Группа изобретений относится к строительству трубопроводного транспорта и используется при укладке трубопроводов, образуемых из труб, выполненных из материалов, соединяемых методом сварки.
Известно изобретение «Узел сварного соединения трубопровода» (патент RU №2283739, В23К 31/02, F16L 13/02, опубл. Бюл. №26 от 20.09.2006 г.). Этот узел содержит выходные соединяемые части металлических труб с нанесенным на их внутреннюю поверхность защитным покрытием и втулку, размещенную внутри этих частей труб. Стыки упомянутых частей труб на втулке соединены ручной и/или автоматической сваркой с получением сварного шва, площадь которого превышает площадь нормального сечения указанных частей труб. При этом соединение имеет кольцевые элементы, кольцевые неармированные и/или армированные резиновые уплотнения, термоизоляционный материал, герметизирующий материал, Г-образный кольцевой упор или, как минимум, три Г-образных упора, равноразмещенных в радиальной плоскости и служащих для установки центров масс. Размещенная внутри упомянутых выходных или соединяемых частей труб втулка выполнена с цилиндрическим участком и сопряженными с ним развальцованными и/или механически обработанными лезвийным инструментом коническими участками. Она размещена внутри этих частей труб таким образом, что кромки труб контактируют с Г-образным кольцевым упором или Г-образными упорами. Защитное покрытие на внутренней поверхности труб нанесено на расстоянии от их торцов с образованием в зоне нанесения термоненагруженной зоны. Г-образный кольцевой упор или Г-образные упоры размещены на половине длины втулки и жестко зафиксированы на ее внешней поверхности, а на внутренней поверхности цилиндрического участка и сопряженных с ним конических участков втулки нанесено защитное покрытие. Кольцевые элементы жестко закреплены на внешней поверхности цилиндрического участка втулки, равно смещены от его торцов и установлены оппозитно друг другу. Кольцевые неармированные и/или армированные резиновые уплотнения размещены на внешней поверхности втулки между нанесенным на внутреннюю поверхность труб защитным покрытием, торцами кольцевых элементов и коническими участками втулки и плотно контактируют с ними. Термоизоляционный материал жестко закреплен на внешней поверхности цилиндрического участка втулки между торцами кольцевых элементов, а герметизирующий материал нанесен на внешнюю поверхность упомянутых конических участков втулки.
Недостатками этого устройства являются:
- сложность конструкции и высокая трудоемкость, связанные с большим количеством сложных в изготовлении и точно подгоняемых деталей, в том числе и Г-образных кольцевых упоров;
- низкая надежность, связанная с толщиной самоотвердевающегося герметика, так как чем толще слой самоотвердевающегося герметика, тем выше вероятность его разрушения со временем из-за разницы температурных коэффициентов расширения материалов труб и герметика;
- низкое качество получаемого шва, что обусловлено неравномерным теплораспределением из-за применения Г-образного кольцевого упора, не способного выполнять функцию формирователя равномерного сварного шва.
Наиболее близким по технической сущности и достигаемому техническому результату является изобретение «Сварная соединительная система» (патент RU №2230970, F16L 13/00, опубл. Бюл. №17 от 20.06.2004 г.). Она представляет собой узел неразъемного соединения труб и содержит две трубы и размещенную в них втулку, имеющую по середине длины наружную центральную кольцевую канавку с жаропрочной композицией и фиксаторы, при этом втулка выполнена из стеклопластика, а симметрично от центрального кольца канавки выполнены попарно канавки под эластичные уплотнения, например манжеты, причем ближние к центральной канавке манжеты устанавливаются с возможностью продольного перемещения и взаимодействуют с упругим элементом, например пружинами из металла с памятью, установленными сверху жаропрочной композиции по периметру втулки между фиксаторами, а между уплотнителями помещен самоотвердевающийся герметик.
Это техническое решение выбирается в качестве прототипа, так как оно содержит наибольшее число существенных признаков, совпадающих с существенными признаками заявляемого узла неразъемного соединения. Однако прототип имеет существенные недостатки, а именно:
- сложность конструкции и высокая трудоемкость, связанные с большим количеством сложных в изготовлении и точно подгоняемых деталей, в том числе и пружины, изготавливаемой из дорогостоящего и трудно обрабатываемого металла с памятью;
- значительное сужение проходного сечения в месте стыка и, как следствие, увеличенное сопротивление потоку жидкости, связанное с необходимостью размещения пружины и тем, что изолятором от теплового воздействия свариваемых труб на втулку является только воздушная прослойка, которая должна быть для этого достаточной толщины;
- низкая надежность, связанная с толщиной самоотвердевающегося герметика, так как чем толще слой самоотвердевающегося герметика, тем выше вероятность его разрушения со временем из-за разницы температурных коэффициентов расширения материалов труб, втулки и герметика, при этом дополнительных элементов изоляции стыка от агрессивной среды не предусмотрено.
Из описания изобретения «Сварная соединительная система» (патент RU №2230970, F16L 13/00, опубл. Бюл. №17 от 20.06.2004 г.) известен способ образования ранее описанного узла неразъемного соединения труб. Этот способ включает выполнение цилиндрической втулки из стеклопластика с расположенной посередине длины центральной канавкой и с помещенной в ней жаропрочной композицией, а также с закрепленными в центре посредством эпоксидного компаунда, равномерно расположенными по центру окружности фиксаторами. С каждой стороны центральной канавки выполняют по две канавки, в которые помещают эластичные уплотнения, например манжеты. При этом ближние к центральной канавке манжеты располагают с возможностью осевого перемещения и взаимодействия с упругим элементом, например пружиной из металла с памятью, предварительно установленной по периметру втулки сверху жаропрочной композиции между фиксаторами. Между манжетами помещают самоотвердевающийся герметик, причем наружный диаметр эластичных уплотнений равен сумме внутреннего диаметра соединяемых труб и величины допуска на этот диаметр, а наружный диаметр втулки равен наименьшему внутреннему диаметру свариваемых труб. Затем образуют узел неразъемного соединения труб. Это происходит следующим образом. В трубу устанавливают втулку с уплотнениями и нанесенным самоотвердевающимся герметиком до упора фиксаторов в край трубы. Потом на другой конец втулки с уплотнениями и самоотвердевающимся герметиком надевают вторую трубу до упора в фиксатор и производят сваривание соединения швом, при этом фиксатор сплавляют со швом и делают втулку неподвижной относительно шва, при этом от тепловой энергии, получаемой при сварке труб, пружина принимает заданное положение, изменив свою высоту от H1 до Н2, воздействуя на внутреннее уплотнение, которое воздействует на самоотвердевающийся герметик, заставляя его заполнить все возможные пустоты.
Этот известный способ принимается за прототип, так как он содержит наибольшее число существенных признаков, совпадающих с существенными признаками заявляемого способа. Однако прототип имеет существенные недостатки, а именно:
- технологическая сложность в образовании узла неразъемного соединения из-за применения большого количества составных деталей, в том числе пружины, изготавливаемой из труднообрабатываемого и дефицитного металла с памятью;
- низкая надежность образуемого узла неразъемного соединения труб, поскольку фиксаторы выполняют в виде отдельных деталей, и они не закрывают весь сварной шов, что не позволяет сформировать равномерный сварной шов;
- сложность закрепления втулки с помощью фиксаторов. Первой задачей является создание нового узла неразъемного соединения труб, позволяющего достичь следующего технического результата: повысить надежность соединения труб при одновременном упрощении конструкции.
Второй задачей является создание нового способа образования узла неразъемного соединения труб, позволяющего достичь следующего технического результата: повысить надежность образуемого узла неразъемного соединения труб при одновременном упрощении технологии его образования.
Первая задача решена следующим образом. В известном узле неразъемного соединения труб, содержащем две трубы и размещенную в них втулку, выполненную из стеклопластика и имеющую на наружной поверхности посередине длины центральную кольцевую канавку с фиксатором и расположенные симметрично от центра на концах втулки канавки с эластичными уплотнениями, СОГЛАСНО настоящему изобретению фиксатор выполнен в виде разъемного металлического кольца с наружным диаметром, зависящим от внутренних диаметров свариваемых труб, и с возможностью выполнения функции формирователя равномерного сварного шва между торцами соединяемых труб, на концах втулки по внутреннему и наружному диаметрам выполнены конусные проточки, на внутреннюю и торцевые поверхности втулки нанесен слой защитного покрытия из материала на эпоксидной основе, а для герметизации стыка между трубой и втулкой пространство между эластичными уплотнениями и концами втулки по всему наружному диаметру втулки заполнено герметиком.
Такое новое техническое решение всей своей совокупностью существенных признаков позволяет достичь следующего технического результата, а именно: повысить надежность соединения труб при одновременном упрощении конструкции узла неразъемного соединения труб.
Это обусловлено тем, что фиксатор как упор для соединяемых концов труб выполнен в виде разъемного металлического кольца, размещенного в кольцевой канавке разъемного кольца. Он препятствует стеканию расплавленного металла из зоны сварки внутрь трубы под действием силы тяжести. Соответственно, образуется равномерный шов, т.е. фиксатор в нашем случае служит формирователем равномерного шва. Кроме того, благодаря использованию фиксатора во время сварки образуются две герметичные части, каждая из которых служит демпфером для устранения звуковых колебаний при эксплуатации этого соединения и компенсатором возникающих деформаций из-за влияния внешних воздействий.
Практика показала, что для среднего размера труб, когда фиксатор выполнен в виде разъемного металлического кольца, его посадка на втулку при сварном соединении труб уменьшает теплопередачу на стенки втулки. При этом прогар поверхностного слоя втулки обычно происходит на глубину 0,1-0,2 мм и практически не сказывается на прочностных параметрах втулки. Кроме того, низкая теплопроводность материала втулки (0,4 Вт/(м×К)) препятствует распространению тепла по втулке, нагреву слоя защитного покрытия и герметика. Это снижает его вязкость и, соответственно, препятствует вытеканию герметика из зоны склейки. Причем концы втулки по всему наружному ее диаметру заполнены герметиком. Необходимо отметить, что при создании этого узла центральная кольцевая канавка обычно на практике имеет глубину 0,8-1,0 мм, наружный диаметр кольца на 2 мм больше, чем внутренний диаметр соединяемых труб, а в качестве герметика использована пластизольная мастика, наносимая толщиной 2-3 мм, и эластичные уплотнения выполнены, например, в виде резиновых колец.
По сравнению с прототипом предлагаемый узел неразъемного соединения труб имеет существенные отличия, а проведенный Заявителем патентный поиск по данной теме не выявил известность предлагаемой совокупности существенных признаков. Поэтому заявляемое изобретение «Узел неразъемного соединения труб» можно считать новым.
Предлагаемый узел неразъемного соединения труб для специалиста явным образом логически не следует из известного уровня техники. Однако отдельные существенные признаки известны в другой совокупности существенных признаков в близких по назначению устройствах. Например, известен «Узел сварного соединения трубопровода» (патент RU №2283739, В23К 31/02, F16L 13/02, опубл. Бюл. №26 от 20.09.2006 г.), представляющий собой узел неразъемного соединения труб. Этот узел содержит металлические трубы с нанесенным на их внутреннюю поверхность защитным покрытием и втулку, размещенную внутри труб, причем стыки труб на втулке соединены ручной и/или автоматической сваркой с получением сварного шва, площадь которого превышает площадь нормального сечения труб. При этом соединение имеет кольцевые элементы, кольцевые неармированные и/или армированные резиновые уплотнения, термоизоляционный материал, герметизирующий материал, Г-образный кольцевой упор или, как минимум, три Г-образных упора, равноразмещенных в радиальной плоскости, служащих для установки центров масс. Размещенная внутри труб втулка выполнена с цилиндрическим участком и сопряженными с ним развальцованными и/или механически обработанными лезвийным инструментом коническими участками. Она размещена внутри труб таким образом, что кромки труб контактируют с Г-образным кольцевым упором или Г-образными упорами. Защитное покрытие на внутренней поверхности труб нанесено на расстоянии от их торцов с образованием в зоне нанесения термоненагруженой зоны. Г-образный кольцевой упор или Г-образные упоры размещены на половине длины втулки и жестко зафиксированы на ее внешней поверхности. На внутренней поверхности цилиндрического участка и сопряженных с ним конических участков втулки нанесено защитное покрытие. Кольцевые элементы жестко закреплены на внешней поверхности цилиндрического участка втулки, равно смещены от его торцов и установлены оппозитно друг другу. Кольцевые неармированные и/или армированные резиновые уплотнения размещены на внешней поверхности втулки между нанесенным на внутреннюю поверхность труб защитным покрытием, торцами кольцевых элементов и коническими участками втулки и плотно контактируют с ними. Термоизоляционный материал жестко закреплен на внешней поверхности цилиндрического участка втулки между торцами кольцевых элементов, герметизирующий материал нанесен на внешнюю поверхность упомянутых конических участков втулки.
Из этого известного узла неразъемного соединения известны следующие существенные признаки:
- втулка, размещенная внутри труб;
- стыки труб на втулке соединены ручной и/или автоматической сваркой с получением сварного шва;
- соединение имеет кольцевые элементы и кольцевые неармированные и/или армированные резиновые уплотнения, термоизоляционный материал, герметизирующий материал;
- Г-образный кольцевой упор или, как минимум, три Г-образных упора, равноразмещенных в радиальной плоскости, служащие для установки центров масс.
Недостатками этой совокупности существенных признаков являются:
- сложность конструкции и дороговизна, связанные с большим количеством сложных трудоемких в изготовлении и точно подгоняемых деталей, в том числе и Г-образных кольцевых упоров;
- низкая надежность, связанная с толщиной самоотвердевающегося герметика, так как чем толще слой самоотвердевающегося герметика, тем выше вероятность его разрушения со временем из-за разницы температурных коэффициентов расширения материалов труб и герметика;
- низкое качество получаемого шва, который образуется неравномерно из-за применения Г-образного кольцевого упора.
В нашем случае ситуация иная.
На втулке, выполненной из стеклопластика, расположен фиксатор, который выполнен в виде разъемного металлического кольца. Он препятствует стеканию расплавленного металла из зоны сварки внутрь трубы под действием силы тяжести. Соответственно, образуется равномерный шов, т.е. фиксатор в нашем случае служит формирователем равномерного шва. Кольцевой упор выполняет такую же функцию, а свободная посадка кольца уменьшает теплопередачу на стенку втулки.
При этом повышается качество сварного узла соединения труб, упрощается конструкция этого узла.
Таким образом, заявляемый узел неразъемного соединения обладает изобретательским уровнем.
Для решения второй задачи предлагается в способе создания узла неразъемного соединения труб, включающем подготовку внутренней поверхности концов труб, установку внутрь соединяемых труб втулки, выполненной из стеклопластика и имеющей на наружной поверхности посередине длины центральную кольцевую канавку с фиксатором и расположенные симметрично от центра на концах втулки канавки с эластичными уплотнениями, и выполнение сварного шва в месте стыка соединяемых труб, предлагается:
- осуществлять подготовку внутренней поверхности концов труб с помощью нанесения герметика на края соединяемых труб так, чтобы он заполнил пространство между эластичными уплотнениями и концами втулки;
- установку втулки вести до упора фиксатора в край трубы;
- причем фиксатор выполнить в виде размещенного в кольцевой канавке металлического разъемного кольца, наружный диаметр которого определяется внутренним диаметром свариваемых труб, при выполнении сварного шва кольцо по всему периметру приваривать к соединяемым трубам.
По сравнению с прототипом предлагаемый способ создания узла неразъемного соединения труб имеет существенные отличия, а проведенный Заявителем патентный поиск по данной теме не выявил известность предлагаемой совокупности существенных признаков. Поэтому заявляемое изобретение «Способ создания узла неразъемного соединения труб» можно считать новым.
Предлагаемый способ создания узла неразъемного соединения труб для специалиста явным образом логически не следует из известного уровня техники. Это обусловлено тем, что используют втулку, выполненную из стеклопластика, на которой устанавливают фиксатор в виде разъемного металлического кольца, служащего формирователем равномерного сварного шва между соединяемыми торцами металлических труб. В известных способах создания узла неразъемного соединения труб используют в качестве фиксатора кольцевые элементы, которые не способны формировать равномерный сварной шов между соединяемыми торцами труб (см. патент на изобретение RU №2283739, В23К 31/02, F16L 13/02, опубл. Бюл. №26 от 20.09.2006 г.).
Практическая работоспособность и техническая сущность поясняется нижеследующим описанием и чертежами.
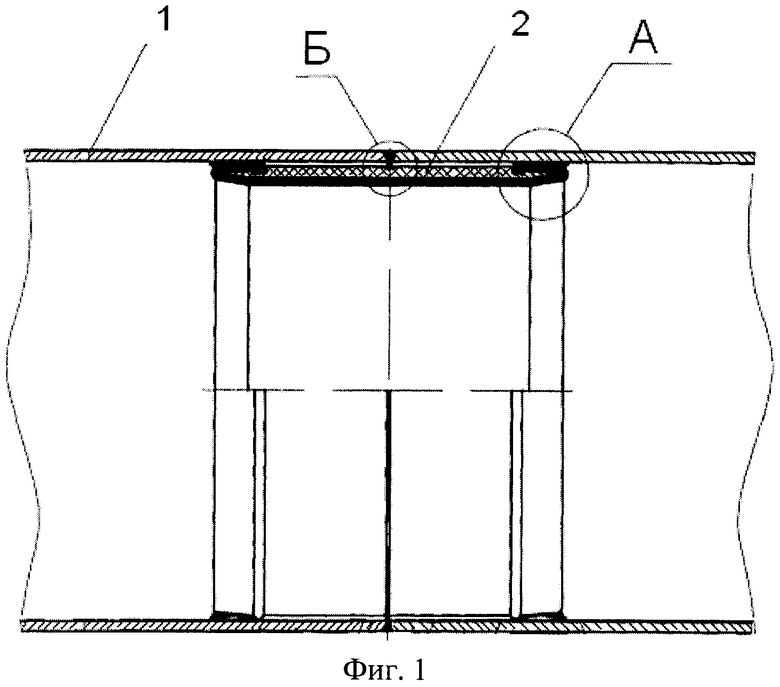
На фиг.1 - фронтальный вид в разрезе узла неразъемного соединения.
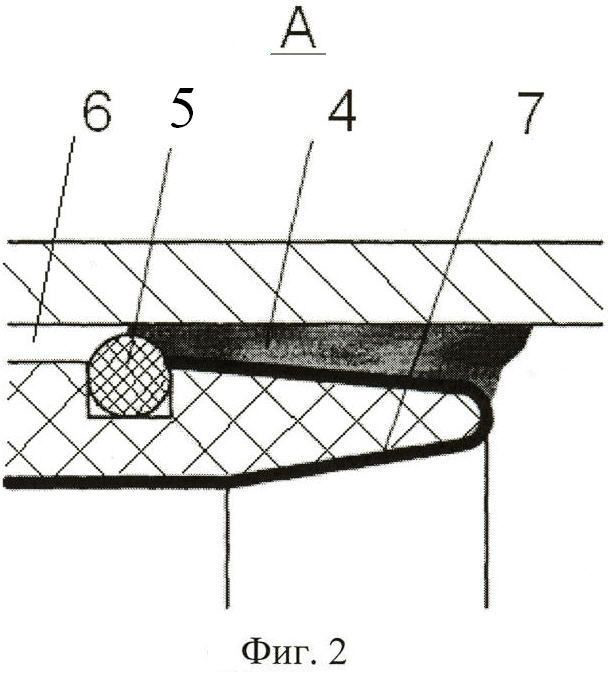
На фиг.2 - вид А края втулки в разрезе.
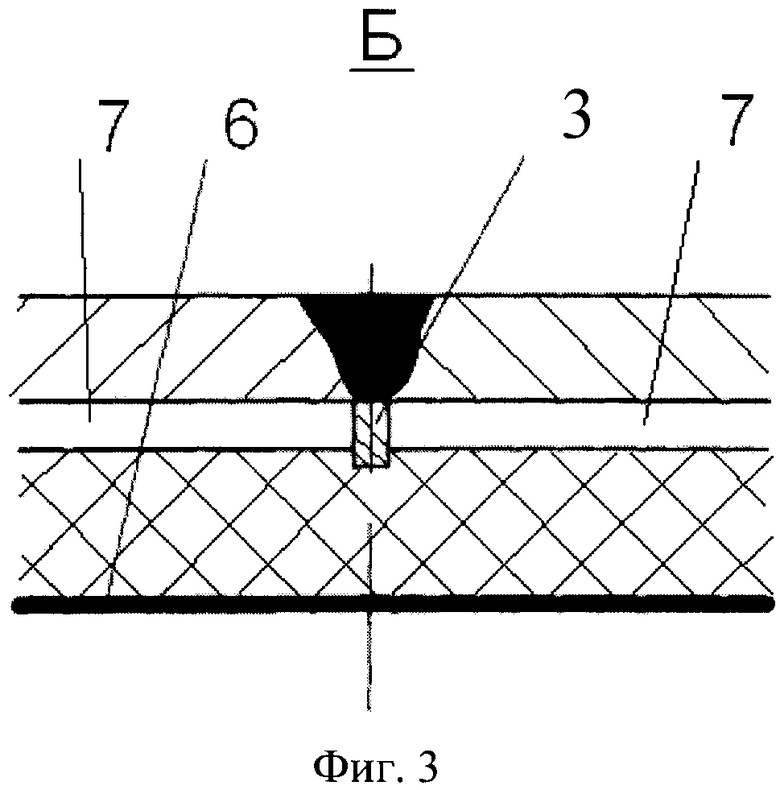
На фиг.3 - вид Б в разрезе сварного шва узла неразъемного соединения.
1 - труба;
2 - втулка;
3 - фиксатор;
4 - пластизольная мастика;
5 - уплотнительная прокладка;
6 - зазор;
7 - защитное покрытие.
Заявляемый узел неразъемного соединения труб и способ его создания описываются совместно, так как они объединены единым изобретательским замыслом.
Узел (Фиг.1, 3) неразъемного соединения труб 1 образуют из втулки 2, которую выполняют из композиционного материала на основе полиэфирных смол и стекловолоконных нитей. Толщина стенки (на чертеже показано условно) втулки 2 сравнима с толщиной стенок (на чертеже показано условно) соединяемых труб 1. Прочностные параметры материала втулки 2 не хуже параметров стали, из которой изготовлены соединяемые трубы 1 (например, сталь 20). При использовании сталей с другими прочностными характеристиками производится перерасчет толщины стенки (на чертеже показано условно) втулки 2, исходя из прочностных параметров материалов труб 1 и втулки 2. По центру втулки 2 выполняют канавку (проточку) (на чертеже показано условно), например, глубиной 0,8-1,0 мм для установки фиксатора 3, выполненного в виде упорного кольца, в частности, толщиной 1-2 мм (данный параметр определяется толщиной стенки свариваемых труб 1 и, соответственно, требованиями ГОСТ на вид профиля стыковых сварных соединений). Наружный диаметр фиксатора 3 выполняется, например, на 2 мм больше, чем внутренний диаметр соединяемых труб 1. Этот фиксатор 3 служит формирователем равномерного сварного шва (на чертеже показано условно) (Фиг.3).
Перед установкой втулки 2 на внутреннюю поверхность (на чертеже показано условно) соединяемых труб 1, отступив от торцов (на чертеже показано условно) труб 1 примерно на 30 мм, наносят слой пластизольной мастики 4 обычно толщиной 2-3 мм (Фиг.1, 2).
Для плотного заполнения мастикой 4 зазора 6 между втулкой 2 и трубой 1 на концах (на чертеже показано условно) трубы 1 располагают уплотнительные прокладки 5, например, в виде резиновых колец. Кроме того, их наличие способствует взаимной центровке соединяемых труб 1.
Втулка 2 вводится в первую соединяемую трубу 1 (приваренную к предыдущим в монтируемом трубопроводе) до упора в фиксатор 3, затем на нее заводят стыкуемую трубу 1. При этом пластизольная мастика 4 заполняет зазор 6 между втулкой 2 и трубами 1, ограниченный уплотнительными прокладками 5, обеспечивая герметизацию стыка (на чертеже показано условно).
Соединение труб 1 выполняется сваркой. При этом предлагаемая втулка 2 оказывается помещенной внутрь соединения, а фиксатор 3 по всему периметру приваривается к соединяемым трубам 1 при выполнении сварного шва (на чертеже показано условно). Это создает дополнительную жесткость в ослабленном сечении втулки 2, по проточке (на чертеже показано условно), и улучшает характеристики узла в отношении продольной сдвиговой нагрузки. Зазор 6 между втулкой 2 и трубой 1 обычно составляет 1,5-2,5 мм (в зависимости от диаметра труб и, соответственно, допустимой эллиптичности). Наличие этого воздушного зазора 6 позволяет при эксплуатации узла компенсировать вибрационные воздействия на него и обеспечивать повышенную надежность этого узла.
По внутреннему и наружному диаметрам втулки 2 выполняют конусные проточки, обеспечивающие снижение сопротивления узла потоку протекающей жидкости и, соответственно, увеличению скорости прокачиваемых объемов.
Предлагаемая конструкция втулки 2 позволяет значительно облегчить выполняемое соединение за счет своей массы, в четыре раза меньшей, чем у используемых металлических втулок.
Используемая пластизольная мастика 4 создается на основе полиэфирных смол, родственных к используемым при производстве исходным материалам втулок.
На внутреннюю и торцевые поверхности (до проточек под уплотнительные манжеты) втулки 2 нанесено защитное покрытие 7, стойкое к истиранию (это необходимо при наличии в потоке протекающей жидкости абразивных примесей: песка, частиц твердых пород). Материал защитного покрытия 7 имеет эпоксидную основу, поэтому обеспечивает высокую адгезию к материалу втулки 2 и пластизольной мастики 4. Дополнительное покрытие 7 уменьшает шероховатость внутренней поверхности втулки 2 и снижает сопротивление потоку жидкости.
Кроме того, при механической обработке торцов втулки 2 под рабочими углами происходит вскрытие параллельных слоев каркаса стеклонитей и создание шероховатости по контуру обработки, что при вышеуказанном сродстве материалов обеспечивает дополнительную адгезию пластизольной мастики 4 к втулке 2 за счет развитой поверхности.
Материал втулки 2 обладает высокими диэлектрическими характеристиками и не подвержен разрушению блуждающими токами.
Плотности материалов втулки 2 и труб 1 существенно различаются (до 4-х раз), что препятствует созданию благоприятных условий для развития различных типов колебаний в трубопроводе, приводящих к дополнительным нагрузкам непосредственно на нитку трубы 1, но еще сильнее на опоры (на чертеже не показано).
Таким образом, при использовании предлагаемого неразъемного соединения повышается надежность сварного соединения, а также всей конструкции трубопровода, уменьшается также стоимость и вес конструкции. При этом удается повысить скорость перекачки жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2397394C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2395029C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2521430C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2533046C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ПРИ СТРОИТЕЛЬСТВЕ ТРУБОПРОВОДА | 2013 |
|
RU2522739C1 |
| СПОСОБ СТРОИТЕЛЬСТВА ТРУБОПРОВОДА ИЗ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2526408C1 |
| СВАРНАЯ СОЕДИНИТЕЛЬНАЯ СИСТЕМА | 2002 |
|
RU2230970C2 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2012 |
|
RU2503873C1 |
| Устройство для защиты внутреннего сварного шва трубопровода | 2016 |
|
RU2620473C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2518992C1 |
Группа изобретений относится к строительству трубопроводного транспорта при укладке трубопроводов, соединяемых методом сварки. Узел неразъемного соединения труб образован из втулки. Толщина стенки втулки сравнима с толщиной стенок соединяемых труб. По центру втулки выполнена канавка (проточка) для установки фиксатора в виде упорного кольца. Этот фиксатор служит формирователем равномерного сварного шва. Перед установкой втулки на внутреннюю поверхность соединяемых труб наносится слой пластизольной мастики. Для плотного заполнения пластизольной мастикой зазора между втулкой и трубой на концах трубы расположены уплотнительные прокладки. Втулка вводится в первую соединяемую трубу до упора в фиксатор, затем на нее заводится стыкуемая труба. При этом пластизольная мастика заполняет зазор между втулкой и трубами, ограниченный уплотнительными прокладками, обеспечивая герметизацию стыка. Соединение труб выполняется сваркой. При этом предлагаемая втулка оказывается помещенной внутрь соединения, а фиксатор по всему периметру приваривается к соединяемым трубам при выполнении сварного шва. На внутреннюю и торцевые поверхности втулки нанесено защитное покрытие. Изобретение повышает надежность соединения сварного неразъемного соединения. 2 н.п. ф-лы, 3 ил.
1. Узел неразъемного соединения труб, содержащий две трубы и размещенную в них втулку, выполненную из стеклопластика и имеющую на наружной поверхности посередине длины центральную кольцевую канавку с фиксатором и расположенные симметрично от центра на концах втулки канавки с эластичными уплотнениями, отличающийся тем, что фиксатор выполнен в виде разъемного металлического кольца с наружным диаметром, зависящим от внутренних диаметров свариваемых труб и с возможностью выполнения функции формирователя равномерного сварного шва между торцами соединяемых труб, на концах втулки по внутреннему и наружному диаметрам выполнены конусные проточки, на внутреннюю и торцевые поверхности втулки нанесен слой защитного покрытия из материала на эпоксидной основе, а для герметизации стыка между трубой и втулкой пространство между эластичными уплотнениями и концами втулки по всему наружному диаметру втулки заполнено герметиком.
2. Способ создания узла неразъемного соединения труб, включающий подготовку внутренней поверхности концов труб, установку внутрь соединяемых труб втулки, выполненной из стеклопластика и имеющей на наружной поверхности посередине длины центральную кольцевую канавку с фиксатором и расположенные симметрично от центра на концах втулки канавки с эластичными уплотнениями, и выполнение сварного шва в месте стыка соединяемых труб, отличающийся тем, что подготовку внутренней поверхности концов труб осуществляют путем нанесения герметика на края соединяемых труб так, чтобы он заполнил пространство между эластичными уплотнениями и концами втулки, установку втулки ведут до упора фиксатора в край трубы, причем фиксатор предварительно выполняют в виде металлического разъемного кольца, а затем размещают в кольцевой канавке втулки, причем наружный диаметр металлического разъемного кольца определяется внутренним диаметром свариваемых труб, и при выполнении сварного шва металлическое разъемное кольцо по всему периметру приваривают к соединяемым трубам с образованием равномерного сварного шва.
| СВАРНАЯ СОЕДИНИТЕЛЬНАЯ СИСТЕМА | 2002 |
|
RU2230970C2 |
| УЗЕЛ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 2005 |
|
RU2283739C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2157478C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| US 5346261 А, 13.09.1994 | |||
| US 4913465 А, 03.04.1990. | |||

