться по меньшей мере два дуговых источника-испарителя 8, 8', 21, 21', а поверхности принадлежащим им катодов 11 могут располагаться друг напротив друга под наклоном в направлении подложкодержателя 6 для фокусировки материалопотока на предпочтительных областях подложек 7, при этом источники 8, 21 могут предпочтительно эксплуатироваться индивидуально, например, путем регулирования тока дуги или электрической мощности и/или импульсных режимов. Предпочтительно с одной стороны, предпочтительно с двух сторон плоского подложкодержателя 6 могут располагаться по меньшей мере четыре дуговых источника-испарителя 8, 8', 21, 21', а поверхности принадлежащих им катодов 11 могут располагаться друг напротив друга под наклоном в направлении подложкодержателя 6, при этом источники 8, 21 могут предпочтительно эксплуатироваться индивидуально.
Для предпочтительных подложек 7, таких как режущие инструменты и, в частности, для поворотных режущих пластин, экономически выгодным образом осажденный на подложке 7 слой образуется на боковых поверхностях активной режущей кромки E с толщинами в диапазоне от 0,1 мкм до 50 мкм.
На фиг.10b иллюстрируется простой подход к манипулированию подложками на решетчатых сетках 25'. При часто встречающейся прямоугольной геометрии поворотных режущих пластин может, например, предпочтительно применяться решетка 25' с относительно тонкими проволоками, при этом ячейки или отверстия 25 в решетке рассчитаны так, чтобы каждая отдельная поворотная режущая пластина укладывалась в середине двух граничащих друг с другом окружных поверхностей (фиг.7). Благодаря этому обеспечивается то, что нанесение покрытия на кромки и углы и области режущей поверхности, которые затем позднее будут подвергаться процессу снятия стружки, происходит равномерно. При этом через решетку 25' также осуществляется предпочтительно электрическое контактирование, в частности, при эксплуатации со смещением. Для поворотных режущих пластин с отверстием 28 подходит, например, решетка со стержнями 27, которые пронизаны сквозь отверстия, как это изображено на фиг.5a, предпочтительно без вращательного движения.
Выше пояснялось, что комбинация практически двухмерного подложкодержателя и компоновки PVD-источников позволяет обеспечить в достаточной степени однородное осаждение слоя на режущих поверхностях поворотных режущих пластин. Такое распределение обычно получается при нанесении покрытия по технологии CVD, но не при нанесении покрытия по технологии PVD. Но существуют также применения режущих инструментов, в которых, в зависимости от материала заготовки и параметров резания, при обработке нагружается прежде всего задняя поверхность A или прежде всего передняя поверхность B. Это означает, что часто бывает желательно соблюдение заданного соотношения толщин слоев между задней и передней поверхностями для максимально возможной защиты именно этой поверхности очень толстым слоем, без нанесения очень толстого слоя на ненагружаемую или мало нагружаемую поверхность, что было бы не функционально и к тому же только скрывало бы в себе проблемы, связанные с адгезией. Решение этой проблемы необходимо пояснить с помощью фиг.10. В качестве примера мы исходим из этой компоновки источников и используем простой плоский подложкодержатель 6 для поворотной режущей пластины 7, неподвижно размещенной на решетке 25'. Если теперь желательно увеличить толщину слоя на передней поверхности B, то эксплуатируют прежде всего те дуговые источники 8, 21, которые наносят покрытие в направлении этой поверхности, в то время как все дуговые источники 8, 21, наносящие покрытие в перпендикулярном к этому направлении, выключают или эксплуатируют с меньшей скоростью нанесения покрытия путем регулировки подачи электрической мощности. Если желают нанести более толстое покрытие на заднюю поверхность, соответственно эксплуатируют те источники, которые позволяют наносить обычное покрытие на заднюю поверхность, а перпендикулярные им эксплуатируют со сниженной мощностью или выключают. Видно, что эта комбинация плоского подложкодержателя и направленного PVD-нанесения покрытия позволяет регулировать заданные соотношения толщин слоев на задней и передней поверхностях без вращения подложек. Это было невозможно с известными до сих пор системами нанесения покрытий. Эта особенность позволяет также реализовывать очень специализированное строение покрытия на поворотных режущих пластинах. То, что говорилось здесь по поводу согласования толщин слоев, может быть также по смыслу применено к комбинации различных материалов, например, первый материал может предпочтительно осаждаться на задней поверхности A, а второй материал - предпочтительно на передней поверхности B, т.е. возможно отдельно и специфически для материала слоя оптимизировать износ в виде лунки и износ задней поверхности, что до сих пор было невозможно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ УДАЛЕННУЮ ПЛАЗМУ ДУГОВОГО РАЗРЯДА | 2013 |
|
RU2640505C2 |
| Устройство для осаждения покрытий на подложку CVD и PVD способами | 2024 |
|
RU2836439C1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2471015C2 |
| СПОСОБ УДАЛЕНИЯ СЛОЕВ ДЛЯ ТВЕРДЫХ УГЛЕРОДНЫХ СЛОЕВ | 2012 |
|
RU2606899C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2466828C2 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ PVD/CVD/PVD ПОКРЫТИЙ НА РЕЖУЩИЙ ТВЕРДОСПЛАВНЫЙ ИНСТРУМЕНТ | 2011 |
|
RU2468124C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПОКРЫТИЕМ | 2015 |
|
RU2695686C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ ВЫСОКОСКОРОСТНЫХ ОБРАБОТОК | 2024 |
|
RU2822279C1 |
| СПОСОБ ОЧИСТКИ ДЛЯ УСТАНОВОК НАНЕСЕНИЯ ПОКРЫТИЙ | 2010 |
|
RU2554838C2 |
| Способ нанесения твердых износостойких наноструктурных покрытий из аморфного алмазоподобного углерода | 2017 |
|
RU2656312C1 |



Вакуумная установка нанесения покрытий содержит впуск (12) реакционноспособного газа, по меньшей мере один PVD-источник (8, 21) покрытия с плоским катодом (11) и подложкодержатель (6), содержащий несколько подложек (7), при этом подложкодержатель (6) обладает двухмерной горизонтальной протяженностью и расположен между по меньшей мере двумя PVD-источниками покрытия, при этом несколько подложек (7) представляют собой режущие инструменты с по меньшей мере одной режущей кромкой (Е) в периферийной краевой области плоской подложки (7), которые разложены распределенными в одной плоскости двухмерной протяженности подложкодержателя (6), при этом подложкодержатель (6) расположен в горизонтальной плоскости (3) в вакуумной рабочей камере (1) позиционированным на расстоянии между плоскими катодами (11) упомянутых по меньшей мере двух PVD-источников (8, 21) покрытия таким образом, что по меньшей мере часть каждой из упомянутой по меньшей мере одной режущей кромки (Е) содержит активную режущую кромку (Е'), и она ориентирована по отношению к по меньшей мере одному из катодов (11) PVD-источников (8, 21) покрытия всегда в пределах прямой видимости. В результате достигается высокое качество получаемого покрытия. 2 н. и 33 з.п. ф-лы, 10 ил.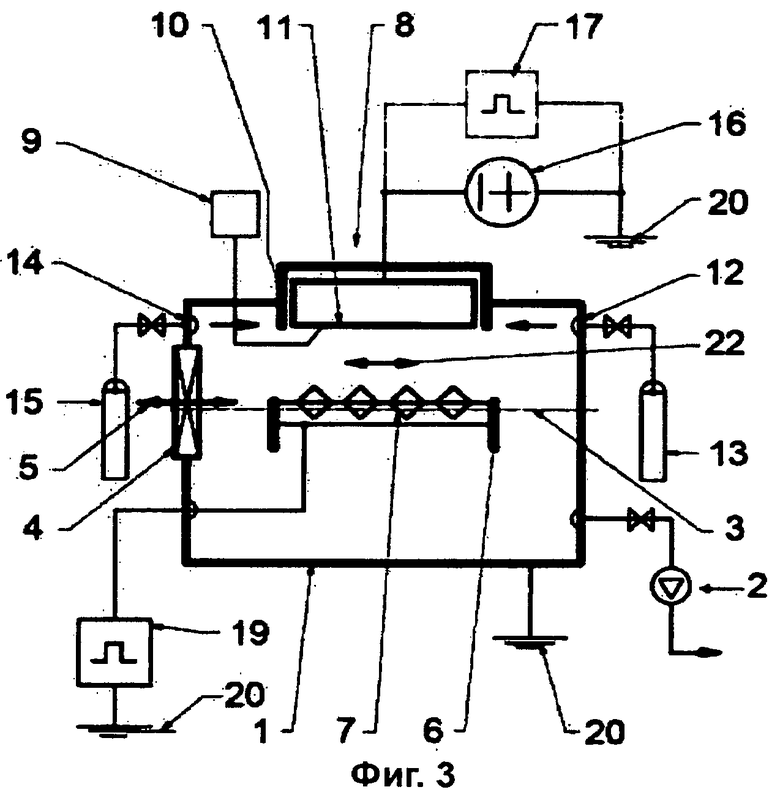
1. Вакуумная установка нанесения покрытий на подложки в виде режущих инструментов, включающая в себя:
вакуумную рабочую камеру (1), которая соединена с насосной системой (2),
по меньшей мере один впуск (12) реакционноспособного газа, который подсоединен к по меньшей мере одному резервуару (13) реакционноспособного газа,
по меньшей мере два PVD-источника (8, 21) покрытия с анодом (10) и плоским катодом (11),
подложкодержатель (6) для приема множества подложек (7),
дверь (4), которая расположена на вакуумной рабочей камере (1) для загрузки камеры подложкодержателем (6),
транспортировочное устройство (5) для проведения подложкодержателя (6) через дверь (4) и позиционирования в вакуумной рабочей камере (1) на расстоянии в области плоского катода (11),
блок (16, 18) питания, который соединен с PVD-источником (8, 21) покрытия,
отличающаяся тем, что подложкодержатель (6) расположен между по меньшей мере двумя плоскими катодами PVD-источников покрытия, параллельно им и с возможностью расположения размещенных в подложкодержателе режущих инструментов с двухмерной протяженностью таким образом, что нормали к протяженным поверхностям режущих инструментов с двухмерной протяженностью, по существу, перпендикулярны нормалям к поверхности плоского катода, обращенной к подложкодержателю.
2. Установка нанесения покрытий по п.1, отличающаяся тем, что предусмотрено устройство (26, 27, 30) перемещения для приема подложек (7), которое расположено в одной плоскости с подложкодержателем (6), предпочтительно так, что образуется вращательная компоновка подложек (7).
3. Установка нанесения покрытий по п.1, отличающаяся тем, что подложкодержатель (6) выполнен так, что после комплектации подложками (7) они разложены позиционированными неподвижно.
4. Установка нанесения покрытий по любому из пп.1-3, отличающаяся тем, что подложкодержатель (6) включает в себя подставку (24) под подложки, снабженную множеством отверстий (25) для приема подложек (7), при этом компоновка предпочтительно выполнена в виде решетчатой структуры, такой как, например, проволочная решетка (25'), которая удерживается охватывающей рамкой (23) и которая предпочтительно состоит из электропроводящего материала.
5. Установка нанесения покрытий по любому из пп.1-3, отличающаяся тем, что подложкодержатель (6) подходит для приема по меньшей мере 30 подложек (7), предпочтительно максимально 1000, предпочтительно от по меньшей мере 200 до максимально 600 штук.
6. Установка нанесения покрытий по п.4, отличающаяся тем, что подложкодержатель (6) подходит для приема по меньшей мере 30 подложек (7), предпочтительно максимально 1000, предпочтительно от по меньшей мере 200 до максимально 600 штук.
7. Установка нанесения покрытий по любому из пп.1-3 и 6, отличающаяся тем, что подложкодержатель (6) соединен с устройством (22) перемещения для периодического относительного перемещения по отношению к PVD-источникам (8, 21) покрытия, при этом устройство (22) перемещения предпочтительно является устройством горизонтального перемещения.
8. Установка нанесения покрытий по п.4, отличающаяся тем, что подложкодержатель (6) соединен с устройством (22) перемещения для периодического относительного перемещения по отношению к PVD-источникам (8, 21) покрытия, при этом устройство (22) перемещения предпочтительно является устройством горизонтального перемещения.
9. Установка нанесения покрытий по п.5, отличающаяся тем, что подложкодержатель (6) соединен с устройством (22) перемещения для периодического относительного перемещения по отношению к PVD-источникам (8, 21) покрытия, при этом устройство (22) перемещения предпочтительно является устройством горизонтального перемещения.
10. Установка нанесения покрытий по любому из пп.1-3 и 6, отличающаяся тем, что подложками являются, по существу, плоские, предпочтительно пластинчатые подложки (7) с протяженностью в диапазоне от 5 мм до 60 мм, а предпочтительно поворотные режущие пластины.
11. Способ одновременного покрытия множества подложек (7) в виде режущих инструментов слоем твердого материала, включающий в себя:
соединение вакуумной рабочей камеры (1) с насосной системой (2) для вакуумирования,
подсоединение по меньшей мере одного впуска (12) реакционноспособного газа к по меньшей мере одному резервуару (13) реакционноспособного газа для введения технологических газов,
нанесение покрытия на подложку (7) по меньшей мере двумя PVD-источниками (8, 21) покрытия с анодом (10) и плоским катодом (11),
раскладывание множества подложек (7) на подложкодержателе (6),
загрузку камеры подложкодержателем (6) через дверь (4), которая расположена на вакуумной рабочей камере (1),
проведение подложкодержателя (6) через дверь (4) и позиционирование в вакуумной рабочей камере (1) на расстоянии в области плоского катода (11) транспортировочным устройством (5),
питание PVD-источника (8, 21) покрытия для его работы от блока (16, 18) питания,
отличающийся тем, что подложкодержатель (6) позиционируют между по меньшей мере двумя плоскими катодами PVD-источников покрытия, параллельно им и с возможностью расположения размещенных в подложкодержателе режущих инструментов с двухмерной протяженностью таким образом, что нормали к протяженным поверхностям режущих инструментов с двухмерной протяженностью, по существу, перпендикулярны нормалям к поверхности плоского катода, обращенной к подложкодержателю.
12. Способ по п.11, отличающийся тем, что подложки (7) связывают с устройством (26, 27, 30) перемещения и располагают их вместе в одной плоскости на подложкодержателе (6), предпочтительно так, что подложки (7) приводят во вращательное движение.
13. Способ по п.11, отличающийся тем, что подложкодержатель (6) выполняют с подставкой (24) под подложки с множеством отверстий (25), в которые вставляют плоские подложки (7), при этом компоновку предпочтительно выполняют в виде решетчатой структуры, такой как, например, проволочная решетка, которая удерживается охватывающей рамкой (23), и эта решетка предпочтительно состоит из электропроводящего материала.
14. Способ по п.12, отличающийся тем, что подложкодержатель (6) выполняют с подставкой (24) под подложки с множеством отверстий (25), в которые вставляют плоские подложки (7), при этом компоновку предпочтительно выполняют в виде решетчатой структуры, такой как, например, проволочная решетка, которая удерживается охватывающей рамкой (23), и эта решетка предпочтительно состоит из электропроводящего материала.
15. Способ по любому из пп.11-14, отличающийся тем, что оба катода (11) одной пары источников (8, 21) покрытия эксплуатируют соединенными с импульсным сильноточным блоком (17) питания, и тем, что по меньшей мере одну пару источников (8, 21) покрытия эксплуатируют с дуговыми источниками-испарителями.
16. Способ по любому из пп.11-14, отличающийся тем, что используют, по существу, плоские, предпочтительно пластинчатые, подложки (7) с протяженностью в диапазоне от 5 мм до 60 мм, а предпочтительно покрывают поворотные режущие пластины.
17. Способ по п.15, отличающийся тем, что используют, по существу, плоские, предпочтительно пластинчатые, подложки (7) с протяженностью в диапазоне от 5 мм до 60 мм, а предпочтительно покрывают поворотные режущие пластины.
18. Способ по любому из пп.11-14 и 17, отличающийся тем, что на подложкодержателе (6) для одновременного нанесения покрытия раскладывают по меньшей мере 30 подложек (7), предпочтительно максимально 1000, предпочтительно от по меньшей мере 200 до максимально 600 штук.
19. Способ по п.15, отличающийся тем, что на подложкодержателе (6) для одновременного нанесения покрытия раскладывают по меньшей мере 30 подложек (7), предпочтительно максимально 1000, предпочтительно от по меньшей мере 200 до максимально 600 штук.
20. Способ по п.16, отличающийся тем, что на подложкодержателе (6) для одновременного нанесения покрытия раскладывают по меньшей мере 30 подложек (7), предпочтительно максимально 1000, предпочтительно от по меньшей мере 200 до максимально 600 штук.
21. Способ по любому из пп.11-14, 17, 19 и 20, отличающийся тем, что между подложкодержателем (6) и PVD-источниками (8, 21) покрытия с помощью устройства (22) перемещения осуществляют относительное перемещение, при этом устройство (22) перемещения предпочтительно является устройством горизонтального перемещения, а предпочтительно перемещают подложкодержатель (6).
22. Способ по п.15, отличающийся тем, что между подложкодержателем (6) и PVD-источниками (8, 21) покрытия с помощью устройства (22) перемещения осуществляют относительное перемещение, при этом устройство (22) перемещения предпочтительно является устройством горизонтального перемещения, а предпочтительно перемещают подложкодержатель (6).
23. Способ по п.16, отличающийся тем, что между подложкодержателем (6) и PVD-источниками (8, 21) покрытия с помощью устройства (22) перемещения осуществляют относительное перемещение, при этом устройство (22) перемещения предпочтительно является устройством горизонтального перемещения, а предпочтительно перемещают подложкодержатель (6).
24. Способ по п.18, отличающийся тем, что между подложкодержателем (6) и PVD-источниками (8, 21) покрытия с помощью устройства (22) перемещения осуществляют относительное перемещение, при этом устройство (22) перемещения предпочтительно является устройством горизонтального перемещения, а предпочтительно перемещают подложкодержатель (6).
25. Способ по любому из пп.11-14, 17, 19, 20 и 22-24, отличающийся тем, что на подложку (7) на боковых поверхностях активной режущей кромки (Е') осаждают слой толщиной в диапазоне от 0,1 мкм до 50 мкм.
26. Способ по п.15, отличающийся тем, что на подложку (7) на боковых поверхностях активной режущей кромки (Е') осаждают слой толщиной в диапазоне от 0,1 мкм до 50 мкм.
27 Способ по п.16, отличающийся тем, что на подложку (7) на боковых поверхностях активной режущей кромки (Е') осаждают слой толщиной в диапазоне от 0,1 мкм до 50 мкм.
28. Способ по п.18, отличающийся тем, что на подложку (7) на боковых поверхностях активной режущей кромки (Е') осаждают слой толщиной в диапазоне от 0,1 мкм до 50 мкм.
29. Способ по п.21, отличающийся тем, что на подложку (7) на боковых поверхностях активной режущей кромки (Е') осаждают слой толщиной в диапазоне от 0,1 мкм до 50 мкм.
30. Способ по любому из пп.11-14, 17, 19, 20, 22-24 и 26-29, отличающийся тем, что подложки (7) в подложкодержателе вместе с компоновкой PVD-источников покрытия обеспечивают постоянное, непрерываемое воздействие на по меньшей мере активные режущие кромки (Е') подложек (7), так что материалопоток от источника к подложке не прерывается в течение всей продолжительности нанесения покрытия, при этом поддерживается максимальное отклонение материалопотока в ±30%, предпочтительно максимально ±20%, а особенно предпочтительно максимально ±10%.
31. Способ по п.15, отличающийся тем, что подложки (7) в подложкодержателе вместе с компоновкой PVD-источников покрытия обеспечивают постоянное, непрерываемое воздействие на по меньшей мере активные режущие кромки (Е') подложек (7), так что материалопоток от источника к подложке не прерывается в течение всей продолжительности нанесения покрытия, при этом поддерживается максимальное отклонение материалопотока в ±30%, предпочтительно максимально ±20%, а особенно предпочтительно максимально ±10%.
32. Способ по п.16, отличающийся тем, что подложки (7) в подложкодержателе вместе с компоновкой PVD-источников покрытия обеспечивают постоянное, непрерываемое воздействие на по меньшей мере активные режущие кромки (Е') подложек (7), так что материалопоток от источника к подложке не прерывается в течение всей продолжительности нанесения покрытия, при этом поддерживается максимальное отклонение материалопотока в ±30%, предпочтительно максимально ±20%, а особенно предпочтительно максимально ±10%.
33. Способ по п.18, отличающийся тем, что подложки (7) в подложкодержателе вместе с компоновкой PVD-источников покрытия обеспечивают постоянное, непрерываемое воздействие на по меньшей мере активные режущие кромки (Е') подложек (7), так что материалопоток от источника к подложке не прерывается в течение всей продолжительности нанесения покрытия, при этом поддерживается максимальное отклонение материалопотока в ±30%, предпочтительно максимально ±20%, а особенно предпочтительно максимально ±10%.
34. Способ по п.21, отличающийся тем, что подложки (7) в подложкодержателе вместе с компоновкой PVD-источников покрытия обеспечивают постоянное, непрерываемое воздействие на по меньшей мере активные режущие кромки (Е') подложек (7), так что материалопоток от источника к подложке не прерывается в течение всей продолжительности нанесения покрытия, при этом поддерживается максимальное отклонение материалопотока в ±30%, предпочтительно максимально ±20%, а особенно предпочтительно максимально ±10%.
35. Способ по п.25, отличающийся тем, что подложки (7) в подложкодержателе вместе с компоновкой PVD-источников покрытия обеспечивают постоянное, непрерываемое воздействие на по меньшей мере активные режущие кромки (Е') подложек (7), так что материалопоток от источника к подложке не прерывается в течение всей продолжительности нанесения покрытия, при этом поддерживается максимальное отклонение материалопотока в ±30%, предпочтительно максимально ±20%, а особенно предпочтительно максимально ±10%.
| US 6328857 B1, 11.12.2001 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ (ВАРИАНТЫ) | 1995 |
|
RU2099439C1 |
| RU 2058427 C1, 20.04.1996 | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В УСТАНОВКЕ ДЛЯ НАНЕСЕНИЯ НА ДЕТАЛИ ПОКРЫТИЙ, ПРИСПОСОБЛЕНИЕ МОДУЛЬНОГО ТИПА, УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1997 |
|
RU2161075C2 |
| EP 0928977 A1, 14.07.1999 | |||
| РЕЛЕЙНЫЙ ЭЛЕКТРОПРИВОД | 0 |
|
SU293229A1 |

