Изобретение относится к механическому неразъемному соединению труб, а именно к соединению труб с антикоррозионным внутренним покрытием для транспортировки химически активных жидкостей.
Известен «Узел сварного соединения трубопровода» (патент RU №2283739, B23K 31/02, F16L 13/02, опубл. Бюл. №26 от 20.09.2006 г.), содержащий металлические трубы с нанесенным на их внутреннюю поверхность защитным покрытием и втулку, размещенную внутри труб, отличающийся тем, что сварное соединение узла выполнено ручной и/или автоматической сваркой с получением сварного шва, площадь которого превышает площадь нормального сечения труб, а узел имеет кольцевые элементы, кольцевые неармированные и/или армированные резиновые уплотнения, термоизоляционный материал, герметизирующий материал, Г-образный кольцевой упор или как минимум три Г-образных упора, равноразмещенных в радиальной плоскости, служащие для установки центров масс, размещенная внутри труб втулка выполнена с цилиндрическим участком и сопряженными с ним развальцованными и/или механически обработанными лезвийным инструментом коническими участками и размещена внутри труб таким образом, что кромки труб контактируют с Г-образным кольцевым упором или Г-образными упорами, защитное покрытие на внутренней поверхности труб нанесено на расстоянии от их торцов с образованием в зоне нанесения термоненагруженной зоны, Г-образный кольцевой упор или Г-образные упоры размещены на половине длины втулки и жестко зафиксированы на ее внешней поверхности, на внутренней поверхности цилиндрического и сопряженных с ним конических участков втулки нанесено защитное покрытие, кольцевые элементы жестко закреплены на внешней поверхности цилиндрического участка втулки, равно смещены от его торцов и установлены оппозитно друг к другу, кольцевые неармированные и/или армированные резиновые уплотнения размещены на внешней поверхности втулки между нанесенным на внутреннюю поверхность труб защитным покрытием, торцами кольцевых элементов и коническими участками втулки и плотно контактируют с ними, термоизоляционный материал жестко закреплен на внешней поверхности цилиндрического участка втулки между торцами кольцевых элементов, герметизирующий материал нанесен на внешнюю поверхность упомянутых конических участков втулки.
Наиболее близким по технической сущности и достигаемому результату является «Сварная соединительная система» (патент RU №2230970, F16L 13/00, опубл. Бюл. №17 от 20.06.2004 г.), содержащая две трубы и размещенную в них втулку, имеющую посередине длины наружную центральную кольцевую канавку с жаропрочной композицией и фиксаторы, при этом втулка выполнена из стеклопластика, а симметрично от центрального кольца канавки выполнены попарно канавки под эластичные уплотнения, например манжеты, причем ближние к центральной канавке манжеты устанавливаются с возможностью продольного перемещения, и взаимодействует с упругим элементом, например, пружинами из металла с памятью, установленными сверху жаропрочной композиции по периметру втулки между фиксаторами, а между уплотнителями помещен самоотвердевающий герметик.
Недостатками обоих аналогов являются:
- сложность конструкции и дороговизна, связанные с большим количеством сложных трудоемких в изготовлении и точно подгоняемых деталей, в том числе и пружины, изготавливаемой из дорогостоящего металла с памятью;
- значительное сужение проходного сечение в месте стыка и, как следствие, увеличенное сопротивление потоку жидкости, связанные с необходимостью размещения пружины и тем, что изолятором от теплового воздействия свариваемой труб на втулку является только воздушная прослойка, которая должна быть для этого достаточной толщины;
- низкая надежность, связанная с толщиной самоотвердевающегося герметика, так как чем толще слой отверждающегося герметика, тем выше вероятность его разрушения со временем из-за разницы температурных коэффициентов расширения материалов трубы, втулки и герметика, при этом дополнительных элементов изоляции стыка от агрессивной среды не предусмотрено.
Техническими задачами изобретения являются упрощение и удешевление конструкции за счет уменьшения количества деталей, в том числе конструктивно сложных, снижение сопротивления потоку жидкости за счет увеличения проходного сечения в местах установки втулки, а также повышение надежности изоляции стыков труб от агрессивного воздействия перекачиваемых по ним жидкостей за счет уменьшения слоя герметика и дополнительной защиты стыка.
Техническая задача решается неразъемным соединением труб с внутренним антикоррозионным покрытием, включающим соединенные сваркой встык трубы с антикоррозионным покрытием, которое удалено от торцов труб на расстоянии термического воздействия сварки, и размещенную в них под стыком втулку из композитного материала, имеющую посередине длины наружную центральную кольцевую канавку с жаропрочной композицией и фиксаторы, причем симметрично от центрального кольца канавки под уплотнительные кольца, пространство между которыми заполнено герметиком.
Новым является то, что втулка выполнена из термопластичного материала с высокой адгезией к материалу труб, фиксаторы выполнены в виде цилиндрических выступов втулки, размещенных симметрично с двух концов между кольцевой канавкой и канавками, причем жаропрочной композицией заполнено все пространство между трубами, кольцевой канавкой и фиксаторами, которые выполнены с возможностью взаимодействия наружными торцами с торцами антикоррозионного покрытия, а наружной поверхностью - с внутренней поверхностью соответствующих труб с адгезией к ним под действием сварки.
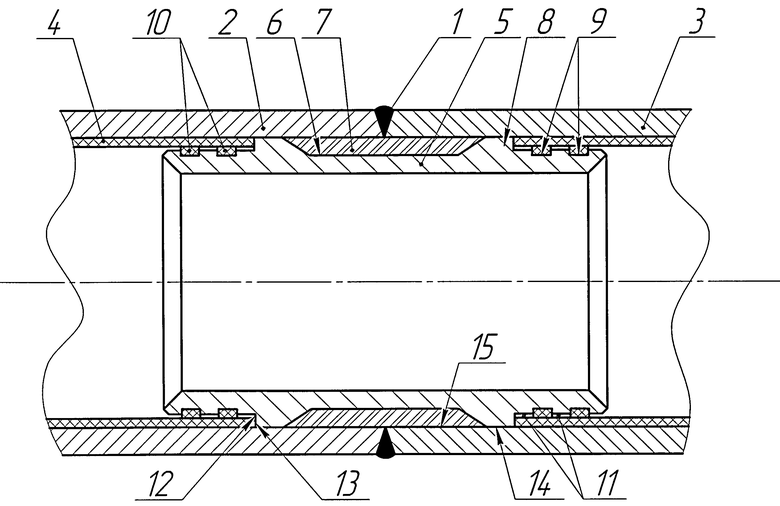
На чертеже изображено соединение труб в разрезе.
Неразъемное соединение труб с внутренним антикоррозионным покрытием включает соединенные сваркой 1 встык трубы 2 и 3 с антикоррозионным покрытием 4, которое удалено от торцов труб 2 и 3 на расстоянии термического воздействия сварки 1, и размещенную в них под стыком втулку 5 из композитного материала, имеющую посередине длины наружную центральную кольцевую канавку 6 с жаропрочной композицией 7 и фиксаторы 8, причем симметрично от центрального кольца канавки выполнены парные канавки 9 под уплотнительные кольца 10, пространство между которыми заполнено герметиком 11. Втулка 5 выполнена из термопластичного материала с высокой адгезией к материалу труб 2 и 3. Фиксаторы 8 выполнены в виде цилиндрических выступов втулки 5, размещенных симметрично с двух концов между кольцевой канавкой 6 и канавками 9. Жаропрочной композицией 7 заполнено все пространство между трубами 2 и 3, кольцевой канавкой 6 и фиксаторами 8, которые выполнены с возможностью взаимодействия наружными торцами 12 с торцами 13 антикоррозионного покрытия 4, а наружной поверхностью 14 - с внутренней поверхностью 15 соответствующих труб 2 или 3 с адгезией к ним под температурным воздействием сварки 1.
Неразъемное соединение осуществляют следующим образом.
Втулка 5 изготавливается специально для данного типоразмера труб 2 и 3 из термопластичного материала (например, поликарбоната, полиуретана и т.п.) с высокой адгезией к материалу труб 2 и 3 с выборками 9, упорами 8 и кольцевой канавкой 6, которая полностью заполнена жаропрочной композицией 7 (например, асбест, керамика и т п.). Трубы 2 и 3 с внутренним антикоррозионным покрытием 4 (например, футерованные полипропиленовым рукавом или пластмассой или покрытые эмалью и т.п.) предварительно подготавливают к соединению. Для чего с обоих концов труб 2 и 3 удаляют антикоррозионное покрытие 4 на расстояние термического воздействия сварки 1 (например, для труб 273×8 ГОСТ 8732-78 достаточно удалить 20 см от торца труб 2 и 3). После чего в трубу 2 вставляют втулку 5, предварительно заполняя пространство между уплотнительными кольцами 10, вставленными в выборки 9, герметиком 11, до упора торца 12 фиксатора 8 втулки 5 в торец 13 антикоррозионного покрытия 4. Затем на втулку 5 надевают трубу 3 до упора торца 12 фиксатора 8 втулки 5 в торец 13 антикоррозионного покрытия 4 и стыковки в месте сварки 1 труб 2 и 3. Причем уплотнительные кольца 10 плотно взаимодействуют изнутри с антикоррозионным покрытием 4, наружная поверхность 14 фиксаторов 8 и жаропрочная композиция 7 - с внутренней поверхностью 15 труб 2 и 3. Излишки герметика 11 вдавливаются в пространство между торцами 12 фиксатора 8 втулки 5 и торцами 13 антикоррозионного покрытия 4, герметизируя его. При сварке 1 разогреваются стенки труб 2 и 3, плавя наружные поверхности 14 фиксаторов 8 втулки 2, которые, остывая, припаиваются герметично к внутренней поверхности 15 труб 2 и 3.
Такое соединение герметизирует место сварки 1 труб 2 и 3 и пространство вокруг не только в месте взаимодействия уплотнительных колец 10 втулки 5 и антикоррозионного покрытия 4 труб 2 и 3, но и в местах стыковки наружных торцов 12 фиксаторов с торцами 13 антикоррозионного покрытия 4 и наружной поверхности 14 фиксаторов 8 с внутренней поверхностью 15 труб 2 и 3. При этом наличие небольших выборок 9 под неподвижные уплотнительные кольца 10 небольшого диаметра на концах втулки 5 и тонкого слоя герметика 11 исключает вымывание его агрессивной перекачиваемой через трубы 2 и 3 жидкостью и быстрое разрушение в течение длительного времени (в 3-4 раза большего, чем в наиболее близком аналоге). Все это в совокупности увеличивает надежность неразъемного соединения труб 2 и 3 с внутренним антикоррозионным покрытием 4 длительное время благодаря четырехступенчатой надежной герметизации места сварки 1 труб 2 и 3 и окружающего его пространства.
Причем наличие жаропрочной композиции 7 в кольцевой канавке 6 втулки 5, позволяющей увеличить наружный диаметр кольцевой канавки 6 без риска разрушения втулки под термическим воздействием сварки 1, и небольших канавок 9 дают возможность максимально увеличить внутренний диаметр втулки 5, что увеличивает проходное сечение в местах стыка труб 2 и 3 и, как следствие, уменьшает сопротивление потоку перекачиваемой жидкости.
Предлагаемое неразъемное соединение просто и дешево в изготовлении из-за упрощения и удешевления конструкции втулки, надежно благодаря наличию четырехступенчатой надежной длительное время герметизации места сварки и стыка труб, а также оно позволяет уменьшить сопротивление потоку жидкости за счет увеличения проходного сечения в местах установки втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2395029C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2012 |
|
RU2503873C1 |
| УЗЕЛ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2011 |
|
RU2471110C1 |
| Устройство для защиты внутреннего сварного шва трубопровода | 2016 |
|
RU2620473C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2533046C2 |
| КОРРОЗИОННОСТОЙКАЯ ВТУЛКА ВНУТРЕННЕЙ ЗАЩИТЫ ТРУБОПРОВОДОВ | 2021 |
|
RU2767123C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2001 |
|
RU2194207C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ПРИ СТРОИТЕЛЬСТВЕ ТРУБОПРОВОДА | 2013 |
|
RU2522739C1 |
| СПОСОБ СТРОИТЕЛЬСТВА ТРУБОПРОВОДА ИЗ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2526408C1 |
| СВАРНАЯ СОЕДИНИТЕЛЬНАЯ СИСТЕМА | 2002 |
|
RU2230970C2 |
Изобретение относится к механическому неразъемному соединению труб, а именно к соединению труб с антикоррозионным внутренним покрытием для транспортировки химически активных жидкостей. Неразъемное соединение труб с внутренним антикоррозионным покрытием включает соединенные сваркой встык трубы с антикоррозионным покрытием, которое удалено от торцов труб на расстоянии термического воздействия сварки, и размещенную в них под стыком втулку из композитного материала, имеющую посередине длины наружную центральную кольцевую канавку с жаропрочной композицией и фиксаторы. Симметрично от центрального кольца канавки выполнены канавки под уплотнительные кольца, пространство между которыми заполнено герметиком. Втулка выполнена из термопластичного материала с высокой адгезией к материалу труб. Фиксаторы выполнены в виде цилиндрических выступов втулки, размещенных симметрично с двух концов между кольцевой канавкой и канавками. Жаропрочной композицией заполнено все пространство между трубами, кольцевой канавкой и фиксаторами, которые выполнены с возможностью взаимодействия наружными торцами с торцами антикоррозионного покрытия, а наружной поверхностью - с внутренней поверхностью соответствующих труб с адгезией к ним под температурным воздействием сварки. Изобретение повышает надежность герметизации. 1 ил.
Неразъемное соединение труб с внутренним антикоррозионным покрытием, включающее соединенные сваркой в стык труб с антикоррозионным покрытием, которое удалено от торцов труб на расстояние термического воздействия сварки, и размещенную в них под стыком втулку из композитного материала, имеющую посередине длины наружную центральную кольцевую канавку с жаропрочной композицией и фиксаторы, причем симметрично от центрального кольца канавки выполнены канавки под уплотнительные кольца, пространство между которыми заполнено герметиком, отличающееся тем, что втулка выполнена из термопластичного материала с высокой адгезией к материалу труб, фиксаторы выполнены в виде цилиндрических выступов втулки, размещенных симметрично с двух концов между кольцевой канавкой и канавками, причем жаропрочной композицией заполнено все пространство между трубами, кольцевой канавкой и фиксаторами, которые выполнены с возможностью взаимодействия наружными торцами с торцами антикоррозионного покрытия, а наружной поверхностью - с внутренней поверхностью соответствующих труб с адгезией к ним под действием сварки.
| СВАРНАЯ СОЕДИНИТЕЛЬНАЯ СИСТЕМА | 2002 |
|
RU2230970C2 |
| УЗЕЛ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 2005 |
|
RU2283739C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2157478C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| US 5346261 A, 13.09.1994 | |||
| US 4913465 A, 03.04.1990. | |||

